Как выбрать электроды для сварки – инструкция от производителя
Критерии выбора электродов
Подобрать подходящие электроды поможет знание основных критериев выбора. Представленные ниже факторы в различной степени влияют на выбор конкретной марки, в совокупности составляя полную картину. Итак, на выбор сварочных материалов оказывают влияние:
- свариваемый металл – его вид, тип, толщина и вытекающие из этого требования, предъявляемые к характеристикам сварного соединения.
- условия, в которых выполняются работы и будет происходить дальнейшее эксплуатация конструкций и сооружений.
- опыт и навыки сварщика влияют на возможность использования некоторых марок.
- качество электродов, способных обеспечить необходимые характеристики металла шва.
Остановимся на некоторых факторах и рассмотрим их более подробно.
Сегодня существует большое количество металлов и сплавов, отличающихся своими характеристиками и сферами применения. Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Поэтому важно подбирать электроды, которые обеспечивают получение металла шва схожего по характеристикам, механическим свойствам и химическому составу с основным металлом. Это достигается за счет использования специальной проволоки (сердечника) и состава обмазки.
Среди основных характеристик металлов выделяют: прочность, твердость, упругость, пластичность и вязкость. Для сталей, использующихся в некоторых отраслях промышленности важны также показатели жаростойкости, износостойкости и усталости. Как правило, на упаковке изделий присутствует краткое описание, для каких сталей предназначена та или иная марка.
По назначению выделяют электроды: для ручной дуговой сварки углеродистых и низколегированных сталей, легированных теплоустойчивых сталей, высоколегированных сталей с особыми свойствами, чугуна, меди и сплавов на ее основе; для ручной электродуговой наплавки поверхностных слоев с особыми свойствами; для электродуговой резки.
Условия сварки и эксплуатации соединенной конструкции, также влияет на выбор. Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Для сварки в условиях севера к изделиям существуют определенные требования. Например, электроды GOODEL-52U способны обеспечить работоспособность при температуре до -50 градусов Цельсия.
Толщина свариваемого металла влияет на выбор диаметра изделия. Для соединения деталей малой толщины применяются не большие диаметры электродов. Это позволяет избежать прожига и порчи детали. Соответственно с увеличением толщины заготовки увеличивается и диаметр электрода. А это в свою очередь ведет к увеличению силы сварочного тока, для обеспечения большей глубины проплавления. Сегодня выпускаются электроды различных диаметров, в основном от 2 до 6 мм. Более подробно о том, как выбрать диаметр электрода и силу сварочного тока в зависимости от толщины металла поговорим чуть ниже.
Совет: если не знаете или забыли, как выбрать силу сварочного тока можете посмотреть рекомендации производителя на упаковке с материалами. Как правило, там указываются допустимые режимы сварки.
Опыт и навыки сварщика также оказывают влияние на выбор марки. Существует ряд различных классификаций, помимо разрядов. Например, аттестация в НАКС на доступ к определенным видам сварочных работ. Чем опытнее сварщик, тем проще ему вести сварку различными типами электродов. Новичкам же рекомендуется начинать с расходников рутилового типа и после их освоения начинать практику с изделиями основного типа. Это связано с тем, что основные электроды требуют определенных навыков и сноровки, однако после освоения дают прекрасные результаты. Высокое качество шва и стойкость к образованию кристаллизационных трещин, также такие электроды обладают низким содержанием водорода.
Качество сварочных материалов непосредственно влияет на характеристики сварного соединения и на сам процесс ведения сварки. Необходимо выбирать электроды у надежных производителей, гарантирующих качество выпускаемой продукции. Также следует остерегаться подделок некоторых популярных брендов. Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Как правило, отличить оригинал от контрафакта можно внимательно изучив пачку. Настоящая упаковка всегда будет лучшего качества: плотнее, герметичнее, без явных нарушений целостности и следов «кривой» склейки. Можно проверить и сам электрод. Если обмазка не равномерного цвета или имеет неоднородное нанесение, с большим количеством сколов, то стоит подумать, прежде чем покупать такую пачку. В любом случае перед покупкой стоит прочитать несколько статей на эту тематику.
Виды и типы электродов для сварки
Существуют различные виды сварочных электродов: неплавящиеся, плавящиеся без покрытия и плавящиеся покрытые. Для ручной дуговой сварки применяются покрытые плавящиеся электроды. Они, в свою очередь, согласно ГОСТ 9466-75, имеют несколько типов покрытия. Рассмотрим наиболее распространенные из них.
Электроды с основным покрытием
Один из самых популярных типов. В маркировке обозначаются буквой «Б». Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Имеют хорошие сварочно-технологические свойства. Обеспечивают высокую прочность и ударную вязкость металла шва. Содержат малое количество водорода и обеспечивают стойкость к знакопеременным нагрузкам и низким температурам. Используются для сварки особо ответственных конструкций, в том числе нефтегазопроводных труб в условиях севера. Широко применяются в мостостроении и кораблестроении. Из недостатков: при сварке получается относительно много шлака, а при выполнении работ на длинной дуге в шве могут образоваться поры. Поверхность свариваемых элементов обязательно должна быть обезжирена и зачищена. Изделия с таким типом покрытия работают на постоянном токе обратной полярности. Наиболее распространенная марка – УОНИ-13/55.
Электроды с рутиловым покрытием
Вторыми по популярности можно назвать изделия с рутиловым покрытием. Они обозначаются буквой «Р». Основные преимущества – простой поджиг, устойчивое горение дуги, минимальное разбрызгивание и легкое отделение шлака. Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Электроды с обмазкой этого типа обеспечивают возможность сварки в любых пространственных положениях, а также по загрязненным и окисленным поверхностям. При этом они могут работать на постоянном и переменном токе. Такие расходные материалы хорошо подходят для сварки углеродистых и низколегированных сталей. Наиболее распространены марки: ОК-46, МР-3, ОЗС-12, АНО-21. Следует учитывать, что прежде чем приступить к сварке электроды нужно прокалить.
Помимо этого существуют электроды с кислым покрытием (А), целлюлозным покрытием (Ц), а также различные смешанные типы. Например, рутилово-целлюлозное (РЦ) или рутилово-кислое (АР) и другие. Однако, такие типы менее распространены.
Какие электроды выбрать для сварки металлоконструкций
На выбор типа изделия также влияет тип свариваемого металла и то, какие работы планируется выполнять. Ниже представлена таблица рекомендуемых марок электродов, производимых заводом сварочных материалов «GOODEL», в зависимости от назначения металла подлежащего сварке или наплавке.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Выбор диаметра электрода в зависимости от толщины свариваемого металла
Как правило, диаметр можно подобрать исходя из толщины металла изделий. Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
Как говорилось выше, чем больше толщина металла, тем больше должен быть диаметр электрода. Стоит отметить, что на выбор диаметра влияет не только толщина металла, но и его свойства. Основные рекомендации по выбору диаметра электрода.
- Для деталей толщиной от 1,5 до 2 мм, подойдет электрод Ø 2 мм.
- Для соединения заготовок толщиной 3 мм, подойдут электроды Ø 2,5 или 3 мм.
- При толщине свариваемых деталей от 4 до 5 мм, следует использовать изделия Ø 3 или 4 мм.
- Для конструкций толщиной от 6 до 12 мм, лучше всего выбрать электроды Ø 4 или 5 мм.
- Если толщина свариваемых элементов превышает 13 мм, то следует использовать изделия Ø 5 или 6 мм.
При толщине заготовок менее 1,5 мм, ручная сварка, как правило, не применяется.
Полярность и сила сварочного тока
Сварка может производиться как на переменном, так и на постоянном токе. Например, рутиловые электроды могут работать и на постоянном и на переменном токе, а расходники с основным покрытием только на постоянном токе обратной полярности.
При проведении работ с использованием постоянного тока существует два варианта подключения:
- При работе на постоянном токе прямой полярности, свариваемое изделие подключается к зажиму «+», а электрод к «–».
- При использовании постоянного тока обратной полярности, заготовка подсоединяется к клемме «–», а держак электрода к «+».
Следует учитывать, что на контакте «+» наблюдается большее выделение тепла. Это значит, что на прямой полярности лучше выполнять сварку массивных деталей, а на обратной тонколистовой металл и высоколегированные стали. Использование постоянного тока обратной полярности позволит избежать прожига тонких деталей и перегрева высоколегированных сталей.
Правильно подобранная сила тока значительно облегчает процесс ведения сварки и позволяет избежать дефектов в процессе работы. Существует негласное правило, что на миллиметр диаметра электрода добавляется 20-30 Ампер тока. На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
На выбор силы тока также влияет пространственное положение сварки, количество слоев шва и толщина металла. Как правило, производители указывают диапазон рекомендуемых значений сварочного тока на упаковке с электродами. Ориентировочные настройки силы тока:
|
|
2 мм |
2,5 мм |
3 мм |
4 мм |
5 мм |
6 мм |
|
|
40-64 А |
65-80 А |
70-130 А |
130-160 А |
180-210 А |
200-350 А |
Единственно верных настроек не существует. Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Как правило, сварщик устанавливает силу тока исходя из собственного опыта и ощущений, а также используемого оборудования. Главное, чтобы в процессе сварки обеспечивалась достаточная глубина провара и свободное управление сварочной ванной.
Зачем прокаливать электроды
Прокалка обеспечивает удаление лишней влаги из покрытия. Это позволяет избежать дефектов при соединении деталей и прилипания электрода к изделию. Для материалов основного типа прокалка является обязательной. Рекомендуемая температура прокаливания указывается на упаковке. Как правило, для прокалки используется специальное оборудование.
Электроды для сварки труб
Важными факторами, влияющими на выбор электродов для монтажа труб, являются способ их соединения (пространственное положение сварки) и толщина стенки (влияет на выбор диаметра). Для сварки нефтегазопроводов и резервуаров высокого давления используются электроды с основным покрытием марок: GOODEL-52U, УОНИ 13/55, ЦУ-5, ТМЛ-1У.
Для сварки водопроводных и отопительных труб в быту подойдут рутиловые электроды GOODEL-OK46, МР-3 и АНО-4.
Начинающему сварщику
Наиболее подходящими расходными материалами для новичков при сварке инвертором можно назвать электроды с рутиловым покрытием МР-3 и АНО-21. Для сварки нержавейки можно использовать изделия марок ОЗЛ-8 и ЦЛ-11. Расходные материалы УОНИ-13/55 с основным покрытием более сложны в освоении, но способны обеспечить высококачественные и прочные швы.
Чаще всего начинающим сварщикам рекомендуется использовать электроды МР-3. Они обеспечивают получение достойного качества шва даже при малом опыте. Это достигается за счет легкого зажигания дуги и достаточно простому управлению сварочной ванной, а также ее хорошей защитой от кислорода. Возможностью выполнения сварки по загрязненным и окисленным поверхностям. Плюсом является и возможность ведения сварки в любых пространственных положениях, кроме вертикального сверху вниз. Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Ими можно варить как на постоянном токе при подключении к инверторам или выпрямителям, так и на переменном токе с помощью трансформаторов.
Виды сварочных аппаратов
Сварочные аппараты разделяют на 2 группы: бытовые и профессиональные. Бытовые аппараты предназначены для работы от стандартной сети 220 В с частотой 50 Гц. Сила тока как правило не превышает 200 А, а время беспрерывной работы непродолжительно. Такие сварочники позволяют выполнять необходимые сварочные работы в домашнем хозяйстве. Профессиональное оборудование отличается большей силой тока (могут выдавать ток более 200 А) и длительностью работы. Их можно запитать от сети 380 В. Такие аппараты применяются при сварке нефтепроводов, на строительных площадках и в других отраслях промышленности. Основная функция всех сварочных аппаратов это предоставление переменного или постоянного тока.
Существует несколько видов сварочных аппаратов: трансформаторы, выпрямители и инверторы.
Трансформаторы преобразуют переменный ток высокого напряжения в переменный ток меньшего напряжения. Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Минусом трансформаторов являются невозможность получения стабильной дуги, а также большие габариты и вес. Они чувствительны к скачкам напряжения, а для успешной работы необходим опыт. Как правило, их используют для черновой сварки дешевых сталей.
Выпрямители преобразуют переменный ток в постоянный. Позволяют получить стабильную дугу и обеспечивают получение качественного шва. Ими можно варить нержавейку и алюминий, а также низколегированные стали.
Инверторы – наиболее популярный в настоящее время сварочный аппарат. Он имеет достаточно высокую мощность при малых габаритах и весе. Они функциональны и просты в использовании. Обеспечивают стабильное горение дуги, не проседают при скачках напряжения в сети. Ими можно выполнять сварку тонкостенных металлов. Для инвертора подходят электроды всех типов. Какие электроды для сварки инвертором лучше выбрать читайте в статье по ссылке.
Проверка качества перед покупкой
Перед тем как совершить покупку, нужно проверить качество электродов:
- Указанный на упаковке срок годности не должен быть просрочен.

- Упаковка должна быть целой, без следов вскрытия и деформации.
- Обмазка должна быть равномерно нанесена и не должна крошиться.

Заключение
В этой статье мы рассмотрели, как выбрать электроды для сварки. Какие виды и типы покрытия бывают. Научились подбирать диаметр и силу сварочного тока. Ознакомились с видами сварочных аппаратов.
Если у Вас остались какие-то вопросы, наши менеджеры всегда готовы проконсультировать и помочь с выбором. Пишите нам на [email protected] или звоните по телефонам 8-800-1000-546, +7(35253) 3-00-63.
Подпишись, у нас интересно:
Как подобрать электрод для сварки. Плавящиеся и неплавящиеся электроды
На качество сварных работ влияет множество параметров, но самый главный из них – правильно подобранный электрод. Ответ на вопрос «как подобрать электроды для сварки» во многом зависит от типа выполняемых работ. Это может быть:
Это может быть:
— наплавка или ремонт металлических конструкций;
— работа с углеродистыми сортами стали или чугуном;
— работа с легированными или тугоплавкими материалами;
— работа с цветными металлами (алюминий, медь и т.д.).
Для каждого типа работ следует подобрать соответствующий электрод – например, сварка алюминия подразумевает использование аргона и оптимальный решением для неё будет электрод из вольфрама.
Помимо материала при выборе электрода следует учитывать толщину металла. Зависимость проста – чем толще металл, тем более крупный диаметр электрода вам понадобится. И тем больший ток придется использовать при сварке. Как подобрать диаметр электрода по значению тока? Совет от опытных сварщиков – 1 мм диаметра соответствует 30-40 А. Проще говоря – электрод диаметром 2 мм позволяет работать с током в диапазоне от 60 до 80А.
Тип сварочного аппарата на выбор не влияет – например, представленные на рынке инверторы работают со всеми видами электродов. Это значит, что подобрать электроды для инвертора можно, основываясь на типе решаемых задач, а не на конструктивных особенностях сварочного аппарата.
Разобравшись с тем, как подобрать толщину электрода, перейдем к рассмотрению их основных разновидностей.
Плавящиеся электроды
Металлический пруток, имеющий специальное покрытие для формирования стабильной сварочной дуги – вот что такое простой плавящийся электрод. Основные представители данного семейства – УОНИ 13/155. Для работы с ними необходимо использовать постоянный ток, а также обеспечить чистоту и сухость в месте сварки. Альтернатива – МР-3, электроды с покрытием из рутила. Здесь уже допускается как постоянный, так и переменный ток, да и к качеству поверхности данные электроды менее строги.
Неплавящиеся электроды
Предназначены для сварки алюминия, магния или сплавов на их основе. Подразумевают работу в инертной среде (чаще всего – аргоне), чаще всего изготавливаются из вольфрама с небольшим количеством легирующих присадок. Как подобрать вольфрамовый электрод? Всё зависит от того, что вы хотите получить и насколько комфортно хотите работать. Цените долговечность? Тогда обратите внимание на вольфрамовые электроды, легированные иттрием. Осуществляете сварку тугоплавких металлов? На помощь придут электроды с ториевой присадкой.
Подразумевают работу в инертной среде (чаще всего – аргоне), чаще всего изготавливаются из вольфрама с небольшим количеством легирующих присадок. Как подобрать вольфрамовый электрод? Всё зависит от того, что вы хотите получить и насколько комфортно хотите работать. Цените долговечность? Тогда обратите внимание на вольфрамовые электроды, легированные иттрием. Осуществляете сварку тугоплавких металлов? На помощь придут электроды с ториевой присадкой.
Вы хотите купить сварочные электроды и ищете оптимальное сочетание цены и качества? Обратите внимание на предложения нашего портала – широкий ассортимент и привлекательная стоимость приятно вас удивят.
Как выбрать сварочные электроды
Существует несколько типов сварочных электродов на выбор, каждый из которых имеет различные механические свойства и работает с определенным типом источника сварочного тока. При выборе сварочной проволоки необходимо учитывать несколько факторов.
Свойства основного металла
Прочность на растяжение
Сварочный ток
Толщина основного металла, форма и сборка соединения
Положение сварки
Спецификации и условия использования
Окружающие условия труда
Пожалуйста, внимательно ознакомьтесь с этими факторами, прежде чем запускать машину и брать электрододержатель .
Электродержатель
Свойства основного металла
Первым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного материала, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы.
Как выглядит металл? Если вы работаете с поврежденной деталью или узлом, проверьте шероховатость и зернистость внутренних поверхностей, что обычно означает, что основным материалом является литой металл.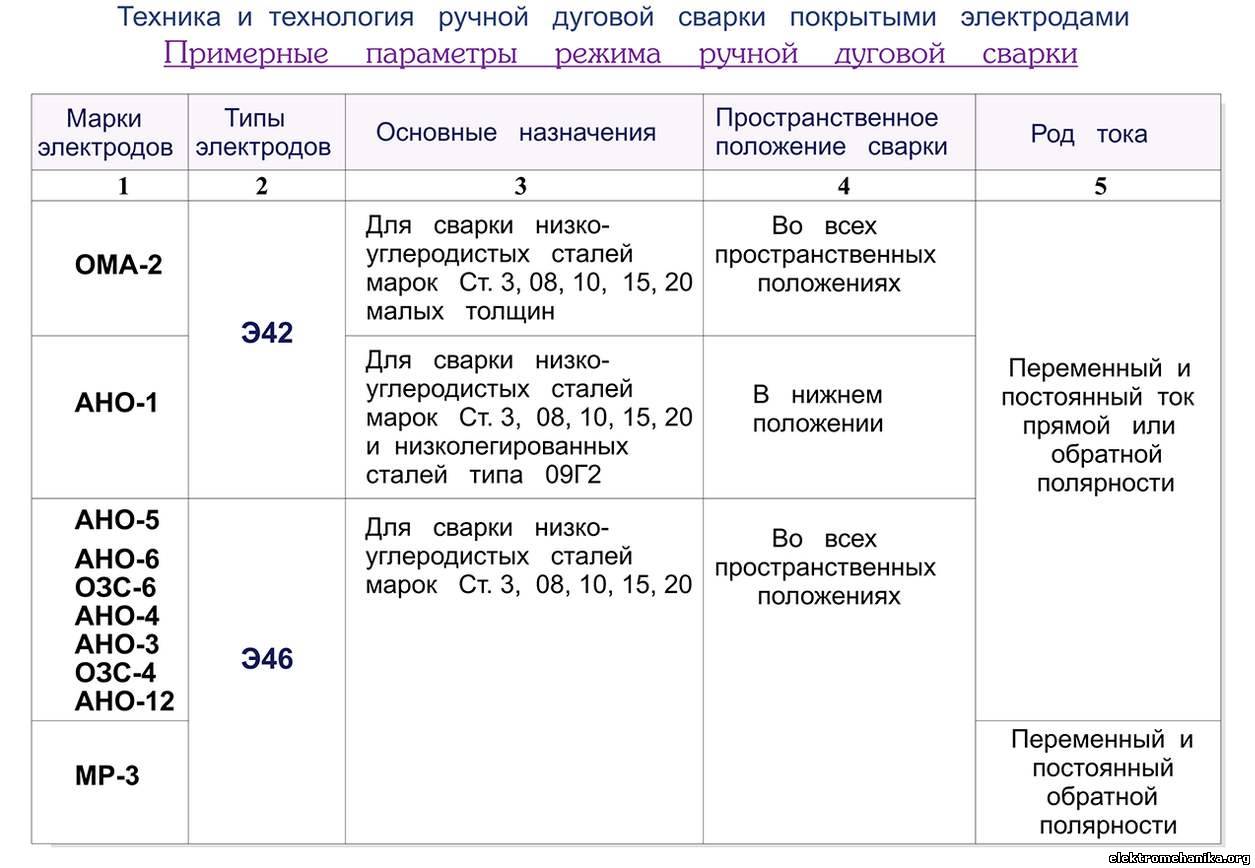
Является ли металл магнитным? Если основной металл является магнитным, то основным металлом, скорее всего, является углеродистая или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
Какие искры возникают при прикосновении шлифовального станка к металлу? Как показывает опыт, большее блики в искрах указывают на более высокое содержание углерода, например, в стали марки А-36.
Будет ли долото «вгрызаться» в основной металл или отскакивать? Долото вгрызается в более мягкие металлы, такие как мягкая сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
AWS ECI
Прочность на растяжение
Во избежание растрескивания или других дефектов сварки минимальный предел прочности электрода на растяжение должен соответствовать пределу прочности основного материала. Вы можете определить предел прочности стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода. Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует сварочный канал с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм, поэтому он хорошо работает со сталями с аналогичной прочностью на растяжение.
Вы можете определить предел прочности стержневого электрода на растяжение, обратившись к первым двум цифрам классификации AWS, напечатанным на боковой стороне электрода. Например, число «60» на электроде E6011 указывает на то, что присадочный металл образует сварочный канал с минимальной прочностью на растяжение 60 000 фунтов на квадратный дюйм, поэтому он хорошо работает со сталями с аналогичной прочностью на растяжение.
Сварочный ток
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, а другие совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к четвертой цифре классификации AWS, которая представляет тип покрытия и тип совместимого сварочного тока.
подходит для конкретного электрода, см. третью цифру в классификации AWS. Вот как вы можете интерпретировать квалифицированные положения электродов.
1 = плоский, горизонтальный, вертикальный и накладной и накладной.
AWS A5.11 ENiCrFe-3
Технические характеристики и условия использования
Обязательно оцените условия, в которых свариваемая деталь будет находиться в процессе эксплуатации. Электрод с низким содержанием водорода и высокой пластичностью уменьшит вероятность растрескивания сварного шва, если он используется в высокотемпературной или низкотемпературной среде, подвергаемой повторяющимся ударным нагрузкам. Кроме того, если вы участвуете в критически важных процессах, таких как изготовление сосудов высокого давления или котлов, обязательно ознакомьтесь со спецификациями сварки. В большинстве случаев эти нормы сварки потребуют от вас использования определенного типа электрода.
Окружающие условия труда
Для достижения наилучших результатов всегда следует удалять излишки оксида, ржавчины, влаги, краски и жира. Чистый основной металл поможет предотвратить пористость и увеличить скорость перемещения. Если невозможно очистить основной металл, электрод E6010 или E6011 обеспечивает глубоко проникающую дугу, способную проникать в загрязнения.
Если невозможно очистить основной металл, электрод E6010 или E6011 обеспечивает глубоко проникающую дугу, способную проникать в загрязнения.
Выбор сварочного электрода
Рассмотрение вышеперечисленных факторов поможет вам решить проблему выбора правильного электрода в виде электрода для конкретного применения. Однако, учитывая широкий спектр доступных электродов, для одного применения может существовать несколько решений. Если вам нужна дополнительная помощь в выборе электрода, обратитесь к местному дистрибьютору сварочных материалов или к представителю компании известного производителя присадочного металла.
Факторы для выбора подходящего электрода
Сварка электродом — это навык, для освоения которого требуется много практики, и выбор правильного электрода для работы может быть не менее сложной задачей. Стержневые электроды доступны в широком диапазоне типов, каждый из которых обеспечивает различные механические свойства и работает с определенным типом источника сварочного тока. Факторы, которые следует учитывать при выборе стержневого электрода, включают тип основного металла, посадку стыка и положение сварки. Прежде чем включить машину и взять держатель электрода, примите во внимание следующие основные рекомендации.
Факторы, которые следует учитывать при выборе стержневого электрода, включают тип основного металла, посадку стыка и положение сварки. Прежде чем включить машину и взять держатель электрода, примите во внимание следующие основные рекомендации.
Оценка основного металла
Первым шагом при выборе электрода является определение состава основного металла. Ваша цель — подобрать (или точно подобрать) состав электрода к типу основного металла, что поможет обеспечить прочный сварной шов. Если вы сомневаетесь в составе основного металла, задайте себе следующие вопросы:
- Как выглядит металл? Если вы работаете со сломанной деталью или компонентом, проверьте наличие грубой и зернистой внутренней поверхности, что обычно означает, что основной материал представляет собой литой металл.
- Является ли металл магнитным? Если основной металл является магнитным, велика вероятность, что основным металлом является углеродистая сталь или легированная сталь. Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
- Какие искры испускает металл при касании болгаркой? Как правило, большее количество бликов в искрах указывает на более высокое содержание углерода, например, в стали марки А-36.
- Долото «вгрызается» в основной металл или отскакивает? Долото вгрызается в более мягкий металл, например, в мягкую сталь или алюминий, и отскакивает от более твердых металлов, таких как высокоуглеродистая сталь, хромомолибден или чугун.
 Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан.
Если основной металл не является магнитным, материалом может быть марганцевая сталь, аустенитная нержавеющая сталь серии 300 или цветной сплав, такой как алюминий, латунь, медь или титан. Во избежание растрескивания или других дефектов сварного шва минимальные механические свойства электрода должны соответствовать механическим свойствам основного металла. Вы можете определить свойства стержневого электрода при растяжении, обратившись к первым двум цифрам классификации EN ISO, напечатанным на этикетке коробки электродов. Например, номер «42» на E 42 5 B 42 Электрод класса H5 указывает на то, что присадочный металл образует наплавленный валик с минимальным пределом текучести 420 МПа и минимальным пределом прочности 500 МПа и, как результат, будет хорошо работать со сталью аналогичного предела текучести / предел прочности.
Например, номер «42» на E 42 5 B 42 Электрод класса H5 указывает на то, что присадочный металл образует наплавленный валик с минимальным пределом текучести 420 МПа и минимальным пределом прочности 500 МПа и, как результат, будет хорошо работать со сталью аналогичного предела текучести / предел прочности.
Некоторые электроды можно использовать только с источниками питания переменного или постоянного тока, в то время как другие электроды совместимы с обоими. Чтобы определить правильный тип тока для конкретного электрода, обратитесь к цифре после буквы, описывающей тип покрытия по классификации EN ISO (E 42 5 B 4 2 H5). Эта цифра представляет собой номинальную эффективность и тип совместимого сварочного тока.
Тип используемого тока также влияет на профиль проплавления полученного сварного шва. Например, электрод, совместимый с DCEP, обеспечивает глубокое проплавление и очень тугую дугу. Он также обладает способностью «рыть» сквозь ржавчину, масло, краску и грязь. Электрод, совместимый с DCEN, обеспечивает мягкое проплавление и хорошо работает при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.
Электрод, совместимый с DCEN, обеспечивает мягкое проплавление и хорошо работает при соединении двух стыков или сварке угловых швов с высокой скоростью и силой тока в горизонтальном положении.
Электрод, совместимый с переменным током, такой как нелегированный рутиловый электрод, создает мягкую дугу со средним проплавлением и должен использоваться для сварки чистого нового листового металла.
Толщина основного металла, форма и подгонка соединений
Толстые материалы требуют электрода с максимальной пластичностью и низким содержанием водорода, чтобы предотвратить растрескивание сварного шва. Электроды с покрытием типа B (базовое покрытие) в соответствии с классификацией EN ISO обеспечивают превосходные свойства с низким содержанием водорода и хорошую ударную вязкость (высокие значения ударной вязкости) для компенсации остаточных напряжений.
Для тонких материалов вам понадобится электрод, который производит мягкую дугу, например, рутиловый. Кроме того, электроды меньшего диаметра обеспечивают неглубокое проплавление, что помогает предотвратить прожог более тонких материалов.
Кроме того, электроды меньшего диаметра обеспечивают неглубокое проплавление, что помогает предотвратить прожог более тонких материалов.
Чтобы определить, для какой позиции(ий) подходит конкретный электрод, всегда обращайтесь к последней цифре перед символом водорода H в классификации EN ISO (E 42 5 B 4 2 H5). Вот как вы расшифровываете квалифицированное положение электрода (согласно ISO 6947):
1 = PA, PB, PC, PD, PE, PF, PG
2 = PA, PB, PC, PD, PE, PF
3 = PA, PB
4 = PA
5 = PA, PB, PG
Например, электрод E 42 5 B 4 2 H5 можно использовать во всех положениях, кроме вертикального вниз.
Затем обязательно оцените условия, в которых свариваемая деталь будет находиться в процессе эксплуатации. Если он будет использоваться в условиях высоких или низких температур, подвергаясь повторяющимся ударным нагрузкам, электрод с низким содержанием водорода и более высокой пластичностью уменьшит вероятность растрескивания сварного шва. Кроме того, обязательно проверьте технические характеристики сварки, если вы работаете с критически важными приложениями, такими как сосуды под давлением или изготовление котлов. В большинстве случаев эти сварочные спецификации потребуют от вас использования определенных типов электродов.
Кроме того, обязательно проверьте технические характеристики сварки, если вы работаете с критически важными приложениями, такими как сосуды под давлением или изготовление котлов. В большинстве случаев эти сварочные спецификации потребуют от вас использования определенных типов электродов.
Для достижения наилучших результатов необходимо всегда удалять избыточную прокатную окалину, ржавчину, влагу, краску и жир. Чистые основные металлы помогают предотвратить пористость и увеличить скорость перемещения. Если очистка основного металла невозможна, электроды Elga P 43 или P 47D создают дугу глубокого проникновения, способную прорезать загрязнения.
Заключительные мысли
Рассмотрение вышеперечисленных факторов поможет вам решить проблемы выбора правильного стержневого электрода для вашего конкретного применения. Однако, учитывая широкий спектр доступных электродов, для одного применения может существовать несколько решений. Если вам нужна дополнительная помощь в выборе электрода, обратитесь к местному торговому представителю ITW Welding или к местному дистрибьютору Elga.