Глубина крепления фрезы в цангу при обработке ЛДСП — Производственные вопросы
#1
OFFLINE
Subscape
Отправлено 17 Апрель 2014 — 12:50
На какую глубину от хвостовика лучше крепить фрезу в цангу? Я обрабатываю ЛДСП 2хзаходной компрессионкой d=8мм. Я думаю что полностью утоплять до режущей части этоже абсурд ведь должна же быть некая упругость чтобы от хорошей подачи фрезу не сломало. Подскажите хотя бы какие-нибудь так сказать дедушкины методы пожайлуйста.
- Наверх
#2
OFFLINE
yaso73
Отправлено 17 Апрель 2014 — 13:05
От режущей части на диаметр фрезы отступаем — там цанга. Впритык к режущей части нежелательно, ломается увереннее.
Впритык к режущей части нежелательно, ломается увереннее.
- Наверх
#3
OFFLINE
Sullen
Отправлено 17 Апрель 2014 — 13:09
На хвостовике фрезы может стоять метка, обозначающая на сколько фрезу в цангу запихивать. Ну или не менее 3/4 длины хвостовика.
- Наверх
#4
OFFLINE
lkbyysq
Отправлено 17 Апрель 2014 — 13:47
Сопромат рулит!
Я думаю что полностью утоплять до режущей части этоже абсурд ведь должна же быть некая упругость чтобы от хорошей подачи фрезу не сломало.
Весь мир рубится за жесткость, чтобы станок не отжимало / фрезу не отгибало. А Вы об упругости…
От режущей части на диаметр фрезы отступаем — там цанга. Впритык к режущей части нежелательно,ломается увереннее.
Наибольшее напряжение при нагрузке действительно приходится на сечение фрезы по срезу цанги.
Вот только напряжение по срезу цанги пропорционально длине свободной части фрезы. При увеличении длины в два раза, напряжение тоже увеличится в два раза. И это при одной и той же нагрузке! Значит, выдвигая фрезу, Вы только уменьшаете допустимую нагрузку на нее.
Но, поскольку фреза имеет не равномерное сечение по своей длине (сечение хвостовика имеет раза в два большую площадь, чем режущей части), при зажиме «под корень» опасное сечение переместится ниже, в более тонкую часть, и предельная нагрузка при этом снизится.
Поэтому совет уважаемого yaso73 не просто логичен, а руководство к действию.
Сообщение отредактировал lkbyysq: 17 Апрель 2014 — 13:49
- Наверх
#5
OFFLINE
Subscape
Отправлено 17 Апрель 2014 — 14:27
Спасибо вам буду знать
- Наверх
#6
OFFLINE
ipavel
Отправлено 05 Июль 2016 — 23:33
В дополнение к теме. Описано использование фрез и цанг. https://yadi.sk/i/7f2JSE69t2wQ4
- Наверх
Установка фрезы
31 декабря 2017
О том, как правильно установить фрезу на станок, расскажем в этом информационном выпуске.
Фреза – многозубый режущий инструмент, применяемый для обработки материалов резанием (фрезерованием) с целью снятия определенного припуска на обработку.
Разнообразие ЧПУ фрез
Типы фрез
В зависимости от геометрических параметров различают следующие типы фрез:
- Цилиндрические
- Конические
- Торцевые
- Концевые
- Червячные
Большая часть всех фрез имеет отверстие в своей конструкции, благодаря которому имеет возможность одеваться на оправку. Их называют насадными.
Другая же часть фрез сравнительно небольших диаметров имеет в своей конструкции хвостовик. Такие фрезы называют концевыми. Их хвостовик может быть цилиндрическим и коническим.
При установке фрезы на станок оператору станка понадобится информация о номере конуса и типе шпинделя станка, его крепежные параметры. Все размеры, в том числе и крепёжного фланца, стандартизированы (ГОСТ 836-47).
Все размеры, в том числе и крепёжного фланца, стандартизированы (ГОСТ 836-47).
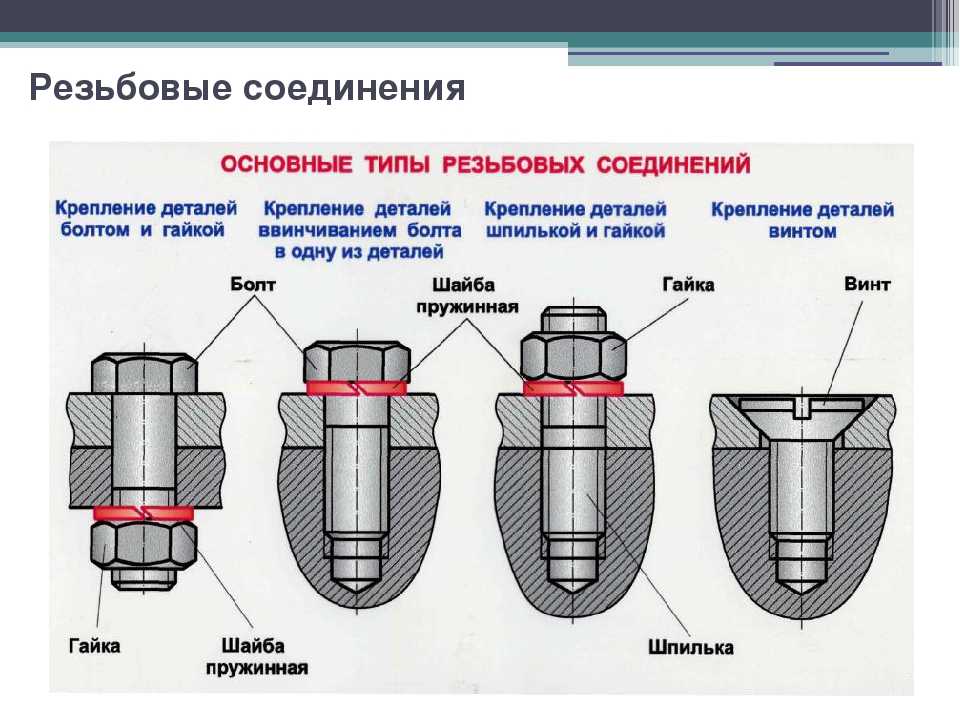
Как правильно установить фрезу с коническим и цилиндрическим хвостовиком
Если размер хвостовика концевой фрезы совпадает с размерами конусного отверстия (гнезда) шпинделя, то в данном случае они сопрягаются без каких-либо дополнительных элементов. Хвостовик вставляют в коническую часть шпинделя и фиксируют с помощью затяжного винта. Этот способ является самым оптимальным и простым, применяется на фрезерных станках с горизонтальной и вертикальной установкой шпинделя, обеспечивая при этом достаточно простую смену фрезы.
В случае, когда размер конуса хвостовика фрезы меньше, чем конус шпинделя, для установки фрезы используют специальные переходные втулки.
Установка и закрепление концевых фрез с цилиндрическим хвостовиком осуществляется с применением цангового патрона, который способствует увеличению жесткости крепления.
Установка фрезы в цанговом патроне имеет следующий механизм действия:
- В корпусе патрона установлена цанга, которая перемещается с закрепленным на ней цилиндрическим пальцем. На корпусе нарезана резьба, по которой осуществляется перемещение гайки при ее вращательном движении по часовой стрелке.
- Оператор станка вставляет фрезу непосредственно в отверстие цанги, находящейся в патроне. И начинает закручивать гайку по часовой стрелке. Под воздействием упорного шарикоподшипника палец и цанга перемещаются до жесткого закрепления в ней фрезы. Цанга, установленная в патроне, позволяет надежно зафиксировать нужную фрезу, препятствует ее поломке и срыву.
Существенным преимуществом в конструкции такого патрона является:
- Использование упорного подшипника, который обеспечивает значительное увеличение силы зажима фрезы.
- Удобство для крепления в нём мелких фрез.
- Достаточно прост в изготовлении.

- Имеет небольшие габаритные размеры.

При установке фрезы в цангу необходимо:
- Использовать зажимную цангу строго в соответствии с диаметром закрепляемого инструмента
- Предпочтительно устанавливать фрезу по всей длине цанги, что обеспечит более надежную фиксацию. Но не менее, чем на 2/3 всей длины.
- Выбор размера и конструкции цанги для закрепления в ней фрезы производится только в соответствии с ГОСТ17201-71.
Прежде всего нужно учитывать, что диаметр цанги должен максимально соответствовать диаметру устанавливаемой в ней фрезы для более плотного контакта.
Необходимо учитывать тот факт, что сам по себе цанговый механизм является самоцентрирующим, что обеспечивает высокую точность установки инструмента и не требует дополнительной калибровки.
Поэтому после закрепления фрезы в патроне остается проверить ее на биение. Для этого используют индикатор часового типа. Проверку этим методом осуществляют в двух случаях: при установке фрезы в шпиндель фрезерного станка, а также в случае ее переточки. Для контроля биения используют самый простой индикатор, который закреплен на штативе. Измерения фиксируют между зубьями фрезы по всей ее длине.
Проверку этим методом осуществляют в двух случаях: при установке фрезы в шпиндель фрезерного станка, а также в случае ее переточки. Для контроля биения используют самый простой индикатор, который закреплен на штативе. Измерения фиксируют между зубьями фрезы по всей ее длине.
В процессе обработки металла фреза может работать исправно при правильной ее установке и эксплуатации. А точная ее фиксация с проверкой на биение позволяет:
- повысить качество фрезерования;
- увеличить производительность;
- избежать брака в изделии;
- снизить риски преждевременного износа.
Технический совет недели: правильная установка инструмента в цангу
Перейти к содержимому
Опубликовано | Джош
За исключением гораздо более дорогих решений, цанги ER являются одной из лучших доступных систем крепления инструмента. Однако неправильная установка фрезы в цангу ER может привести к множеству проблем, и в этом блоге мы рассмотрим эти проблемы, предложим решения и объясним причины, по которым важно регулярно обслуживать и менять цанги.
Однако неправильная установка фрезы в цангу ER может привести к множеству проблем, и в этом блоге мы рассмотрим эти проблемы, предложим решения и объясним причины, по которым важно регулярно обслуживать и менять цанги.
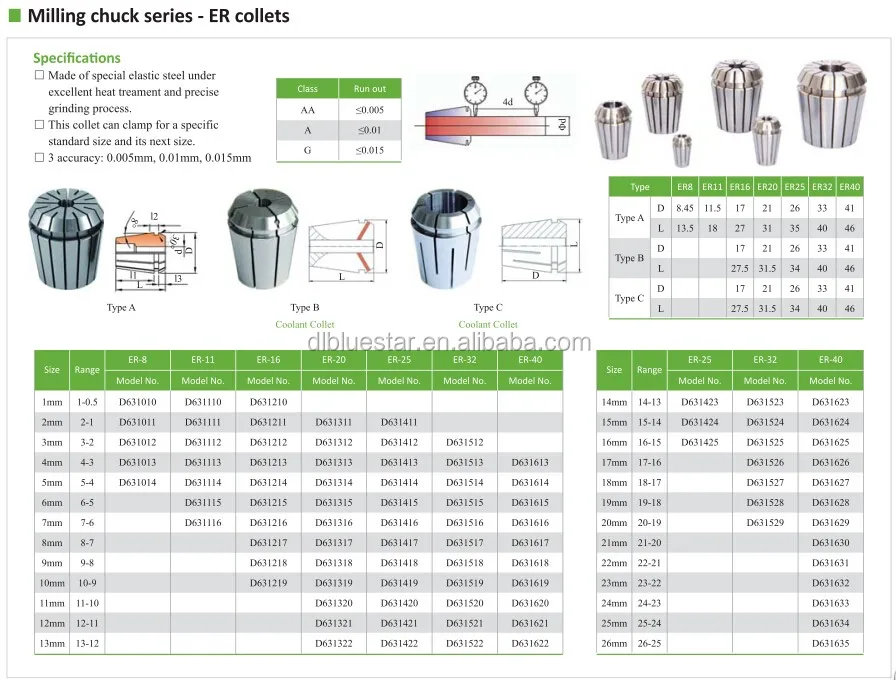
Выбор правильной цанги
Очень важно использовать цангу правильного размера для диаметра хвостовика вашего инструмента. Во-первых, убедитесь, что вы ищете правильный тип цанги, подходящий для шпинделя вашего станка. Распространенной ошибкой является попытка вставить инструмент с хвостовиком 6 мм в цангу ¼ дюйма. Он войдет, и вы сможете затянуть его, но вы будете нагружать цангу.
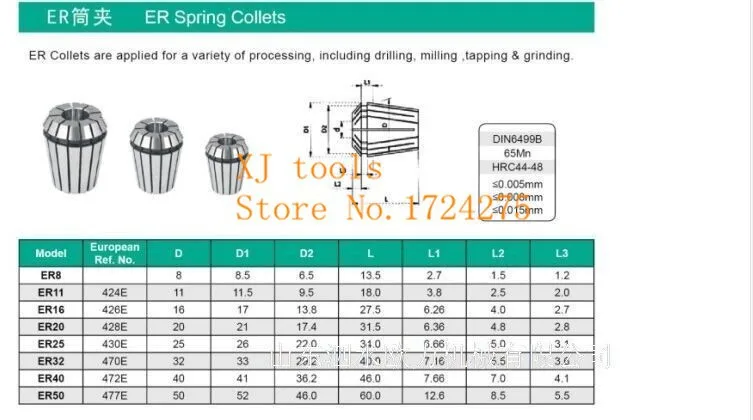
Используйте приведенную ниже таблицу, чтобы выбрать правильный тип цанги. Показанные примеры шпинделей — это лишь небольшая часть того, где можно использовать эти цанги. Даже если ваш шпиндель указан в списке, лучший способ проверить совместимость — сравнить размеры в таблице с одной из имеющихся у вас цанг.
[table id=1 /]
Важность правильной установки инструмента в цангу
Выбор неправильного типа цанги, размера цанги или неправильная установка инструмента в цангу может вызвать ряд проблем с заготовкой , инструмент и/или машина.
Вот несколько примеров того, что может пойти не так:
- Низкое качество резки
- Преждевременный отказ инструмента
- Повреждение шпинделя
- Повреждение цанги
- Повреждение инструмента
- Повреждение станины
- Несоосность инструмента
Как правильно установить инструмент в цангу?
- Во-первых, убедитесь, что у вас есть цанга подходящего размера для используемого инструмента. Вставьте цангу в контргайку до щелчка. Чтобы успешно зацепить цангу со стопорным кольцом гайки, вставьте ее под небольшим углом.
- Неплотно навинтите гайку на конус шпинделя или держателя инструмента.
- Вставьте инструмент в цангу. Инструмент должен заполнить не менее 80% отверстия цанги, но не допускать попадания режущей канавки в цангу.
Следующий шаг — убедиться, что вы затянули цангу с правильным крутящим моментом.
Надежно затяните контргайку на шпинделе, но не перетяните ее.
Если вы недостаточно затяните цангу, существует вероятность того, что инструмент может вырваться из цанги во время резки, особенно если вы используете спиральную канавку, направленную вверх, что может привести к повреждению станины станка и создать риск для здоровья и безопасности.
Если вы перетянете цангу, вы рискуете повредить фрезу и сместить инструмент, что неизменно приведет к получению некачественного конечного продукта, не говоря уже о потраченном впустую материале и времени.
Чтобы успешно снять инструмент с цангового патрона, отверните контргайку со шпинделя. Затем снимите инструмент и выньте цангу из контргайки, нажав на верхнюю часть цанги в сторону.
Помните – обслуживание цанги!
Цанги имеют срок службы 400-600 часов, что примерно соответствует от двух до трех месяцев при условии, что цанга используется восемь часов в день. При осмотре цангового патрона при каждой смене инструмента необходимо проверять наличие металлических повреждений, таких как раструб или заусенцы. При наличии видимых повреждений цангу следует выбросить и заменить.
При наличии видимых повреждений цангу следует выбросить и заменить.
Заменив цангу в соответствии с рекомендациями, вы обеспечите стабильное выполнение операций, сохраните хорошее качество резки и продлите срок службы режущих инструментов.
При замене цангового патрона убедитесь, что затухание канавки не входит в цанговый патрон, так как это приведет к биению и потенциально может привести к поломке инструмента. Для обеспечения надлежащего зажима хвостовик инструмента должен заполнять как минимум 80% глубины цанги.
Вы можете приобрести инструменты для ЧПУ и цанговые патроны в CNCshop — нашем универсальном магазине всего, что связано с ЧПУ.
Автор: Кевин Ресинос (Kevin Recinos) — специалист по применению компании AXYZ, мирового производителя фрезерно-ножевых систем с ЧПУ. За время работы в AXYZ Кевин охватил многие области, чтобы убедиться, что он получил целостное представление как о потребностях клиентов, так и о функциональности наших станков с ЧПУ.
Как правильно вставить фрезу в цангу и почему
Если вы покупаете что-то по нашим ссылкам, ToolGuyd может получить партнерскую комиссию.
Ранее сегодня я смотрел клип «Простые смертные», в котором передавалось чье-то предложение использовать уплотнительные кольца в качестве упора или прокладки для фрезы. Идея заключалась в том, что закругление между хвостовиком фрезы и режущей головкой влияет на зажим цангового патрона, что приводит к выходу из строя или чрезмерным вибрациям, и что уплотнительное кольцо предотвращает возникновение этой проблемы.
Причина этого верна, но трюк с уплотнительным кольцом эффективен только при работе с более короткими фрезами, головки которых в противном случае соединились бы с цангой при полной вставке. Если полагаться на этот совет сам по себе, это может привести к самоуспокоенности и разочарованию. Что произойдет, если у вас есть длинное сверло, которое выходит из цангового патрона до упора, и вы все еще сталкиваетесь с перемещением сверла, вибрацией или неравномерным резом?
Реклама
Установка фрезы
- Убедитесь, что на хвостовике фрезы нет грязи или мусора, а также проверьте цангу. Убедитесь, что цанга открыта, а гайка ослаблена.
- Вставьте фрезу в цангу до упора.
- Отведите фрезу примерно на 1/8 дюйма (некоторые производители рекомендуют 1/16 дюйма), а затем вручную затяните цанговую гайку, чтобы зафиксировать фрезу в слегка приподнятом положении.
- Полностью затяните цанговую гайку с помощью соответствующего ключа.
 Убедитесь, что цанга открыта, а гайка ослаблена.
Убедитесь, что цанга открыта, а гайка ослаблена.Примечание: для цельных твердосплавных фрез шаг 2 изменен – постарайтесь минимизировать длину режущих кромок, закрытых цангой. Я стараюсь вставлять такие биты в цангу не менее чем на 1 дюйм или, если возможно, более чем наполовину. Всегда дважды сверяйтесь с руководством к вашему маршрутизатору или рекомендациями производителя бит.
Почему?
Если вы остановитесь на шаге 2, а затем затяните цангу, существует большая вероятность того, что вы не достигнете оптимального зажима цанги. Выдавливание фрезы или любой фрезы с цанговым креплением препятствует механизму затягивания цанги. Тогда, когда вы попытаетесь затянуть цанговую гайку, у вас может возникнуть ложное ощущение, что гайка и цанга полностью затянуты.