Никелирование в домашних условиях своими руками: технология, советы
Никелирование, которое является достаточно распространенной технологической операцией, выполняют для того, чтобы нанести на поверхность металлического изделия тонкий слой никеля. Толщина такого слоя, величину которого можно регулировать, используя различные приемы, может варьироваться от 0,8 до 55 мкм.
Никелирование используется в качестве защитно-декоративного покрытия, а также для получения подслоя при хромировании
С помощью никелирования металла можно сформировать пленку, обеспечивающую надежную защиту от таких негативных явлений, как окисление, развитие коррозионных процессов, реакции, вызванные взаимодействием с соляной, щелочной и кислотной средами. В частности, очень большое распространение получили никелированные трубы, которые активно используются для производства изделий сантехнического назначения.
Чаще всего никелированию подвергаются:
- изделия из металла, которые будут эксплуатироваться на открытом воздухе;
- кузовные детали мото- и автотранспортных средств, в том числе и те, для изготовления которых был использован алюминиевый сплав;
- оборудование и инструменты, применяемые в общей медицине и стоматологии;
- изделия из металла, которые длительное время эксплуатируются в воде;
- ограждающие конструкции, изготовленные из стали или алюминиевых сплавов;
- изделия из металла, подвергающиеся воздействию сильных химических веществ.


Существует несколько используемых как в производственных, так и в домашних условиях методов никелирования металлических изделий. Наибольший интерес в практическом плане представляют способы никелирования металлических деталей, не требующие применения сложного технологического оборудования и реализуемые в домашних условиях. К таким способам относится электролитическое и химическое никелирование.
Свойства гальванического и химического покрытия никелем
Электролитическое никелирование
Суть технологии электролитического никелирования металлических деталей, имеющей и другое название – «гальваническое никелирование», можно рассмотреть на примере того, как выполняется омеднение поверхности изделия из металла. Такую процедуру можно проводить как с применением электролитического раствора, так и без него.
Деталь, которая будет в дальнейшем обрабатываться в электролитическом растворе, подвергается тщательной обработке, для чего с ее поверхности при помощи наждачной бумаги удаляют оксидную пленку. Затем обрабатываемое изделие промывается в теплой воде и обрабатывается содовым раствором, после чего снова промывается водой.
Затем обрабатываемое изделие промывается в теплой воде и обрабатывается содовым раствором, после чего снова промывается водой.
Крупные детали лучше очищать пескоструйным аппаратом
Сам процесс никелирования выполняется в стеклянной емкости, в которую заливается водный раствор (электролит). В составе такого раствора содержится 20% медного купороса и 2% серной кислоты. Обрабатываемую деталь, на поверхность которой необходимо нанести тонкий слой меди, в растворе электролита помещают между двумя анодами из меди. Чтобы запустить процесс омеднения, на медные аноды и обрабатываемую деталь необходимо подать электрический ток, величину которого рассчитывают, исходя из показателя 10–15 мА на один квадратный сантиметр площади детали. Тонкий слой меди на поверхности изделия появляется уже через полчаса его нахождения в растворе электролита, причем такой слой будет тем толще, чем дольше будет протекать процесс.
Схема установки для электролитического никелирования
Нанести медный слой на поверхность изделия можно и по другой технологии. Для этого необходимо изготовить кисточку из меди (можно использовать многожильный провод, предварительно сняв с него изоляционный слой). Такую кисточку, сделанную своими руками, надо зафиксировать на деревянной палочке, которая будет служить ручкой.
Для этого необходимо изготовить кисточку из меди (можно использовать многожильный провод, предварительно сняв с него изоляционный слой). Такую кисточку, сделанную своими руками, надо зафиксировать на деревянной палочке, которая будет служить ручкой.
Изделие, поверхность которого предварительно зачищают и обезжиривают, помещают в емкость из диэлектрического материала и заливают электролитом, в качестве которого можно использовать насыщенный водный раствор медного купороса. Самодельную кисточку подключают к плюсовому контакту источника электрического тока, а обрабатываемую деталь – к его минусу. После этого приступают к процедуре омеднения. Заключается она в том, что кисточкой, которую предварительно обмакивают в электролит, проводят над поверхностью изделия, не прикасаясь к ней. Наносить покрытие, применяя такую методику, можно в несколько слоев, что позволит сформировать на поверхности изделия слой меди, на котором практически отсутствуют поры.
Схема простого приспособления для нанесения покрытия
Электролитическое никелирование выполняется по схожей технологии: при его осуществлении тоже используется раствор электролита. Так же, как и в случае с омеднением, обрабатываемое изделие располагают между двумя анодами, только в данном случае они изготовлены из никеля. Аноды, помещенные в раствор для никелирования, подключаются к плюсовому контакту источника тока, а изделие, подвешенное между ними на металлической проволоке, – к минусовому.
Так же, как и в случае с омеднением, обрабатываемое изделие располагают между двумя анодами, только в данном случае они изготовлены из никеля. Аноды, помещенные в раствор для никелирования, подключаются к плюсовому контакту источника тока, а изделие, подвешенное между ними на металлической проволоке, – к минусовому.
Для осуществления никелирования, в том числе и выполняемого своими руками, используются электролитические растворы двух основных типов:
- водный раствор, включающий в свой состав сернокислый никель, натрий и магний (14:5:3), 2% борной кислоты, 0,5% поваренной соли;
- раствор на основе нейтральной воды, содержащий в своем составе 30% сульфата никеля, 4% хлорида никеля, 3% борной кислоты.
Электролит блестящего никелирования с добавкой органических блескообразователей (натриевых солей)
Выравнивающий электролит блестящего никелирования. Подходит для поверхностей с низким классом очистки
Чтобы приготовить электролитический раствор, сухую смесь из вышеуказанных элементов заливают одним литром нейтральной воды и тщательно перемешивают.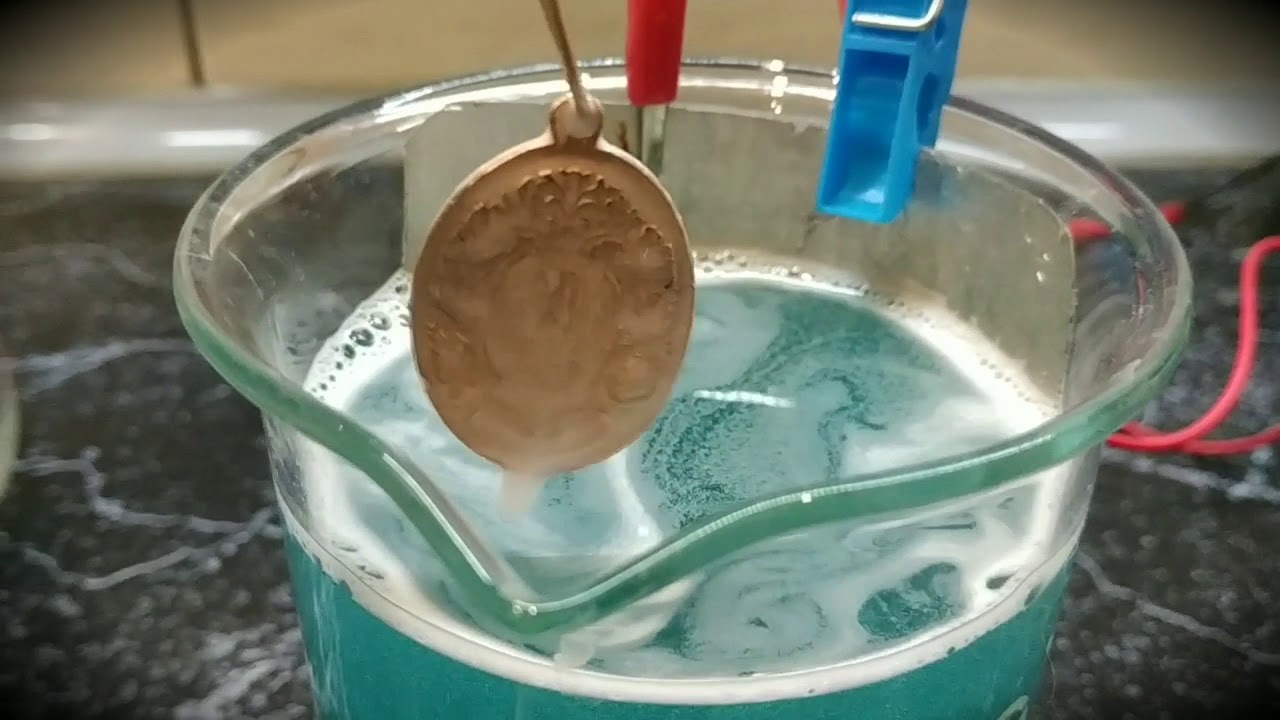 Если в полученном растворе образовался осадок, от него избавляются. Только после этого раствор можно использовать для выполнения никелирования.
Если в полученном растворе образовался осадок, от него избавляются. Только после этого раствор можно использовать для выполнения никелирования.
Обработка по данной технологии обычно длится полчаса, при этом используют источник тока с напряжением 5,8–6 В. Результатом является поверхность, покрытая неравномерным матовым цветом серого цвета. Чтобы она стала красивой и блестящей, необходимо ее зачистить и выполнить ее полировку. Следует иметь в виду, что такая технология не может быть использована для деталей, отличающихся высокой шероховатостью поверхности или имеющих узкие и глубокие отверстия. В таких случаях покрытие поверхности металлического изделия слоем никеля следует выполнять по химической технологии, которую также называют чернением.
Электролит для осаждения черного никеля
Суть технологической операции чернения заключается в том, что на поверхность изделия сначала наносится промежуточное покрытие, основой которого может быть цинк или никель, а на верхней части такого покрытия формируется слой черного никеля толщиной не более 2 мкм. Покрытие никелем, выполненное по технологии чернения, смотрится очень красиво и обеспечивает надежную защиту металла от негативного воздействия различных факторов внешней среды.
Покрытие никелем, выполненное по технологии чернения, смотрится очень красиво и обеспечивает надежную защиту металла от негативного воздействия различных факторов внешней среды.
В отдельных случаях металлическое изделие одновременно подвергают сразу двум технологическим операциям, таким как никелирование и хромирование.
Химическое никелирование
Процедуру химического никелирования изделий из металла выполняют по следующей схеме: обрабатываемую деталь на некоторое время погружают в кипящий раствор, в результате чего на ее поверхности оседают частички никеля. При применении такой технологии электрохимическое воздействие на металл, из которого изготовлена деталь, отсутствует.
Результатом использования такой технологии никелирования является формирование на поверхности обрабатываемой детали никелевого слоя, который прочно связан с основным металлом. Наибольшей эффективности такой способ никелирования позволяет добиться в тех случаях, когда с его помощью обрабатываются предметы, изготовленные из стальных сплавов.
Наибольшей эффективности такой способ никелирования позволяет добиться в тех случаях, когда с его помощью обрабатываются предметы, изготовленные из стальных сплавов.
Комплект для нанесения никелированного покрытия химическим способом
Выполнять такое никелирование в домашних условиях или даже в условиях гаража нетрудно. При этом процедура никелирования проходит в несколько этапов.
- Сухие реактивы, из которых будет приготовлен электролитический раствор, смешиваются с водой в эмалированной посуде.
- Полученный раствор доводят до кипения, а затем в него добавляют гипофосфит натрия.
- Изделие, которое необходимо подвергнуть обработке, помещают в электролитический раствор, причем делают это так, чтобы оно не касалось боковых стенок и дна емкости. Фактически надо изготовить бытовой аппарат для никелирования, конструкция которого будет состоять из эмалированной емкости соответствующего объема, а также диэлектрического кронштейна, на котором будет фиксироваться обрабатываемая деталь.
- Продолжительность кипения электролитического раствора в зависимости от его химического состава может составлять от одного часа до трех.
- После завершения технологической операции уже никелированная деталь извлекается из раствора. Затем ее промывают в воде, в составе которой содержится гашеная известь. После тщательной промывки поверхность изделия подвергается полированию.

Процесс никелировки в домашних условиях
Электролитические растворы для выполнения никелирования, которому можно подвергать не только сталь, но также латунь, алюминий и другие металлы, обязательно содержат в своем химическом составе следующие элементы – хлористый или сернокислый никель, гипофосфит натрия различной кислотности, какую-либо из кислот.
Чтобы увеличить скорость никелирования изделий из металла, в состав для выполнения этой технологической операции добавляют свинец. Как правило, в одном литре электролитического раствора выполняют никелевое покрытие поверхности, площадь которой составляет 20 см2. В электролитических растворах с более высокой кислотностью проводят никелирование изделий из черных металлов, а в щелочных обрабатывают латунь, осуществляют никелирование алюминия или деталей из нержавеющей стали.
В электролитических растворах с более высокой кислотностью проводят никелирование изделий из черных металлов, а в щелочных обрабатывают латунь, осуществляют никелирование алюминия или деталей из нержавеющей стали.
Некоторые нюансы технологии
Выполняя никелирование латуни, изделий из стали различных марок и других металлов, следует учитывать некоторые нюансы этой технологической операции.
- Пленка из никеля будет более устойчивой, если она нанесена на предварительно омедненную поверхность. Еще более устойчивой никелированная поверхность будет в том случае, если готовое изделие будет подвергнуто термической обработке, заключающейся в его выдержке при температуре, превышающей 450°.
- Если никелированию подвергаются детали из закаленных сталей, то нагревать и выдерживать их можно при температуре, не превышающей 250–300°, иначе они могут утратить свою твердость.
- При никелировании изделий, отличающихся большими размерами, возникает потребность в постоянном перемешивании и в регулярной фильтрации электролитического раствора. Такая сложность особенно характерна для процессов никелирования, выполняемых не в промышленных, а в домашних условиях.

Причины дефектов никелирования
По сходной с никелированием технологии можно покрыть латунь, сталь и другие металлы слоем серебра. Покрытие из данного металла наносят, в частности, на рыболовные снасти и изделия другого назначения, чтобы предотвратить их потускнение.
Процедура нанесения слоя серебра на сталь, латунь и другие металлы отличается от традиционного никелирования не только температурой проведения и временем выдержки, но также тем, что для нее применяют электролитический раствор определенного состава. При этом выполняют данную операцию в растворе, температура которого составляет 90°.
Никелированные латунные фитинги
Чтобы своими руками приготовить раствор, при помощи которого на сталь, латунь и другие металлы наносится слой серебра, достаточно выполнить ряд несложных действий.
- В 10%-й водный раствор соли добавляют аптечный ляпис.
- Осадок серебра, выпавший в растворе, промывают, смешивают с 2%-м гипосульфитом и фильтруют.
- Полученную смесь смешивают с меловой пылью и доводят до сметанообразного состояния.
Такой смесью, которая может храниться только в течение нескольких суток, натирается поверхность металлического изделия, пока на ней не сформируется тонкий слой серебра.
Полученное покрытие легко полируется до блеска
Можно приготовить порошок для серебрения, который не утратит своих характеристик в течение полугода. Для получения такого порошка необходимо смешать 15 граммов ляписа, 55 граммов лимонной кислоты и 30 граммов хлористого аммония. Все компоненты после перемешивания следует перетереть в пыль. Хранится полученный порошок в сухом виде.
Достаточно сложным является никелирование такого металла, как алюминий. Компоненты, входящие в состав электролитического раствора для никелирования изделий из данного металла, дорогостоящие, но даже их использование не дает гарантии того, что сформированный на изделии слой никеля не пойдет пузырями. Блестящее никелирование, если ему подвергают алюминий, может порвать готовое покрытие, поэтому в домашних условиях такую обработку выполняют в условиях слабой адгезии.
Блестящее никелирование, если ему подвергают алюминий, может порвать готовое покрытие, поэтому в домашних условиях такую обработку выполняют в условиях слабой адгезии.
описание и методы покрытия никелем
Никелирование — это процесс нанесения слоя никеля на поверхность изделия. Толщина слоя колеблется в пределах 1−50 мкм. Покрытия бывают черные, блестящие и матовые. Они создают надежную оболочку поверхности для защиты от окружающей среды.
Это находит широкое применение в машиностроении, пищевой промышленности и оптике. Проводится никелирование стали, цветных металлов: меди, вольфрама, алюминия, титана, а также и пластика.
Описание процесса никелирования
Никелирование металла требует предварительной подготовки изделия. Этапы проведения следующие:
- чтобы снять оксидную пленку с детали, сначала требуется провести металлообработку наждачной бумагой;
- дальше ведется очистка щеткой;
- моется водой;
- обезжиривается с применением содового раствора;
- проходит повторная промывка.

С течением времени никелировка утрачивает свой блеск. Для того чтобы его восстановить проводится покрытие хромом. В домашних условиях на изделие наносится финишный слой.
На поверхность металла никель наносится толстым покровом. В противном случае идет образование коррозионных пор. В результате портится металлическая основа и никель отслаивается.
Прежде чем проводить никелирование деталей, нужно сделать омеднение поверхности изделия. Нанесенная медь, сглаживает все дефекты. Она является базой для окончательного слоя и обеспечивает ему долговечность. Удерживается цветной металл на стали очень прочно. В то же время на него лучше ложится окончательное покрытие. Сцепление его с медью прочнее, чем с поверхностью чистой стали.
Никелирование своими руками в домашних условиях бывает 2 видов:
- электролитическое;
- химическое.
Электролитическое покрытие никелем
Электролитическое покрытие требует обязательного омеднения поверхности. Другой вариант — никелировать в несколько слоев.
Сначала готовится электролит. На 100 мл воды берется 3,5 г хлорида никеля, 30 г сульфата никеля и 3 г борной кислоты. Смесью наполняется емкость и в нее погружаются никелевые электроды, которые подсоединяются к положительному полюсу источника энергии.
Между ними помещается деталь, которую нужно покрыть никелем. Подключение ее ведется к отрицательному источнику.
Подается напряжение 6 В, в течение 20 минут. Затем деталь вынимается и высушивается. За это время она покрывается матовым, никелированным слоем. Для придания блеска ее нужно отполировать.
К недостаткам такого метода относится невозможность покрытия маленьких, глубоких отверстий и там, где находятся труднодоступные места. Слой никеля, при таком методе, наносится неравномерно.
Слой никеля, при таком методе, наносится неравномерно.
Химическая обработка поверхности
Химическое никелирование в домашних условиях более сложный метод. Однако покрытие наносится ровным и тонким слоем.
Приготовление смеси ведется путем добавления 10% раствора хлористого цинка к сернокислому раствору никеля. Постепенно, содержимое емкости становится ярко-зеленого цвета. Подогреваясь, оно доводится до кипения.
Деталь подвергается очистительной обработке, и помещается в кипящий раствор. По мере кипения, в течение часа, постоянно подливается дистиллированная вода. В течение всего времени цвет содержимого емкости меняться не должен. Если это происходит, то идет добавление сернокислого никеля.
Затем следует взять изделие, прополоскать его в воде с мелом и просушить. Если деталь из стали, то покрытие пристает прочно.
Никель, который ложится на деталь, следует добыть из раствора его солей. Они бывают щелочные или кислотные. Щелочные обеспечивают более прочное покрытие, а кислотные, высокую гладкость поверхности. Вместо дистиллированной воды, в домашних условиях, можно взять конденсат из холодильника. Чтобы определить необходимое количество электролита, исходят из соотношения: 1 л хватает на обработку 2 дм кв. поверхности.
Вместо дистиллированной воды, в домашних условиях, можно взять конденсат из холодильника. Чтобы определить необходимое количество электролита, исходят из соотношения: 1 л хватает на обработку 2 дм кв. поверхности.
Никелирование с помощью натирания
Натиранием проводится обработка деталей таких габаритов, когда невозможно подобрать соответствующей емкости. Метод не отличается сложностью, потому что несвязан с гальваническими процессами. Основная проблема заключается в подборе оборудования в домашних условиях.
Для работы готовятся:
- Источник постоянного тока. В нем предусматривается регулировка в пределах 5−15 В.
- Щетка с диаметром ручки 24 мм. Она выполняется из диэлектрика. С одного конца устанавливается заглушка. Ворс служит в качестве щетинок. Это может быть синтетика. Идет сбор ворсинок в пучок. Сверху он фиксируется нержавеющей проволокой. Получается малярная кисть, которая подключается к положительному источнику энергии.
- Сернокислый натрий и калий.
- Борная кислота.
- Хлористый натрий.
 Ворс служит в качестве щетинок. Это может быть синтетика. Идет сбор ворсинок в пучок. Сверху он фиксируется нержавеющей проволокой. Получается малярная кисть, которая подключается к положительному источнику энергии.
Ворс служит в качестве щетинок. Это может быть синтетика. Идет сбор ворсинок в пучок. Сверху он фиксируется нержавеющей проволокой. Получается малярная кисть, которая подключается к положительному источнику энергии.Деталь подключается к отрицательному источнику питания. В щетку заливается электролит. После подачи напряжения, щетка плавно, но с нажимом перемещается по детали.
К недостаткам такого способа относится постоянный контроль над уровнем электролита в ручке. Однако метод позволяется нанести покрытие на объемные детали, например, бампер автомобиля.
Никелирование — это процесс, защищающий поверхность изделия от внешних факторов. Сталь перестает корродировать, а цветной металл окисляться. Возрастает поверхностная прочность изделия. Если технология была выдержана правильно, то у таких деталей резко увеличивается срок эксплуатации.
 youtube.com/embed/jYXQ6el1CxY» allowfullscreen=»allowfullscreen»/>
youtube.com/embed/jYXQ6el1CxY» allowfullscreen=»allowfullscreen»/>
Никелирование в домашних условиях: технология и способы никелирования
Никель широко используется в приборостроении и машиностроении, а также в других различных отраслях. В пищевом производстве никель заменяет покрытия из олова, а в области оптики он известен за счет процесса черного никелирования металла. Никелем обрабатывают изделия, сделанные из стали и цветных металлов, для защиты от образования коррозии и увеличения сопротивления деталей механическому износу. Содержание фосфора в никеле позволяет делать пленку, по твердости схожей с пленкой хрома.
Процесс никелирования
Процедура никелирования подразумевает нанесение на поверхность изделия никелевого покрытия, которое, как правило, имеет толщину слоем 1-50 мкм. Никелевые покрытия могут быть матовыми черными или блестящими, но вне зависимости от этого, создают надежную и прочную защиту металла от агрессивных воздействий (щелочи, кислоты) и в условиях высоких температур.
Перед никелирования изделие необходимо подготовить. Этапы подготовки:
- деталь обрабатывают наждачкой для снятия оксидной пленки;
- обрабатывают щеткой;
- промывают под водой;
- обезжиривают в теплом содовом растворе;
- подвергают промывке еще раз.
Покрытия из никеля могут с течением времени утрачивать свой изначальный блеск, потому очень часто никелевый слой покрывают более стойким слоем хрома.
Никель, нанесенный на сталь, это катодное покрытие, которое защищает металл только механическим способом. Слабая плотность защитного слоя способствует появлению коррозионных пор, где растворимым электродом является именно стальная часть. В итоге под покрытием возникает коррозия, она разрушает стальную подложку и создает отслаивание никелевого слоя. Чтобы этого не допустить металл всегда необходимо обрабатывать толстым слоем никеля.
В итоге под покрытием возникает коррозия, она разрушает стальную подложку и создает отслаивание никелевого слоя. Чтобы этого не допустить металл всегда необходимо обрабатывать толстым слоем никеля.
Покрытия из никеля наносятся на:
- медь;
- железо;
- титан;
- вольфрам и другие металлы.
Нельзя обрабатывать при помощи никелирования такие металлы, как:
- кадмий;
- свинец;
- свинец;
- олово;
- висмут;
- сурьму.
При никелировании деталей из стали необходимо делать подслой меди.
Никелевые покрытия применяют в различных сферах промышленности для специальных, декоративно-защитных целей, а также используют в роли подслоя. Технику никелирования применяют для восстановления изношенных деталей и запчастей автомобилей, покрытия медицинского инструмента, химической аппаратуры, предметов домашнего обихода, измерительных инструментов, деталей, которые подвергаются небольшим нагрузкам в условии действия крепких щелочей или сухого трения.
Разновидности никелирования
На практике существует два вида никелирования:
- Химическое;
- Электролитическое.
Первый вариант является четь дороже электролитического, но может обеспечить возможность создания равномерного покрытия по толщине и качеству на любых участках изделия, если создано условие доступа раствора к ним.
Электролитическое покрытие никелем в домашних условиях
Электролитическое никелирование отличается небольшой пористостью, она зависит от толщины защитного слоя и тщательности подготовки основания. Для создания качественной антикоррозионной защиты необходимо абсолютное отсутствие пор, для чего принято предварительно делать омеднение металлической детали или наносить несколько слоев покрытия, что намного прочней однослойного покрытия даже при одинаковой толщине.
Для чего в домашних условиях надо подготовить электролит. Необходимо 3,5 гр. хлорида никеля, 30 гр. сульфата никеля и 3 гр. борной кислоты на 100 мл. воды, этот электролит перелейте в емкость. Для никелирования меди или стали будут необходимы никелевые аноды, которые необходимо погрузить в электролит.
борной кислоты на 100 мл. воды, этот электролит перелейте в емкость. Для никелирования меди или стали будут необходимы никелевые аноды, которые необходимо погрузить в электролит.
Деталь подвешивается на проволочке между никелевыми электродами. Проволочки, которые от никелевых пластинок, нужно соединить вместе. Детали подсоединяют к отрицательному полюсу источнику напряжения, а проволочки – к положительному. После необходимо подключить реостат в цепь и миллиамперметр для регулировки напряжения. Понадобится источник постоянного тока, с напряжением не более 6 Вольт.
Ток нужно включать примерно на 20 минут. После деталь достается, промывается и высушивается. Деталь покрыта матовым слоем никеля серого оттенка. Чтобы защитный слой получил блеск, его нужно отполировать. Но при работе не забывайте о значительных недостатках электролитического покрытия в домашних условиях — невозможности покрытия узких и глубоких отверстий и неравномерности осаждения на рельефной никелевой поверхности.
Химическое покрытие никелем в домашних условиях
Кроме электролитического способа, существует еще один, довольно несложный вариант для покрытия полированной стали или железа прочным и тонким никелевым слоем. Необходимо 10% раствор хлористого цинка и потихоньку добавлять к сернокислому раствору никеля, пока раствор не будет ярко-зеленым. Затем жидкость необходимо довести до кипения, желательно для этого взять фарфоровую емкость.
При этом образуется характерная муть, но на никелирования изделий она никак не влияет. Когда доведете раствор до кипения, надо в него опустить изделие, которое подвергается никелированию. Предварительно его надо обезжирить и почистить. Деталь должна кипеть в жидкости около часа, периодически доливайте дистиллированную воду по мере уменьшения раствора.
Если увидели при кипении, что раствор поменял цвет из ярко на слабо зеленый, то необходимо добавить чуть сернокислого никеля, чтобы получить изначальный окрас. Через указанное время достаньте деталь из жидкости, сполосните в воде, где растерто чуть-чуть мела, и хорошенько высушите. Полированное железо или сталь, покрытые таким образом, этот защитный слой удерживают довольно хорошо.
Через указанное время достаньте деталь из жидкости, сполосните в воде, где растерто чуть-чуть мела, и хорошенько высушите. Полированное железо или сталь, покрытые таким образом, этот защитный слой удерживают довольно хорошо.
В основе процесса химического покрытия лежит реакция преобразования никеля из водяного раствора его солей с помощью гипофосфита натрия и других химических элементов. Растворы, использующиеся для химического покрытия, могут быть щелочными с рН более 6,5 и кислыми с рН 4-6,5.
Кислые растворы лучше всего применять для обработки меди, латуни и черных металлов. Щелочные используются для нержавейки. Кислый раствор, в отличие от щелочного, создает на полированном изделии более гладкую поверхность. Также важной особенностью кислых растворов является меньший шанс саморазряда при увеличении уровня рабочей температуры. Щелочные вещества гарантируют более прочное сцепление никелевой пленки с основанием металла.
Любые водные растворы для никелирования считаются универсальными, а именно подходящими для любых металлов. Для химического покрытия используют дистиллированную воду, но вы можете взять и конденсат из обычного холодильника. Химические реагенты подходят чистые – с маркировкой на упаковке «Ч».
Для химического покрытия используют дистиллированную воду, но вы можете взять и конденсат из обычного холодильника. Химические реагенты подходят чистые – с маркировкой на упаковке «Ч».
Этапы приготовления раствора:
- Все химические вещества, кроме гипофосфита натрия, необходимо растворить в воде в эмалированной емкости.
- После разогрейте жидкость до кипячения, растворите гипофосфит натрия и разместите изделие в растворе.
- При помощи литра раствора можно покрыть никелем детали, имеющих площадь до 2 кв. дм.
Ванны для покрытия никелем
В мастерских часто используется ванна, состоящая из трех основных элементов:
- хлорид;
- сульфат;
- борная кислота.
Сульфат никеля это источник никелевых ионов. Хлорид существенно влияет на работу анодов, его пропорция в ванне точно не указывается. В безхлоридных ваннах происходит значительное пассивирование никеля, после этого количество в ванне никеля снижается, и как результат, падение качества покрытий и снижение выхода по току.
Аноды при хлоридах растворяются в необходимом количестве для достаточного протекания никелирования алюминия или меди. Хлориды повышают работу ванны при загрязнениях цинком и ее проводимость. Борная кислота поддерживает рН на необходимом уровне. Эффективность этого процесса зависит в основном от количества борной кислоты.
В роли хлорида можно выбрать хлорид магния, цинка или натрия. Повсеместно используются сульфатные ванны Воттса, содержащие в роли добавки электропроводные соли, увеличивающие электропроводность ванн и повышающие привлекательный вид защитного слоя. Наиболее часто используемый среди таких солей является сульфат магния (около 30 гр. на 1 л.).
Как правило, сульфат никеля вводить в соотношении приблизительно 220-360 гр. на 1 л. Сегодня появились тенденции к снижению сульфата никеля – менее 190 гр./л., это помогает значительно уменьшить потери раствора.
Добавление борной кислоты приблизительно 25-45 гр. на 1 л. Если менее 25 гр. /л., то повышаются процессы защелачивания ванны. А превышение этого предела является неблагоприятным, по причине вероятной кристаллизации борной кислоты и выпадения осадков кристаллов на анодах и стенках ванны.
/л., то повышаются процессы защелачивания ванны. А превышение этого предела является неблагоприятным, по причине вероятной кристаллизации борной кислоты и выпадения осадков кристаллов на анодах и стенках ванны.
Никелевая ванна может работать в различном диапазоне температур. Но техника никелирования в домашних условиях нечасто используется при комнатной температуре. От покрытий, нанесенных в прохладных ваннах, зачастую отходит никель, потому ванну нужно прогревать минимум до 32 градусов. Плотность тока подбирают экспериментальным путем, чтобы не произошел прижег защитного слоя.
Натриевая ванна хорошо работает в большом диапазоне рН. Когда-то поддерживали рН 5,3-5,9, мотивируя слабой агрессивностью и лучшими кроющими свойствами ванны. Но высокие показатели рН провоцируют существенное увеличение напряжений в никелевом слое. Потому во многих ваннах рН равен 3,4-4,6.
Особенности никелирования
Сцепление никелевой пленки с металлом относительно низкое. Эту проблему решают при помощи термообработки пленок никеля. В основе процесса низкотемпературной диффузии находится нагрев отникелированных деталей до температуры 400 гр. и выдержке изделий в течение часа при данной температуре.
Эту проблему решают при помощи термообработки пленок никеля. В основе процесса низкотемпературной диффузии находится нагрев отникелированных деталей до температуры 400 гр. и выдержке изделий в течение часа при данной температуре.
Но не забывайте, что если изделия, покрытые никелем, были закалены, то при 400 гр. они могут утратить прочность – их главное качество. Потому низкотемпературную диффузию в этих случаях делают при температуре около 260-310 гр. с выдержкой три часа. Эта термообработка может повышать и прочность никелевого покрытия.
Ванны подразумевают специальное оборудование для покрытия никелем и перемешивания водяного раствора для интенсификации процесса никелирования и снижения вероятности питтинга – появления мелких углублений в защитном слое. Перемешивание ванны влечет необходимость организации постоянной фильтрации для удаления загрязнений.
Перемешивание с помощью активной катодной штанги не настолько эффективно, как использование сжатого воздуха, и кроме этого, нуждается в наличии специального вещества, исключающего образования пены.
Удаление никелевого покрытия
Покрытия из никеля на стали принято убирать в ваннах с разведенной серной кислотой. Добавьте к 25 л. охлажденной воды частями 35 л. концентрированной серной кислоты, при этом постоянно перемешивания. Следите, чтобы температура не была не более 55 градусов. После остывания до комнатной температуры жидкости ее плотность должна быть 1,64.
Для снижения вероятности затравливания металла, из которого изготовлена подложка, в ванну добавляют глицерин в пропорции 50 гр. на 1 л. Ванны чаще всего делаются из винипласта. Детали навешивают на среднем поручне, соединенным с плюсом источника напряжения. Поручни, где прикреплены свинцовые листы, подсоединяются к минусу источника питания.
Проследите, чтобы температура ванны была не более 32 гр., потому что горячий раствор агрессивно воздействует на подложку. Плотность тока обязана быть около 4,1 А./дм. кв., но возможно изменение тока в диапазоне 4,5-6,2 Вольт.
Добавьте через некоторое время серную кислоту, чтобы выдержать плотность равной 1,64. Чтобы избежать разбавления ванны окунайте детали только после проведения их предварительной просушки.
Чтобы избежать разбавления ванны окунайте детали только после проведения их предварительной просушки.
На сегодняшний день никелирование – это наиболее популярный гальванотехнический процесс. Никелевые покрытия отличаются высокой коррозионной устойчивостью, твердостью, недорогой стоимостью никелирования, удельным электрическим сопротивлением и отличными отражательными возможностями.
Оцените статью: Поделитесь с друзьями!
ХРОМИРОВАНИЕ ДОМА своими руками [деталей, пластика, дисков]
Любой умелец стремится самостоятельно освоить множество самых разных видов работ, а значит, ему будет интересно, [как выполнить хромирование в домашних условиях] самых разных деталей и материалов, произведенных на основе металла или пластика.
Особенно эта технология актуальна для тех, кто имеет свой собственный автомобиль и хочет, чтобы он всегда имел привлекательный внешний вид.
Если самостоятельно освоить процесс хромирования, то можно будет сэкономить значительную сумму денег и обойтись без посещения автосервиса.
1 – стеклянная емкость (банка), 2 – анод (или аноды), 3 – хромируемая деталь (катод), 4 – раствор электролита.
Конечно, для того чтобы выполнить хромирование в домашних условиях потребуется определенное химическое оборудование, которое также можно сделать своими руками.
В автосервисах предлагают профессиональное хромирование деталей из пластика и металла, дисков, однако стоит такое удовольствие приличную сумму денег.
Технология, по которой проводится данный процесс, достаточно простая и не требует каких-то специфических познаний.
Также при правильном подходе в домашних условиях можно провести гальваническое, а также каталитическое хромирование, кроме этого, выполнить никелирование как дисков, так и деталей из пластика.
Некоторые особенности
Как правило, хромированию подвергаются как пластиковые детали, так и изделия, выполненные из металла, в том числе и хромирование дисков.
Данный процесс, в том числе и каталитическое хромирование, несмотря на некоторую специфику и нюансы, сможет своими руками сделать каждый домашний умелец.
В первую очередь, перед проведением своими руками хромирования, необходимо определиться с местом проведения работы.
Видео:
Для данного процесса следует подобрать хорошо вентилируемое пространство, так как придется много работать с самыми разными химическими реагентами, воздействие которых может плохо сказаться на здоровье.
Наиболее оптимальным местом в этом случае может стать гараж либо просторная подсобка.
Хромирование при определенных условиях можно провести и на балконе в квартире, конечно, если он имеет достаточную площадь.
Также необходимо подумать и о средствах защиты. Рекомендуется для этих целей использовать фартук, защитные очки, а также респиратор и обязательно резиновые перчатки.
Следует подготовить и все необходимое оборудование и, в первую очередь, емкость.
В качестве емкости под хромирование можно использовать обычную трехлитровую банку или небольшое пластмассовое ведро.
Если детали имеют сложную конфигурацию и большие размеры, то и соответственно емкость должна быть более объемной и вместительной.
Также следует подготовить ящик из дерева, предварительно изолированный стеклотканью и утепленный песком.
Так как процесс подразумевает работу при высоких температурах, придется подумать и о нагревательном элементе.
Для этих целей можно использовать самый обыкновенный ТЭН. Под рукой следует иметь термометр, который оснащен шкалой до ста градусов по Цельсию, а также лист фанеры.
Для хромирования в домашних условиях следует приобрести специальный зажим, а также кронштейн для крепления обрабатываемых деталей.
Для проведения необходимой работы потребуется гальваническая установка, которая собирается своими руками из вышеуказанных элементов.
На видео, которое размещено ниже, подробно рассказано о том, как самостоятельно провести хромирование деталей, выполненных из пластика.
Подготовка к хромированию
Как правило, в большинстве случаев выполняется гальваническое хромирование, и для того, чтобы его провести самостоятельно, придется собрать определенное оборудование.
Для начала следует снять с плотной кисти щетину и обмотать ее свинцовым проводом.
После этого изготавливается специальная кисть, а для этого потребуется оргстекло. Готовая кисть должна иметь пустой корпус, который впоследствии можно будет заполнить электролитом.
Видео:
В качестве источника тока потребуется приобрести достаточно мощный трансформатор, к которому в особой последовательности необходимо будет подсоединить анод и катод.
Источником тока может послужить и обычный аккумулятор от автомобиля, однако в этом случае придется несколько изменить схему установки.
Далее к предварительно изготовленной кисти следует подсоединить диод. Его анод подсоединяется к кабелю, идущему от понижающей обмотки трансформатора.
В свою очередь катод будет крепиться к самой детали, которая подлежит хромированию. В том случае, если источником питания выступает аккумулятор от автомобиля, то из схемы изымается диод.
Далее готовится установка непосредственно под выполнение хромирования, и готовится раствор, в котором необходимо будет в обязательном порядке обработать каждую деталь.
Для его приготовления необходимо взять в определенных пропорциях натру, силикатный клей и кальцинированную соду. Все компоненты разбавляются в обыкновенной воде и тщательно перемешиваются.
После этого полученный состав нагревается до температуры кипения и только после этого в него помещаются заготовки.
Данный раствор помогает быстро и эффективно обезжирить пластиковую или металлическую поверхность у обрабатываемой детали.
Также детали перед началом хромирования тщательно очищаются от грязи и всевозможных окислов.
После того как будут проведены все предварительные процедуры и подготовлено все необходимое оборудование, необходимо надеть защитную спецодежду и можно приступать к выполнению работы своими руками.
Данная процедура, так же как и никелирование, требует аккуратности и строго выполнения технологии.
Выполнение хромирования
Хромирование металлических пластиковых деталей начинают с того, что их соединяют с трансформатором посредством провода.
Далее берут предварительно изготовленную кисть, также соединенную с источником питания, и заливают в нее необходимое количество электролита.
После этого на поверхность обрабатываемого материала следует аккуратно и максимально равномерно нанести слой электролита, при этом кисть следует перемещать плавными движениями вверх и вниз.
Видео:
Следует определиться со слоем наносимого покрытия и лучше сделать его достаточно толстым. Это обеспечит качественное хромирование и гарантирует то, что в ближайшее время он не слезет.
Это обеспечит качественное хромирование и гарантирует то, что в ближайшее время он не слезет.
Специалисты рекомендуют проходить по одному месту кистью на поверхности обрабатываемой детали до тридцати раз.
При выполнении работ следует постоянно контролировать кисть на предмет наличия в ней электролита и при необходимости добавлять его.
Выполняемое таким образом гальваническое хромирование металлических дисков или пластиковых деталей позволит нанести качественное покрытие самостоятельно.
После того как будет закончена работа с электролитом, все обрабатываемые детали необходимо тщательно промыть в проточной воде.
Далее им дают высохнуть, после чего при помощи куска плотной материи полируют до появления качественного блеска.
Хромирование деталей и дисков считается достаточно опасной процедурой, так как работа выполняется с химически активными веществами, которые могут нанести определенный вред здоровью.
В случае попадания используемого раствора на кожные покровы, можно получить достаточно серьезный ожог.
Кроме этого, при неаккуратном использовании электролита может наступить химическое отравление организма, что также очень опасно для здоровья человека.
Всю работу следует выполнять только в защитных средствах, используя резиновые перчатки и респиратор. Следует помнить и то, что не все металлические диски и детали поддаются хромированию.
В некоторых случаях для того, чтобы нанести декоративное покрытие, приходится выполнять никелирование, предварительно покрыв заготовку тонким медным слоем.
Более подробно о том, как самостоятельно провести хромирование деталей из пластика или дисков, рассказано на видео, которое размещено ниже.
Советы и рекомендации
Очень часто придать металлической детали привлекательный внешний вид помогает никелирование, которое также может быть выполнено своими руками.
По своей сути никелирование чем-то напоминает хромирование, однако данный метод подразумевает использование не электролита, а специально приготовленный состав.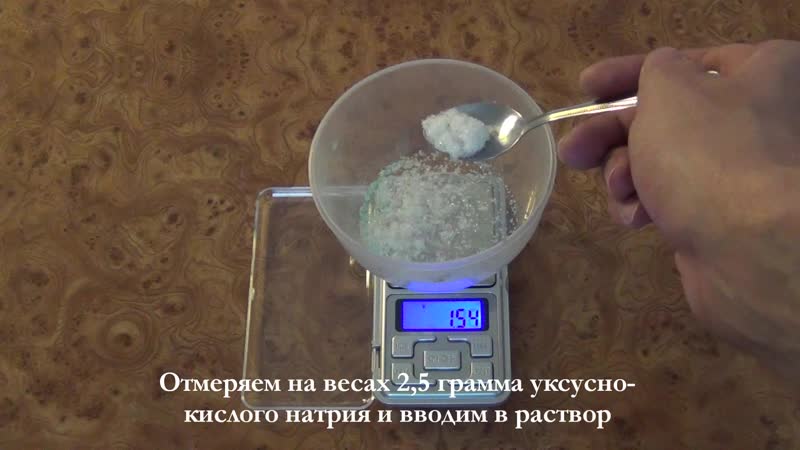
Оба метода покрытия поверхностей защитным слоем популярны у автолюбителей.
За счет хромирования различные детали приобретают свойство отражать солнечный свет, однако с течением времени данная способность постепенно утрачивается.
Чтобы избежать этого, за хромированной поверхностью следует периодически ухаживать.
Видео:
Те детали на автомобиле, которые были хромированы, следует мыть только теплой водой с добавлением специальных моющих средств.
После мойки их следует тщательно протереть тряпкой, которая не содержит ворс. Нельзя для мытья автомобиля использовать какой-либо грубый материал, который может повредить поверхность хромированных деталей.
Также следует избегать при мойке машины резких перепадов температур, так как от этого покрытие становится блеклым и теряет свой первоначальный вид.
Рекомендуется после проведения хромирования выполнить антикоррозионную защиту и тщательно отполировать всю площадь поверхности.
Хромирование деталей своими руками в домашних условиях (покрытие хромом)
Хромирование конструкций и деталей в домашней мастерской
Для защиты деталей разнообразных механизмов или частей металлических конструкций от коррозии, придания им дополнительной износоустойчивости, твердости и улучшения эстетического вида применяются хромирование либо никелирование. Эти способы подразумевают нанесение на поверхности конструкций химически инертного покрытия из хрома или никеля, улучшение эстетичности. Нанесение такой пленки – процесс энергозатратный. Технологически он сложен, но является защитой не на один десяток лет без ощутимых потерь для внешнего вида.
Нередко появляется необходимость в покрытии декоративной пленкой тех изделий, которые изначально не подвергались процессу хромирования. Таким образом при желании можно, к примеру, изменить вид скульптуры, сделать современным интерьер любого жилого помещения. Можно украсить по своему вкусу автомобиль или мотоцикл. Сделать это совсем не трудно даже собственными руками, то есть, не применяя усложненных технологий. Нанести пленку из хрома можно даже на конструкции со сложным рельефом, а не только выпуклые, плоские либо вогнутые.
Сделать это совсем не трудно даже собственными руками, то есть, не применяя усложненных технологий. Нанести пленку из хрома можно даже на конструкции со сложным рельефом, а не только выпуклые, плоские либо вогнутые.
Основные методы хромирования
- Процесс химической металлизации.
- Гальванизация.
- Вакуумное напыление.
- Высокотемпературная диффузия.
Два последних метода применяются только на предприятиях промышленности. Дома эти процессы выполнить не получится, поскольку для них необходимы технически сложные установки и повышенные энергетические затраты. А вот химическая металлизация и гальванизация – это как раз те самые процессы, которые могут производиться и в личной мастерской. Рассмотрим подробно, как это делается.
Химическая металлизация поверхностей и деталей
В процессе этой работы используются химические реактивы, компрессор и краскопульт. Выполняются практически те же самые операции, что и при покраске поверхностей акриловым лаком либо эмалью. При хромировании таким способом на детали и конструкции наносится не защитная полимерная пленка, а зеркальный тонкий слой металла. Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении.
При хромировании таким способом на детали и конструкции наносится не защитная полимерная пленка, а зеркальный тонкий слой металла. Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении.
Как выполнить химическую металлизацию
1-й метод. Поверхность покрывается специальными химикатами. В результате химической реакции образуется осадок, представляющий собой прочный металлический слой. Покрытие можно делать не только из хрома, но также из серебра.
2-й метод. В процессе восстановительной химической реакции из солей образуется слой хрома. Приготовьте набор из уксусной кислоты, хлористого хромила, хлористого хрома, уксуснокислого хрома, гипософита натрия, едкого натра, фосфата хрома. При этом необходимо помнить, что эти вещества очень ядовиты и опасны для здоровья. И потому следует внимательно проштудировать учебник химии, если уж вы решили провести процесс хромирования этим методом. Но достичь высокого качества очень трудно, даже при наличии подробной инструкции. При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских чаще всего.
Но достичь высокого качества очень трудно, даже при наличии подробной инструкции. При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских чаще всего.
Очень удобно проводить процесс покрытия с помощью готовых пробных наборов химических препаратов для хромирования. Их предлагает компания Fusion Technologies. Удобство таких наборов заключается в том, что покрытие можно нанести на любой из перечисленных материалов: металл, керамику, дерево, стекло, пластик. Гальванических установок и специальной сложной техники не потребуется. Все, что вам нужно, это просторное помещение, дистиллированная вода, компрессор, распылитель и набор химических препаратов. Кроме этого нужно приготовить газовую горелку с баллоном газа.
Правила техники безопасности
- Устройство вентиляции в помещении мастерской. Открытием дверей и окон проблему не решить. Вмонтируйте в форточку обыкновенный кухонный вентилятор. Этого будет достаточно для любительской работы. Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции.
- Оборудование канализационных стоков. Работа потребует большого расхода воды для промывки деталей. Дополнительная очистка ее не нужна, так как она в химическом отношении инертна. А вот сток в канализационный канал должен быть оборудован обязательно.
- Чтобы не подвергать органы дыхания и кожу опасному воздействию реактивов, рекомендуется работать с применением защитных средств. Запаситесь респираторами, специальными защитными очками и прочным фартуком. Еще понадобится несколько пар резиновых перчаток.
 Открытием дверей и окон проблему не решить. Вмонтируйте в форточку обыкновенный кухонный вентилятор. Этого будет достаточно для любительской работы. Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции.
Открытием дверей и окон проблему не решить. Вмонтируйте в форточку обыкновенный кухонный вентилятор. Этого будет достаточно для любительской работы. Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции.
При выполнении химической металлизации в личной мастерской не забывайте о строгом соблюдении технологии. Реактивы наносить на поверхность следует в указанной очередности. Затем следует нанесение тонкого слоя серебра. Этот металл безопасен в отличие от хрома и соединений. Финишный слой по характеристикам ни в чем не уступает хромированному.
Реактивы наносить на поверхность следует в указанной очередности. Затем следует нанесение тонкого слоя серебра. Этот металл безопасен в отличие от хрома и соединений. Финишный слой по характеристикам ни в чем не уступает хромированному.
Набор реактивов для металлизации состоит из модификаторов А и Б, восстановителя и активатора. В самом начале работы в указанном объеме дистиллированной воды разводятся реактивы. Пропорции строго соблюдаются. Хранить растворы следует в прохладном месте. Необходимые для работы лаки и пигменты покупать можно в том же магазине, где куплены реактивы.
Порядок выполнения работы
- Подготовка детали или конструкции. Поверхность следует тщательно очистить. Она должна быть максимально ровной. Для этого производится полировка.
- Затем выполняется процесс лакировки с использованием предназначенного для этой цели лака.
- Когда лак полностью высохнет, с помощью газовой горелки обрабатывается поверхность. Данный технологический процесс изменяет структуру лака на молекулярном уровне. Это делается с целью увеличения впитываемости и адгезии для металлизированного покрытия.
- Следом за тепловой обработкой производится распыление активатора. Быстро смывается водой лишний активатор.
- Пока поверхность еще не высохла, наносится модификатор, за ним растворитель. Реакция между ними приводит к образованию необходимого зеркального покрывающего слоя. Снова изделие промывается водой и сушится направленной струей воздуха.
- Процесс металлизации занимает около шести часов. После этого в соответствии с технологией деталь покрывается лаком. Эффект бронзы, хрома или золота достигается добавлением в лак соответствующих пигментов. Если вы решили у себя дома и собственными руками хромировать детали, заказывайте все необходимые химикаты на сайте компании. В случае необходимости специалисты окажут квалифицированную помощь, подскажут подходящие варианты установки оборудования в помещении вашей домашней мастерской.
 Данный технологический процесс изменяет структуру лака на молекулярном уровне. Это делается с целью увеличения впитываемости и адгезии для металлизированного покрытия.
Данный технологический процесс изменяет структуру лака на молекулярном уровне. Это делается с целью увеличения впитываемости и адгезии для металлизированного покрытия.

Гальванизация
Гальванический способ – это покрытие чугунных, стальных, латунных или медных конструкций слоем хрома. Но не только металлические изделия можно подвергать хромированию способом гальванизации. Пользоваться этим способом можно и с целью хромирования также и пластмассовых, деревянных изделий. Но в этих случаях процесс будет дорогим и технологически сложным. Для прочного удержания на поверхности деталей покрытия из хрома даже металлические изделия требуют еще одного предварительного покрытия. Для этой цели используют никель, латунь либо медь.
Гальванизация требует создания гальванической установки. Кроме этого, нужен источник постоянного тока и набор реактивов. Набор этот состоит из ангидрида хрома, серной кислоты, соды кальцинированной и гидроокиси натрия.
Следует учесть, что при работе по этому методу требуется, чтобы не было перепадов силы тока. Также нужно постоянно контролировать уровень концентрации солей в электролите и строго соблюдать температурный режим довольно длительный срок (от 5 до 8 часов). Выполнение всех перечисленных условий в домашних мастерских – задача не из легких. Именно по этой причине описывать процесс гальванизации в подробностях в этом обзоре не станем.
Выполнение всех перечисленных условий в домашних мастерских – задача не из легких. Именно по этой причине описывать процесс гальванизации в подробностях в этом обзоре не станем.
Материалы для хромирования
Примеры наших работ
Хромирование пластика
Хромирование пластика или любого другого диэлектрика проводится исключительно как финишный слой многослойного защитно-декоративного покрытия. Несмотря на небольшую толщину слоя хрома наносимого на пластик (обычно это в пределах 0,3 — 0,5 мкм), хромовое покрытие значительно повышает коррозионную стойкость и механическую прочность покрытия, и придает поверхности более декоративный внешний вид.
Существует несколько способов подготовки поверхности пластиков, пластмасс или других диэлектриков перед проведением процесса хромирования. Но первым этапом везде является подготовка поверхности перед нанесением токопроводящего слоя, т.е. придание поверхности микрошероховатости и травление. Для этого, поверхность детали сначала обрабатывается механически (например, наждачной бумагой или шлифовальной губкой), а потом проводится травление поверхности. В зависимости от типа пластика или пластмассы, существует достаточно много составов, используемых для травления, среди которых наиболее часто используется следующий:
Для этого, поверхность детали сначала обрабатывается механически (например, наждачной бумагой или шлифовальной губкой), а потом проводится травление поверхности. В зависимости от типа пластика или пластмассы, существует достаточно много составов, используемых для травления, среди которых наиболее часто используется следующий:
Универсальный состав для травления:
Хромовый ангидрид (CrO3) — 60 г/л
Ортофосфорная кислота (H3PO3) — 150 г/л
Серная кислота (H2SO4) — 560 г/л
Температура раствора при проведении процесса травления 45-50оС. Время выдержки зависит от типа и характеристик пластика или пластмассы.
Для отдельных пластмасс подбираются индивидуальные растворы травления.
Для травления полистирола, например, используют раствор, следующего состава:
Хромовый ангидрид (CrO3) -150 г/л
Серая кислота (H2SO4) — 10 мл/л
Температура раствора травления 60-65°С, процесс травления проводят в течении 15-20 минут. После этого, пластиковую или пластмассовую деталь промывают и переносят далее в раствор следующего состава:
После этого, пластиковую или пластмассовую деталь промывают и переносят далее в раствор следующего состава:
Едкий натр (NaOH) — 50 г/л
Метасиликат натрия (Na2SiO3)– 20 г/л
Пирофосфат натрия (Na3PO4)- 20 г/л
ПАВ (в качестве смачивателя) – 1 г/л
Процесс проводят путем опускания детали на 10-12 минут в нагретый до температуры 85-90оС раствор травления.
Детали, сделанные из такого химически стойкого материала, как фторопласт, обрабатывают в течении 8-10 мин в растворе следующего состава:
Раствор в 1 л тетрагидрофурана (C4H8O)
Натрий (металлический) — 23 г
Нафталин (С10Н8) -128 г
Перед употреблением раствор в течение 2 часов перемешивают в сосуде при комнатной температуре. После травления изделие промывают в растворителе, сушат и направляют на сенсибилизацию. Фторопластовые изделия можно травить так же в растворе следующего состава:
В 1 литре воды растворить:
Серная кислота (H2SO4) 740-770 мл/л,
Бихромат натрия (Na2Cr2O7) 30-40 г/л,
Температура 80-90°С. Время обработки 10-30 секунд.
В результате травления в таком составе поверхность изделия из фторопласта приобретает темно-коричневую окраску. Следующим этапом, после травления пластика, является металлизация или нанесение токопроводящего слоя. Для этого существует два способа:
1-ый способ — нанесения токопроводящего графитсодержащего лака или графитного порошка. Для улучшения сцепления лак лучше всего наносить тонким слоем, давая излишкам стечь.
2-ой способ — нанесение химической меди. Для этого деталь обрабатывается сначала в растворе сенсибилизатора следующего состава:
Олово двухлористокислое (SnCl2) – 17 г/л
Олово четыреххлористое (SnCl4) – 4,6 г/л
Соляная кислота (HCl)– 28 мл/л
Температура раствора 18-220С. Время выдержки в растворе 5 -10 минут.
После этого деталь активируется в растворе следующего состава:
Палладий двухлористый (PdCl2) – 0,25-0,5 г/л
Кислота соляная (HCl) -1-2 г/л
Температура раствора 18 — 220С. Время выдержки в растворе 5-10 мин. После этого, проводится химическое меднение поверхности изделия. Для этого, деталь обрабатывается в растворе следующего состава:
Медь сернокислая (CuSO4)- 50 г/л
Сегнетова соль (KNaC4H4O6) — 170 г/л
Натр едкий (NaOH) — 50 г/л
Формалин — 75 г/л
Температура раствора 18-220С. Время выдержки 5-10 минут, желательно при этом осуществлять покачивание детали.
Раствор меднения необходимо приготавливать непосредственно перед покрытием, т. к. он имеет короткий срок жизни.
3-ий способ – нанесение химического никелирования. Операции сенсибилизации и активации аналогичны процессам подготовки поверхности перед химическим меднением. А затем, деталь обрабатывается в растворе никелирования следующего состава:
Никель хлористый (NiCl2)– 5 г/л
Аммоний хлористый (NH4Cl) – 12 г/л
Калий едкий (KOH) – 6 г/л
Гипофосфит натрия (NaH2PO2 )- 12 г/л
Температура раствора 22-300С. рН раствора 9 — 9,2
После нанесения токопроводящего слоя, для упрочнения покрытия, наносится слой “затягивающей” меди. Процесс необходимо проводить при пониженной плотности тока, порядка 0,4-0,7 А/дм2 и, создать по возможности больше точек контакта токоподвода (подвески) с покрываемой деталью. А так как нанесенный на диэлектрик электропроводный слой еще очень тонкий и при проведении процесса меднения идет большое сопротивление, то в первую очередь начинает покрываться медью подвеска и места контачащие с ней. Поэтому при проведении процесса затягивающего медью рекомендуется создать как можно больше точек контакта детали с подвеской.
Состав электролита “затягивающего” меднения:
Сульфат меди (CuSO4 )- 35 г/л
Серная кислота (H2SO4)- 150 г/л
Спирт этиловый (CH3COOH)– 10 мл/л
Процесс проводится при комнатной температуре. Плотность тока 0,3-0,7 А/дм2. После нанесения на токопроводящий слой покрытия “затягивающая” медь, на поверхность детали наноситься дополнительный слой блестящей меди и блестящего никеля.
Состав электролита блестящего меднения:
Медь сернокислая (CuSO4) — 180-250 г/л
Кислота серная (H2SO4)- 30-50 г/л
Кислота соляная (HCl)– — 0,01-0,02 г/л
Процесс также проводится при комнатной температуре. Плотность тока 1-4 А/дм2.Для повышения блеска и отражательных свойств покрытия электролит блестящего меднения должен иметь в составе фирменные блескообразующие добавки.
Состав электролита блестящего никелирования:
Сульфат никеля (NiSO4)- 120-170 г/л
Хлорид натрия (NiCl2)– 10-15 г/л
Борная кислота (H3BO3) – 20-30 г/л
1,5 нафталиндисульфокислота -1-2 г/л
Температура 45-550 С. рН раствора 4,8-5,5.
После этого, можно проводить процесс хромирования пластика. Необходимо помнить, что блестящее хромовое покрытие может получиться только при осаждении на блестящую поверхность (в противном случае хромовое покрытие также будет матовым). Поэтому, перед хромированием пластика обязательно проводить процесс блестящего меднения и блестящего никелирования. После этого, проводится блестящее декоративное хромирование пластика или другого диэлектрика. Процесс проводится в хромовом электролите следующего состава:
Хромовый ангидрид (CrO3)– 250-300 г/л
Серная кислота (H2SO4) — 2,5-3 г/л
Температура электролита 45-550. Плотность тока 15-30 А/дм2.
Перед проведением процесса блестящего декоративного хромирования и нанесения на поверхность пластика или другого диэлектрика заключительного слоя хрома, необходимо обеспечить жесткий контакт с токоподводом.
Хромирование пластика, пластмассы и любого другого диэлектрика хорошо отработан гальванической промышленностью и не вызывает сложности, но только при условии, что точно известна марка материала и соответственно метод ее обработки. Чаще всего в промышленности металлизируют abc-пластики. Данный вид пластика хорошо травится и активируется в растворах травления, и активации соответственно, и имеет удовлетворительную адгезию, благодаря чему можно получать качественное, хорошо сцепленное с подложкой покрытие. Для других пластиков основная сложность металлизации и последующего хромирования, заключается в том, что, в отличие от abc-пластиков, поверхность большинства диэлектриков не обеспечивает возможности проведения такой же качественной подготовки поверхности. И даже, при возможности травления поверхности диэлектрика, создания на нем микрошероховатостей, и нанесении на поверхность первичного слоя меди, графита или серебра, используемого для металлизации различных диэлектриков, качество сцепления с поверхностью, как правило, уступает качеству сцепления с поверхностью abc-пластиков. А так как, хромовое покрытие имеет большие внутренние напряжения и процесс хромирования проводится при высокой плотности тока, результатом может быть повреждение или разрушение “точек” сцепления первичного адгезионного медного, серебряного или графитового покрытия с поверхностью диэлектрика, что приводит к деформации слоя металлизации и возможному отслаиванию хромового покрытия от пластика.
Хромирование пластика своими руками в домашних условиях
Главная » Разное » Хромирование пластика своими руками в домашних условиях
Хромирование деталей своими руками: советы и рекомендации
В современном мире практически всё можно изготовить своими руками. В магазинах продаются специальные материалы, оборудование, а главное, легко можно найти информацию, помогающую освоить новые навыки. Ежегодно автолюбители тратят огромные денежные средства на обслуживание своей машины и уход за ней. Чтобы исключить некоторые финансовые затраты, водитель может самостоятельно осуществить хромирование в домашних условиях. Это позволит минимизировать посещение автосервиса, да и сама процедура довольно интересная. Хромированию подлежат металлические и пластиковые материалы и детали. Благодаря этой процедуре, авто будет выглядеть привлекательнее.
Хромирование в домашних условиях
Коротко о хромировании
Под хромированием понимают процесс нанесения на поверхности, сделанные из металла и пластика, хрома с целью декорирования или для предотвращения возникновения коррозии. Процедура позволяет также увеличить твердость поверхности. Нельзя не отметить, что реагенты, которые используются при хромировании, токсичны так же, как и отходы процесса, поэтому работать необходимо очень аккуратно и в специальной одежде, применяя средства защиты.
Методы хромирования деталей
В наше время существует много разновидностей хромирования. Выделяют три основных вида процесса:
- Гальванический.
- Химический.
- Хромирование золочением – суть метода заключается в нанесении на поверхность тончайшего слоя золотого металла, который предотвращает появление коррозии и придает великолепный вид деталям. После обработки материал становится плотным и износостойким.
Чтобы осуществить хромирование деталей в домашних условиях, как правило, используют химический метод. Очень важно помнить о необходимости соблюдения техники безопасности.
Гальванический метод хромирования
Гальванический способ
Суть этого метода заключается в необычном нанесении хрома – с помощью электрического тока. Вследствие такого воздействия, материал приобретает совершенно уникальные свойства: поверхность утолщается, повышается устойчивость к ржавчине, внешний вид становится более привлекательным. Во время работы металлическое вещество наносится в три слоя.
Химический способ
Метод заключается в химической реакции, происходящей между реагентами. Рекомендуется перед обработкой хромом нанести тончайший слой меди. Для покрытия поверхности хромом обязательно использование фтористого хрома, гипофосфата натрия, лимоннокислого натрия, охлажденной уксусной кислоты, раствора едкого натрия и дистиллированной воды.
Технологии хромирования
Для того чтобы изделие получилось износостойким, привлекательным и максимально устойчивым к внешним факторам, необходимо следовать технологии хромирования. Человек, ни разу в жизни не производивший такую процедуру, задается вопросом: «как хромировать детали?».
Химический способ хромирования
Начинается процесс с подготовки деревянного короба: его обивают стеклотканью и делают термос, утепляя минеральной ватой (можно песком). Ёмкость из стекла помещается в пластиковый таз. Далее, необходимо присоединить «крокодилы» к минусу (они выступают в качестве катода), а затем закрепить анод. Для равномерного нанесения покрытия устанавливается закрепитель детали.
Хромирование своими руками в домашних условиях осуществляется через сутки после приготовления смеси. Температура должна быть в пределах 50 градусов. После завершения работы детали необходимо очистить с помощью воды и просушить.
Подготовка рабочего места
Хромирование своими руками в домашних условиях требует серьезной подготовки рабочего места. Как отмечалось выше, эта процедура токсична и наличие хорошей вентиляции обязательно. Кроме того, рабочее место должно обеспечивать безопасность человека.
Перед началом работы необходимо подготовить поверхность, все требуемые инструменты и материалы, а также надеть спецодежду. Наличие плотного фартука, резиновых перчаток, защитных очков и респиратора обязательно.
Хромирование своими руками в домашних условиях
Оборудование
Начиная работу, мастер должен иметь под рукой все необходимые материалы и оборудование. К ним относятся:
- стеклянные ёмкости;
- теплоизоляционные изделия;
- стеклоткань;
- пластиковое ведро или таз;
- деревянный короб;
- «крокодилы»;
- ТЭН;
- закрепитель для деталей;
- аноды: стержневой и пластинчатый.
Закончив с подготовительным этапом, мастер может начинать приготовление смеси – электролита.
Домашняя гальваническая установка
Источник питания
В качестве источника питания при хромировании деталей выступает реостат, который отлично регулирует выходное напряжение.
Состав и методика подготовки электролита
Для приготовления электролита понадобится хромовый ангидрид в количестве 250 г, серная кислота – 2,5 г. Очищенная вода, подогретая до 60 градусов, заливается в ёмкость (понадобится 1 литр) с добавлением химической смеси. Далее, необходимо хорошо перемешать средство до полного растворения, добавив в него кислоту. Полученный электролит должен стать бордового цвета. Для этого его «гоняют» в течение четырех часов током силой 6,5 А. Смесь настаивается в прохладном месте около 24 часов.
Подготовка поверхности
Перед началом обработки поверхность каждой детали необходимо подготовить. Для этого нужно выполнить следующие операции:
- с поверхности детали удаляются пыль, грязь и ржавчина;
- область воздействия тщательно вымывается и высушивается;
- поверхность обезжиривается с помощью бензина.
Проигнорировав одно из вышеперечисленных действий, мастер рискует получить плохой результат. Нанесение будет некачественным, а поверхность непривлекательной.
Подготовка поверхности элемента кузова к хромированию
Хромирование
С чего начать, и как хромировать детали в домашних условиях? После подготовки рабочего места и поверхности, а также смеси для процесса – электролита, можно приступать к операции. Этапы процесса хромирования приведены ниже:
- Электролит нагревается до температуры 50–60 градусов.
- Деталь размещается так, чтобы ни одна сторона не соприкасалась с краями ёмкости.
- Затем происходит подача напряжения.
- После окончания работы деталь вымывается и тщательно высушивается.
Все работы обязательно проводятся в спецодежде.
Способ хромирования пластика дома
Алгоритм хромирования довольно прост и идентичен как для металлической, так и для пластиковой поверхности. Деталь аккуратно помещается в электролит заданной температуры, а затем подается напряжение.
Способ хромирования пластика дома
Возможные дефекты и их причины
При неправильной подготовке изделия, а также несоблюдении технологии возможны дефекты поверхности хромированной детали. К причинам, влияющим на результат покрытия, следует отнести:
- Не соблюден температурный режим.
- Раствор подготовлен неверно, концентрация веществ не соответствует нормам.
- Подача тока осуществлена с нарушением параметров.
- Подготовка рабочей поверхности выполнена некачественно.
- В растворе выявлены примеси и другие частицы.
В результате влияния одной из причин, хромированная поверхность может иметь шероховатости, темные пятна, пузыри и трещины, отслаиваться, обладать слабым блеском, шелушиться и иметь совершенно нетоварный вид. Поэтому очень важно правильно подготовить поверхность и соблюдать технологию.
Нюансы технологии
Для качественного покрытия поверхности хромом лучше всего перед началом процесса обработать деталь кислотными средствами или другой грунтовкой. Такая операция обеспечит качественное нанесение и длительный срок эксплуатации.
Очень важно обезжирить поверхность перед началом работы. Для этого можно воспользоваться растворителем и антисиликоном. С помощью наждачной бумаги рекомендуется удалить глянец. Следующим этапом должно быть нанесение грунта. После его высыхания поверхность готова к покрытию.
Заключение
Покрыть металлическую и пластиковую поверхность хромом с легкостью можно в домашних условиях. Алгоритм прост и доступен для каждого человека. Главное – соблюдать правила нанесения, пропорции элементов, из которых готовится электролит, не пренебрегать техникой безопасности и периодически ухаживать за хромированным изделием. В случае ошибки, качество покрытия может значительно снизиться, но не стоит расстраиваться – процедуру можно провести повторно.
mensdrive.ru
ХРОМИРОВАНИЕ ДОМА своими руками [деталей, пластика, дисков]
Любой умелец стремится самостоятельно освоить множество самых разных видов работ, а значит, ему будет интересно, [как выполнить хромирование в домашних условиях] самых разных деталей и материалов, произведенных на основе металла или пластика.
Особенно эта технология актуальна для тех, кто имеет свой собственный автомобиль и хочет, чтобы он всегда имел привлекательный внешний вид.
Если самостоятельно освоить процесс хромирования, то можно будет сэкономить значительную сумму денег и обойтись без посещения автосервиса.
1 – стеклянная емкость (банка), 2 – анод (или аноды), 3 – хромируемая деталь (катод), 4 – раствор электролита.
Конечно, для того чтобы выполнить хромирование в домашних условиях потребуется определенное химическое оборудование, которое также можно сделать своими руками.
В автосервисах предлагают профессиональное хромирование деталей из пластика и металла, дисков, однако стоит такое удовольствие приличную сумму денег.
Технология, по которой проводится данный процесс, достаточно простая и не требует каких-то специфических познаний.
Также при правильном подходе в домашних условиях можно провести гальваническое, а также каталитическое хромирование, кроме этого, выполнить никелирование как дисков, так и деталей из пластика.
Некоторые особенности
Как правило, хромированию подвергаются как пластиковые детали, так и изделия, выполненные из металла, в том числе и хромирование дисков.
Данный процесс, в том числе и каталитическое хромирование, несмотря на некоторую специфику и нюансы, сможет своими руками сделать каждый домашний умелец.
В первую очередь, перед проведением своими руками хромирования, необходимо определиться с местом проведения работы.
Видео:
Для данного процесса следует подобрать хорошо вентилируемое пространство, так как придется много работать с самыми разными химическими реагентами, воздействие которых может плохо сказаться на здоровье.
Наиболее оптимальным местом в этом случае может стать гараж либо просторная подсобка.
Хромирование при определенных условиях можно провести и на балконе в квартире, конечно, если он имеет достаточную площадь.
Также необходимо подумать и о средствах защиты. Рекомендуется для этих целей использовать фартук, защитные очки, а также респиратор и обязательно резиновые перчатки.
Следует подготовить и все необходимое оборудование и, в первую очередь, емкость.
В качестве емкости под хромирование можно использовать обычную трехлитровую банку или небольшое пластмассовое ведро.
Если детали имеют сложную конфигурацию и большие размеры, то и соответственно емкость должна быть более объемной и вместительной.
Также следует подготовить ящик из дерева, предварительно изолированный стеклотканью и утепленный песком.
Так как процесс подразумевает работу при высоких температурах, придется подумать и о нагревательном элементе.
Для этих целей можно использовать самый обыкновенный ТЭН. Под рукой следует иметь термометр, который оснащен шкалой до ста градусов по Цельсию, а также лист фанеры.
Для хромирования в домашних условиях следует приобрести специальный зажим, а также кронштейн для крепления обрабатываемых деталей.
Для проведения необходимой работы потребуется гальваническая установка, которая собирается своими руками из вышеуказанных элементов.
На видео, которое размещено ниже, подробно рассказано о том, как самостоятельно провести хромирование деталей, выполненных из пластика.
Подготовка к хромированию
Как правило, в большинстве случаев выполняется гальваническое хромирование, и для того, чтобы его провести самостоятельно, придется собрать определенное оборудование.
Для начала следует снять с плотной кисти щетину и обмотать ее свинцовым проводом.
После этого изготавливается специальная кисть, а для этого потребуется оргстекло. Готовая кисть должна иметь пустой корпус, который впоследствии можно будет заполнить электролитом.
Видео:
В качестве источника тока потребуется приобрести достаточно мощный трансформатор, к которому в особой последовательности необходимо будет подсоединить анод и катод.
Источником тока может послужить и обычный аккумулятор от автомобиля, однако в этом случае придется несколько изменить схему установки.
Далее к предварительно изготовленной кисти следует подсоединить диод. Его анод подсоединяется к кабелю, идущему от понижающей обмотки трансформатора.
В свою очередь катод будет крепиться к самой детали, которая подлежит хромированию. В том случае, если источником питания выступает аккумулятор от автомобиля, то из схемы изымается диод.
Далее готовится установка непосредственно под выполнение хромирования, и готовится раствор, в котором необходимо будет в обязательном порядке обработать каждую деталь.
Для его приготовления необходимо взять в определенных пропорциях натру, силикатный клей и кальцинированную соду. Все компоненты разбавляются в обыкновенной воде и тщательно перемешиваются.
После этого полученный состав нагревается до температуры кипения и только после этого в него помещаются заготовки.
Данный раствор помогает быстро и эффективно обезжирить пластиковую или металлическую поверхность у обрабатываемой детали.
Также детали перед началом хромирования тщательно очищаются от грязи и всевозможных окислов.
После того как будут проведены все предварительные процедуры и подготовлено все необходимое оборудование, необходимо надеть защитную спецодежду и можно приступать к выполнению работы своими руками.
Данная процедура, так же как и никелирование, требует аккуратности и строго выполнения технологии.
Выполнение хромирования
Хромирование металлических пластиковых деталей начинают с того, что их соединяют с трансформатором посредством провода.
Далее берут предварительно изготовленную кисть, также соединенную с источником питания, и заливают в нее необходимое количество электролита.
После этого на поверхность обрабатываемого материала следует аккуратно и максимально равномерно нанести слой электролита, при этом кисть следует перемещать плавными движениями вверх и вниз.
Видео:
Следует определиться со слоем наносимого покрытия и лучше сделать его достаточно толстым. Это обеспечит качественное хромирование и гарантирует то, что в ближайшее время он не слезет.
Специалисты рекомендуют проходить по одному месту кистью на поверхности обрабатываемой детали до тридцати раз.
При выполнении работ следует постоянно контролировать кисть на предмет наличия в ней электролита и при необходимости добавлять его.
Выполняемое таким образом гальваническое хромирование металлических дисков или пластиковых деталей позволит нанести качественное покрытие самостоятельно.
После того как будет закончена работа с электролитом, все обрабатываемые детали необходимо тщательно промыть в проточной воде.
Далее им дают высохнуть, после чего при помощи куска плотной материи полируют до появления качественного блеска.
Хромирование деталей и дисков считается достаточно опасной процедурой, так как работа выполняется с химически активными веществами, которые могут нанести определенный вред здоровью.
В случае попадания используемого раствора на кожные покровы, можно получить достаточно серьезный ожог.
Кроме этого, при неаккуратном использовании электролита может наступить химическое отравление организма, что также очень опасно для здоровья человека.
Всю работу следует выполнять только в защитных средствах, используя резиновые перчатки и респиратор. Следует помнить и то, что не все металлические диски и детали поддаются хромированию.
В некоторых случаях для того, чтобы нанести декоративное покрытие, приходится выполнять никелирование, предварительно покрыв заготовку тонким медным слоем.
Более подробно о том, как самостоятельно провести хромирование деталей из пластика или дисков, рассказано на видео, которое размещено ниже.
Советы и рекомендации
Очень часто придать металлической детали привлекательный внешний вид помогает никелирование, которое также может быть выполнено своими руками.
По своей сути никелирование чем-то напоминает хромирование, однако данный метод подразумевает использование не электролита, а специально приготовленный состав.
Оба метода покрытия поверхностей защитным слоем популярны у автолюбителей.
За счет хромирования различные детали приобретают свойство отражать солнечный свет, однако с течением времени данная способность постепенно утрачивается.
Чтобы избежать этого, за хромированной поверхностью следует периодически ухаживать.
Видео:
Те детали на автомобиле, которые были хромированы, следует мыть только теплой водой с добавлением специальных моющих средств.
После мойки их следует тщательно протереть тряпкой, которая не содержит ворс. Нельзя для мытья автомобиля использовать какой-либо грубый материал, который может повредить поверхность хромированных деталей.
Также следует избегать при мойке машины резких перепадов температур, так как от этого покрытие становится блеклым и теряет свой первоначальный вид.
Рекомендуется после проведения хромирования выполнить антикоррозионную защиту и тщательно отполировать всю площадь поверхности.
rezhemmetall.ru
Хромирование деталей своими руками в домашних условиях (покрытие хромом)
Хромирование конструкций и деталей в домашней мастерской
Для защиты деталей разнообразных механизмов или частей металлических конструкций от коррозии, придания им дополнительной износоустойчивости, твердости и улучшения эстетического вида применяются хромирование либо никелирование. Эти способы подразумевают нанесение на поверхности конструкций химически инертного покрытия из хрома или никеля, улучшение эстетичности. Нанесение такой пленки – процесс энергозатратный. Технологически он сложен, но является защитой не на один десяток лет без ощутимых потерь для внешнего вида.
Нередко появляется необходимость в покрытии декоративной пленкой тех изделий, которые изначально не подвергались процессу хромирования. Таким образом при желании можно, к примеру, изменить вид скульптуры, сделать современным интерьер любого жилого помещения. Можно украсить по своему вкусу автомобиль или мотоцикл. Сделать это совсем не трудно даже собственными руками, то есть, не применяя усложненных технологий. Нанести пленку из хрома можно даже на конструкции со сложным рельефом, а не только выпуклые, плоские либо вогнутые.
Основные методы хромирования
- Процесс химической металлизации.
- Гальванизация.
- Вакуумное напыление.
- Высокотемпературная диффузия.
Два последних метода применяются только на предприятиях промышленности. Дома эти процессы выполнить не получится, поскольку для них необходимы технически сложные установки и повышенные энергетические затраты. А вот химическая металлизация и гальванизация – это как раз те самые процессы, которые могут производиться и в личной мастерской. Рассмотрим подробно, как это делается.
Химическая металлизация поверхностей и деталей
В процессе этой работы используются химические реактивы, компрессор и краскопульт. Выполняются практически те же самые операции, что и при покраске поверхностей акриловым лаком либо эмалью. При хромировании таким способом на детали и конструкции наносится не защитная полимерная пленка, а зеркальный тонкий слой металла. Толщина его в пределах 0,075-0,25 миллиметров. Химико-физические характеристики такого покрытия сопоставимы с теми, что получаются при вакуумном напылении.
Как выполнить химическую металлизацию
1-й метод. Поверхность покрывается специальными химикатами. В результате химической реакции образуется осадок, представляющий собой прочный металлический слой. Покрытие можно делать не только из хрома, но также из серебра.
2-й метод. В процессе восстановительной химической реакции из солей образуется слой хрома. Приготовьте набор из уксусной кислоты, хлористого хромила, хлористого хрома, уксуснокислого хрома, гипософита натрия, едкого натра, фосфата хрома. При этом необходимо помнить, что эти вещества очень ядовиты и опасны для здоровья. И потому следует внимательно проштудировать учебник химии, если уж вы решили провести процесс хромирования этим методом. Но достичь высокого качества очень трудно, даже при наличии подробной инструкции. При всех существующих минусах этот метод используется для хромирования поверхностей в домашних мастерских чаще всего.
Очень удобно проводить процесс покрытия с помощью готовых пробных наборов химических препаратов для хромирования. Их предлагает компания Fusion Technologies. Удобство таких наборов заключается в том, что покрытие можно нанести на любой из перечисленных материалов: металл, керамику, дерево, стекло, пластик. Гальванических установок и специальной сложной техники не потребуется. Все, что вам нужно, это просторное помещение, дистиллированная вода, компрессор, распылитель и набор химических препаратов. Кроме этого нужно приготовить газовую горелку с баллоном газа.
Правила техники безопасности
- Устройство вентиляции в помещении мастерской. Открытием дверей и окон проблему не решить. Вмонтируйте в форточку обыкновенный кухонный вентилятор. Этого будет достаточно для любительской работы. Если же вы планируете работу в объемах частного предприятия, хромирование большого количества запчастей для автомобилей, декоративных предметов интерьера, то потребуется установка более эффективной и мощной вентиляции.
- Оборудование канализационных стоков. Работа потребует большого расхода воды для промывки деталей. Дополнительная очистка ее не нужна, так как она в химическом отношении инертна. А вот сток в канализационный канал должен быть оборудован обязательно.
- Чтобы не подвергать органы дыхания и кожу опасному воздействию реактивов, рекомендуется работать с применением защитных средств. Запаситесь респираторами, специальными защитными очками и прочным фартуком. Еще понадобится несколько пар резиновых перчаток.
При выполнении химической металлизации в личной мастерской не забывайте о строгом соблюдении технологии. Реактивы наносить на поверхность следует в указанной очередности. Затем следует нанесение тонкого слоя серебра. Этот металл безопасен в отличие от хрома и соединений. Финишный слой по характеристикам ни в чем не уступает хромированному.
Набор реактивов для металлизации состоит из модификаторов А и Б, восстановителя и активатора. В самом начале работы в указанном объеме дистиллированной воды разводятся реактивы. Пропорции строго соблюдаются. Хранить растворы следует в прохладном месте. Необходимые для работы лаки и пигменты покупать можно в том же магазине, где куплены реактивы.
Порядок выполнения работы
- Подготовка детали или конструкции. Поверхность следует тщательно очистить. Она должна быть максимально ровной. Для этого производится полировка.
- Затем выполняется процесс лакировки с использованием предназначенного для этой цели лака.
- Когда лак полностью высохнет, с помощью газовой горелки обрабатывается поверхность. Данный технологический процесс изменяет структуру лака на молекулярном уровне. Это делается с целью увеличения впитываемости и адгезии для металлизированного покрытия.
- Следом за тепловой обработкой производится распыление активатора. Быстро смывается водой лишний активатор.
- Пока поверхность еще не высохла, наносится модификатор, за ним растворитель. Реакция между ними приводит к образованию необходимого зеркального покрывающего слоя. Снова изделие промывается водой и сушится направленной струей воздуха.
- Процесс металлизации занимает около шести часов. После этого в соответствии с технологией деталь покрывается лаком. Эффект бронзы, хрома или золота достигается добавлением в лак соответствующих пигментов. Если вы решили у себя дома и собственными руками хромировать детали, заказывайте все необходимые химикаты на сайте компании. В случае необходимости специалисты окажут квалифицированную помощь, подскажут подходящие варианты установки оборудования в помещении вашей домашней мастерской.
Гальванизация
Гальванический способ – это покрытие чугунных, стальных, латунных или медных конструкций слоем хрома. Но не только металлические изделия можно подвергать хромированию способом гальванизации. Пользоваться этим способом можно и с целью хромирования также и пластмассовых, деревянных изделий. Но в этих случаях процесс будет дорогим и технологически сложным. Для прочного удержания на поверхности деталей покрытия из хрома даже металлические изделия требуют еще одного предварительного покрытия. Для этой цели используют никель, латунь либо медь.
Гальванизация требует создания гальванической установки. Кроме этого, нужен источник постоянного тока и набор реактивов. Набор этот состоит из ангидрида хрома, серной кислоты, соды кальцинированной и гидроокиси натрия.
Следует учесть, что при работе по этому методу требуется, чтобы не было перепадов силы тока. Также нужно постоянно контролировать уровень концентрации солей в электролите и строго соблюдать температурный режим довольно длительный срок (от 5 до 8 часов). Выполнение всех перечисленных условий в домашних мастерских – задача не из легких. Именно по этой причине описывать процесс гальванизации в подробностях в этом обзоре не станем.
Материалы для хромирования
Примеры наших работ
fusion-chrome.ru
Как хромировать пластик в домашних условиях. Хромирование пластика в домашних условиях
- Гостиная
- Детская
- Лестницы и крыльцо
- Окна
- Полы
- Ванная и туалет
Поиск
- Фундамент
- Дорожные покрытия
- Бетон и железобетон
- Балкон и лоджия
- Стены
icaev.ru
Химическое хромирование в домашних условиях: технология, видео
Для улучшения характеристик изделий различного назначения используют множество методов, одним из которых является химическое хромирование. Данная технология позволяет значительно улучшить как декоративные характеристики изделия, так и его механические свойства – прочность и износостойкость.
Так выглядит колпак на колесо после нанесения хромового покрытия химическим способом и последующей полировки
Суть технологии
Суть хромирования, выполняемого по любой технологии, заключается в том, что на обрабатываемую поверхность наносится слой хрома, позволяющий значительно улучшить как декоративные, так и механические свойства детали. Покрытие из хрома наделяет изделие следующими качествами:
- исключительными декоративными характеристиками;
- высокой устойчивостью к коррозии;
- жаростойкостью;
- износостойкостью;
- более технологичными электромагнитными и механическими свойствами.
Промышленная линия химического хромирования
Самыми популярными методами, при помощи которых на обрабатываемую поверхность наносится слой хрома, являются гальванический и диффузионный. В отличие от них, хромирование, выполняемое химическим способом, не требует применения специального оборудования и позволяет получать качественные, однородные и надежные покрытия даже на изделиях, отличающихся сложной формой. Химическая металлизация (в частности, хромирование) выполняется с использованием специального водного раствора, нагреваемого до определенной температуры.
Суть химического хромирования заключается в том, что хром, оседающий на обрабатываемой поверхности, восстанавливается из раствора своих солей. Такая восстановительная реакция становится возможной за счет того, что в растворе для химического хромирования содержится гипофосфит натрия. Присутствие в растворе именно данного вещества – это главное отличие химического хромирования от аналогичного процесса, выполняемого с применением электролитического раствора.
Гипофосфит натрия – бесцветные кристаллы, применяемые для химического хромирования в основном металлических изделий, иногда и пластмасс
После проведения химического хромирования готовое покрытие получается матовым, что хорошо заметно даже по видео данного процесса. Чтобы придать такому покрытию характерный хромовый блеск, изделие необходимо подвернуть последующей полировке. Между тем хромовый слой, полученный с помощью данной технологии, хотя и не отличается высокой декоративностью, если сравнивать его с диффузионными и электролитическими покрытиями, обладает более высоким качеством и надежностью. В частности, в таком покрытии содержится фосфор, который придает ему прочность и твердость.
Подготовка к процедуре
За счет своей простоты проведение химического хромирования не требует серьезных финансовых затрат. Выполнить хромирование в домашних условиях при помощи данной технологии несложно, для этого вполне достаточно внимательно изучить теоретический материал и просмотреть соответствующее видео.
Однако следует иметь в виду, что химические реактивы, используемые для хромирования по данной технологии, выделяют токсичные испарения, которые опасны для здоровья человека, поэтому следует строго соблюдать правила техники безопасности.
В процессе химического хромирования следует избегать контакта растворов с незащищенными участками тела
Выполнять такое хромирование в домашних условиях следует только в нежилых помещениях, в которых организована эффективная вентиляция. Кроме того, необходимо использовать средства личной безопасности:
- респиратор, защищающий органы дыхания;
- очки для защиты органов зрения;
- перчатки, одежду и обувь, защищающие кожные покровы;
- клеенчатый фартук.
Растворы для хромирования, выполняемого по химической технологии, а также для проведения всех вспомогательных технологических операций готовятся на основе дистиллированной воды. Реактивы, используемые при этом, должны иметь в своей маркировке букву «Ч», что свидетельствует об их химической чистоте. Посуда, в которой готовят рабочие растворы, может быть только стеклянной или эмалированной.
Реактивы для химического хромирования
Перед началом химического хромирования поверхность изделия следует подвергнуть тщательной очистке и обезжириванию. Надежность и качество хромового покрытия в большой степени определяются тщательностью выполнения данных процедур. Если обрабатываемая поверхность достаточно сильно загрязнена и на ней имеются остатки старого покрытия или следы коррозии, то ее обрабатывают при помощи пескоструйной установки или наждачной шкурки, добиваясь металлического блеска. Сформировать более надежное и качественное хромовое покрытие позволяют предварительные шлифовка и полировка изделия. После выполнения этих технологических процедур обрабатываемую поверхность обезжиривают при помощи водного раствора, включающего в свой состав такие компоненты, как:
- каустическая сода – 100–150 г/л;
- карбонат натрия – 40–50 г/л;
- жидкое стекло – 3–5 г/л.
Промывка и обезжирование деталей перед хромированием
Чтобы выполнить обезжиривание, полученную смесь подвергают нагреву до 60–100° и только после этого опускают в нее обрабатываемое изделие. В зависимости от степени загрязнения поверхности изделие держат в нагретом растворе от четверти часа до 60 минут. Чтобы улучшить сцепление хрома с обрабатываемой поверхностью, можно дополнительно выполнить ее декапирование, которое проводится в растворе соляной и серной кислот.
Следует иметь в виду, что хромовое покрытие будет держаться тем прочнее, чем чище и ровнее поверхность, на которую оно наносится.
При необходимости выполнения химического хромирования алюминия изделие из данного металла подвергают еще и цинкатной обработке, после которой его промывают. Перед химическим хромированием деталей из стального сплава на их поверхность предварительно наносится слой меди. Для этого используется водный раствор, включающий следующие компоненты:
- сульфат меди – 50 г/л;
- концентрированную серную кислоту – 5–8 г/л.
Рабочая температура такого раствора, в котором изделие выдерживается в течение нескольких секунд (5–10), должна составлять 15–25°. После выдержки в растворе для омеднения изделие промывают водой и просушивают. Если сталь после омеднения дополнительно покрыть никелевым слоем, толщина которого будет составлять порядка 1 микрометра, то хромирование, выполняемое в дальнейшем, будет более качественным.
Приготовление рабочих растворов
Растворы для химического хромирования надо готовить в следующей последовательности.
- Все используемые химические реагенты, кроме гипофосфита натрия, смешиваются или растворяются в воде.
- Полученный раствор подвергают нагреву до рабочей температуры.
- В нагретый до рабочей температуры раствор добавляют гипофосфит натрия.
Изделие, которое необходимо подвергнуть хромированию, подвешивают в подготовленном и разогретом растворе и выдерживают в нем в течение 5–8 часов. Время выдержки зависит от требуемой толщины слоя хрома. Чтобы удалить с поверхности только что нанесенного покрытия остатки химических реактивов, обработанное изделие кипятят в воде в течение получаса. Более подробно изучить процедуру химического хромирования позволяет видео на данную тему.
Изделия, на поверхность которых нанесен слой хрома, подвергают термической обработке, способствующей протеканию низкотемпературной диффузии, а значит, улучшающей адгезию нанесенного слоя с основным металлом. Выполняется термообработка при температуре 400°. В таких условиях изделие выдерживается в течение часа.
Печь для сушки и термической обработки хромированных изделий
Отдельные изделия из стали, такие как ножи, рыболовные крючки, пружины и др., после термообработки могут утратить свою твердость, поэтому их выдерживают при температуре 270–300° в течение трех часов. Термообработка после химического хромирования, с порядком осуществления которой также можно познакомиться по соответствующему видео, позволяет повысить твердость нанесенного покрытия.
Готовое хромовое покрытие после просушки изделия, на которое оно нанесено, имеет сероватый матовый налет. Чтобы придать хрому характерный блеск, поверхность детали подвергают полировке.
Химические реактивы
Для химического хромирования используют несколько основных растворов, которые делятся на кислые (pH 4–6,5) и щелочные (pH больше 6,5). Ниже приведены химические составы таких растворов.
Химический состав растворов для хромирования
И в заключение небольшое видео об оборудовании и реагентах, используемых при химическом хромировании.
Оценка статьи:
Загрузка…
Поделиться с друзьями:
met-all.org
Снятие хрома с пластика медным купоросом — Community «Кузовной Ремонт» on DRIVE2
Может кому пригодится небольшое пособие по снятию хрома с пластика.
Решил обновить вспученный хром на эмблеме железного коня.
По хорошему совету драйвовчанина Oxide, чтоб не испортить всяким соскабливанием, трением наждачкой пластик, чтоб его оставить чисто базовым и ровным -купил медный купорос(для обработки от плесени и гнили, деревян.поверхностей, деревьев) в хозяйственном магазине, 4 пачки по 100 гр и 1 кг соли, чтоб забодяжить волшебную смесь.
Плохо что в школе химию не учил и для меня этот эксперимент стал открытием, как говориться- век живи, век учись.
Обычно такая смесь применяется в травлении электронных плат, самый простой и дешевый способ, смесь в реакцию с пластмассами не вступает- не использовать железные и аллюминевые предметы!
Смешивается на 1 литр воды 4 столовые ложки медного купороса + 8 столовых ложек соли + добавил 150 мл серной кислоты(я покупал аккумуляторный электролит, он продается везде, но можно не добавлять, просто будет пленка сверху на жидкости, она ни на что не влияет, просто раствор будет чуть более грязный), подкислил, забодяжил 5 литров, все смешивал кратковременно в эмалированном ведре без сколов внутри, запрещается смешивать в железных емкостях, чтоб смесь не вступала в реакцию, в итоге должна получиться прозрачная зеленая гремучая смесь.
Сначала растворил соль в горячей воде(можно и в холодной), затем перелил в пластиковое ведро и дорастворял медный купорос +серная кислота в конце, покуда горячий раствор 80-90 град. все вылил в самодельную ванночку, положил деталь и оставил. Как говориться процесс пошел. После 90 мин. купательных процедур от хрома не осталось и следа, поверхность девственно чистая, гладкая, как кожа новорожденного младенца. Можно в холодном растворе, если деталь не большая, положил в емкость и забыл, но по времени будет чуть больше суток, кому не горит и лень заморачиваться с подогревом раствора, этот способ подойдет.
Так что елочка покуда в перворожденном(базовом) состоянии.
Что делать дальше ещё решаю, по подсказке Соклубника с драйва olmusi есть хороший метод нанесения хрома химметаллизацией, будет типо как с завода.
PS. изделие готово к новому нанесения покрытия
PS №2 Форумчанин попросил снять хром с значка фольцвагена, сняло за полдня, правда в холодном растворе и слой хрома на значке был тонкий.
PS №3 Средство для труб Крот тут не подойдет, оно только эффективно для китайского хрома
www.drive2.com
Что вы знаете о пластиковом покрытии?
Хотя нанесение гальванических покрытий чаще всего рассматривается как завершающий процесс обработки металлов, его можно с большим успехом использовать и для непроводящих материалов. В частности, нанесение покрытия на пластмассовые смолы может быть чрезвычайно эффективным в широком диапазоне промышленных применений. Нанесение металлического покрытия на пластик — это высокоточный процесс, который можно настроить в функциональных и декоративных целях. Ключевое различие между нанесением покрытия на пластик и покрытие на металлические подложки состоит в том, что первое требует более узкоспециализированной процедуры для достижения желаемого результата.
Быстрые ссылки
История нанесения покрытий на пластик | Какие типы материалов можно использовать для пластикового покрытия?
Каковы преимущества нанесения покрытия на пластик? | Основы процесса пластикового покрытия
Типы химического нанесения покрытий на пластмассы | Гальваника для дополнительной толщины
Советы по поиску и устранению неисправностей и другие советы по металлизации | Возрождение гальванических покрытий на пластмассах
Запросить ценовое предложение по пластиковому покрытию |
История нанесения покрытия на пластик
Нанесение покрытия на пластик — не новая концепция — коммерческая практика зародилась в 1960-х годах в Северной Америке и Европе.Однако сначала этот процесс не получил широкого распространения, так как было трудно добиться прочной связи между пластиковой подложкой и металлическим покрытием. В конечном итоге эта проблема была решена за счет применения травителя на основе хромовой кислоты, который использовался для обработки поверхности термопластичного полимера, известного как акрилонитрил-бутадиен-стирол (АБС). Этот процесс улучшил адгезионные свойства пластика.
Автомобильная промышленность первой начала широко применять металлизацию пластика.В 1970-х годах рост цен на топливо побудил автопроизводителей разрабатывать новые производственные процессы, которые позволили бы повысить экономию топлива для их автомобилей. Американские производители автомобилей, в частности, столкнулись с серьезной проблемой из-за меньшего импорта из Японии, который давал преимущество в виде более высокой топливной эффективности. Автомобильные компании обнаружили, что использование более легких пластиковых материалов с металлическим покрытием при производстве автомобильных запчастей, таких как решетки, эмблемы и световые лицевые панели, помогло снизить общий вес автомобиля, что привело к увеличению расхода топлива.
Поскольку технология нанесения покрытия на пластмассы продолжала совершенствоваться, другие отрасли промышленности также начали внедрять этот процесс. Приложения, которые стали популярными в 1970-1980-х годах, включали:
- сантехника
- пуговицы на одежду
- ручки управления на электронных устройствах
- широкий ассортимент товаров для дома
Какие типы материалов можно использовать для пластиковых покрытий?
В то время как АБС все еще используется примерно в 90 процентах пластмасс для нанесения покрытий, другие пластмассовые смолы могут быть эффективно нанесены.Эти смолы включают:
- Фенольный
- Формальдегид мочевины
- Полиэфирсульфон
- Полиацеталь
- Диаллилфталат
- Полиэфиримид
- тефлон
- Полиарилэфир
- Поликарбонат
- Полифениленоксид (модифицированный)
- Минерально-усиленный нейлон (MRN)
- полисульфон
Пластмассы, которые не известны своей пластичностью, выделяются семейством полиэфирных смол Valox (PBT) с соответствующими характеристиками, которое включает полиэтилен, полиэстер и ПВХ.Есть пластмассы, на которые можно наносить покрытие только в смешанной форме. К ним относятся члены семейства Noryl, такие как уретан, ксеной и ксилекс, а также нейлоновые полимеры, такие как полипропилен, PEEK и PPS. Как показывает практика, чем выше химическая стойкость смолы, тем сложнее ее покрыть.
Что касается типов металлов, то меднение пластика — обычная промышленная практика, особенно в тех случаях, когда требуется электрическая проводимость. Другие металлы, которые можно наносить на пластик, включают хром, золото, серебро и никель.В некоторых случаях может быть нанесено несколько слоев различных металлов.
Каковы преимущества нанесения покрытия на пластик?
Эстетика — важное преимущество добавления металла на пластиковую основу. Например, покрытие из металла, такого как золото или серебро, может значительно улучшить внешний вид простой пластиковой поверхности. Он также может добавить оттенок цвета. Он может повысить устойчивость основания к коррозии и в некоторых случаях даже упрочнить пластик.
Кроме того, металлическое покрытие может повысить устойчивость к определенным типам химикатов, которые могут использоваться в различных производственных процессах или могут присутствовать в окружающей среде.
Основы процесса нанесения пластикового покрытия
Перед тем, как собственно процесс нанесения покрытия может начаться, необходимо сначала отформовать пластмассовую деталь и сделать ее пригодной для нанесения покрытия. Правильная формовка снизит нагрузку на деталь и устранит дефекты поверхности, которые могут снизить общее качество. Формованная деталь должна соответствовать определенным параметрам, касающимся полировки, высыхания смолы и надлежащей температуры плавления.
Поскольку пластик, очевидно, неметаллический по составу, необходимо «металлизировать» пластиковую основу перед нанесением гальванического покрытия, чтобы улучшить ее адгезионные свойства.Это достигается с помощью химического нанесения покрытия, которое представляет собой процесс осаждения металла на поверхность подложки без подачи электрического тока в ванну для нанесения покрытия. Этапы процесса химического нанесения покрытия могут варьироваться, но обычно включают в себя некоторые из следующих:
- Очистка — Поверхность подложки необходимо тщательно очистить от отпечатков пальцев, грязи и другого мусора. В большинстве случаев достаточно мягкого щелочного очистителя, хотя в некоторых случаях может потребоваться тщательное смачивание раствором хромовой кислоты.
- Предварительное погружение — Предварительное погружение пластмассовых деталей в растворитель перед травлением может улучшить поверхность плохо отформованных, сильно нагруженных деталей. Он также может разбухать на поверхности трудно поддающихся травлению деталей, что облегчает проникновение травителя и его воздействие на поверхность.
- Травление — Травления обычно состоят из растворов триоксида хрома или серной кислоты, которые увеличивают поверхность подложки, облегчая впитывание жидкости деталями. При травлении также образуются микроскопические отверстия, которые облегчают сцепление с наплавленным металлом.Доступны травители с хромовой кислотой, которые обеспечивают низкую концентрацию кислоты, необходимую для эффективного гальванического нанесения на пластик.
- Кондиционирование — Дополнительный этап, который может произойти после травления, — это нанесение кондиционера на основу. Это может способствовать более равномерному всасыванию на стадии активации. Кондиционеры обычно используются с некоторыми пластиковыми подложками, такими как поликарбонат и полипропилен.
- Нейтрализация — После травления деталь следует тщательно промыть, чтобы удалить излишки кислоты или других посторонних материалов.Применение нейтрализатора дополнительно гарантирует полное удаление излишков травителя. Нейтрализатором может быть бисульфит натрия или аналогичный продукт, предназначенный для удаления травителей.
- Предварительная активация — Предварительная активация — это продукт, который разработан для облегчения абсорбции на последующем этапе активации. Преактиваторы хорошо работают со смолами, такими как полипропилен и оксид полифенилена. С осторожностью следует использовать преактиватор, если также используется кондиционер, так как это может привести к чрезмерному кондиционированию поверхности основания.
- Активация — Следующий шаг включает введение жидкого активатора из благородных металлов с низкой концентрацией, который служит катализатором во время нанесения покрытия, обеспечивая при этом дополнительное преимущество в виде значительного снижения затрат на перетягивание. Типичные металлы, содержащиеся в активаторах, включают палладий, платину и золото.
- Accelerating — Ускоритель используется для удаления излишка гидроксида двухвалентного олова из детали, что позволяет активатору эффективно выполнять свою роль катализатора.Ускорители также могут предотвратить появление пропуска металлизации.
- Погружение в ванну — Следующим шагом после ополаскивания пластиковых деталей является их помещение в ванну для химического восстановления для нанесения тонкого металлического покрытия. В большинстве случаев предпочтительным металлом является никель, хотя в некоторых случаях производится меднение пластика. Никеля обычно достаточно для того, чтобы сделать поверхность пластика проводящей. Однако медь иногда выбирают для автомобильных деталей, потому что она менее устойчива к образованию пузырей.
Типы химического нанесения покрытий на пластмассы
Химическое нанесение покрытий на пластик можно разделить на две категории: сплошное покрытие и избирательное покрытие. В первом случае металл осаждается по всей поверхности пластиковой подложки толщиной от 40 микродюймов (1 мкм) до 2000 микродюймов или 0,002 дюйма (50 мкм). Сплошное покрытие считается наиболее экономичным способом нанесения покрытия на пластик.
Селективное покрытие включает нанесение металла на определенные поверхности пластмассовой детали или компонента, а не на весь объект.Детали никогда не подвергаются воздействию агрессивных химикатов, что предотвращает нежелательные изменения цвета или текстуры. Селективное покрытие может достигать уровня толщины от 40 микродюймов (1 мкм) до 400 микродюймов или 0,0004 дюйма (10 мкм). Более точный характер процесса селективного покрытия обычно делает его более дорогим, чем сплошное покрытие.
Гальваника для дополнительной толщины
Гальваническое покрытие может применяться само по себе или для создания нижележащего слоя для гальванического покрытия.Гальваника пластика желательна, когда требуется дополнительная толщина. Путем подачи электрического тока в гальваническую ванну скорость осаждения может быть увеличена до 10 раз.
Поскольку могут быть достигнуты более высокие уровни толщины, нанесение гальванического покрытия на пластик обычно обеспечивает большую коррозионную стойкость, повышенную долговечность и улучшенную защиту от истирания, чем нанесение покрытия только химическим способом. Таким образом, гальваника обычно является предпочтительным выбором для тяжелых промышленных и военных приложений.Он также может обеспечить более яркую поверхность, что делает гальванику более подходящей для декоративных применений.
Одним из недостатков нанесения гальванического покрытия на пластик является то, что оно обычно дороже, чем нанесение химического покрытия. Также труднее добиться однородной толщины на основе, поскольку толщина имеет тенденцию нарастать быстрее на краях, чем на поверхности. Любая подложка, содержащая глубокие углубления в поверхности, не является хорошим кандидатом для гальваники, поскольку раствор для гальваники может легко попасть в ловушку.
Советы по поиску и устранению неисправностей и другие советы по нанесению покрытий
Процесс нанесения покрытия на пластик может быть сложным, и существует множество ошибок, которые могут привести к нежелательному результату. Вот несколько советов по устранению неполадок, которые помогут избежать ошибок на каждом этапе:
Недостаточная адгезия — Плохая адгезия на этапе травления обычно является результатом слишком высокой концентрации хрома. Это можно исправить, изменив химию травителя.
Чрезмерно блестящие детали после травления — Если после травления детали стали ярче, чем хотелось бы, это обычно означает, что процесс травления не происходил в течение достаточно длительного времени и его необходимо продлить.
Деформированные детали — Когда детали деформируются во время травления, это означает, что температура была слишком высокой и / или было слишком большое напряжение на стойке.
Раствор хрома капает с детали — Другая распространенная проблема заключается в том, что детали могут капать при снятии с нейтрализатора. Если ванна нейтрализатора имеет оранжевый цвет, это обычно указывает на то, что ванна израсходована и ее следует заменить свежим раствором.
Серебряный блеск на поверхности ванны активатора — Присутствие серебряного блеска указывает на то, что уровень ионов двухвалентного олова низкий и его необходимо пополнить.
Шероховатость на деталях после ванны с активатором — Неровные края деталей могут быть признаком того, что твердые частицы попали в ванну, что потребует дополнительной фильтрации раствора ванны. Это также может означать, что уровень олова слишком низкий и его необходимо поднять.
Нет металлизации на краях детали — В некоторых случаях поверхность детали покрывается надлежащим образом, но не края. Это часто является признаком чрезмерного ускорения или ускорения, возникающего при слишком высокой температуре.Это можно исправить, проверив химический состав ускорителя или снизив температуру разгона.
Большие области, которые не покрываются пластиной — Если большие части деталей не покрыты металлическим покрытием, это часто указывает на недостаточное ускорение или слишком низкую температуру ускорителя. Эту проблему может решить повышение температуры или перемешивание раствора.
Сверхактивная ванна с химическим восстановлением никеля — Сверхактивная ванна с химическим никелем может иметь ряд причин, хотя часто причиной является слишком высокая температура.Попробуйте снизить температуру во время нанесения покрытия и еще раз проверьте химический состав ванны.
Вялотекущая ванна для химического восстановления никеля — Вялотекущая ванна для химического восстановления никеля часто указывает на то, что температура слишком низкая или уровень pH не находится в желаемом диапазоне. Это можно исправить, повысив температуру ванны или изменив химический состав ванны.
Медная ванна с медным химическим восстановлением с темными пятнами — Медленная медная ванна с большими темными участками может быть признаком слишком низкого содержания меди или недостаточной температуры ванны.Повторная проверка химического состава ванны и повышение температуры ванны — это два шага по устранению неполадок, которые могут решить проблему.
Возрождение гальванических покрытий на пластмассах
Гальваника пластмасс была чрезвычайно популярна в 1970-х и 1980-х годах. Однако изменение вкусов потребителей, начавшееся в 1990-х годах и продолжавшееся в начале 21 века, привело к снижению спроса на изделия из пластика с металлическим покрытием. Это изменение оказало значительное влияние, в частности, на автомобильную промышленность, поскольку владельцы транспортных средств в Северной Америке и Европе стали менее очарованы яркой отделкой и блестящей металлической отделкой автомобильных деталей.
Интересно, что спрос на покрытие пластика, похоже, полностью замкнулся. Потребители в США и ЕС. в очередной раз желаем приобрести автомобили с ярким хромированием. Заботы об окружающей среде привели к увеличению производства более легких и аэродинамических автомобилей. Также возобновился спрос на изделия из пластика с металлическим покрытием в других отраслях, таких как производство сантехники, электротехники и электроники.
Компания Sharretts Plating: компания по производству пластиковых покрытий с полным спектром услуг
В SPC наш обширный опыт включает нанесение покрытий на различные типы пластиковых смол.Мы можем нанести никелирование и меднение на пластик для компаний из самых разных отраслей, включая автомобилестроение, бытовую электронику, производство одежды и т. Д. Имея девятидесятилетний опыт отделки металлов, мы можем разработать индивидуальный процесс нанесения пластикового покрытия, отвечающий требованиям вашей компании.
Чтобы узнать больше о нашем процессе гальваники пластмасс, нажмите здесь. Вы также можете связаться с нашей компанией по пластиковому покрытию для получения дополнительной информации и получения бесплатного ценового предложения на наши услуги.
* Обратите внимание, что Sharretts Plating не покрывается хромом. Этот контент предназначен только для образовательных целей.
Покрытие пластмасс | Процесс гальваники пластмасс
Гальваника на пластик по SPC
Включает ли ваша производственная деятельность изделия из пластмасс, таких как АБС, полипропилен, тефлон или поликарбонат? Нужно ли придать этим материалам способность проводить электричество? Эффективное решение — «металлизировать» эти материалы путем нанесения металлического покрытия с помощью процесса, известного как гальваника на пластик.Компания Sharretts Plating Company способна обеспечить рентабельное покрытие пластмасс, отвечающее вашим требованиям. Металлическое покрытие пластиком — одна из многих наших специализаций в области обработки металлов.
Гальваника на пластмассовые детали
Гальваника, процесс «гальванического осаждения» растворенных ионов одного металла на поверхность другого металла, была популярной технологией производства более двух столетий. Производители в самых разных отраслях промышленности используют гальваническое покрытие для таких целей, как защита от коррозии и износа, повышение твердости поверхности, повышение электропроводности и даже улучшение внешнего вида детали или компонента.
Хотя гальваническое покрытие обычно рассматривается как технология производства «металл по металлу», возможно гальваническое осаждение металлов и на другие неметаллические объекты. Нанесение металлического покрытия на пластик в настоящее время является широко распространенной промышленной практикой, которая предлагает ряд важных преимуществ для производителей во всем мире.
Отслеживание развития покрытия на пластике
Пластиковые покрытия впервые получили широкое распространение в автомобильной промышленности в 1960-х годах и до сих пор часто используются в этой отрасли.Инновационное покрытие пластиковых изделий включает покрытие модных предметов, таких как обувь, а также бытовой электроники, включая чехлы для ноутбуков и сотовые телефоны.
Первый коммерческий процесс металлизации пластмасс был разработан в начале 1960-х годов, в основном для использования в автомобильной промышленности. Производители автомобилей искали способы сделать свои автомобили более экономичными, что привело к более широкому использованию легких пластиковых деталей и компонентов. Гальваника служила целью «металлизации» этих деталей, чтобы придать им сияющий вид, который нравился большинству покупателей автомобилей той эпохи.Ключевым достижением стала разработка надежного химического процесса подготовки поверхности акрилонитрилбутадиенстирола (АБС), термопластичного полимера, который обеспечивает прочность и ударопрочность, необходимые для применения в автомобилестроении. Новый процесс обеспечил достаточную адгезию между подложкой из АБС и металлическим покрытием.
Посмотрите видео, чтобы узнать больше о гальванике на пластике
Упадок и возрождение процесса пластикового покрытия
Использование пластикового покрытия продолжало расти в течение 1960-х и вплоть до 1970-х годов, когда такие отрасли, как сантехника и электроника, начали открывать для себя множество преимуществ включения пластикового покрытия в свои методы производства.Однако изменения в автомобильной промышленности, в первую очередь сокращение спроса на яркую отделку внутренних и внешних деталей и компонентов, привели к сокращению использования пластикового покрытия, которое сохранялось вплоть до 1990-х годов.
В последние годы наблюдается возрождение спроса на покрытие пластмасс во многих отраслях промышленности, особенно на рынках Северной Америки и Европы. Это можно объяснить возобновившимся стремлением к яркой отделке салона среди покупателей автомобилей и других товаров.Кроме того, повышение качества и соблюдение экологических требований сделали процесс нанесения пластикового покрытия более жизнеспособным, чем раньше.
Мы усовершенствовали революционную технику ЭЛЕКТРОПЛОСКАНИЯ пластмассы
Хотя пластик сам по себе не является естественно проводящим материалом, нанесение гальванических покрытий на пластик все же возможно. В отличие от металлических предметов или деталей, пластмассовые материалы нельзя погружать в ванну и покрывать. Вместо этого требуется более специализированная техника нанесения покрытия.В SPC мы использовали наш девятидесятилетний опыт в области гальваники, чтобы разработать инновационный процесс гальваники на пластик, который является лучшим в отрасли.
Процесс нанесения гальванического покрытия на пластик
Перед нанесением покрытия на пластик необходима специальная подготовка. Материал сначала протравливают в растворе на основе хромовой кислоты для улучшения его адгезионных свойств. Любой образующийся избыток хромовой кислоты необходимо нейтрализовать. Затем на материал наносится раствор, состоящий из солей палладия и олова.Затем поверхность материала покрывается никелем или медью из раствора для химического нанесения покрытия. Раствор солей палладия и олова служит катализатором в сочетании с никелем или медью. Теперь материал готов к нанесению гальванического покрытия с использованием стандартной технологии нанесения покрытия. Узнайте больше о нашем промышленном применении гальваники здесь.
Другой вариант — нанести токопроводящую краску на пластиковую поверхность до начала процесса гальваники.
Каковы преимущества покрытия из пластика?
Растущая популярность использования пластмасс и пластиковых композитов в широком спектре производственных процессов также привела к увеличению спроса на покрытие пластмасс.Покрытие пластика металлической поверхностью улучшает внешний вид материала и создает впечатление более высокого качества. В результате его часто выбирают, когда требуется очень декоративный вид.
Кроме того, покрытие пластика может быть эффективным средством защиты подложки от сил коррозии и повышения ее устойчивости к повреждениям химическими веществами, используемыми в производственном процессе. В некоторых случаях покрытие из пластика может повысить прочность и износостойкость подложки.
Как мы видели в автомобильной промышленности, важным преимуществом нанесения покрытия на пластик является то, что он может значительно улучшить внешний вид подложки. Большинство промышленных пластмасс имеют тусклый оттенок. Раскрашивание пластика может сделать его более привлекательным, но все же не даст того яркого, блестящего внешнего вида, которого желают многие владельцы продуктов. Хотя хромирование уже давно является популярной техникой в автомобильной промышленности, потенциальная опасность для здоровья, связанная с процессом шестивалентного хромирования, побудила многих поставщиков отделки металлов использовать более безопасные альтернативы, особенно никелирование.
Гальваника может также придать непроводящей пластиковой поверхности способность проводить электричество — свойство, которое неоценимо для производителей электронных деталей и компонентов, используемых в автомобилях, самолетах и множестве других продуктов. Металлическое покрытие также может отражать потенциально опасный свет от поверхности пластиковой подложки и служить защитным барьером от вредных газов и коррозии. Кроме того, металлизация может помочь контролировать рассеяние энергии.
Какие типы пластиковых материалов можно успешно гальванизировать?
Хотя первоначальный успех в нанесении покрытия на пластик был достигнут с помощью АБС — на самом деле, АБС по-прежнему составляет примерно 90 процентов всех применений для металлизации пластмасс, — были разработаны эффективные методы нанесения покрытия на широкий спектр пластиковых материалов. Многие из этих материалов классифицируются как термопласты, что означает, что они становятся пластичными при нагревании выше определенной температуры, а затем затвердевают при охлаждении.Примеры пластиков, которые поддаются гальванике, включают:
- Тефлон: Торговая марка политетрафторэтилена (ПТФЭ), разработанная компанией DuPont в основном для производства посуды с антипригарным покрытием.
- Фенол: Ламинированный пластик, используемый для производства широкого спектра формованных пластмассовых изделий.
- Поликарбонат: Общее название группы прочных, долговечных термопластичных полимеров, обычно используемых в различных автомобильных, аэрокосмических, хранилищах данных и строительстве.
- Полисульфон: Группа термопластичных полимеров, известных своей прочностью, прозрачностью и высокими рабочими температурами. Полисульфоны часто используются в качестве антипиренов, фильтрующих материалов и диэлектриков в конденсаторах.
- Полиоксиметилен (полиацеталь): Этот технический термопласт обычно используется в высокопроизводительных инженерных приложениях для деталей и компонентов, требующих низкого трения, высокой жесткости и превосходной стабильности размеров.
Какие типы пластика нельзя покрыть успешно
Есть определенные типы пластмасс, которые не известны своей способностью наноситься с большим успехом, например, семейство продуктов Valox. Есть и другие виды пластика, на которые можно наносить покрытие только в смешанной форме. В SPC мы обладаем опытом для определения «пластичности» пластмасс, используемых в вашей производственной операции, а также лучшего металла, необходимого для достижения ваших целей.
Какие металлы лучше всего наносить на пластиковые подложки?
Покрытие пластмасс можно наносить различными металлами. Медь — очевидный выбор, когда необходимо повысить электропроводность подложки. Пластик с золотым или серебряным покрытием также может быть использован для придания эстетической привлекательности пластиковому изделию. Никелирование пластика также является широко распространенной практикой в отрасли отделки металлов.
На пластик можно наклеивать различные металлы, в том числе:
- Золото: Позолота пластиковых деталей улучшит их внешний вид.Золото также предлагает ряд дополнительных преимуществ. Золото обеспечивает защиту от коррозии и является таким хорошим проводником электричества, что его часто используют для создания проводящего покрытия на электронных деталях и компонентах. Кроме того, прекрасные теплозащитные свойства золота делают его пригодным для использования при высоких температурах.
- Никель: Благодаря блестящему металлическому виду никель может служить подходящим — и менее токсичным — заменителем хрома при покрытии пластиковых автомобильных деталей.Никель также обеспечивает защиту от коррозии и износа. Легирование никеля другими металлами, такими как олово и вольфрам, может повысить твердость никелевого покрытия и повысить его устойчивость к коррозии и износу.
- Медь: Медь, пожалуй, наиболее известна своей превосходной электропроводностью, поэтому меднение является популярным выбором для металлизации непроводящих металлических поверхностей. Меднение также можно использовать в качестве тепловой защиты для маскировки.Основным преимуществом меднения является его относительно низкая стоимость, особенно по сравнению с драгоценными металлами, такими как золото и серебро.
- Хром: Несмотря на то, что шестивалентный хром является известным канцерогеном и внесен в список опасных загрязнителей воздуха Агентством по охране окружающей среды США, многие цеха отделки металлов по-прежнему используют хром для автомобильных применений. Хром обеспечивает гладкую поверхность, хорошую коррозионную стойкость и эстетичный вид. Однако процесс хромирования очень сложен и может состоять из 30 этапов.Платеры, которые используют хром для нанесения пластика на пластик, также должны соблюдать строгие правила EPA. * Обратите внимание, что покрытие Sharretts Plating не покрывается хромом. Этот контент предназначен только для образовательных целей.
Во многих случаях нанесения пластикового покрытия необходимо нанести грунтовочный слой на пластиковую основу перед нанесением гальванического покрытия, чтобы увеличить толщину и улучшить адгезию покрытия. Процесс, известный как химическое нанесение покрытия, обычно используется для выполнения этой задачи.Гальваническое покрытие отличается от гальваники тем, что для нанесения покрытия не используется электрический ток. Вместо этого осаждение происходит в результате автокаталитической химической реакции. Никель и медь — два наиболее часто используемых металла для химического нанесения покрытия, хотя также были разработаны методы для золота и олова.
Проблемы нанесения покрытия на пластик
Проблема, связанная с нанесением покрытия на пластиковую основу, заключается в том, что пластик не проводит электричество. Следовательно, электрически заряженные ионы металла, создаваемые постоянным током во время процесса нанесения покрытия, не будут прилипать к поверхности пластмассовой заготовки.Следовательно, необходимо подготовить поверхность путем нанесения проводящей пленки перед выполнением традиционного процесса гальваники.
Есть несколько методов, которые используют финишеры для подготовки и активации пластиковых поверхностей для гальваники:
- Травление: процесс травления был разработан в 1960-х годах для улучшения адгезии при нанесении покрытия на акрилонитрилбутадиенстирол (АБС), полимер, который используется в производстве различных автомобильных товаров, медицинских устройств, электронных узлов, а также бытовых и потребительских товаров. .Травление влечет за собой нанесение раствора на основе хромовой кислоты для удаления бутадиенового компонента из смолы, что облегчает сцепление с металлическим покрытием.
- Гальваническое покрытие: Гальваническое покрытие — это альтернативный вид покрытия, в котором для нанесения покрытия используется автокаталитическая химическая реакция, а не электричество. Никель и медь — это материалы, которые обычно служат основным металлом для процесса гальваники. Этот метод также обеспечивает равномерное покрытие и позволяет гальванику более эффективно контролировать толщину покрытия.
- Коронный разряд: Коронный разряд — это физический процесс, при котором генерируется ионизированный воздух, который реагирует с пластиковой поверхностью с образованием свободных радикалов. Радикалы впоследствии вступают в реакцию с кислородом атмосферы, увеличивая поверхностную энергию пластиковых подложек и способствуя связыванию.
- Обработка пламенем: Метод обработки пламенем вводит пластиковую поверхность в газовое пламя, что приводит к окислению и увеличению поверхностной энергии. Этот метод следует применять с особой осторожностью — подвергание основания воздействию пламени более нескольких секунд вызовет коробление.
- Плазменная обработка: Плазменная обработка выполняется под частичным вакуумом. Они влекут за собой активацию газовой плазмы, которая производит «возбужденные частицы», которые вступают в реакцию с поверхностью подложки. Этот метод обычно обеспечивает лучшую стабильность поверхности, чем другие процессы химической или физической обработки.
Обзор процесса пластикового покрытия
Процесс нанесения покрытия на пластик несколько отличается от традиционного гальванического покрытия. Перед нанесением металлического покрытия необходимо выполнить ряд дополнительных шагов.Важно тщательно очистить поверхность основания от грязи и мусора, которые могут отрицательно повлиять на адгезию покрытия. Следующим этапом является травление пластиковой основы в растворе хромовой кислоты для улучшения адгезии, а затем нейтрализация любого избытка хромовой кислоты.
После этого необходимо активировать поверхность подложки раствором солей палладия и олова с последующим нанесением химического никелевого или медного покрытия. На этом этапе можно нанести металлическое покрытие, используя стандартные методы гальваники.
Из-за сложности нанесения покрытия на пластик необходимо внимательно следить за процессом и при необходимости выполнять действия по поиску и устранению неисправностей. Общие проблемы включают:
- Слишком высокая концентрация хромовой кислоты во время травления, что может привести к недостаточной адгезии.
- Слишком высокая температура гальванической ванны, которая может вызвать деформацию пластмассовой детали.
- Неадекватное покрытие краев детали, что может быть признаком того, что температура ускорителя, используемого для удаления избытка гидроксида двухвалентного олова, слишком высока.
- Чрезмерно блестящие детали после травления, обычно вызванные слишком коротким процессом травления.
Специальные области применения пластикового покрытия
По данным Global Market Insights, автомобильная промышленность по-прежнему является преобладающим пользователем пластика для нанесения покрытий (79,2%), за ней следуют бытовая арматура (сантехника; 9,9%) и электрика / электроника (7,7%). Давайте рассмотрим некоторые из наиболее распространенных применений пластикового покрытия в каждой из этих отраслей.
Автомобильная промышленность
Global Market Insights показывает, что полимеры в настоящее время составляют примерно 15-20 процентов от общего веса внутренних и внешних деталей автомобилей. Пластиковые детали не только имеют меньший вес, но и обеспечивают дополнительную гибкость конструкции. Возможность формовать и изгибать пластик практически любой формы дает инженерам более широкий спектр возможностей для разработки стилей автомобилей, которые отличают продукцию их компании от продукции конкурентов. Производители оригинальных запчастей и запчастей также широко используют пластиковое покрытие.
Как уже упоминалось, в настоящее время никелирование широко используется для придания глянцевого хромового покрытия разнообразным пластиковым деталям автомобилей. По данным Института развития никеля, никелирование пластмасс в автомобильной промышленности чаще всего применяется в декоративных целях для улучшения внешнего вида внутренних и внешних деталей, таких как решетки, колеса, световые лицевые панели, эмблемы, ручки переключения передач, дверные ручки и т. Д. бамперы. В некоторых случаях вместо чистого никеля используется хромоникелевый сплав.
Гальваническое покрытие никелем и химическое никелирование также может обеспечить функциональные преимущества для производителей автомобилей. Никелевое покрытие может повысить коррозионную стойкость и износостойкость некоторых пластмассовых деталей, а также повысить смазывающую способность, то есть способность уменьшать износ в результате трения.
Электроника
Институт развития никеля заявляет, что применение в электротехнике составляет лишь небольшую часть рынка гальванических покрытий на пластмассах.Однако процесс пластикового покрытия играет решающую роль во многих производственных процессах электротехники и электроники. Что касается декоративных применений, никель и хромоникелевое покрытие используются для улучшения внешнего вида пластиковой отделки компьютеров и мобильных телефонов, а также различных ручек управления, переключателей и кнопок на широком спектре бытовой электроники и электроприборов.
С точки зрения функциональности, гальваническое покрытие используется для придания электропроводности непроводящим пластиковым поверхностям.Кроме того, гальваническое покрытие обеспечивает эффективное покрытие электрических деталей, с которыми часто приходится обращаться или которые подвергаются воздействию условий окружающей среды, которые могут вызвать преждевременный износ. Развитие термостойких пластиков привело к необходимости никелирования соединительных блоков, чтобы обеспечить возможность прямой пайки на их поверхности. Кроме того, гальваника может играть ключевую роль в производстве схемотехнических систем с соединительными путями.
Сантехника
Использование пластиковых сантехнических приборов в качестве легкой и недорогой альтернативы латуни создало спрос на эффективные методы нанесения покрытия на пластик.В то время как первые пластиковые сантехнические устройства обычно изготавливались из цветного пластика, спрос на более яркие и блестящие кухни и ванные комнаты помог проложить путь к использованию изделий из пластика с металлическим покрытием в качестве более жизнеспособной альтернативы. Пластиковые сантехнические изделия обеспечивают дополнительные возможности дизайна и большую гибкость по сравнению с латунными изделиями, а также обладают гигиеническими преимуществами. Качество пластиковой сантехники также продолжает улучшаться.
В то время как никелированная сантехника может обеспечить желаемый эстетический вид для многих домовладельцев, нанесение золотой отделки поверх никелевого покрытия может удовлетворить потребности тех, кто хочет более элегантный и высококлассный вид для своих ванных комнат и кухонь.
Другие приложения
- Термостойкие изделия: пластиковые детали, подвергающиеся воздействию чрезвычайно высоких температур во время производства или конечного использования, могут быть уязвимы для теплового повреждения. Металлическое покрытие может действовать как тепловой экран, сводящий к минимуму риск.
- Изделия для радиопередачи: покрытие пластиковых антенн, радиочастотных фильтров или волноводов защитит их предметы при воздействии элементов и облегчит передачу радиосигналов.
- Гигиенические продукты: покрытие из пластика обеспечивает санитарные качества, которые необходимы для продуктов, требующих чистоты и гигиены — пластиковая поверхность с металлическим покрытием способствует более легкой и эффективной очистке.Примеры продуктов, которые подходят для этого применения, включают душевую арматуру, аксессуары для кухни и ванной комнаты, а также смесители для умывальника.
- Товары для дома: Часто можно встретить гальванический металл на ручках и элементах управления, установленных на различных бытовых и электронных устройствах. Использование пластика с металлическим покрытием дешевле, чем изготовление цельнометаллических ручек, что позволяет производителям предлагать свои товары по более конкурентоспособным ценам.
- Одежда: если вы когда-либо покупали одежду с пуговицами, выглядящими как металлик, велика вероятность, что она сделана из пластика с металлическим покрытием.
- Крышки для бутылок: во Франции некоторые производители парфюмерии в настоящее время используют пластиковые крышки для бутылок с металлическим покрытием, чтобы сделать свою упаковку более привлекательной для потенциальных покупателей. Металлический внешний вид добавляет нотку элегантности, которая выделяет бутылку на полке магазина.
- Барная арматура: в Великобритании металлизированный пластик теперь является стандартным компонентом барной арматуры и устройств для розлива напитков.
Последние разработки в области пластиковых покрытий
Нанесение покрытия на пластик все еще находится в стадии разработки, и новые методы продолжают развиваться.Одной из последних разработок является двухслойная никелевая система с полублестящим никелевым покрытием под блестящим верхним слоем никеля, что обеспечивает значительно улучшенную защиту от коррозии. Еще одно ключевое нововведение — это микродисперсная система хрома, повышающая коррозионную стойкость никелево-хромовых отложений. Использование этих двух методов в тандеме обеспечивает превосходную защиту от коррозии в экстремальных условиях.
Огромные успехи были также достигнуты в разработке пластиковых смол, которые используются вместе с гальваникой.Состав различных смесей АБС и поликарбоната позволил получить более прочные пластмассовые материалы, которые также обладают отличной пластичностью после нанесения покрытия. Последняя характеристика особенно важна в автомобильной промышленности с точки зрения облегчения восстановления пластика после удара.
Компания Sharretts Plating: лучший выбор для ваших потребностей в пластиковом покрытии
Из-за множества проблем, связанных с нанесением покрытия на пластик, важно выбрать компанию по отделке металлов с большим опытом работы в этой узкоспециализированной области.SPC является ведущим новатором в области отделки металлов с 1925 года. За эти годы мы разработали и усовершенствовали ряд методов, которые помогли задать тон всей отрасли. Это включает в себя революционный процесс пластикового покрытия, который можно адаптировать для таких отраслей, как автомобилестроение, сантехника и электроника. Мы также можем адаптировать процесс к вашим уникальным требованиям к покрытию.
Свяжитесь с нами, чтобы узнать больше о пластиковом покрытии
Sharretts Plating Company — инновационная компания по нанесению покрытий на пластик, которая может помочь вашему бизнесу со всеми его гальваническими покрытиями на пластмассовые нужды.В наши возможности входит широкий спектр услуг по пластиковому покрытию. У нас также есть опыт, чтобы помочь вам выбрать наиболее подходящую услугу по пластиковому покрытию для ваших нужд. Свяжитесь с нами сегодня, чтобы узнать больше о том, что наши процессы нанесения покрытия могут сделать для вас! Мы также можем предоставить бесплатное ценовое предложение на наши услуги по нанесению покрытий из пластика.
Не стесняйтесь обращаться в SPC, если вы хотите узнать больше о преимуществах нанесения покрытия на пластик, а также о нашем передовом процессе нанесения покрытия на пластик.Мы можем запланировать консультацию на месте, чтобы лучше понять уникальные требования вашей компании к отделке металла. Мы также будем рады предоставить без каких-либо обязательств ценовое предложение на любую из наших услуг по отделке металла премиум-класса.
Примечание: Мы не занимаемся косметической или декоративной отделкой.
Дополнительные ресурсы:
Покрытие из АБС-пластика | Гальваника на пластмассах
Покрытие на АБС-пластик
Акрилонитрил-бутадиен-стирол (ABS), технический пластик, часто используемый в 3D-печати, имеет бутадиен, равномерно распределенный по акрилонитрил-стиролу.Его предпочитают для нескольких проектов из-за его многих желаемых качеств, но некоторые недостатки, присущие его составу, также делают его обычным кандидатом на покрытие.
Запросить цену
Если вы используете АБС-пластик в 3D-печати и промышленных приложениях и хотите покрыть детали покрытием для повышения их функциональности и прочности, не ищите ничего, кроме SPC. Мы можем использовать химическое или гальваническое покрытие, чтобы убедиться, что вы получите нужные детали с характеристиками, которые лучше всего соответствуют вашим требованиям.Независимо от вашего бюджета, предпочтительного материала покрытия или предполагаемого применения, партнерство с SPC для нанесения покрытия на АБС-пластик — верный призыв к рентабельным и высококачественным результатам.
Свойства АБС-пластика и причины нанесения покрытия
АБС-пластик обладает характеристиками, которые делают его идеальным для ряда промышленных применений. Его качества включают превосходную стабильность размеров, обрабатываемость, прочность, долговечность, доступность и химическую стойкость.Однако когда дело доходит до механической прочности, у АБС проявляются внутренние недостатки. Он также очень уязвим к условиям окружающей среды. Он легко раздражается и не ведет себя.
Многие люди выбирают покрытие своих деталей из АБС-пластика, потому что оно улучшает:
- Прочность
- Структурная целостность
- Термическое сопротивление
- Эстетичность
- Коррозионная стойкость
- Прочность и стойкость к истиранию
Покрытие придает металлические свойства любому материалу АБС.Этот пластик известен как лучший вариант пластика для гальваники, поскольку профессионалы могут нанести прочную металлическую отделку с помощью предварительной химической обработки без механического истирания. Для создания конечного продукта на АБС могут применяться различные методы покрытия.
Лучшие металлы для покрытия АБС-пластмасс
Выбрав SPC, вы также сможете решить, какой металл или сплав наносится на ваши детали из АБС-пластика и какой процесс вам нужен. Мы предлагаем несколько вариантов, и некоторые из самых популярных металлов, которые мы часто наносим на пластик, включают:
- Медь: Медь, известная своей превосходной электропроводностью, является очень популярным выбором для металлизации непроводящих поверхностей.Он имеет невысокую стоимость по сравнению с серебром, золотом и другими драгоценными металлами. Его также можно использовать в качестве тепловой защиты для маскировки.
- Золото: Помимо улучшения внешнего вида различных компонентов, золото предлагает такие функциональные преимущества, как коррозионная стойкость, электрическая проводимость и теплозащитные свойства, которые сделают деталь из АБС-пластика более функциональной в высокотемпературных применениях.
- Никель: Никель имеет металлический блестящий вид и обеспечивает устойчивость к износу и коррозии.Никелевые сплавы часто включают в себя такие металлы, как вольфрам и олово, что увеличивает твердость отложений никеля и улучшает их износостойкость и устойчивость к коррозии.
Электролитическое нанесение покрытия на АБС-пластик
Нанесение покрытия на АБС-пластик начинается не с самого покрытия, а с нескольких подготовительных шагов, которые делают детали более подходящими для процесса.
Специалисты по металлизации формуют пластиковую деталь, что устраняет дефекты на поверхности детали, которые в противном случае могли бы снизить ее общее качество.Правильная формовка также снижает нагрузку на деталь. Устанавливаются и соблюдаются определенные параметры в отношении полировки, надлежащей температуры плавления и высыхания смолы.
Поскольку пластиковая подложка неметаллическая по своему составу, ее необходимо «металлизировать» перед нанесением гальванического покрытия. Цель — максимально повысить адгезионные свойства. Гальваническое покрытие, или процесс осаждения металла на поверхность подложки без подачи электрического тока в ванну для гальваники, допускает это изменение.
Нанесение покрытия на АБС-пластик методом химического восстановления обычно включает несколько этапов. Хотя этапы работы варьируются от работы к работе, профессионалы, работающие с АБС-пластиком, выполняют комплекс следующих действий:
- Clean: Отпечатки пальцев, пыль и грязь тщательно удалите с поверхности основы щелочным чистящим раствором. В некоторых случаях смачивание обеспечивают растворы хромовой кислоты.
- Предварительное погружение: Предварительное погружение в растворитель перед травлением улучшает поверхность любых деталей, которые плохо отформованы и сильно нагружены.Кроме того, он может разбухать на поверхности деталей, которые трудно протравить, что затрудняет доступ травителя к этой поверхности и ее воздействие на нее.
- Etch: Обычно состоящие из растворов серной кислоты, которые увеличивают поверхность подложки, травители облегчают поглощение жидкости деталями. Также делаются микроскопические отверстия, которые позволяют склеивать наплавленный металл.
- Состояние: К субстрату можно добавить кондиционер, который способствует более равномерному впитыванию на стадии активации.
- Нейтрализовать: После травления деталь необходимо тщательно промыть, чтобы удалить излишки кислоты и инородные материалы. Применение нейтрализатора, такого как бисульфит натрия или аналогичный продукт, гарантирует полное устранение избытка травителя.
- Предварительная активация: Преактиваторы, которые следует использовать с осторожностью при использовании кондиционера, предназначены для дальнейшего облегчения абсорбции во время активации. Предварительный активатор с кондиционером может привести к чрезмерному кондиционированию поверхности основания.
- Активировать: На этом этапе вводится жидкий активатор из благородного металла с низкой концентрацией, который служит катализатором гальваники и снижает затраты на удаление. Металлы, обычно включаемые в активаторы, включают платину, золото и палладий.
- Accelerate: Ускоритель удаляет избыток гидроксида двухвалентного олова из детали, позволяя активатору эффективно выполнять свою роль катализатора. Ускорители служат дополнительной цели предотвращения появления пропуска металлизации.
- Погрузить в ванну: После того, как промывка деталей из АБС-пластика завершена, следующим шагом является их размещение в ванне без химического восстановления, в которой осаждается тонкое металлическое покрытие. Никель является наиболее распространенным металлом для большинства применений, но иногда применяется и меднение. Никель в большинстве случаев делает поверхность проводящей, но иногда медь наносят на автомобильные детали из-за ее более низкой устойчивости к образованию пузырей.
Электролитическое покрытие АБС-пластика может быть сплошным или выборочным, в зависимости от требований к конечному продукту.Благодаря сплошному покрытию — считающемуся наиболее экономичным способом покрытия пластика — вся поверхность покрывается металлическим напылением толщиной от 40 до 2000 микродюймов.
При селективном нанесении металлического покрытия металл наносится только на определенные части пластмассового компонента. Чтобы избежать нежелательных изменений текстуры или цвета, детали не подвергаются воздействию агрессивных химикатов. Уровень толщины с выборочным покрытием колеблется от 40 до 400 микродюймов. Поскольку он более точный, он обычно стоит больше, чем сплошное покрытие.
Гальваника на АБС-пластик
Хотя химическое нанесение покрытия часто применяется само по себе, оно также может действовать как нижележащий слой для покрытия, наносимого путем гальваники. Если детали из АБС-пластика требуют большей толщины, специалисты SPC могут направить электрический ток в ванну для гальваники. Это увеличивает напыление до 10 раз.
Процесс гальваники включает в себя специально разработанный раствор электролита или ванну.Покрытие, или гальванический металл, соединяется с анодом (электродом с положительным зарядом) электрической цепи, в то время как покрываемая подложка помещается на катод (электрод с отрицательным зарядом). Оба погружены, и на анод подается постоянный ток. Он окисляет атомы металла и растворяет их в ванне. На катоде растворенные ионы металлов восстанавливаются, а затем наносятся на подложку.
Гальваника обычно предпочтительнее для АБС-пластика в тяжелых промышленных условиях, поскольку большая толщина гальванического покрытия обеспечивает ряд преимуществ, таких как более высокая коррозионная стойкость, улучшенная защита от истирания и повышенная долговечность.Гальваника стоит дороже, чем нанесение химического покрытия в одиночку, и не является хорошим выбором для подложек из АБС-пластика с глубокими выемками на поверхности из-за того, что раствор легко захватывается. Однако это лучший вариант для бесчисленного множества других поверхностей из АБС-пластика.
Почему стоит выбрать SPC для покрытия вашего пластика ABS?
Если вам нужно точное покрытие любых деталей из АБС-пластика, не ищите ничего, кроме Sharretts Plating Company. Хотя многие компании вообще не используют пластиковую пластину, мы регулярно наносим пластину на детали, напечатанные на 3D-принтере, такие как ABS.Мы предлагаем различные индивидуальные процессы химического и гальванического нанесения покрытий на АБС-пластик, и мы предоставляем свои услуги с 1925 года. Мы — семейная компания, цель которой — полное удовлетворение потребностей клиентов, и мы всегда нанимаем лучших. Наш опыт позволяет нам предлагать высококачественные продукты с потенциалом для улучшения общей производительности вашей компании и увеличения вашей прибыли.
В SPC мы стремимся оставаться социально ответственными и улучшать сообщества, с которыми мы работаем.Мы предпринимаем шаги, чтобы оставаться в курсе заботы об окружающей среде, что включает в себя тесное сотрудничество с EPA и разработку экологически чистых процессов отделки. Наша цель — уменьшить количество загрязнений и отходов на нашем предприятии. Мы стремимся к тому, чтобы наша обработка поверхностей была максимально высокотехнологичной, сохраняя при этом высочайший уровень социальной ответственности на протяжении каждого процесса.
Наша конечная цель — не объем или количество, а качество. Чтобы помочь вам принять правильное решение относительно покрытия вашего АБС-пластика, мы будем работать с вами, чтобы найти лучшее решение.Без каких-либо единственных требований или обязательств с нашей стороны вы можете точно узнать, сколько будет стоить ваше покрытие, с помощью бесплатного предложения. Наши обученные и знающие представители всегда ответят на ваш запрос в течение одного рабочего дня, чтобы вы как можно быстрее знали, чего ожидать, независимо от ваших требований. Начните прямо сейчас и запросите бесплатное предложение.
Дополнительные ресурсы:
Покрытие SLS пластмасс | Гальваника на пластмассах
Покрытие на пластике SLS
Селективное лазерное спекание (SLS) — это технология, используемая в 3D-принтерах, которая берет крошечные частицы пластика, керамики или стекла и объединяет их вместе с теплом мощного лазера.В результате получается твердый трехмерный объект.
Множество преимуществ делают пластик SLS популярным материалом, включая высокую скорость производства, низкую стоимость, прочные детали, устойчивые к условиям окружающей среды, сложные геометрические характеристики и многое другое. Добавление гальванического покрытия на детали из пластика SLS дает еще больше преимуществ, в том числе:
- Лучшая химическая стойкость: Металл вокруг компонента действует как защитный барьер от химикатов, которые в противном случае могут вызвать повреждение или коррозию свойств материала детали.
- Дополнительная прочность: Предел прочности при растяжении и изгибе повышается при нанесении покрытия на пластики SLS. Прирост в каждом типе различается, но можно ожидать, что он будет в несколько раз выше первоначальной прочности любого пластикового компонента SLA.
- Улучшенное тепловое отклонение: В некоторых случаях применения этих деталей, изготовленных с помощью аддитивных технологий, используются горячие условия, которые компоненты должны выдерживать. Покрытие учитывает прогиб и прочность даже при высоких температурах.
- Повышенная эстетическая ценность: Хотя это и не критично для многих промышленных и функциональных применений, покрытие часто улучшает внешний вид компонента, придавая ему блестящий внешний вид. Это преимущество достигается без увеличения стоимости изготовления полностью металлической детали.
Многие компании, производящие гальваническое покрытие, не работают с пластмассами из-за сложности и точности, необходимой для этого процесса, и это еще более верно для деталей, напечатанных на 3D-принтере. Когда вы выберете SPC для ваших потребностей в гальванике, мы будем работать с вашими деталями из SLS-пластика и предложим вам индивидуальные настройки в зависимости от типа металла, на который вы хотите их покрыть, и процесса, который вы хотите, чтобы мы использовали — химическое или гальваническое покрытие.
Перед нанесением покрытия из пластика SLS
Процесс не может начаться, пока пластиковая деталь не будет должным образом отформована, чтобы ее можно было покрыть. Формование снижает нагрузку на компонент и устраняет любые дефекты поверхности, которые могли существовать и вызывать проблемы с качеством. Формованная деталь должна соответствовать определенным параметрам полировки, температуры плавления и сушки смолы.
Следующий шаг перед тем, как можно будет начать нанесение химического покрытия, — это решить, какой тип покрытия вы хотите из двух категорий: сплошное покрытие или селективное покрытие.Сплошное покрытие является более экономичным вариантом, поскольку требует более низкого уровня точности. Металл наносится на всю поверхность подложки толщиной от 40 микродюймов до 2000 микродюймов.
Когда мы выполняем выборочную металлизацию, мы наносим металл только на определенную часть поверхности, указанную нашим заказчиком. В некоторых случаях невозможно покрыть всю поверхность. Детали не подвергаются воздействию агрессивных химикатов на протяжении всего процесса, потому что мы хотим предотвратить нежелательное изменение текстуры или цвета.Используя выборочное покрытие, мы можем достичь уровня толщины от 40 микродюймов до 400 микродюймов. Поскольку этот процесс требует более высокого уровня точности, он обычно стоит дороже, чем сплошное покрытие.
Электролитическое нанесение покрытия на пластик SLS
Гальваническое покрытие имеет решающее значение для покрытия SLS-пластика, даже если после него вы нанесете гальваническое покрытие для дополнительной толщины или других свойств. Поскольку состав пластика неметаллический, пластиковую основу необходимо металлизировать перед нанесением гальванического покрытия, чтобы она имела более высокие адгезионные свойства.При нанесении покрытия методом химического восстановления металл наносится на поверхность пластиковой подложки в ванне для нанесения покрытия без подачи электрического тока.
В процесс может быть включено множество шагов, хотя и варьирующихся от задания к заданию:
- Очистка: Одним из первых шагов к нанесению покрытия методом химического восстановления является тщательное удаление всех отпечатков пальцев и мусора, такого как грязь, с поверхности подложки. Обычно свою работу выполняет мягкий щелочной очиститель, но иногда требуется смачивание хромовой кислотой или другим раствором.
- Предварительное погружение: Затем пластмассовые детали предварительно погружают в растворитель перед травлением, чтобы улучшить поверхность любой сильно нагруженной или плохо отформованной детали. Кроме того, на этом этапе поверхность деталей, которые трудно протравить, может разбухнуть, что позволяет травителю легче получить доступ ко всей площади поверхности.
- Травление: Обычно состоящие из растворов серной кислоты или триоксида хрома, травители увеличивают поверхность подложки и облегчают впитывание жидкости поверх компонента.Этот процесс также создает микроскопические отверстия, которые облегчают связывание металлических отложений.
- Кондиционирование: Кондиционирование — это необязательная часть процесса, которая может произойти после завершения травления. Нанесение кондиционера на пластик способствует равномерному впитыванию после стадии активации. Специалисты, завершающие процесс кондиционирования, должны соблюдать осторожность, чтобы не переусердствовать.
- Нейтрализация: После травления всегда проводится промывка для удаления излишков кислоты и других посторонних веществ.После ополаскивания можно нанести нейтрализатор для дальнейшего удаления любого излишка травителя. Он может быть изготовлен из бисульфата натрия или аналогичных продуктов, которые были разработаны специально для удаления травителей.
- Предварительная активация: Преактиваторы предназначены для включения и усиления абсорбции после достижения стадии активации, но их следует применять с особой осторожностью, когда также присутствует кондиционер, поскольку на поверхности субстрата может возникнуть чрезмерное кондиционирование.
- Активация: Далее вводится жидкий активатор с низкой концентрацией драгоценного металла. Он действует как катализатор в процессе нанесения покрытия. Это также позволяет значительно снизить затраты на перетаскивание. Металлы, обычно содержащиеся в активаторах, включают платину, палладий и золото.
- Accelerating: Ускорители удаляют излишки гидроксида двухвалентного олова, позволяя активатору более эффективно выполнять свою роль катализатора. Ускорители также предотвращают возникновение пропусков.
- Погружение в ванну: После ополаскивания пластмассовых деталей мы помещаем их в ванну без химического восстановления, которая наносит на них тонкий металлический слой. Никель является наиболее распространенным металлом, часто из-за проводимости и долговечности, но медное покрытие менее устойчиво к образованию пузырей, что делает его более популярным для автомобильных деталей.
Гальваника на пластике SLS
Затем некоторые люди выбирают гальваническое покрытие SLS-пластика для увеличения толщины, повышения коррозионной стойкости, долговечности и защиты от истирания.Хотя нанесение гальванических покрытий увеличивает общую стоимость работы, качество, которое оно обеспечивает на подложке, важно для большей функциональности во многих промышленных применениях. При подаче электрического тока в гальваническую ванну скорость осаждения может увеличиваться до 10 раз. Гальваника не идеальна для подложек с глубокими углублениями.
При нанесении гальванических покрытий используется специально разработанный раствор электролита, обычно называемый ванной. Покрытие (металлический слой) соединяется с анодом или положительно заряженным электродом электрической цепи.Подложка (пластиковый материал SLS) помещается на катод или отрицательно заряженный электрод. Обе части погружены в ванну, и на анод подается постоянный ток, который окисляет атомы металла и растворяет их. Растворенные ионы восстанавливаются на катоде и наносятся на подложку.
- Никель: Для обеспечения устойчивости к коррозии и износу и яркого металлического внешнего вида многие люди предпочитают покрывать свой SLS-пластик никелем. Сплавы часто включают в себя такие металлы, как вольфрам, олово и другие, что увеличивает твердость наплавки и еще больше увеличивает сопротивление детали.
- Медь: Чаще всего выбирается из-за ее превосходной электропроводности, которая эффективно металлизует непроводящие поверхности, медное покрытие также обеспечивает остановку тепла для маскировки. Он имеет невысокую стоимость по сравнению с серебром, золотом и другими драгоценными металлами.
- Золото: Золото улучшает внешний вид компонентов с покрытием и обеспечивает электропроводность, устойчивость к коррозии и многое другое. Термостойкость, которую он придает подложке, позволяет использовать этот компонент в высокотемпературных применениях.
Почему стоит выбрать SPC для полного покрытия SLS-пластика?
Нанесение покрытия, особенно на пластиковые поверхности, напечатанные на 3D-принтере, — это деликатный и сложный процесс. Вам нужны профессионалы, которым вы можете доверять, выполняющие работу, поэтому мы рекомендуем вам обратиться к нам в SPC. Наша семейная компания создает инновационные решения для обработки поверхностей с 1925 года. Мы стремимся оставаться на вершине технологий обработки металлов и их эволюции на протяжении многих лет, что помогает нам опережать конкурентов в области разработки, обслуживания, удовлетворенности клиентов и более.Мы хотим предложить нашим клиентам лучшие решения по самым низким ценам.
В SPC наши сотрудники вносят положительный вклад в качество работы, которую мы можем выполнить. Мы нанимаем только лучших и наиболее образованных, от наших инженеров-химиков и ученых до наших представителей и других профессионалов отрасли. Наши сотрудники постоянно учатся, поэтому мы можем стать лучшей командой. Мы также поддерживаем социальную ответственность, которая проявляется по-разному. Мы подчеркиваем положительное влияние на сообщества и стремимся сделать их умнее, защищая при этом окружающую среду.Меньше отходов и загрязнения на нашем предприятии означает лучшую планету.
Если вы решили, что покрытие SLS-пластиком — правильный шаг, мы готовы помочь. Мы поможем вам принять решение о нанесении покрытия методом химического восстановления вместо гальваники, а также предложим несколько вариантов материала покрытия, чтобы вы могли сделать правильный выбор для своего уникального применения. Как только вы свяжетесь с нами, наши высококвалифицированные представители свяжутся с вами в течение одного рабочего дня и предоставят бесплатное предложение по проекту.
Мы стремимся дифференцировать себя, наши продукты и наши услуги. Свяжитесь с нами, чтобы убедиться в этом сами!
Дополнительные ресурсы:
Гальваника на пластмассе SLA | SLA Свойства материалов
Покрытие на пластике SLA
Стереолитографический (SLA) пластик создается непосредственно из данных 3D CAD без использования инструментов. Жидкий пластик (фотополимер) преобразуется в твердые поперечные сечения с помощью ультрафиолетового лазера, и деталь создается слой за слоем.Каждый слой смолы строится на следующем, пока не будет завершена вся пластиковая деталь SLA. Материалы SLA широко различаются по своим механическим свойствам и возможностям применения. Общие материалы SLA включают стандартную смолу, техническую смолу, литьевую смолу и многое другое. Покрытие SLA пластиком обеспечивает дополнительные атрибуты, необходимые для многих промышленных проектов.
Преимущества нанесения покрытия на пластик SLA
Детали промышленного назначения, изготовленные с помощью аддитивов, могут подвергаться химическому и гальваническому покрытию.Завершение этих процессов дает полимерным компонентам SLA ряд преимуществ для повышения функциональности, эстетики, герметичности и многого другого. Среди множества преимуществ:
- Более высокая тепловая деформация: Гальваника дает пластикам SLA более высокую способность выдерживать жаркие условия, что важно во многих областях, где требуется высокая прочность и тепловая деформация.
- Повышенная прочность: Было показано, что при использовании различных вариантов гальваники, включая медь и никель, предел прочности при растяжении SLA-пластика увеличивается в 10–12 раз.Прочность на изгиб увеличена от 21 до 24 раз по сравнению с деталями без гальваники.
- Лучшая химическая стойкость: Металл, нанесенный на компонент гальваническим способом, обеспечивает барьер, который защищает от химикатов, которые в противном случае могли бы повредить или разъесть материал детали или изменить его свойства.
- Повышенная эстетическая ценность: В то время как функциональное улучшение более актуально для промышленного применения пластика SLA, гальваника действительно придает деталям блестящий вид, при этом пользователям не нужно платить за производство полностью металлической детали.
Электролитическое нанесение покрытия на пластик SLA
Для того, чтобы произошло гальваническое покрытие SLA-пластика, сначала должно произойти нанесение химического покрытия, чтобы металлизировать неметаллическую пластиковую основу и придать ей адгезионные свойства. Это происходит посредством химического нанесения покрытия — процесса, который включает осаждение металла на поверхность подложки без электрического тока в ванне для нанесения покрытия. Многие люди выбирают само нанесение покрытия методом химического восстановления, в то время как другие решают добавить гальваническое покрытие для увеличения толщины и долговечности.
Перед тем, как начать процесс нанесения покрытия, пластиковая деталь должна быть отформована так, чтобы она была готова к нанесению покрытия без напряжения или дефектов поверхности, которые обычно снижают качество компонента. Готовая формованная деталь должна соответствовать заданным параметрам температуры плавления, полировки и высыхания смолы. Когда подложка подготовлена, выполняется серия шагов для химического нанесения покрытия. Шаги могут различаться в зависимости от различных элементов проекта, но они должны включать в себя большую часть следующего:
- Очистка: Перед нанесением покрытия поверхность подложки могла иметь грязь, пыль и отпечатки пальцев.Перед продолжением нанесения покрытия его необходимо тщательно очистить. Для выполнения работы обычно достаточно щелочного раствора, но иногда необходимо смачивание, которое может быть достигнуто с помощью раствора хромовой кислоты.
- Предварительное погружение: Предварительное погружение включает помещение пластиковых компонентов в растворитель перед травлением, что улучшает внешний вид деталей, которые были плохо отформованы или сильно нагружены. Этот процесс также приводит к разбуханию поверхности трудно поддающихся травлению компонентов, что позволяет травителю получить доступ ко всей поверхности.
- Травление: Обычно состоящие из растворов серной кислоты или триоксида хрома, травители увеличивают поверхность подложки, что облегчает поглощение жидкости компонентом. Кроме того, травление создает микроскопические отверстия, которые позволяют соединяться с любым наплавленным металлом.
- Кондиционирование: Кондиционирование не требуется, но дает дополнительные преимущества. Кондиционер наносится на основу для обеспечения однородности впитывания на более поздней стадии активации.
- Нейтрализация: Перед нейтрализацией деталь необходимо промыть для удаления избытка кислоты или других возможных посторонних материалов. Нейтрализация происходит после травления и ополаскивания, чтобы гарантировать полное удаление любого лишнего травителя. Обычным нейтрализующим продуктом, предназначенным для правильного удаления излишков травителя, является бисульфат натрия.
- Предварительная активация: Также опционально предварительный активатор, разработанный для обеспечения абсорбции на следующем этапе. Если кондиционер уже использовался, специалисты по нанесению покрытий должны осторожно применять предактиваторы, чтобы избежать чрезмерного кондиционирования основания.
- Активация: Во время активации вводится жидкий активатор с низкой концентрацией драгоценного металла, который будет служить катализатором в процессе нанесения покрытия. Это также значительно снижает сборы за перетаскивание. Обычные металлы, используемые в этих активаторах, включают золото, палладий и платину.
- Accelerating: Ускоритель удалит лишний гидроксид олова из любого компонента. Это позволяет активатору более эффективно выполнять свою роль катализатора.Ускорители также работают, чтобы предотвратить возникновение пропусков.
- Погружение в ванну: После ополаскивания пластмассовых деталей их помещают в ванну без химического восстановления, в которой осаждается тонкое металлическое покрытие. Никель является наиболее распространенным выбором для широкого спектра применений, но меднение также выполняется на некоторых пластиковых подложках. Никель обеспечивает адекватную проводимость, но иногда для автомобильных компонентов выбирают медь, поскольку она имеет меньшую устойчивость к образованию пузырей.
Типы химического нанесения покрытия на пластик SLA
К химическому нанесению покрытия применяются две разные классификации. Первый и более доступный вариант — это сплошная обшивка. Металл покрыт всей поверхностью пластиковой подложки SLA. Толщина варьируется от 40 до 2000 микродюймов. Это более рентабельно, потому что почти всегда требуется гораздо меньше времени и точности.
Другой вариант нанесения покрытия химическим способом — это избирательное покрытие, при котором металл наносится на точные поверхности пластмассового компонента, а не на всю деталь.Предметы в этом процессе не подвергаются воздействию агрессивных химикатов, которые могут вызвать нежелательные изменения текстуры или цвета. Толщина, достигаемая за счет выборочного покрытия, составляет от 40 до 400 микродюймов. Более высокая точность, необходимая для сохранения покрытия на отдельных участках, делает этот процесс более дорогостоящим.
Гальваника на пластике SLA
Гальваника увеличивает толщину пластика SLA, что требуется для определенных применений. Скорость осаждения может быть увеличена до 10 раз при добавлении электрического тока в гальваническую ванну.Более высокая толщина гальванического покрытия дает преимущества по сравнению с нанесением покрытия только химическим способом: более высокая коррозионная стойкость, большая защита от истирания и повышенная долговечность, и это лишь некоторые из них. Эти преимущества делают гальваническое покрытие наиболее распространенным и популярным выбором для тяжелых промышленных применений.
Процесс гальваники начинается с электролитического раствора, называемого ванной. Мы подключаем металлический слой или покрытие к аноду (электроду с положительным зарядом) электрической цепи.Далее подложка из SLA-пластика помещается на катод (электрод с отрицательным зарядом). Обе погружаем в ванну и подаем на анод постоянный ток. Атомы металла окисляются и растворяются в ванне. Растворенные ионы металлов восстанавливаются на катоде, а затем осаждаются на пластик.
Гальваника стоит дороже, чем процесс химического нанесения покрытия, и затрудняет достижение однородной толщины по всей подложке, поскольку толщина часто увеличивается быстрее на краях поверхности.Пластиковые подложки с глубокими углублениями на поверхности не являются идеальными кандидатами для гальваники, потому что раствор для гальваники часто быстро захватывается. Таким образом, химическое нанесение покрытия само по себе является более эффективным вариантом для некоторых подложек из SLA-пластика.
Самые распространенные металлы и сплавы, покрытые пластмассой SLA
Компания SPC предлагает ряд металлов и сплавов для покрытия пластика SLA посредством химического нанесения покрытия или комбинации химического нанесения покрытия с гальваническим покрытием.Никель, медь и золото — все варианты.
Никель имеет блестящий металлический вид и обеспечивает устойчивость к коррозии и износу детали. Никелевые сплавы обычно включают в себя такие металлы, как олово, вольфрам и другие, которые увеличивают твердость отложений никеля и дополнительно улучшают сопротивление износу и коррозии.
Медь известна своей высокой электропроводностью. Меднение — чрезвычайно популярный выбор для металлизации непроводящих поверхностей.Его также часто выбирают, потому что он может использоваться в качестве тепловой защиты для маскировки и имеет низкую стоимость по сравнению с золотом, серебром и другими драгоценными металлами.
Золото
, как и серебро, очевидно, улучшает внешний вид компонентов с покрытием, но также предлагает важные функциональные преимущества, такие как электрическая проводимость, теплозащита, устойчивость к коррозии и многое другое. Позолоченная пластиковая деталь SLA будет иметь больше функциональных возможностей в высокотемпературных приложениях по сравнению с предложениями термостойкого золотого покрытия.
Преимущества выбора SPC для нанесения покрытия на пластиковые детали SLA
Покрытие деталей из пластика SLA не выполняется многими другими компаниями по нанесению покрытий из-за сложности процесса. Еще меньше компаний будут работать с пластиковыми деталями, напечатанными на 3D-принтере. Если вы решите сотрудничать с SPC в области химического нанесения покрытий и гальванических покрытий на пластик SLA, вы получите доступ к этим услугам и ряд преимуществ, которые вы не всегда получите от наших конкурентов. Мы работаем, чтобы отличать SPC от других компаний отрасли, что дает нашим клиентам уникальные преимущества.
В SPC мы сосредоточены на инновациях с момента своего основания в 1925 году. Мы постоянно совершенствуем наши работы по обработке поверхности, от подготовки до окончательного нанесения покрытия на пластмассовые детали SLA и другие компоненты. Мы по-прежнему являемся семейной компанией, в которой работают только лучшие сотрудники, наиболее образованные инженеры-химики и другие аккредитованные профессионалы отрасли. Целью нашей команды является полное удовлетворение потребностей клиентов, и мы также стремимся к социальной ответственности, включая улучшение состояния общества и экологичность.
Если вы готовы начать обсуждение покрытия ваших пластиковых деталей SLA, не ищите ничего, кроме SPC. Мы поможем вам определить, какие варианты лучше всего подходят для вашего бюджета, предложив бесплатное предложение в течение одного рабочего дня с момента вашего обращения к нам. Наши дружелюбные и знающие профессионалы помогут вам решить, какой металл и технология лучше всего подходят для вашего SLA-пластика. Мы ответим на ваши вопросы и предоставим необходимый вам ассортимент товаров и услуг. Обратитесь сейчас, чтобы начать.
Дополнительные ресурсы:
Гальваническое покрытие Пластмассовое, химическое и гальваническое, Экранирование EMI / RFI
Cybershield предлагает три варианта покрытия пластика. С функциональными и декоративными металлическими покрытиями на пластике.
- Электролитическое нанесение покрытия на все поверхности
- Электролитическое нанесение покрытия на выбранные поверхности
- Гальваника на все поверхности (обратите внимание, что сначала для нанесения гальванического покрытия требуется слой никеля или меди, нанесенный химическим способом)
Покрытие из пластика — популярный выбор среди наших клиентов для удовлетворения широкого спектра инженерных требований, в том числе:
- Экранирование электромагнитных помех, Экранирование радиопомех
- Защита от электростатического разряда
- Антенна, волноводы или радиочастотные фильтры с пластиковым покрытием
- Износостойкие поверхности поверх пластика
- Термостойкие поверхности / Термобарьер поверх пластика
- Химический или пароизоляционный слой над пластиком
| Система покрытия | Нанесенные металлы | Типичная толщина металла |
|---|---|---|
| Сплошное химическое покрытие | Медь, никель, олово и золото | От 40 микродюймов (1 мкм) до 2000 микродюймов или 0.002 ”(50 мкм). Обратите внимание, что нанесение толстых слоев покрытия химическим способом может занять много времени и денег. |
| Селективное химическое нанесение покрытия | Медь, никель, олово и золото | От 40 микродюймов (1 мкм) до 400 микродюймов или 0,0004 дюйма (10 мкм) |
| Гальваника | Медь, никель, хром | От 120 микродюймов (3 мкм) до 4000 микродюймов или 0,004 дюйма (100 мкм) |
Несколько важных фактов о пластиковом покрытии
- Гальваническое покрытие обеспечивает равномерную толщину покрытия по всей поверхности детали, что может быть важно для применений, где требуется постоянная поверхностная проводимость или глубина поверхностного слоя металла.
- Перед нанесением гальванического покрытия необходимо предварительно нанести химический раствор на медь или никель, чтобы обеспечить проводящую поверхность для нанесения гальванического покрытия.
- Гальваника наносит металлы с гораздо большей скоростью (почти в 10 раз быстрее) и с меньшими затратами, чем нанесение покрытия химическим способом, что делает гальваническое покрытие более подходящим для применений с большей толщиной металла.
- Гальваника — это процесс в зоне прямой видимости, при котором толщина металла меняется по поверхности детали. Края и поверхности, обращенные к покрывающему аноду в резервуаре для гальваники, будут наращивать толщину быстрее, чем поверхности, не обращенные к аноду.
- Гальваника сложных форм с глубокими углублениями может быть затруднена; однако в конструкцию стойки для гальваники могут быть встроены вспомогательные аноды, чтобы улучшить покрытие утопленных элементов.
- Избегайте конструкций с глубокими углублениями, которые могут задерживать воздух или раствор для покрытия. Инженеры Cybershield могут работать с вами над этим и другими проблемами проектирования, чтобы найти экономичное решение.
Ключ выбора смолы для успешного нанесения пластикового покрытия
Обычно пластичность обратно пропорциональна химической стойкости пластмассовой смолы: чем выше химическая стойкость, тем сложнее пластифицировать смолу.В таблице ниже перечислены многие пластмассовые смолы, которые можно использовать в пластинах (не полный список, но он включает основные семейства пластичных смол). Свяжитесь с Cybershield, чтобы ознакомиться с вашими требованиями к пластиковому покрытию и определить, пригодна ли смола, которую вы планируете указать.
| Широко пластинчатый | |||
|---|---|---|---|
| ABS | Поликарбонат (PC) | PC / ABS | PEI (Ultem) > 20% заполнение |
| PPA | Стекловолокно | Полистирол | Жидкокристаллический полимер |
| Отобранные или специально смешанные марки пластин * | |||
|---|---|---|---|
| Noryl | Xylex | Xenoy | Уретан |
| Нейлон | PEEK | PPS | Полипропилен |
| * Можно наносить покрытие только на выбранные или специально смешанные смолы | |||
| Not Plateable | |||
|---|---|---|---|
| Valox (PBT) | Полиэтилен | Полиэстер | PVC |
Мы всегда добавляем к списку пластинчатых смол.Свяжитесь с Cybershield, чтобы обсудить ваш выбор смолы и требования к конструкции.
Важным фактором успеха нанесения покрытия на пластмассовые изделия является отделка деталей, полученных литьем под давлением. Обычно, если в процессе формования можно избежать смазывания формы, это предпочтительно. Если требуется смазка для пресс-формы, важно, чтобы смазка для пресс-формы была продуктом, предназначенным для пластиковых деталей, которые будут покрыты гальваническим покрытием или окрашены. Обычно этому требованию удовлетворяют многие смазки для форм на водной основе. Ни при каких обстоятельствах нельзя использовать смазки для форм на основе силикона в процессе литья под давлением.Силиконовую смазку для пресс-формы практически невозможно удалить с детали, она отрицательно повлияет на адгезию покрытия к пластмассовой детали и может отравить химию покрытия. Опыт показал, что даже использование сильнодействующих чистящих химикатов не приведет к полному удалению силиконовой смазки для пресс-формы, а часто просто распределяет ее по всей поверхности детали. Если у вас есть какие-либо вопросы о смазке для пресс-форм, свяжитесь с Cybershield, чтобы обсудить ваши требования и планы.
Загрузите дополнительную информацию о технологии нанесения покрытий на пластмассы.
Металлическое покрытие по всей поверхности пластмассы
Сплошное химическое нанесение покрытий с медным, никелевым или никелевым покрытием поверх меди — это высокоэффективные системы, отвечающие широкому спектру технических требований к пластиковым компонентам.
- Cybershield имеет крупномасштабную автоматизированную линию для химического нанесения покрытия, чтобы предоставить клиентам решение с наименьшими затратами.
- Детали размером до 60 ″ x 40 ″ x 18 ″ могут быть нанесены на линию химического нанесения покрытия на пластик Cybershield, или тысячи меньших деталей могут быть покрыты массой в больших гальванических корзинах для достижения самого дешевого металлического покрытия, доступного для дизайнеров.
В процессе сплошного покрытия металлическое покрытие наносится непосредственно на пластмассовые детали. Cybershield обладает обширными навыками и опытом в покрытии пластмасс и успешно покрывает пластмассы всех марок пластичных материалов и даже некоторых марок, которые производители смол называют непластинчатыми (см. Таблицу пластичных пластмасс).
Сплошное химическое нанесение покрытия на пластмассу предлагает клиентам недорогую альтернативу металлическим компонентам с покрытием. Инженеры Cybershield могут адаптировать покрытие плакированного пластика к современным металлическим компонентам, часто с экономией как на стоимости, так и на весе.
Cybershield предлагает дополнительные покрытия из олова и золота для химического нанесения покрытий на пластик.
Пластмасса для селективного химического восстановления
Пластик с селективным химическим нанесением покрытия наносится на определенные поверхности пластиковой детали, чаще всего корпуса или корпуса, но может применяться к деталям различной конструкции и материалов. Процесс селективного гальванического покрытия подходит как для малых, так и для больших объемов и включает:
- Маскировка пластиковой детали
- Прототипы ручной маскировки и небольшие объемы производства
- Маска с индивидуальным приспособлением для маскировки электроформов для средних и больших объемов производства
- Распылите катализатор для нанесения покрытия на участки, где требуется покрытие..
- Катализированные детали загружаются в приспособление для нанесения покрытия и погружаются в химический резервуар для химического нанесения покрытия для нанесения медного покрытия на определенные области. Химический состав катализатора вытягивает металлическую медь из гальванического раствора и равномерно осаждает медь чистотой 99,9% на катализированных поверхностях.
- Затем на медь наносится никель для защиты меди с высокой проводимостью от коррозии и истирания.
- Типичная пластиковая система селективного гальванического покрытия составляет от 10 до 20 микродюймов (0.25-0,50 мкм) никель поверх 80-240 микродюймов (2,0-6,0 мкм) меди
Селективное химическое нанесение покрытия на пластмассовые атрибуты включает:
- На протяжении всего процесса нанесения покрытия детали никогда не подвергаются воздействию агрессивных химических веществ; Таким образом, косметическая форма пластиковой детали с покрытием не изменяется, в том числе цвет и текстура.
- Обеспечивает высокопроводящую поверхность с удельным сопротивлением 15-50 мОм / квадрат.
- Превосходное экранирование от электромагнитных помех Достигнута защита от радиопомех с ослаблением 60-85 дБ на частотах от 30 МГц до 10 ГГц
- Защита от электростатического разряда за счет использования пластикового проводящего покрытия для рассеивания статического заряда.
- Cybershield может производить детали с избирательным покрытием размером до 40 дюймов X 60 дюймов X 18 дюймов.
- Пластиковые смолы, подходящие для селективного гальванического покрытия:
- АБС
- Поликарбонат (ПК)
- ПК / ABS
- Ultem
- Нейлон / PPA
- Проконсультируйтесь с Cybershield, если ваше приложение требует смолы, не входящей в эту группу, или чтобы обсудить требования к дизайну вашего приложения.
Гальванический пластик
Гальванические пластины Cybershield пластмассы, сталь, медь и медные сплавы.
- Возможности дополняют наше передовое ноу-хау в области химического нанесения покрытий на пластик.
- Cybershield теперь может наносить металл толщиной до 0,004 дюйма (100 мкм) на пластмассы и отдельные металлы.
- Электролитическое покрытие пластика обычно ограничивается толщиной покрытия менее 400 микродюймов (10,0 мкм), гальванический пластик может экономически эффективно создавать толщину металла практически до любой толщины, которая у вас есть.
- Дополнительная толщина меди и никеля, обеспечиваемая гальваническим покрытием, обеспечивает превосходное экранирование EMI во всем диапазоне EMI RFI от менее 10 кГц до частоты более 10 ГГц
- Обеспечивает очень прочное покрытие за счет увеличенной толщины металла — обеспечивает исключительную стойкость к коррозии и истиранию в самых суровых условиях эксплуатации, включая военные и промышленные применения.
- Декоративная отделка может быть нанесена путем гальваники глянцевого никеля и / или глянцевого хрома для соответствия требованиям к поверхности класса A для автомобильной и других отраслей промышленности.
Для получения дополнительной информации о перечисленных UL марках пластика обращайтесь к веб-сайту Underwriters Lab или свяжитесь с Cybershield для получения технических характеристик и возможностей процесса. Мы можем предоставить вам пластиковую систему с гальваническим покрытием, которая соответствует вашим требованиям.
Ознакомьтесь с военными спецификациями и отраслевыми спецификациями для покрытия поверхностей
Cybershield может поддерживать клиентские приложения от первоначальной концепции до прототипирования и тестирования, а также серийного производства.Мы можем оптимизировать вашу цепочку поставок, предлагая услуги под ключ, в том числе:
- Литье под давлением
- Услуги по механической сборке, включая установку вставок, маркировку деталей, декоративную окраску, установку прокладок, механическую сборку и т. Д.
Свяжитесь с Cybershield, чтобы рассмотреть ваши требования или обсудить варианты дизайна. Мы оперативно ответим на ваш запрос по телефону или электронной почте и предоставим техническую помощь, чтобы помочь вам разработать экономичный дизайн продукта.
Различий между твердым хромом и никелированием, нанесенным методом химического восстановления
Если вы работаете с оборудованием с металлическими компонентами, вы знаете, что промышленное покрытие имеет решающее значение для широкого спектра металлических механизмов и деталей. Покрытие — это когда на компонент наносится металлический слой, и он предлагает ряд преимуществ, которые могут повысить производительность оборудования. Помимо прочего, он снижает износ и повреждения от коррозии, снижает трение и увеличивает проводимость.
Хотя понимание важности промышленного покрытия может быть довольно сложным, выбор правильного вида покрытия более сложен.Предполагаемое использование покрываемого компонента определяет правильный тип металла или процесса, который следует выбрать из-за различных атрибутов, которые требуются для различных применений и условий. Давайте сравним два распространенных типа металлического покрытия — твердое хромирование и химическое никелирование. Споры о никелировании и хромировании были горячей темой в промышленных сообществах, и мы собираемся выделить преимущества и недостатки каждого метода нанесения покрытия.
Мы подробно рассмотрим как твердое хромирование, так и химическое никелирование, но вот несколько ключевых различий между двумя методами покрытия: хромирование тверже и долговечнее, чем никелирование, а никелирование лучше. труднодоступные места и немного лучшая коррозионная стойкость.С точки зрения внешнего вида, хромирование обеспечивает блестящий и гладкий внешний вид, а никелирование создает более глянцевую поверхность с желтоватым оттенком.
Что такое твердое хромирование?
Хромирование — это процесс нанесения слоя хрома на металлический предмет. Первым этапом промышленного процесса хромирования обычно является обезжиривание и очистка поверхности, на которую будет наноситься хром, которая известна как подложка. Этот компонент может также нуждаться в других видах предварительной обработки в зависимости от его состава.Затем специалист по гальванике опускает его в электрохимическую ванну до тех пор, пока не будет достигнута желаемая толщина.
Твердый хром, часто называемый промышленным хромом, отличается от декоративного хрома тем, что он в первую очередь предназначен для функциональности, а не эстетики. Основная цель декоративного хрома — улучшить внешний вид объекта за счет нанесения тонкого хромового покрытия. Твердое хромирование намного долговечнее в широком диапазоне применений и сред.
Для чего используется твердое хромирование?
В конце процесса твердого хромирования вы получаете гладкое, функциональное и долговечное покрытие.Его свойства делают его идеальным для множества различных инженерных приложений.
В автомобильной промышленности часто используется промышленное твердое хромирование деталей, которые должны двигаться, но при этом противодействовать износу, таких как поршни и амортизаторы. В аэрокосмической области компоненты шасси имеют твердое хромирование.
Станки, которые подвергаются тяжелой эксплуатации, также часто покрываются твердым хромом. Эти предметы могут включать сверла, экструзионные винты, метчики и матрицы.
В производственном секторе хромирование проявляется на зубчатых колесах и пластиковых формах, что обеспечивает улучшенные антипригарные и антиадгезионные свойства.
Твердый хром также можно использовать для восстановления старых и изношенных деталей или для исправления недостатков, вызванных ошибками во время производственного процесса.
Что такое химическое никелирование?
В процессе химического никелирования для покрытия подложки используется никель-фосфорный сплав.Это защищает его и улучшает его функциональность. Как следует из названия, химическое никелирование не требует электрического тока, как это обычно бывает при твердом хромировании. Вместо этого после того, как подложка очищена, предварительно обработана и активирована, технология никелирования использует автокаталитическую химическую реакцию для нанесения покрытия.
В процессе химического никелирования гипофосфит используется в качестве восстановителя, в результате чего в покрытии присутствует различное количество фосфора.Покрытие химическим способом никелирования классифицируется как имеющее низкий, средний или высокий уровень фосфора. Гальваническое покрытие с низким содержанием фосфора содержит от двух до пяти процентов фосфора. Среднее значение составляет от шести до девяти процентов, а высокое — от 10 до 13 процентов. Самый типичный вид — это средний слой с содержанием фосфора около восьми процентов.
Количество фосфора в покрытии может повлиять на его свойства. Гальваническое покрытие с низким содержанием фосфора обеспечивает наиболее твердое покрытие, покрытие со средним содержанием менее твердым, но покрытие происходит быстрее всего, а покрытие с высоким содержанием фосфора является наименее твердым, но лучшим для защиты от коррозии.Все покрытия можно подвергнуть запеканию для увеличения твердости, но это снизит защиту от коррозии.
Для чего используется никелирование, нанесенное методом химического восстановления?
Химическое никелирование используется для широкого спектра компонентов в различных отраслях промышленности, включая автомобилестроение, электронику и нефтяную промышленность.
Производители автомобилей используют его для защиты таких деталей, как поршни, топливные форсунки и цилиндры, от износа и коррозии. В аэрокосмической промышленности он используется по тем же причинам на клапанах, валах двигателей и других компонентах.
В нефтегазовой промышленности применяется химическое никелирование оборудования, которое будет работать в суровых условиях под землей или под водой. Это важная часть различных насосов и трубопроводной арматуры.
Никелирование также часто встречается в электронике, такой как жесткие диски и печатные платы. Как и твердое хромирование, его можно использовать в формах для улучшения разделительных и антипригарных свойств, а также для восстановления изношенных или поврежденных деталей. Это также обычное покрытие, используемое на упаковочном и погрузочно-разгрузочном оборудовании.
Поверхности основания
Хромирование и химическое никелирование хорошо подходят для различных материалов подложек. Поскольку гальваническое покрытие равномерно наносится на все поверхности компонента в гальванической ванне, вы можете использовать оба металла для изделий неправильной формы, в том числе с отверстиями и выемками.
Хотя оба они могут покрывать неровные предметы, химический никель быстрее создает однородное покрытие.В некоторых местах, возможно, потребуется отполировать хром, чтобы покрытие было более ровным. Металлическое никелирование также имеет тенденцию приводить к получению слоя с более постоянной толщиной, а это означает, что вам часто требуется меньше никеля, чем хрома, для покрытия нестандартного объекта.
Вы можете использовать хром на многих различных металлах, включая нержавеющую сталь, медь, латунь и другие, а также на пластике. Это делает хромирование универсальной техникой. Никель, полученный методом химического восстановления, также можно использовать для обработки различных металлов и пластмасс.
Сравнение твердости
Твердый хром, как следует из названия, известен своей твердостью. Это свойство помогает ему выдерживать промышленный износ, в том числе сильный механический контакт. После покрытия он имеет твердость от 68 до 72 по шкале С Роквелла.
Никель, полученный методом химического восстановления, также может защитить компоненты от износа, который происходит с течением времени, что помогает деталям служить дольше и экономит компании деньги на техническое обслуживание и затраты на замену.Этот материал имеет твердость 63 по шкале Роквелла с покрытием.
Если для вас важна износостойкость, вы можете выбрать твердый хром. Однако хром и никель, нанесенный химическим способом, могут защитить ваше оборудование и детали от износа.
Сравнение продолжительности
Как твердое хромирование, так и металлическое никелирование, как правило, служат долго, даже при постоянном механическом контакте и других применениях, которые могут вызвать износ.Гальваническое покрытие не только защитит подложку, но и использование одного из этих долговечных решений также сэкономит вам деньги, уменьшив частоту, с которой вам необходимо покрывать детали.
Химический процесс — это то, что придает никелю в этом покрытии долговечность. Никель, нанесенный обычным электролитическим методом, потускнеет в течение относительно короткого периода времени. Однако никель, не подвергающийся электролизу, служит гораздо дольше без ухудшения качества, что делает его более экономичным выбором.
Коррозионная стойкость
Одним из главных преимуществ металлического покрытия, наряду с износостойкостью, является коррозионная стойкость. И твердый хром, и никель, полученный методом химического восстановления, могут противостоять коррозии и защищать материал от разрушения, которое может произойти при контакте с окружающей средой.
Хотя оба материала покрытия обладают подходящей коррозионной стойкостью, исследования показывают, что химический никель лучше в этой области, особенно в глухих отверстиях.Эти отверстия сложнее закрыть и они более подвержены коррозии. Металлическое никелирование создает более ровное покрытие в этих труднодоступных местах, что делает его более эффективным в предотвращении коррозии в этих местах. Хотя оба варианта являются хорошим выбором, если для вас важна коррозионная стойкость, вы можете выбрать никель, полученный методом химического восстановления.
Коэффициент трения
Коэффициент трения показывает, насколько легко один материал скользит по другому.Он рассчитывается путем деления силы, необходимой для перемещения объекта по поверхности другого объекта, на силу, которая толкает их вместе. Низкий коэффициент трения означает, что объект будет скользить легко, а высокий означает обратное. Коэффициент зависит от многих факторов, включая используемую основу, толщину покрытия и факторы окружающей среды, такие как температура.
Хотя вычисление этого числа может быть трудным, благодаря ряду испытаний, в которых эти коэффициенты оставались постоянными, мы знаем, что и твердый хром, и никель, полученный химическим способом, имеют более низкий статический коэффициент трения, чем многие другие металлы.Однако твердый хром имеет немного более низкий коэффициент, чем химический никель. Он также обычно лучше удерживает масло, что облегчает движение. Это делает твердое хромирование популярным выбором для компонентов, которые подвергаются сильному трению, таких как поршни и гидроцилиндры.
Статический коэффициент трения хрома по отношению к хрому составляет 0,41, тогда как химический никель против химического никеля имеет коэффициент 0,45. Таким образом, твердый хром, вероятно, будет скользить лучше, чем никель, полученный методом химического восстановления, но разница не настолько велика, чтобы быть важным решающим фактором при выборе между двумя материалами.
Проводимость
Когда способность проводить электрический ток является одним из основных атрибутов металла, люди обычно выбирают медь. Поскольку медь очень легко проводит электричество, Международная электротехническая комиссия создала стандарт проводимости коммерчески чистой отожженной меди, известный как Международный стандарт отожженной меди (IACS). Чтобы описать проводимость металла, вы можете выразить ее в процентах от IACS.
Медь по этой шкале составляет 100 процентов. Хром составляет 13 процентов, поэтому он имеет 13 процентов проводимости меди. Для сравнения, золото составляет около 73 процентов, чистое серебро — около 105 процентов. Твердый хром и никелирование без химического восстановления обычно не используются из-за их свойств электропроводности. Они электропроводны, но не в такой степени, как некоторые другие металлы.
Внешний вид
Хотя внешний вид обычно не является основной проблемой при промышленном использовании, выбор твердого хромирования или никелирования химическим способом дает дополнительное преимущество.Хром обеспечивает блестящий, гладкий и современный вид. Его стиль — часть того, что сделало его таким популярным.
Цвет никеля — еще один классический вид, который можно увидеть в большинстве светильников в большинстве домов. Никелирование, нанесенное методом химического восстановления, выглядит более глянцевым, чем покрытие электролитическим способом, и, в отличие от более обычного никеля, желтоватый оттенок покрытия, нанесенного химическим способом, со временем исчезает.
На что обратить внимание и как выбрать
Когда приходит время выбирать между твердым хромированием и химическим никелированием, вы можете столкнуться с трудным выбором.Оба варианта полезны, но правильный вариант для вас зависит от того, как вы планируете использовать металлический компонент. Вот что следует учитывать при взвешивании вариантов.
- Износ: Приведет ли использование компонента к износу со временем? Вероятность износа детали зависит от того, как часто она используется, и от других предметов, с которыми она соприкасается.
- Окружающая среда: В каких условиях вы будете использовать компонент? Подумайте, не будет ли он подвергаться воздействию влаги, чрезмерной жары или холода и других факторов окружающей среды.
- Движение: Является ли компонент подвижной деталью, которая должна работать плавно, не изнашиваясь? Застрявшая деталь может замедлить или остановить процессы и повредить оборудование.
- Форма подложки: Форма покрываемого предмета относительно гладкая и однородная или она неправильная? Проверьте наличие отверстий, вмятин, деталей неправильной формы и шероховатых поверхностей.
Почему выбирают твердое хромирование?
Проанализировав свои потребности в компонентах с металлическим покрытием, вы сможете определить, подходит ли вам твердое хромирование.Имеет следующие атрибуты:
- Превосходная твердость: Если вам нужно, чтобы покрытие было исключительно твердым и долговечным, выберите твердый хром. Для компонентов, подверженных значительному износу, твердый хром является лучшим выбором для компонента, который будет хорошо работать даже в суровых условиях и прослужит долгое время.
- Нижний коэффициент трения: Если деталь, которую вы покрываете, является подвижной, выберите твердый хром.У него низкий коэффициент трения, а значит, по нему легче перемещаться. Он также хорошо удерживает масло, что повышает производительность.
- Электропроводность: Если вы ищете более электропроводный из двух, победителем будет твердый хром. Хотя он может проводить электричество, он, конечно, не так проводим, как металлы, такие как медь и золото.
Почему выбирают никелирование без применения электролита?
Твердый хром — универсальный и многофункциональный материал для покрытия.Однако в некоторых случаях лучшим выбором будет никель, полученный химическим способом. Вот когда вам следует перейти на никель, полученный методом химического восстановления:
- Исключительная коррозионная стойкость: Если коррозия является для вас серьезной проблемой, химическим способом никель должен быть вашим материалом для покрытия. Равномерность и гладкость покрытия не оставляет места для проникновения влаги и других элементов, защищая ваш компонент, помогая ему работать лучше и дольше.
- Однородность: Однородность никеля, полученного методом химического восстановления, повышает его коррозионную стойкость, а также делает его идеальным для покрытия изделий неправильной формы.Если у компонента много шероховатых поверхностей, отверстий и других труднодоступных мест, используйте этот материал, чтобы обеспечить защиту каждого дюйма вашего оборудования.
Покрытие
Часто вы можете оказаться в ситуациях, когда вам нужны как возможности, с которыми твердый хром лучше, так и те, в которых химический никель имеет преимущество.
Хорошая новость заключается в том, что оба материала превосходны во многих из одних и тех же областей, даже если один несколько лучше другого.Они устойчивы к износу и коррозии, поддерживают движение, могут использоваться с объектами неправильной формы и проводят электричество. Так или иначе, вы получите качественный материал покрытия. По этой причине иногда можно встретить компоненты с покрытием из хрома и никеля, нанесенного химическим способом.
В Hard Chrome Specialists мы более 20 лет помогаем клиентам как в крупных, так и в небольших проектах. Мы гордимся своим дружелюбным и честным обслуживанием, быстрым выполнением работ и высококачественными результатами.Чтобы получить дополнительную информацию о том, что мы делаем, или помочь найти подходящее решение для гальваники, заполните эту простую в использовании контактную форму.
.