Аргонодуговая сварка неплавящимся электродом
TIG сварка – основные понятия, принципы и особенности процесса.
Аргонодуговая сварка, термины. А как это будет правильно…?
Работая с технической литературой, можно обратить внимание на то, что сам термин – «аргонодуговая сварка» часто имеет разные формы записи. Употребляются формы: «аргонная сварка», «аргонно-дуговая сварка», «аргоно-дуговая сварка». Подчас разгораются нешуточные споры по данному вопросу…..
Наш русский язык велик и могуч, поэтому, глубоко не вдаваясь в его правила, предлагаю больше внимания уделить самому процессу TIG-сварки, а для определения понятия использовать
ГОСТ 2601-84 «Сварка металлов. Термины и определения основных понятий».
Определение и обозначение сварки в среде аргона.
Аргонодуговая сварка – способ получения неразъёмного соединения металлов электрической дугой, при котором в качестве защитного газа используется аргон.
Сварочная дуга образуется между неплавящимся вольфрамовым электродом и свариваемым изделием, а получение сварного шва происходит в процессе оплавления кромок свариваемого металла. При недостатке собственного основного металла для получения сварного соединения, в сварочною ванну подается дополнительный материал – сварочная проволока. Данный способ сварки, следуя международному обозначению, также принято называть TIG или WIG сваркой.
При недостатке собственного основного металла для получения сварного соединения, в сварочною ванну подается дополнительный материал – сварочная проволока. Данный способ сварки, следуя международному обозначению, также принято называть TIG или WIG сваркой.
Принципы процесса аргонодуговой сварки и область её применения.
В процессе горения сварочной дуги инертный газ аргон вытесняет воздух из зоны сварки, предотвращая окисление сварочной ванны и способствуя формированию качественного сварного шва. Инертный газ не вступает в химическое взаимодействие с расплавленным металлом, обеспечивая надежную защиту зоны дуги, сварочной ванны и присадочного материала. Таким образом, ручную или автоматическую аргонодуговую сварку в инертных газах применяют в тех случаях, когда другие виды сварки не могут обеспечить достаточного качества сварного шва. Как правило, это сварка ответственных соединений из высоколегированных сталей, алюминия и титана. Наиболее эффективная защита свариваемого изделия обеспечивается при сварке в замкнутой камере, в которую подаётся аргон. Часто данная технология применяется при автоматической орбитальной сварке трубопроводов с использованием сварочных головок закрытого типа или при сварке в контролируемой атмосфере.
Часто данная технология применяется при автоматической орбитальной сварке трубопроводов с использованием сварочных головок закрытого типа или при сварке в контролируемой атмосфере.
Основы технологии сварки TIG AC/DC.
Аргонодуговая сварка может производится на переменном или постоянном токе. Сварка постоянным током (TIG-DC) применяется для получения неразъёмных соединений из сталей. Для сварки деталей из алюминиевых сплавов, используется переменный ток (TIG-AC сварка). Применение переменного тока при сварке алюминия позволяет разрушить оксидную плёнку на его поверхности и, при соответствующей квалификации сварщика, получить качественное сварное соединение. Аргонодуговую сварку неплавящимся электродом в среде защитного газа применяют для получения сварных соединений конструкций из углеродистых и легированных нержавеющих сталей, а также цветных металлов и их сплавов.
Преимущества и недостатки TIG-сварки.
Рассмотрим более детально преимущества и недостатки аргонодуговой сварки.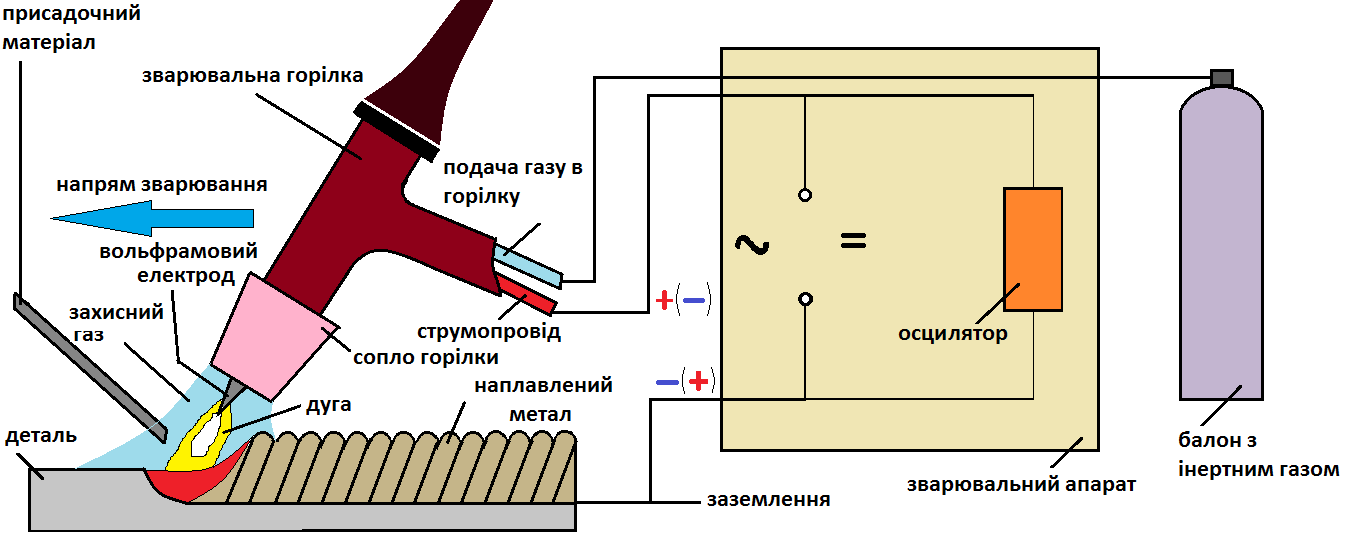
| Преимущества TIG сварки | Недостатки TIG сварки |
|---|---|
| ● высокое качество и устойчивая повторяемость получаемых сварных соединений (применение автоматической сварки позволяет практически исключить влияние человеческого фактора на качество сварки) | ● наличие квалифицированных специалистов с соответствующим опытом аргонодуговой сварки |
| ● автоматизация процесса и расширенные технологические возможности (при автоматической сварке) | ● относительно большие затраты на применяемое сварочное оборудование |
| ● высокая производительность процесса (при автоматическом способе сварки) | ● вероятные нарушения газовой защиты при сквозном движении воздуха в месте проведения сварочных работ |
| ● возможность сварки деталей с небольшой толщиной стенки | ● относительно малая производительность работ при ручной аргонодуговой сварке |
| ● эффективная защита сварного шва инертным газом | |
| ● относительно малая токсичность при сварке | |
| ● устойчивость горения сварочной дуги | |
| ● отсутствие брызг расплавленного металла |
Особенности процесса аргонодуговой сварки неплавящимся электродом.

Также необходимо отметить некоторые особенности способа аргонодуговой сварки неплавящимся электродом. Одной из главных, и часто решающей особенностью процесса, является тщательная подготовка поверхностей под сварку. Получить качественное соединение без подготовки поверхностей крайне затруднительно, особенно если дело касается алюминиевых сплавов.
Детали в месте соединения не должны содержать следов лакокрасочных и защитных покрытий, смазок, масел и других загрязнений способствующих формированию дефектов сварного шва. При необходимости, поверхности необходимо зачистить механическим способом.
При сварке алюминия, для получения должного качества, зачистка поверхностей, а также химическое травление металла является обязательной процедурой. Следует исключить попадания влаги на свариваемые детали. Перед сваркой детали необходимо обезжирить. Для обезжиривания поверхностей растворителями, рекомендуется применять безворсовые ткани и салфетки.
Самое общее правило, о котором следует помнить, для получения качественного сварного соединения: сварка в аргоне любит чистоту!.
Практические советы по работе с аргонодуговой сваркой.
В заключении, приведу несколько практических советов, которые могут быть полезны для получения наилучшего результата при выполнении сварки в аргоне:
- Добейтесь минимального зазора.
Для получения качественного стыкового сварного соединения, максимально плотно подгоните друг к другу кромки свариваемых деталей (особенно актуально при сварке тонколистового металла). Помните, минимальный зазор и точная сборка – половина положительного итогового результата!.
- Зафиксируйте свариваемые детали.
При проведении работ используйте необходимую сварочную оснастку, приспособления и инструмент. Важно зафиксировать детали перед сваркой так, чтобы зазор был постоянным на всей длине кромок.
- Прихватите свариваемые детали.
После механической фиксации свариваемых деталей, применяйте сварку прихваточными швами. В процессе сварки изделие подвергается значительным тепловым нагрузкам, что естественно приводит к деформациям и критическому увеличению зазора между свариваемыми кромками.
- Подумайте об теплоотводе.
Сварочный процесс будет проходить гораздо эффективнее, если не будет перегрева деталей. Это поможет нормальному формированию шва и снизит количество прожогов.
- Сконцентрируйтесь на процессе.
Выбор режимов сварки имеет ключевое значение.
- Используйте аргон высокой частоты.
От качества аргона во многом зависит качество полученного сварного соединения.
- Подберите нужный расход защитного газа.
Помните о том, что важно подобрать правильный расход аргона при сварке. И в этом вопросе, больше расхода газа – не означает лучше. Высокий расход может привести к срыву дуги и чрезмерному давлению на сварочную ванну.
8. Используйте качественный вольфрам и присадочную проволоку.
Выбирайте вольфрамовый электрод исходя из марки свариваемого материала.
9. Выполняйте правильную заточку вольфрама.
Заточку электрода следует проводить вдоль его оси. При таком способе заточки, электроны в сварочной дуге будут более равномерно стекать с вольфрама и способствовать правильному формированию электрической дуги. Длина конуса заточки должна примерно соответствовать 2 – 3 диаметрам электрода.
При таком способе заточки, электроны в сварочной дуге будут более равномерно стекать с вольфрама и способствовать правильному формированию электрической дуги. Длина конуса заточки должна примерно соответствовать 2 – 3 диаметрам электрода.
- Не применяйте один и тот же электрод для сварки разных металлов.
При сварке алюминия на конце вольфрамового электрода образуется шарик. Возьмите за правило использовать разные электроды для сварки алюминия и стали, чтобы не выполнять повторную заточку электрода.
- Выбирайте правильное положение сварочной горелки и присадочной проволоки.
При ручной аргонодуговой сварке угол между электродом и проволокой должен составлять около 90º. Угол подачи проволоки относительно плоскости сварки – 20º. Технология автоматической сварки это предмет отдельной статьи.
- Регулярно практикуйтесь в сварке.
Чтобы получить сварочный шов хорошего качества, требуются соответствующие навыки и опыт.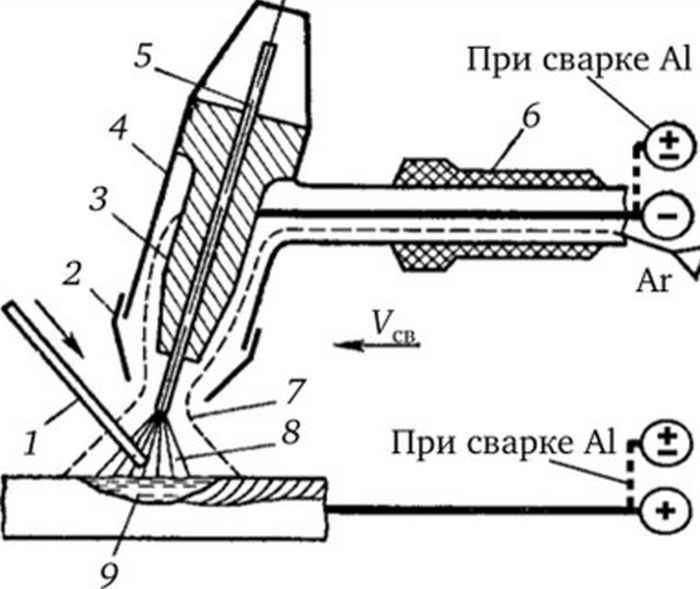 Сварщик должен регулярно практиковаться!. Качество сварного соединения регламентируется соответствующими стандартами, в которых подробно описаны требования к полученному шву.
Сварщик должен регулярно практиковаться!. Качество сварного соединения регламентируется соответствующими стандартами, в которых подробно описаны требования к полученному шву.
- Применяйте сварочное оборудование от надежного производителя.
Опыт показывает, что получить положительный результат можно гораздо быстрее, если найти специалистов в своём деле!.
Если Вы не имеете достаточного опыта в автоматической или ручной дуговой сварке, Вы можете обратиться к специалистам нашей компаний.
Автоматическая аргонодуговая сварка неплавящимся электродом
Использование аргонодуговой сварки в промышленности во многом расширило использование различных видов металла, а также обеспечило сварке более прочные позиции. Автоматическая аргонодуговая сварка неплавящимся электродом является одним из примеров пика развития данной технологии. Аргон обеспечивает надежную защиту сварочной ванны от влияния внешних факторов, благодаря чему существенно снижается вероятность появления брака и даже мелких дефектов. Он не вступает в реакцию с металлами и воздухом, так что на данный момент является одним из лучших материалов в соотношении цены и качества. Возможность использования данной технологии в автоматических машинах позволяет сделать процесс производства более дешевым, исключить человеческие ошибки и наладить серийный выпуск металлических изделий.
Он не вступает в реакцию с металлами и воздухом, так что на данный момент является одним из лучших материалов в соотношении цены и качества. Возможность использования данной технологии в автоматических машинах позволяет сделать процесс производства более дешевым, исключить человеческие ошибки и наладить серийный выпуск металлических изделий.
Автоматическая аргонодуговая сварка
Область применения
Данная технология применяется только на различных предприятиях по выпуску металлоконструкций. Это обусловлено дороговизной используемого оборудования, сложностью настройки и прочими нюансами. Вручную сварить одну-две детали намного проще, чем настраивать автоматические машины. Это целесообразно только при достаточно больших загрузках. Системы являются универсальными и могут перестраиваться под заданный предел параметров. Автоматическая аргонодуговая сварка используется для высоколегированных металлов, цветных, а также для разнородных, с чем не может справиться какой-либо другой вид. Если ручная разновидность применяется для ремонта, то эта служит преимущественно для сваривания новых деталей.
Если ручная разновидность применяется для ремонта, то эта служит преимущественно для сваривания новых деталей.
Преимущества
Автоматическая сварка обладает следующим рядом преимуществ:
- Процесс соединения происходит быстро, особенно, если речь идет о нескольких одинаковых операциях;
- Швы получаются высокого качества, так как аргон дает надежную защиту;
- Есть возможность соединять разнородные металлы, с которыми не может справиться другая технология;
- Исключается фактор человеческих ошибок;
- На обслуживание установки требуется минимальное количество людей.
Недостатки
Здесь также имеется ряд существенных недостатков, ограничивающих сферу применения автомата:
- Невозможно сварить любой шов, так как для этого нужно перестраивать всю систему, а некоторые из вариантов могут не подойти по параметрам, тогда как вручную это не составит труда сделать;
- Высокая дороговизна техники, так что даже не каждое производство может позволить себе подобное оборудование;
- Ограниченность параметров настроек в определенных пределах;
- Если во время работы произойдет сбой, то бракованной может оказаться вся партия изделий.


Режимы сварки
Толщина основного металла, мм | Величина зазора, мм | Диаметр присадочного материала, мм | Сила тока, А | Напряжение, В | Скорость наплавки шва, м/ч | Расход газа, литры/мин | Как проводится сварка |
0,8 | 0-0,5 | 0,8 | 110 | 17,5-19 | 40-85 | 6-7 | На прокладке из меди |
1 | 1 | 125 | 18-20 | 30-55 | 7-8 | ||
| 1 | 1,2 | 135 | 18-20 | 40-85 | 7-8 | На весу или на прокладке из меди | |
1,2 | 0-0,5 | 1,2 | 135 | 18-20 | 30-55 | 6-8 | На прокладке из меди |
150 | 40-80 | 7-8 | На весу или на прокладке из меди | ||||
| 2 | 0-0,5 | 1,4 | 200 | 19-22 | 30-70 | 8-9 | На весу |
5 | 0-1 | 2 | 350 | 21-35 | 30-45 | 9-15 |
Принцип работы и технология
Автоматическое оборудование для аргонодуговой сварки работает по той же технологии, что и ручное.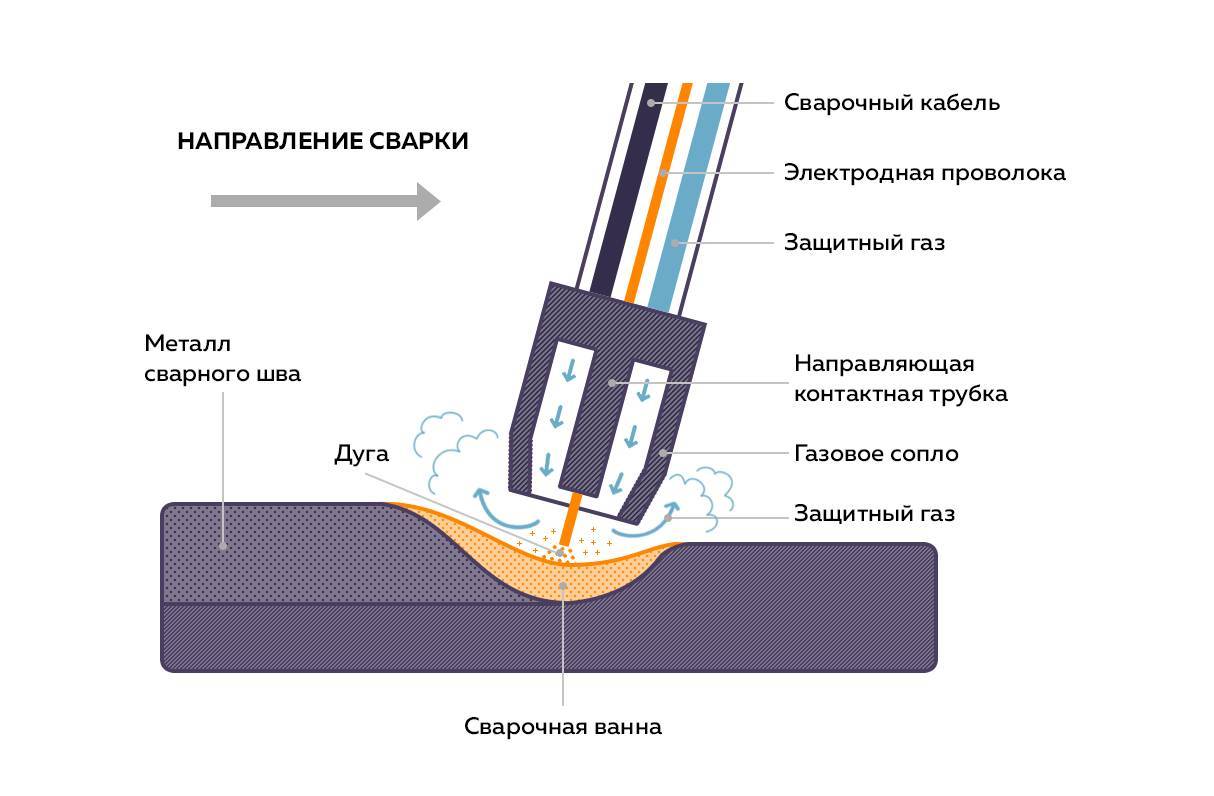 Здесь металл расплавляется при помощи дуги, которая защищена аргоном от негативного воздействия внешней среды. Но здесь все управляется при помощи автоматов. Человек задает нужную программу и техника выполняет все самостоятельно на заданных параметрах.
Здесь металл расплавляется при помощи дуги, которая защищена аргоном от негативного воздействия внешней среды. Но здесь все управляется при помощи автоматов. Человек задает нужную программу и техника выполняет все самостоятельно на заданных параметрах.
Автоматическая аргонодуговая сварка неплавящимся электродом
Тут проводится одно соединение металлических изделий одинаковой формы, идущих одно за другим. Этот процесс может осуществляться беспрерывно, пока идет снабжение расходными материалами.
При выборе режимов нужно учитывать не только те параметры, которые будут задействованы во время работы, чтобы не пропалить металл и проварить его на нужную глубину. Здесь также нужно учесть особенности пространственного положения и прочее. Основная работа сварщика заключается в правильной подготовке и проверке материалов, выбора нужного режима, а также контроль процесса.
«Важно!
Для работы на каждой модели установки потребуется свое обучение специалиста.»
 youtube.com/embed/qWezBfgZYkM» frameborder=»0″ allowfullscreen=»allowfullscreen»>
youtube.com/embed/qWezBfgZYkM» frameborder=»0″ allowfullscreen=»allowfullscreen»>
Сварочные материалы и оборудования
В качестве основных сварочных материалов и используемого оборудования применяются следующие вещи:
- Сварочная проволока – основной расходный материал, который применяется для наплавки металла шва;
- Неплавкий электрод – инструмент для создания и поддерживания электрической дуги;
- Горелка – служит для подачи газа;
- Аргон – основной защитный газ;
- Автоматическая система для подачи заготовок и управления сварочными инструментами.
Техника безопасности
Практически все правила техники безопасности касаются здесь предварительной подготовки. Ведь если все будет хорошо подобрано, то вероятность возникновения опасной ситуации становится минимальной. Специалист не должен проводить процедуры настройки и ремонта при включенном аппарате. Источник газа должен находиться на расстоянии от 10 метров от источника огня. Во время автоматического процесса сваривания не разрешается проводить ни каких манипуляций, так как это может не только помешать технологии сваривания, но и навредить здоровью.
Во время автоматического процесса сваривания не разрешается проводить ни каких манипуляций, так как это может не только помешать технологии сваривания, но и навредить здоровью.
Заключение
Среди всех разновидностей, которые используются в современной промышленности, автоматы являются одними из наиболее сложных и высокотехнологичных изделий. В свою очередь, аргонодуговая сварка является лучшим решением для сложно свариваемых металлов. Объединение данных вещей позволило создать высококачественное оборудование для сварки сложных деталей. Для промышленности это стало настоящим прорывом, так как работа, выполняемая большим количеством людей, теперь может проводиться одной машиной и намного быстрее.
Что такое сварка вольфрамовым электродом в среде инертного газа (GTAW или TIG)?
Профессиональные знания 6
Сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом в газе (GTAW), представляет собой процесс дуговой сварки, при котором сварка производится неплавящимся вольфрамовым электродом.
Сварка вольфрамовым электродом в среде инертного газа (TIG) быстро завоевала успех в 1940-х годах для соединения магния и алюминия. Используя защитный экран из инертного газа вместо шлака для защиты сварочной ванны, этот процесс стал очень привлекательной заменой газовой и ручной дуговой сварки металлическим электродом. TIG сыграл важную роль в принятии алюминия для высококачественной сварки и конструкционных применений.
Нажмите здесь, чтобы посмотреть наши последние технические подкасты на YouTube .
Характеристики процесса
В процессе сварки TIG дуга образуется между заостренным вольфрамовым электродом и заготовкой в инертной атмосфере аргона или гелия. Небольшая интенсивная дуга, создаваемая заостренным электродом, идеальна для высококачественной и точной сварки. Поскольку электрод не расходуется во время сварки, сварщику TIG не нужно уравновешивать подвод тепла от дуги по мере того, как металл осаждается плавящимся электродом. Когда требуется присадочный металл, его следует добавлять в сварочную ванну отдельно.
Когда требуется присадочный металл, его следует добавлять в сварочную ванну отдельно.
Источник питания
Сварка ВИГ должна выполняться с падающим источником постоянного тока — постоянного или переменного тока. Источник питания постоянного тока необходим, чтобы избежать слишком высоких токов при коротком замыкании электрода на поверхность заготовки. Это может произойти как преднамеренно во время зажигания дуги, так и непреднамеренно во время сварки. Если, как при сварке MIG, используется источник питания с плоской характеристикой, любой контакт с поверхностью заготовки может привести к повреждению наконечника электрода или сплавлению электрода с поверхностью заготовки. В постоянном токе, поскольку тепло дуги распределяется примерно на одну треть на катоде (отрицательном) и на две трети на аноде (положительном), электрод всегда имеет отрицательную полярность, чтобы предотвратить перегрев и плавление. Однако альтернативный источник питания с подключением электрода постоянного тока положительной полярности имеет то преимущество, что при нахождении катода на заготовке поверхность очищается от оксидных загрязнений. По этой причине переменный ток используется при сварке материалов с прочной поверхностной оксидной пленкой, таких как алюминий.
По этой причине переменный ток используется при сварке материалов с прочной поверхностной оксидной пленкой, таких как алюминий.
Запуск дуги
Сварочную дугу можно зажечь, царапая поверхность, образуя короткое замыкание. Только при устранении короткого замыкания будет протекать основной сварочный ток. Однако существует риск того, что электрод может прилипнуть к поверхности и вызвать вольфрамовое включение в сварном шве. Этот риск можно свести к минимуму, используя метод «подъемной дуги», при котором короткое замыкание формируется при очень низком уровне тока. Наиболее распространенным способом запуска дуги TIG является использование ВЧ (высокой частоты). HF состоит из искр высокого напряжения в несколько тысяч вольт, которые длятся несколько микросекунд. ВЧ-искры вызывают разрушение или ионизацию зазора между электродом и заготовкой. После образования электронно-ионного облака ток может течь от источника питания.
Примечание. Поскольку ВЧ создает аномально высокое электромагнитное излучение (ЭМ), сварщики должны знать, что его использование может вызвать помехи, особенно в электронном оборудовании.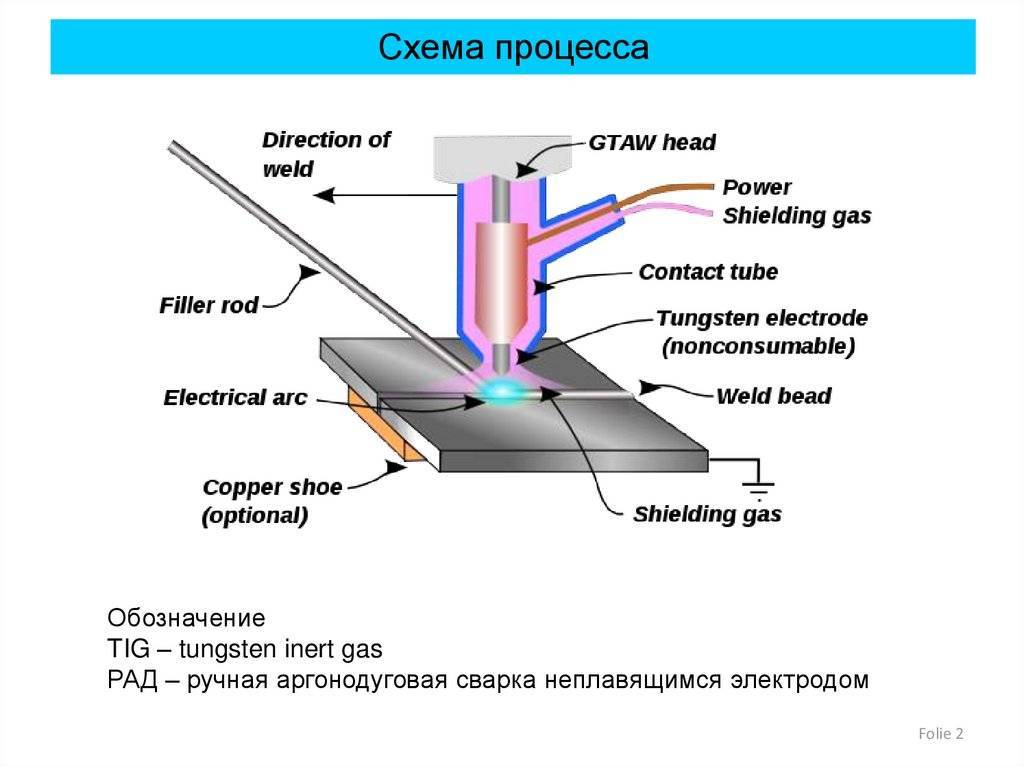 Поскольку ЭМ-излучение может распространяться по воздуху, как радиоволны, или передаваться по силовым кабелям, необходимо соблюдать осторожность, чтобы не создавать помех системам управления и приборам вблизи места сварки.
Поскольку ЭМ-излучение может распространяться по воздуху, как радиоволны, или передаваться по силовым кабелям, необходимо соблюдать осторожность, чтобы не создавать помех системам управления и приборам вблизи места сварки.
HF также важен для стабилизации дуги переменного тока; в переменном токе полярность электрода меняется на противоположную с частотой около 50 раз в секунду, в результате чего дуга гаснет при каждом изменении полярности. Чтобы обеспечить повторное зажигание дуги при каждой смене полярности, в зазоре между электродом и заготовкой генерируются высокочастотные искры, совпадающие с началом каждого полупериода.
Электроды
Электроды для сварки постоянным током обычно изготавливаются из чистого вольфрама с содержанием тория от 1 до 4% для улучшения зажигания дуги. Альтернативными добавками являются оксид лантана и оксид церия, которые, как утверждается, обеспечивают превосходные характеристики (поджиг дуги и меньший расход электрода). Важно выбрать правильный диаметр электрода и угол наклона кончика для уровня сварочного тока. Как правило, чем меньше ток, тем меньше диаметр электрода и угол наклона. При сварке переменным током, поскольку электрод будет работать при гораздо более высокой температуре, для уменьшения эрозии электрода используется вольфрам с добавкой диоксида циркония. Следует отметить, что из-за большого количества тепла, выделяемого на электроде, трудно сохранить заостренный наконечник, и конец электрода принимает сферический или «шаровидный» профиль.
Как правило, чем меньше ток, тем меньше диаметр электрода и угол наклона. При сварке переменным током, поскольку электрод будет работать при гораздо более высокой температуре, для уменьшения эрозии электрода используется вольфрам с добавкой диоксида циркония. Следует отметить, что из-за большого количества тепла, выделяемого на электроде, трудно сохранить заостренный наконечник, и конец электрода принимает сферический или «шаровидный» профиль.
Защитный газ
Защитный газ выбирается в зависимости от свариваемого материала. Следующие рекомендации могут помочь:
- Аргон — наиболее часто используемый защитный газ, который можно использовать для сварки широкого спектра материалов, включая стали, нержавеющую сталь, алюминий и титан.
- Аргон + от 2 до 5 % h3 — добавление водорода к аргону немного восстановит газ, что поможет получить более чистые сварные швы без окисления поверхности. Поскольку дуга более горячая и более сжатая, это позволяет использовать более высокие скорости сварки. Недостатки включают риск водородного растрескивания в углеродистых сталях и пористость металла шва в алюминиевых сплавах.
- Гелий и смеси гелия/аргона — добавление гелия в аргон повысит температуру дуги. Это способствует более высокой скорости сварки и более глубокому проплавлению шва. Недостатками использования гелия или смеси гелия и аргона являются высокая стоимость газа и трудности с запуском дуги.
 Недостатки включают риск водородного растрескивания в углеродистых сталях и пористость металла шва в алюминиевых сплавах.
Недостатки включают риск водородного растрескивания в углеродистых сталях и пористость металла шва в алюминиевых сплавах.Приложения
Сварка ВИГ применяется во всех отраслях промышленности, но особенно подходит для высококачественной сварки. При ручной сварке относительно небольшая дуга идеальна для тонколистового материала или контролируемого провара (в корневом шве трубных швов). Поскольку скорость наплавки может быть довольно низкой (с использованием отдельного присадочного стержня), MMA или MIG могут быть предпочтительнее для более толстого материала и для заполняющих проходов в сварных швах толстостенных труб.
Сварка ВИГ также широко применяется в механизированных системах как в автогенном режиме, так и с присадочной проволокой. Однако имеется несколько готовых систем для орбитальной сварки труб, используемых при производстве химических установок или котлов. Системы не требуют манипулятивных навыков, но оператор должен быть хорошо обучен. Поскольку сварщик в меньшей степени контролирует поведение дуги и сварочной ванны, необходимо уделять особое внимание подготовке кромок (механической, а не ручной), подгонке стыка и контролю параметров сварки.
Однако имеется несколько готовых систем для орбитальной сварки труб, используемых при производстве химических установок или котлов. Системы не требуют манипулятивных навыков, но оператор должен быть хорошо обучен. Поскольку сварщик в меньшей степени контролирует поведение дуги и сварочной ванны, необходимо уделять особое внимание подготовке кромок (механической, а не ручной), подгонке стыка и контролю параметров сварки.
Эта статья о вакансиях была первоначально опубликована в журнале Connect в марте 1995 года. Она была обновлена, поэтому веб-страница больше не отражает точно печатную версию.
Руководство для начинающих по сварке ВИГ
Сварка ВИГ стала популярной среди домашних мастеров, домашних механиков и профессионалов в области строительства, поскольку ее можно использовать со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь в широком диапазоне толщин с помощью процесса сварки TIG. Из различных процессов дуговой сварки TIG обеспечивает высочайшее качество сварки.
Сварные швы точные и аккуратные. Работа чистая и не образует дыма или остатков. Отсутствие шлака снижает вероятность дефектов сварки, таких как шлаковые включения, которые могут привести к получению плохого металла сварного шва. В отличие от обычной дуговой сварки, готовый шов практически не требует очистки.
Увидев все преимущества сварки TIG, в этом руководстве мы увидим, что представляет собой процесс, как он работает, какие материалы необходимы и как выполняется процесс, а также отрасли, в которых используется технология сварки. используется в и основные плюсы и минусы.
Перейти к разделу:
- Что такое сварка TIG?
- Наука, стоящая за сваркой TIG
- Какие расходные материалы необходимы для сварки TIG?
- Начало работы со сварочным аппаратом TIG
- Применения для сварки TIG
- Сварка TIG за и против
- Часто задаваемые вопросы по сварке TIG
- Следующие шаги: что делать после обучения сварке TIG
Что такое сварка TIG?
По данным Института сварки (TWI), сварка TIG — это процесс сварки плавлением, в котором используется неплавящийся (вольфрамовый) электрод для нагрева заготовки.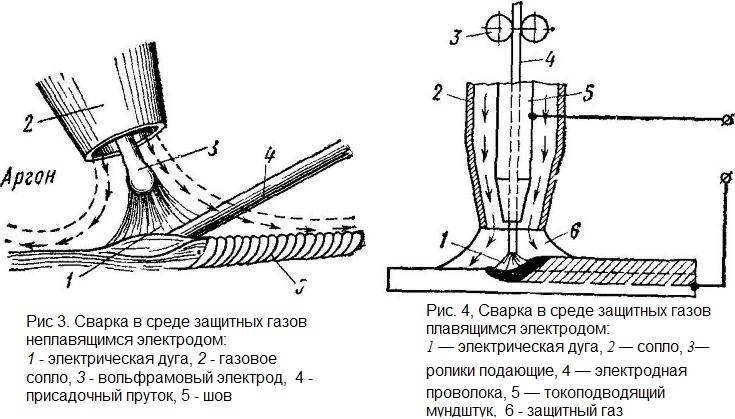 Затем он защищает сварные швы инертным газом.
Затем он защищает сварные швы инертным газом.
Что означает TIG?
TIG просто означает сварку вольфрамом в среде инертного газа. Сварочный процесс также называют дуговой сваркой вольфрамовым электродом в среде защитного газа (GTAW).
Это означает, что во время сварки TIG между вольфрамовым электродом и заготовкой возникает электрическая дуга. Электрическая дуга интенсивна, но ее можно превосходно направлять.
Наука, стоящая за сваркой TIG
Сварка TIG основана на повышении температуры соединяемых деталей до точки плавления с помощью электрической дуги, которая создается между неплавящимся вольфрамовым электродом и заготовкой за счет прохождения переменный или постоянный электрический ток.
Сварка чаще всего выполняется при прямой полярности (полюс (-) генератора соединен с электродом) для металлов и сплавов (таких как сталь, нержавеющая сталь, медь, титан и никель). Однако в случае легких сплавов алюминия или магния мы свариваем с чередованием полярности, чтобы обеспечить процесс самоочистки, т. е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
е. разрушение оксидного слоя, образовавшегося во время сварки. Пробой этого слоя происходит путем изменения полярности с помощью переменного тока.
Невозможно выполнять сварку с обратной полярностью (полюс (+) подключен к электроду), поскольку это разрушит электрод, расплавив его, так как в этом случае большая часть тепла дуги будет концентрироваться на конце вольфрамового электрода.
Сварочные аппараты TIG оснащены трансформаторной или современной инверторной технологией. Современные сварочные аппараты с инверторной технологией не только намного легче трансформаторов, но и позволяют значительно больше настроек, которые можно использовать для сварки.
Более сложные устройства предлагают опцию импульсной сварки ВИГ, при которой вы можете еще точнее адаптировать отдельные параметры к вашим требованиям во время сварки.
Импульсная функция снижает воздействие тепла на материал и позволяет сваривать очень тонкие листы. В дополнение к частоте импульсов или количеству импульсов в секунду вы можете использовать регуляторы для прямого влияния на значения тока, такие как базовый ток, пиковый ток, время импульса на базовом токе и пиковом токе, а также другие факторы, чтобы достичь максимально совершенного сварного шва за счет точного контроля тепловложения дуги.
Как работает сварка TIG?
Процесс TIG заключается в создании электрической дуги между негорючим электродом (вольфрам) и свариваемой деталью. С помощью этого процесса можно сваривать с присадочным металлом или без него. Этот присадочный металл часто представляет собой тот же материал, что и свариваемая деталь.
Для сварки ВИГ требуется подача инертного защитного газа, такого как чистый аргон. Во время сварки TIG необходимый ток подается вольфрамовым электродом — центральным элементом процесса сварки. Этот вольфрамовый электрод является источником электрической дуги, которая нагревает и разжижает свариваемый материал.
За это время из газового сопла выходит защитный газ. Затем он защищает нагретый материал (а также ванну с жидким расплавом) от химических реакций при контакте с окружающим воздухом. Этот процесс гарантирует высокое качество сварных швов.
Электрическая дуга позволяет поднять температуру более чем до 6000 градусов по Фаренгейту.
Какие расходные материалы необходимы для сварки TIG?
Ниже приведены некоторые инструменты и материалы, необходимые для сварки TIG.
Вольфрамовый электрод
В отличие от сварки MIG-MAG, где расходуемый присадочный материал также действует как сварочный электрод, при сварке TIG используется вольфрамовый электрод. Этот электрод проводит ток, и его форма влияет на сварной шов. Кроме того, он не плавится и имеет более длительный срок хранения. На поведение сварочной ванны также может влиять химический состав.
Используемые электроды состоят в основном из вольфрама с твердостью более 99 процентов. Оксиды металлов добавляются для увеличения электронной эмиссионной способности электрода и эффективности. Поэтому существует много типов вольфрамовых электродов на основе оксидов, присутствующих в вольфраме, и каждый тип имеет цветовой код (например, красный цвет для W-Tho2), который содержит оксид тория, и зеленый цвет для электродов из чистого вольфрама. Для сварки алюминия также существуют электроды из чистого вольфрама.
Для сварки алюминия также существуют электроды из чистого вольфрама.
Вольфрамовый электрод окружен газовым соплом, через которое проходит инертный газ (например, аргон, гелий, водород или их смесь). Таким образом, он защищает дугу и металл сварного шва от окисления окружающей атмосферой.
Аппарат для сварки ВИГ
Оборудование для сварки ВИГ состоит из источника постоянного тока CC, кабеля заземления, сварочной горелки и газового баллона для сварки ВИГ или подключения к газовой сети. Сварочный аппарат имеет важное значение в этом комплекте. Сварочный аппарат может быть трансформаторного или инверторного типа. Машина также может содержать блок жидкостного охлаждения. Механизм подачи проволоки не требуется, так как присадочный металл подается вручную.
Мощность, используемая в сварочных аппаратах, обычно представляет собой источник питания постоянного тока, который может производить переменный ток AC, постоянный ток положительного постоянного тока + или постоянный ток отрицательного постоянного тока (сокращенно источник питания переменного/постоянного тока). Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
Наиболее распространенные сварочные аппараты TIG используют постоянный ток (DC).
При сварке TIG стали или нержавеющей стали процесс сварки TIG постоянным током показывает хорошие результаты. Если вы хотите начать TIG-сварку алюминия, вы должны использовать переменный ток, так как TIG-сварка алюминия требует особых требований к сварке в отношении упомянутого выше процесса самоочистки.
Для этого можно использовать аппараты для сварки TIG переменным и постоянным током, которые также часто называют аппаратами для сварки алюминия. При TIG-сварке алюминия на переменном токе на алюминии не должны образовываться твердые оксидные слои. Эти слои могут привести к тому, что сварной шов станет хуже. С помощью метода сварки TIG на переменном токе можно достаточно эффективно сваривать и другие легкие металлы, такие как магний.
Горелка или электрододержатель
Сварочная горелка или электрододержатель TIG представляет собой ручную часть сварочного аппарата. Это позволяет выполнять точную сварку непосредственно на заготовке.
Это позволяет выполнять точную сварку непосредственно на заготовке.
Горелка для сварки TIG обычно содержит вольфрамовый электрод, стабилизированный зажимной втулкой, с помощью которой генерируется дуга. Колпак горелки защищает сварщика от контакта с концом неплавящегося вольфрамового электрода.
Трубопровод защитного газа проходит через ручку сварочной горелки TIG к газовому соплу и подает необходимый защитный газ.
В случае сварочной горелки TIG с водяным охлаждением (когда сварочный ток превышает 250 AMP) через рукоятку горелки проходят две дополнительные линии, а именно вход воды и возврат. Они обеспечивают адекватное охлаждение горелки и защищают от перегрева.
Наконец, провод сварочного тока также проходит через ручку сварочной горелки TIG к вольфрамовому электроду для создания необходимой сварочной цепи.
С помощью переключателя горелки на рукоятке сварочной горелки TIG можно включать и выключать сварочную горелку, а также запускать и останавливать подачу электричества, защитного газа и охлаждающей воды.
В начале дуги используется высокочастотный ток для облегчения зажигания дуги. В случае отключения тока переключатель на рукоятке позволяет постепенно снижать ток до отключения. Постепенное понижение уменьшает кратерные трещины, образующиеся при традиционных процессах сварки из-за резкого отключения тока в конце сварки.
Подача защитного газа (гелий, аргон, водород или смесь)
В большинстве случаев используется аргон, особенно в Европе. По данным Обсерватории экономической сложности (OEC), Германия, Бельгия и Нидерланды обладают одними из самых больших запасов газообразного аргона и являются ведущими экспортерами.
Этот нейтральный газ позволяет избежать мгновенного окисления при плавлении свариваемого металла. Это также влияет на создание дуги на зажигание, форму валика и скорость сварки.
Аргон лучше подходит для более тонких металлов из-за меньшей потребности в тепле. В Соединенных Штатах гелий используется, так как здесь его больше. Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Хотя гелий затрудняет зажигание, он повышает напряжение дуги и, следовательно, обеспечивает большее проплавление и скорость сварки.
Продувочный газ (аргон) можно смешивать с водородом (5 или 10%) для получения двух различных результатов, которые зависят от поставленной цели.
Если вы хотите уменьшить зону термического влияния (ЗТВ), добавление водорода позволяет снизить количество необходимой энергии примерно на 25 процентов. Это связано с тем, что водород имеет свойство концентрировать электронный пучок, исходящий от вольфрама, и, таким образом, уменьшать ширину наплавленного валика.
Для аустенитных нержавеющих сталей использование смесей аргона и водорода повышает производительность за счет увеличения провара и скорости сварки.
Стержень из присадочного металла
Присадочный металл состоит из стержня переменного диаметра; состав которых подобен свариваемому металлу. Как следует из названия, этот металл сплавляется с дугой и представляет собой дополнительный материал во время формирования валика сварного шва. Вот список наиболее широко используемых присадочных металлов.
Вот список наиболее широко используемых присадочных металлов.
- ER5356 или S Al 5356 для алюминия
- ER316L или W 19 12 3 L для аустенитных нержавеющих сталей
- ER70S-3 или W 42 5 W3Si1 для обычных углеродистых сталей
- TA6V для титана
Оборудование для обеспечения безопасности
Использование газа, сварочных лучей и сварочных брызг может быть опасным для сварщика. Важно использовать защитное снаряжение.
Защитные очки
Защитные очки используются для защиты глаз от опасных лучей и искр. Сварка без них может привести к внезапным ожогам или тому, что называется глазом сварщика, то есть ощущению песка в глазах и таким симптомам, как слезотечение и покраснение глаз, чувствительность к свету и многое другое.
Вам потребуются рубашки с длинными рукавами и брюки для защиты тела от сварочных брызг, а одежда для сварщиков также должна быть огнестойкой (FR).
Кожаные сапоги
Кожаные сапоги являются частью защитного снаряжения. Они защищают сварщика от искр, поражения электрическим током и других опасностей, связанных со сваркой.
Перчатки
Опять же, хорошие перчатки для сварки TIG не распространяют горение. Огнестойкость гарантирует, что они могут выдерживать высокие температуры. Сварочные перчатки должны защищать сварщика от пламени, порезов, искр и тепла.
Солнцезащитный крем
Солнцезащитный крем сварщика должен быть обработан оксидом цинка, чтобы физически блокировать все формы излучения, испускаемого при сварке. Это могут быть UVA, UVB или UVC.
Начало работы со сварочным аппаратом TIG
Сварка вольфрамовым электродом в среде инертного газа включает следующие процедуры.
Подготовка инструментов и рабочего места
Перед запуском сварочного аппарата обязательно наденьте защитные очки, тяжелую огнестойкую сварочную одежду и сварочную маску с защитой глаз.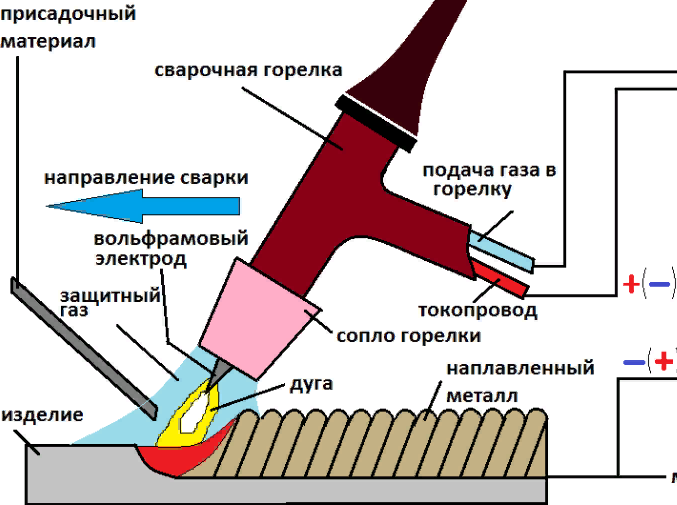
Убедитесь, что у вас чистая поверхность. Подготовка детали из углеродистой стали заключается в ее зачистке с помощью шлифовального круга или пескоструйного аппарата. Для алюминиевой детали лучше всего использовать проволочную щетку из нержавеющей стали.
Если деталь изготовлена из нержавеющей стали, протрите место сварки тряпкой, смоченной в растворителе. Перед началом сварки обязательно храните ветошь и химикаты в надежном месте.
Взять и заточить электрод
Размер вольфрамового электрода зависит от толщины заготовки и сварочного тока. Обязательно затачивайте электрод радиально по окружности, а не прямо к концам.
Для заточки можно использовать пемзу. На всякий случай ориентируйте электрод в том же направлении, что и камень.
Иметь закругленный конец, если сварка выполняется переменным током, или острый конец, если сварочный ток является постоянным. Если вы выполняете угловой или стыковой шов, то заточите электрод так, чтобы получился стержень длиной от 5 до 6 миллиметров.
Вставьте электрод в цангу
Отвинтите заднюю часть электрододержателя и вставьте электрод. Затем прикрутите эту часть обратно. Обычно электрод должен выступать за пределы защитной оболочки зажима примерно на 6 мм.
Выберите защитный газ и отрегулируйте поток сварочного газа
Можно использовать чистый аргон, гелий или смесь аргона и гелия. Снимите защитный пластиковый колпачок. Прокачайте резьбовой корпус клапана, быстро открывая и закрывая его, чтобы удалить посторонние предметы.
Затяните винт регулятора. Полностью затяните гайку, повернув регулятор, чтобы он правильно расположился в клапане. Затяните регулятор гаечным ключом, повернув ручку давления против часовой стрелки.
Подсоедините газовый шланг и расходомер, затем откройте вентиль баллона. Обязательно открывайте кран медленно и постепенно. Обычно достаточно четверти оборота.
Наконец, проверьте отсутствие утечки газа либо на слух, либо распылив средство для обнаружения утечек на фитинги. Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Отрегулируйте расход газа, воздействуя на регулятор. Настройка зависит от характера сварки, но обычно она составляет от 4 до 12 литров в минуту.
Организация сварочного поста
Подключить педаль к сварочной станции. Эта педаль используется для контроля температуры во время сварки. Соберите сварочную горелку TIG. Горелки этого типа снабжены керамическим соплом для направления аргона, медной втулкой для удержания электрода и охлаждающей средой. Закрепите резак с помощью адаптера, входящего в комплект принадлежностей.
Выберите полярность
Вы можете настроить полярность вашей станции в соответствии с типом металла, который вы собираетесь сваривать. При наличии алюминиевых деталей установите селектор в положение, соответствующее переменному току (AC). С другой стороны, если свариваемые детали изготовлены из стали, выбирайте сборку с прямой полярностью, то есть с отрицательным электродом постоянного тока.
Регулировка силы тока
Регулировка силы тока позволяет контролировать процесс сварки. Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Чем больше толщина свариваемых деталей, тем выше будет интенсивность. Но если вы правильно координируете свое действие на педаль, у вас будет меньше проблем с интенсивностью.
Вот некоторые общие значения силы тока в зависимости от толщины: 1,6 мм, от 30 до 120 ампер; 2,4 мм, от 80 до 240 ампер; 3,2 мм, от 200 до 380 ампер.
Сварка основных металлов
Продолжайте соединять детали. Закрепите эти детали с помощью уголка или плоской планки с помощью хомутов. Совместите детали (создайте точки сварки, предназначенные для удержания деталей вместе до завершения сварки). Поместите эти точки на расстоянии нескольких дюймов друг от друга вдоль сварного шва.
Регистрация шариков
Держите горелку TIG в руке. Обязательно держите его под углом около 75 градусов, с электродом в пределах 0,5 см от свариваемых деталей. Не касайтесь деталей вольфрамовым электродом, чтобы не загрязнить сварной шов.
Регулируйте температуру сварки с помощью педали. Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Ширина сварочной ванны должна быть примерно 0,5 см. Важно поддерживать бассейн разумного размера, чтобы избежать плохого завершения операции сварки.
Держите свинцовый электрод другой рукой. Держите его в точке, где металл будет нагреваться факелом, чтобы он составлял угол 15 градусов с горизонтом.
Нагрейте основной металл горелкой. Под воздействием тепла будет создана сварочная ванна, которая будет использоваться для сварки двух частей. Как только сварочная ванна коснется двух деталей, заполните шов присадочным металлом быстрыми движениями, чтобы избежать образования выпуклостей. Присадочный металл укрепит сварной шов.
Расширение сварочной ванны
Для этого перемещайте электрическую дугу в правильном направлении. В отличие от процесса сварки MIG, при котором вы перемещаете сварочную ванну в направлении движения горелки, в процессе TIG вы толкаете сварочную ванну в направлении, противоположном наклону горелки.
Движение руки похоже на движение руки левши, держащего карандаш. В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
В то время как правша водит карандашом, как если бы он делал сварку MIG (с обоими углами, наклоненными вправо), левша держит свой карандаш наклоненным влево, хотя он должен толкать его вправо. Завершите сварку, продвигая сварочную ванну. Вы только что сделали сварку TIG!
Следующее учебное пособие на YouTube от Miller Welders предлагает дополнительные советы по сварке TIG и методы сварки TIG для тех, кто хочет узнать больше: https://youtu.be/tNYmo2_DI6c
Приложения для сварки TIG
Для чего используется сварка TIG ?
Сварка ВИГ широко используется в аэрокосмической и авиационной промышленности, поскольку этот процесс обеспечивает прочное и чистое сварное соединение. Это идеально подходит для ремонта и сборки компонентов самолета.
Автомобильная промышленность
Известно, что процесс TIG помогает уменьшить коррозию. Крылья автомобиля сварены методом TIG для предотвращения ржавчины.
Кузовной ремонт
Сварка ВИГ идеально подходит для кузовных работ. Это процесс, который широко используется при восстановлении и ремонте кузова автомобиля.
Сварка трубопроводов
Процесс орбитальной сварки TIG часто считается лучшим процессом сварки сборок трубопроводов для сварки полных соединений труб малого диаметра, не превышающих 2 ½ дюйма в диаметре, или для сварки корневых швов, в то время как заполняющие и заглушки выполняются с использованием также используются другие процессы сварки: дуговая сварка в среде защитного газа (SMAW), сварка в среде инертного и активного газа (MIG-MAG) и дуговая сварка с флюсовой проволокой (FCAW).
Плюсы и минусы сварки ВИГ
Ниже перечислены некоторые преимущества и недостатки сварки ВИГ.
Плюсы
- Очень чистые сварные швы
- Может использоваться с наполнителем или без него
- Создает прочные сварные швы
- Обеспечивает сварщику высокую степень контроля
- Может выполняться вручную или автоматически
Минусы
- Занимает много времени
- Нельзя использовать для более толстых металлических соединений
- Требуются высококвалифицированные сварщики
Часто задаваемые вопросы по сварке TIG
Почему сварка TIG так популярна?
Сварка ВИГ довольно популярна, поскольку она обеспечивает более высокое качество сварных швов, чем сварка МИГ. Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
Кроме того, он более точен и может использоваться со всеми типами металлов. Вы можете соединять сталь, алюминий, медь и нержавеющую сталь с помощью сварки TIG в широком диапазоне толщин.
В чем разница между сваркой TIG и MIG?
При сварке MIG-MAG присадочный металл подается через горелку, поэтому горелки TIG отличаются от горелок MIG-MAG. Сварка TIG не требует этого метода.
Для каких материалов подходит сварка TIG?
Сварка ВИГ подходит, в частности, для нержавеющей стали, алюминия и никелевых сплавов — от очень тонких листов алюминия и нержавеющей стали до специальных материалов, таких как титан.
Требуется ли для сварки TIG присадочный металл?
В принципе, для сварки TIG не требуется присадочный металл. Сборка сваркой здесь осуществляется путем проплавления соединения и в этом случае называется автогенной сваркой. Если возникает необходимость работать с присадочным металлом, его необходимо добавлять в сварочную ванну вручную либо с помощью специального механизма подачи холодной проволоки.