Советы профессионалов и обзоры на продукцию Кедр
Горячие трещины при сварке
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Не хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.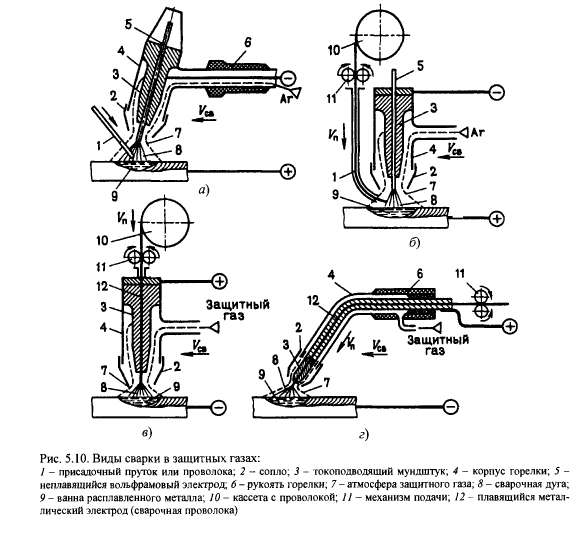
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Купить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Советы профессионалов и обзоры на продукцию Кедр
Горячие трещины при сварке
Газосварочная резка металла
Как выбрать сварочный газ
Как выбрать сварочные материалы
Сварка стали
Светофильтр «Хамелеон» в сварочной маске: особенности, устройство и характеристики
Обратная связь
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с политикой конфиденциальности.
Отправить
Не хватает прав доступа к веб-форме.
Написать hr-директору
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Хочу работать у вас
Оставьте заявку, и мы свяжемся с вами в ближайшее время.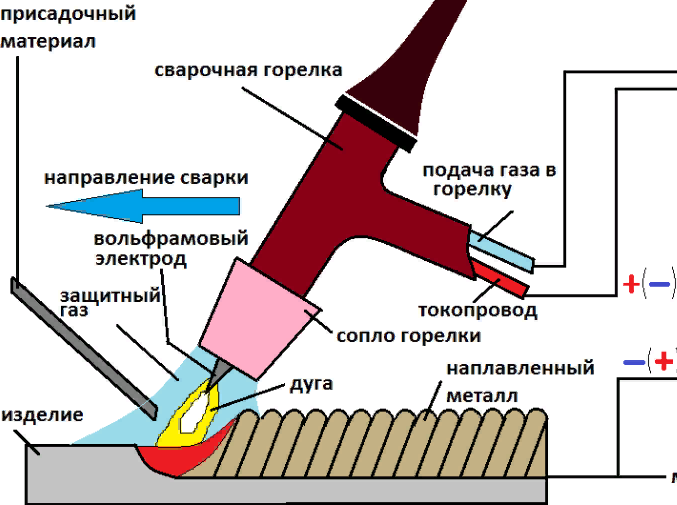
Нажимая на кнопку, вы даете согласие на обработку персональных данных и соглашаетесь с
политикой конфиденциальности.
Отправить
Купить
Оставьте заявку, и мы свяжемся с вами в ближайшее время.
Процессы дуговой сварки в среде защитного газа (TIG/MIG/MAG) — OpenLearn
Наука, математика и технологии
Обновлено 8 марта 2018 г.
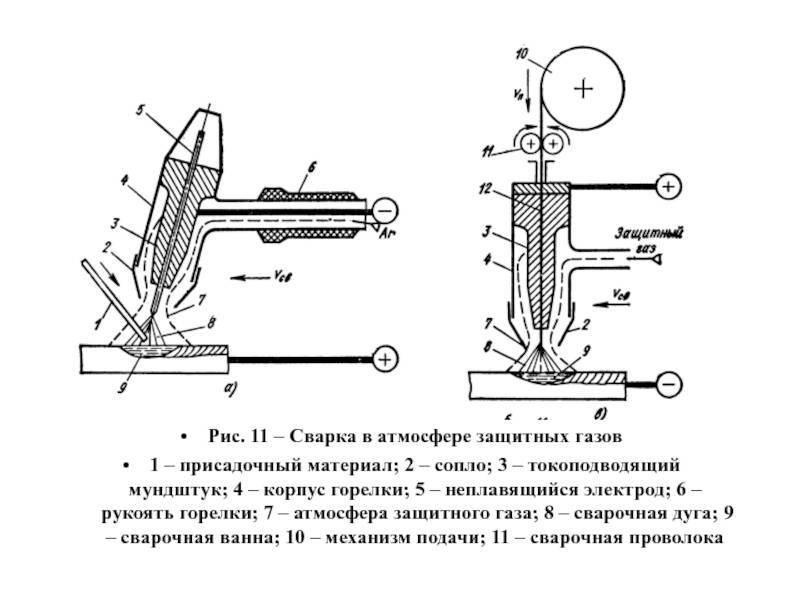
Сварка инициируется электрической дугой между вольфрамовым электродом и соединяемым металлом. Дуга плавит металл, покрывая его облаком аргона, гелия или углекислого газа, чтобы защитить сварной шов от загрязняющих веществ в атмосфере. Дополнительный присадочный металл может быть добавлен с помощью отдельного присадочного стержня.
Дуга плавит металл, покрывая его облаком аргона, гелия или углекислого газа, чтобы защитить сварной шов от загрязняющих веществ в атмосфере. Дополнительный присадочный металл может быть добавлен с помощью отдельного присадочного стержня.
Этот контент связан с научными курсами и квалификациями Открытого университета
Принципы работы сварочной горелки TIG
Сварка вольфрамовым электродом в среде инертного газа (TIG) – это процесс дуговой сварки, в котором используется неплавящийся вольфрамовый электрод, окруженный защитной атмосферой инертного газа, такого как аргон или гелий. Дополнительный металл сварного шва может быть обеспечен отдельным присадочным стержнем, если это необходимо. Используется постоянный ток с отрицательным электродом, чтобы избежать перегрева и чрезмерной эрозии вольфрамового электрода.
Принцип работы сварочного пистолета MIG
В процессе металлического инертного газа (MIG) используется расходуемый электрод, который обычно представляет собой спиральную проволоку с медным покрытием. Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
Аргон используется для защиты сварного шва, а постоянный ток с положительным электродом для выделения большего количества тепла для плавления.
Производство:
Сварка ВИГ
- Используется неплавящийся электрод из вольфрама с добавлением 1% тория (ThO 2 ).
- особенно полезен при сварке тонколистового металла без необходимости использования присадочного металла.
- Газ аргон высокой чистоты обеспечивает сварку без окисления, что позволяет успешно сваривать химически активные металлы, такие как титан и цирконий.
- Отсутствие образования шлака исключает операции по доочистке.
- Минимальное разбрызгивание при сварке.
- Медленнее, чем процессы MMA или MIG.
- Хороший контроль сварочного тока, длины дуги и добавок присадочного металла.
- Поддается механизации.
- Блок питания до 300 А переменного тока. или постоянный ток
Процесс
Сварка MIG
- Процесс может быть полуавтоматическим или автоматическим.

- Диаметр проволоки подачи варьируется от 0,75 до 2,25 мм.
- обычно покрыты медью для улучшения проводимости.
- Смеси аргона и гелия можно использовать для защиты.
- Обеспечивает высокое качество сварных швов на высоких скоростях без удаления флюса (скорость наплавки 1,25–7,5 кг ч -1 ).
- Блок питания 60–500 А, 16–40 В пост.
Провода
Металлоактивный газ (MAG) и CO
2 сварка
- Аргон или гелий заменяются в процессе MIG диоксидом углерода (с добавками или без них) по более низкой цене.
- CO 2 используется в основном для сварки стали.
- Добавление до 10% кислорода в основу CO 2 дает следующие преимущества: обеспечивает более плавный перенос металла шва, увеличивает текучесть сварочной ванны и увеличивает смачиваемость металла шва.
Материалы:
Сварка ВИГ
- сварка углеродистых и легированных сталей, жаропрочных и нержавеющих сталей, меди и ее сплавов, никеля и его сплавов.
- а.с. сварка TIG требуется для сварки TIG сплавов алюминия, магния и алюминий-бронзы, чтобы разрушить стойкие поверхностные оксиды на поверхности металла.
- Использование аргона высокой чистоты позволяет сваривать химически активные металлы, такие как титан и цирконий, с аргоновыми кожухами и электродами постоянного тока. текущий.
- Тонкостенные (1,6 мм и меньше) трубы из нержавеющей стали можно сваривать методом ВИГ, вращая сварочную головку и фиксируя трубу. Это называется орбитальной сваркой труб.

Сварка МИГ
- Процесс МИГ подходит для сварки алюминия, магниевых сплавов, простых и низколегированных сталей, нержавеющих и жаропрочных сталей, а также меди и бронзы.
- Различия в составе присадочной проволоки, токе и напряжении, а также в защитном газе.
MAG и CO
2 сварка
- CO 2 сварка в основном используется для сварки мягких и низколегированных сталей (дешевле аргона).
- CO 2 действительно эффективен в качестве защитного газа, если электродная проволока содержит до 1,8 % марганца, 0,5 % кремния, 0,15 % титана и 0,15 % циркония, которые действуют как раскислители.
- Нержавеющая сталь сваривается в среде аргона с 1% кислорода.
Дизайн:
Сварка ВИГ
- Позволяет успешно сваривать тонколистовые материалы с минимальной деформацией (толщиной < 0,5 мм).
- Алюминиевые сплавы с толщиной листа 2–6,4 мм можно сваривать в виде плоских стыковых соединений. Пластины толщиной 5–9,5 мм, сваренные одинарными V-образными стыковыми соединениями.
- Тонкая труба из нержавеющей стали может быть сварена методом TIG методом орбитальной сварки труб.
Сварка MIG
- Листы толщиной 6–25 мм могут быть сварены встык с алюминиевыми поверхностями 1,6–4,8 мм.
- Производительность выше, чем при сварке TIG.
- Используется в общестроительном строительстве.

MAG и CO
2 сварка
- Автоматическая сварка MAG или CO 2 процессы позволяют получать стабильно высококачественные сварные швы из низкоуглеродистой и низколегированной стали.
- Более высокая скорость сварки, чем при сварке TIG или MIG.
Эта статья является частью Manupedia – сборника информации о некоторых процессах, используемых для преобразования материалов в полезные предметы.
Стать студентом ОУ
- Бакалавр наук (с отличием) Открытая степень
- Бакалавр наук (с отличием) Комбинированный STEM
- Диплом о высшем химическом образовании
Рейтинги и комментарии
Поделитесь этим бесплатным курсом
Информация об авторских правах
Расходные материалы для дуговой сварки
: полное руководство
16 августа 2019 г. админ
админ
Что такое дуговая сварка?
Дуговая сварка использует поток электронов, проходящий через воздух/газ, известный как «дуга», для нагрева металлических заготовок в локализованной области с образованием расплавленной ванны, известной как «сварочная ванна». Как только дуга перемещается или удаляется, сварочная ванна затвердевает, создавая связь между ранее отдельными частями.
Существует два основных типа расходных материалов для сварки , один из которых представляет собой материалы, которые составляют часть самого сварного шва (часто называемого «присадочным металлом»), а другой представляет собой детали, которые расходуются для обеспечения процесса сварки. В этой статье мы сосредоточимся на расходуемых деталях, которые позволяют выполнять сварку, сосредоточив внимание на MIG/MAG , TIG и MMA процессы.
Мы ставим сварку MIG/MAG на первое место не потому, что это лучший способ сварки с точки зрения целостности сварного шва, а потому, что это то, с чем знакомо большинство сварщиков.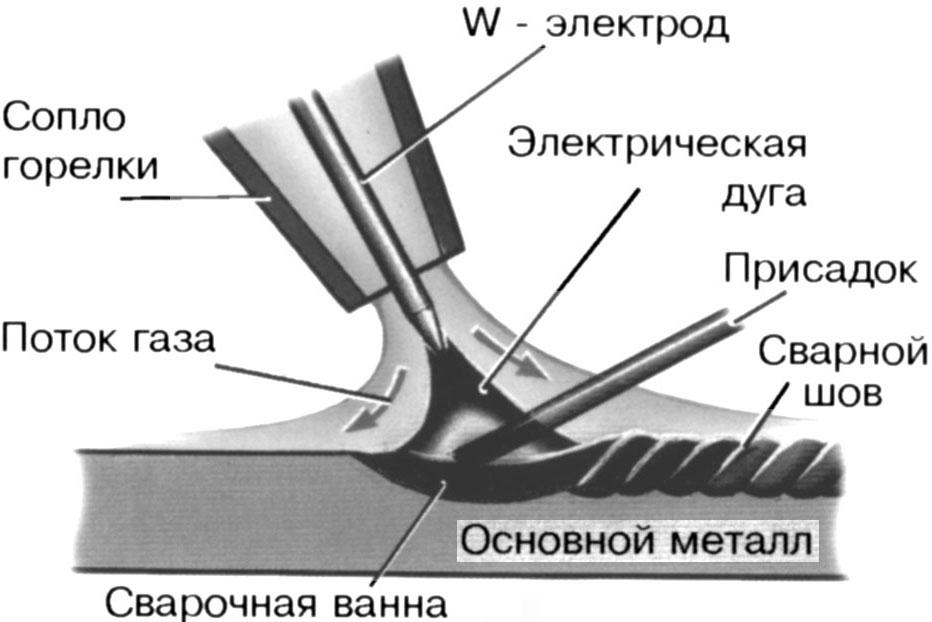 Его главными преимуществами являются производительность, гибкость и тот факт, что это относительно простой процесс обучения.
Его главными преимуществами являются производительность, гибкость и тот факт, что это относительно простой процесс обучения.
Сварка MIG/MAG — это процесс, при котором дуга зажигается между непрерывно подаваемой плавящейся проволокой (присадочный металл) и заготовкой. Эта проволока вплавляется в «сварочную ванну» (расплавленную «лужу»), образованную дугой на заготовке, и добавляет дополнительный материал к сварному шву. Поскольку большинство металлов будут гореть на воздухе при этих температурах, вводится защитный газ, чтобы удерживать кислород (и другие химически активные газы) от расплавленного металла.
Таким образом, проблема, с которой сталкивается тот, кто хочет изготовить сварочный аппарат MIG , заключается не только в том, как создать правильные электрические условия, позволяющие зажигать и поддерживать сварочную дугу, но не менее важной является подача присадочного металла и защитного газа к область, сваренная точным и последовательным образом.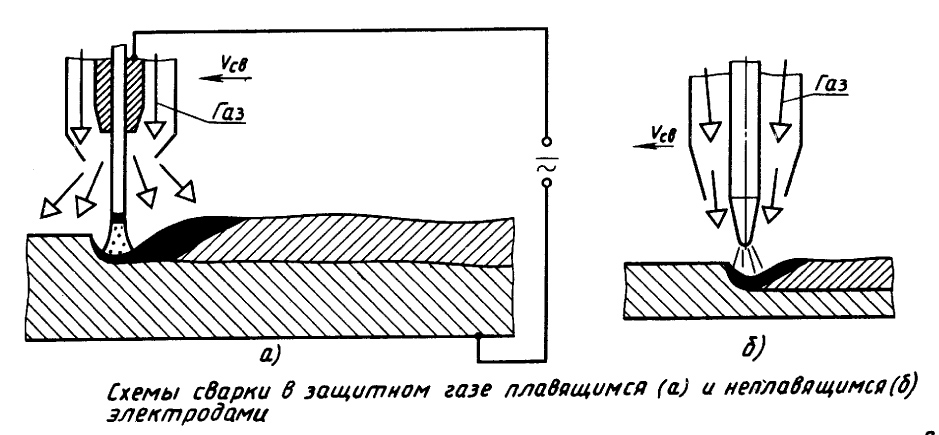
Обычный метод подачи сварочной дуги, защитного газа и присадочного металла к заготовке достигается с помощью сварочной горелки (или «пистолета»), которая обычно имеет длину от 3 до 4 метров и подключается к положительному электрическому выводу. сварочного аппарата. Устройство подачи проволоки проталкивает присадочный металл (в форме проволоки) вдоль горелки через «лайнер», выходящий из конца через «контактный наконечник», который придает ему электрический заряд. В то же время защитный газ подается в горелку под давлением ее сжатого цилиндра и выходит через сопло (или «кожух»), окружающее контактный наконечник. Заземляющий провод, прикрепленный к отрицательной электрической клемме сварочного аппарата, прижимается к заготовке, чтобы обеспечить замкнутую цепь; и сварочная горелка, и заземляющий провод широко известны как «вторичные» расходные материалы.
Расходуемые детали для MIG могут быть товаром, но они играют решающую роль в достижении качества сварки и могут напрямую влиять на общую производительность и стоимость операции. Плохо спроектированная горелка MIG может быть не только неудобной для оператора, но и может создавать такие проблемы, как плохая подача присадочной проволоки и неравномерная газовая защита.
Плохо спроектированная горелка MIG может быть не только неудобной для оператора, но и может создавать такие проблемы, как плохая подача присадочной проволоки и неравномерная газовая защита.
Переходя к основным расходным деталям, они обычно состоят из гильзы, контактного наконечника, газового сопла и газового диффузора. Именно эти детали в первую очередь отвечают за равномерную подачу сварочной проволоки, поддержание газовой защиты и создание необходимой для хорошей сварочной дуги электропроводности. Расходные материалы более высокого качества обычно изготавливаются из материалов высшего качества с более точными допусками, чтобы максимально увеличить срок их службы, повысить качество сварки и уменьшить разочарование оператора. Детали низкого качества создают ненужные проблемы для оператора, который уже может быть требовательной работой, например;
- Повторное прожигание (приплавление конца проволоки к наконечнику), требующее длительной повторной подачи
- Неравномерная подача проволоки, вызывающая чрезмерное разбрызгивание и плохой внешний вид сварного шва
- Дополнительные простои из-за частой замены выгоревших деталей
- Плохая газовая защита, вызывающая пористость в валике сварного шва и, следовательно, возможный ремонт
Подсчитано, что расходуемые детали составляют менее 1% стоимости метра сварного шва, в отличие от 76%, приходящихся на заработную плату. Это дает убедительные аргументы в пользу покупки качественных деталей, а не просто выбора самых дешевых из рекламируемых.
Это дает убедительные аргументы в пользу покупки качественных деталей, а не просто выбора самых дешевых из рекламируемых.
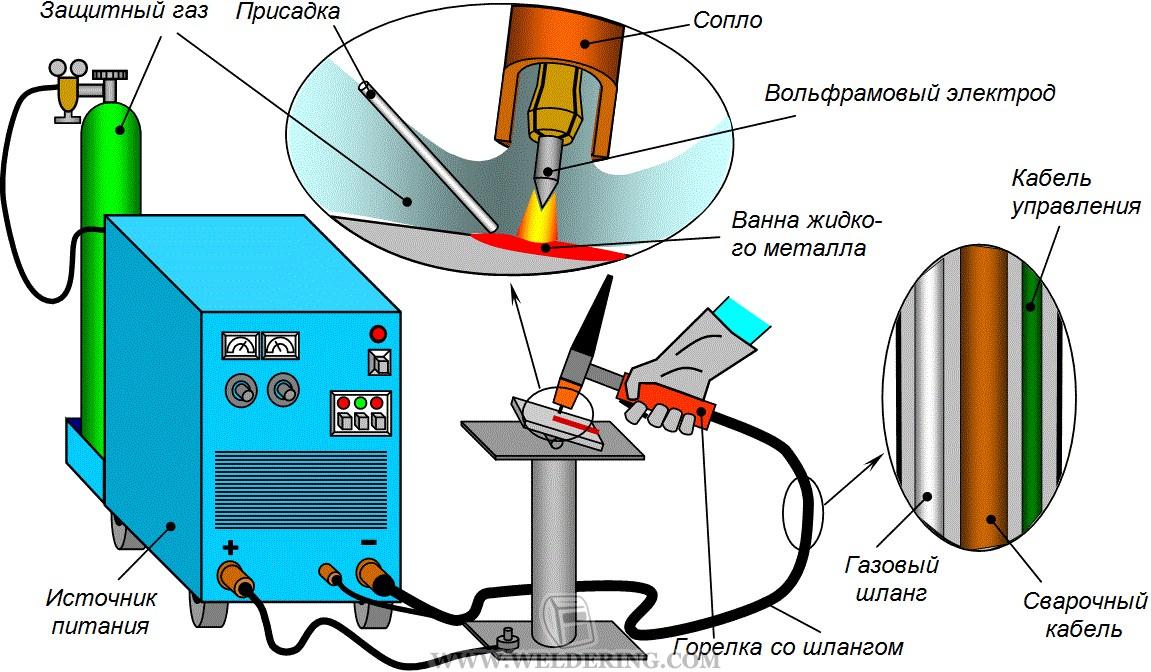
Сварка ВИГ является одним из наиболее распространенных способов получения высокопрочных и эстетически привлекательных сварных швов. Это очень гибкий процесс, позволяющий сваривать почти все металлы с помощью одного типа машины и защитного газа (аргона).
Подобно сварке MIG/Mag, процесс TIG соединяет металлы путем локального нагревания их до температуры плавления с помощью электрической дуги. Однако в этом случае дуга зажигается между термостойким вольфрамовым электродом и заготовкой, а присадочная проволока обычно подается в сварочную ванну независимо друг от друга. Опять же, вводится защитный газ, чтобы удерживать химически активные газы, присутствующие в воздухе, вдали от расплавленного металла.
Электрическая дуга и защитный газ подаются к заготовке с помощью сварочной горелки, длина которой обычно составляет 4 или 8 метров, а вольфрамовый электрод , от которого исходит дуга, удерживается в цанге внутри головки горелки.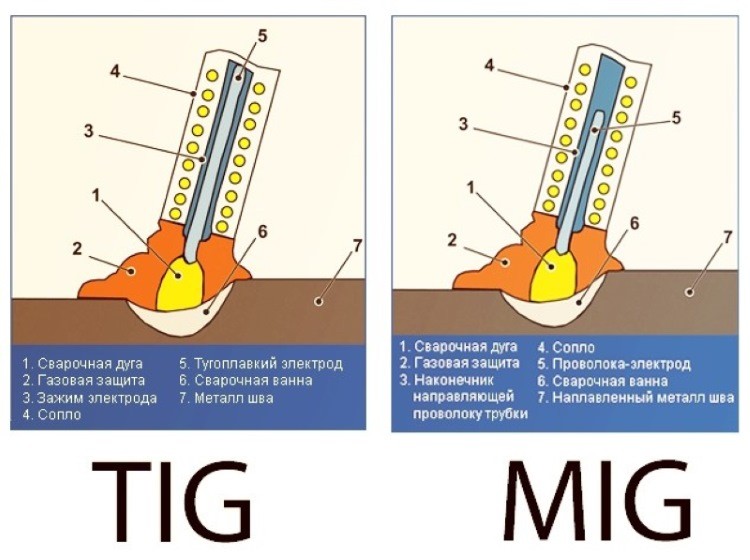 В то же время защитный газ подается в горелку под давлением ее сжатого цилиндра и выходит через сопло, из которого выступает вольфрам. Провод заземления завершает цепь, он и горелка являются «вторичными» расходными материалами для сварки TIG.
В то же время защитный газ подается в горелку под давлением ее сжатого цилиндра и выходит через сопло, из которого выступает вольфрам. Провод заземления завершает цепь, он и горелка являются «вторичными» расходными материалами для сварки TIG.
Основные расходуемые детали, обычно состоящие из цангового патрона , корпуса цангового патрона и керамического сопла, должны иметь точные размеры, чтобы вольфрамовый электрод оставался концентричным по отношению к керамическому соплу . Эксцентрично установленная вольфрамовая вольфрамовая вставка приведет к блужданию сварочной дуги и затруднит управление сварочной ванной. Как и в случае расходных материалов для сварки MIG , расходные материалы более высокого качества обычно изготавливаются из материалов высшего качества, которые лучше выдерживают сильный нагрев. Это особенно касается цанг для меньших TIG-горелки , а также керамические сопла для приложений с высоким током. Опять же, детали низкого качества вызывают ненужные разочарования у операторов, которые гордятся своей работой, например;
Опять же, детали низкого качества вызывают ненужные разочарования у операторов, которые гордятся своей работой, например;
- Блуждание дуги, вызывающее плохой внешний вид сварного шва
- Попадание вольфрама в сварочную ванну из-за деформации цанги под воздействием тепла
- Плохая газовая защита, вызывающая пористость наплавленного валика и возможный ремонт
- Дополнительные простои из-за частой замены выгоревших деталей
- Керамические концы сопла растрескиваются и отваливаются
Сварка MMA (ручная металлическая дуга или «палка») — это оригинальный распространенный метод дуговой сварки. Это простой и гибкий процесс, который можно использовать в первую очередь для черных металлов, но, тем не менее, он требует хорошей квалификации оператора.
Сварка ММА работает путем образования электрической дуги между металлическим плавящимся электродом, покрытым флюсом, и заготовкой. Как и в случае других процессов дуговой сварки, упомянутых выше, при этом происходит локальное расплавление металлического сердечника электрода и заготовки, образуя прочное соединение при ее охлаждении. Однако принципиальная разница заключается во флюсовом покрытии электрода, которое «сгорает» во время сварки, создавая газовую защиту от кислорода воздуха. Этот процесс очень надежен и позволяет получить сварные швы с высокой степенью целостности в атмосферных условиях вне помещений, что не может быть достигнуто ни при сварке MIG, ни при сварке TIG.
Как и в случае других процессов дуговой сварки, упомянутых выше, при этом происходит локальное расплавление металлического сердечника электрода и заготовки, образуя прочное соединение при ее охлаждении. Однако принципиальная разница заключается во флюсовом покрытии электрода, которое «сгорает» во время сварки, создавая газовую защиту от кислорода воздуха. Этот процесс очень надежен и позволяет получить сварные швы с высокой степенью целостности в атмосферных условиях вне помещений, что не может быть достигнуто ни при сварке MIG, ни при сварке TIG.
Сварочная дуга подается к изделию с помощью провода с ручкой на одном конце для удержания плавящегося электрода. В некотором смысле, в процессе MMA сварки фактически нет расходуемых деталей. Однако держатели электродов, зажимы заземления и сварочные провода изнашиваются по мере использования, вызывая такие проблемы, как:
- Изношенный электрододержатель, из-за которого электрод выпадает или меняет положение во время сварки
- Снижение мощности сварки из-за плохой проводимости земли и электрода
- Возникновение дуги в гнездах машины из-за изношенных соединителей/вилок сварочных проводов
- Оплавление изоляции сварочного провода из-за ослабления соединителей
Рекомендуется регулярно заменять сварочные провода и использовать правильный размер кабеля, держатели и зажимы заземления; полезное руководство показано ниже;
Если вы сварщик или работаете в отрасли, то знаете, насколько важны правильные расходные материалы для ваших сварщиков. В ПВП мы стремимся помочь отрасли производства металлоконструкций быть максимально эффективной. Это означает предоставление лучших инструментов для проектов, чтобы каждый конечный результат был идеальным.
В ПВП мы стремимся помочь отрасли производства металлоконструкций быть максимально эффективной. Это означает предоставление лучших инструментов для проектов, чтобы каждый конечный результат был идеальным.
Наша обширная линейка продуктов ориентирована на предоставление решений, с которыми могут работать наши клиенты. В конце концов, наше видение заключается в том, чтобы предоставить сварщикам качественное оборудование, чтобы помочь им во всех отраслях стать более эффективными, продуктивными и прибыльными.
Не говоря уже о том, что мы предлагаем быструю доставку, чтобы ваши задержки и время простоя были сведены к минимуму, когда это возможно. Опять же, это всего лишь часть нашего стремления к тому, чтобы сварщики во всем мире достигали своих целей! Итак, если вам нужно консультация эксперта или требуется новый сварочный аппарат или расходные материалы , свяжитесь с нами сегодня.