Что лучше: профилированный или обрезной брус?
Пиломатериалы » Статьи » Что лучше: профилированный или обрезной брус?
8 апреля 2018
Для тех, кто решился на строительство теплого, экологически чистого дома или красивой беседки, возникает вопрос, что лучше выбрать профилированный или обрезной брус? Может показаться, что правило выбора простое, если денег не много, то использовать обрезной пиломатериал, а если финансы позволяют, то применять профилированный, поскольку он красивее. Но все намного сложнее, для правильного выбора надо знать основные характеристики.
Внешние характеристики
Обрезной вид бруса может быть квадратным или прямоугольным, в зависимости от размеров. Такое изделие имеет минимальную степень обработки и визуально не очень привлекателен, в отличие от профилированного аналога. За счет этого любая постройка нуждается в дополнительной обработке и отделке.
Профилированный пиломатериал проходит больший технологический процесс в ходе изготовления, за счет чего красивее и эстетичней. У него ровные и аккуратные поверхности, есть система крепежа, что позволяет соорудить постройку, как конструктор. Стены из такого материала можно не облицовывать, поскольку они будут и так красивыми.
У него ровные и аккуратные поверхности, есть система крепежа, что позволяет соорудить постройку, как конструктор. Стены из такого материала можно не облицовывать, поскольку они будут и так красивыми.
Экологичность
Если сравнивать материалы по экологическим параметрам, то материалы почти не уступают друг другу:
- Они сделаны из натурального сырья (дерева).
- Брус чистый, без дополнительных примесей.
- Строения будут дышать, и создавать полезный климат внутри.
Но оба вида могут подвергаться грибку, производители рекомендуют проводить дополнительные пропитки для улучшения защитных свойств. Кроме того, обрезной вариант может быть повышенной влажности, что в результате приведет к деформации и усадке.
Теплоэффективность
Любое дерево по своим свойствам обладает низкой теплопроводностью, за счет чего в помещении из пиломатериалов сохраняется тепло, позволяя экономить на отоплении в зимнее время. У профилированного вида есть «тепловой замок», за счет которого проводится соединение. Это позволяет придать плотное прилегание частей, что улучшает теплоизоляцию. Расходы на утепление потребуются минимальные, но некоторые производители не придерживаются правил сушки, поэтому с годами возможно появление трещин, что снижает теплоизоляционные свойства.
Это позволяет придать плотное прилегание частей, что улучшает теплоизоляцию. Расходы на утепление потребуются минимальные, но некоторые производители не придерживаются правил сушки, поэтому с годами возможно появление трещин, что снижает теплоизоляционные свойства.
Обрезной вид пиломатериалов не имеет замка для крепежа, за счет чего через швы может выходить тепло и проникать холод. Их надо дополнительно утеплять, что может негативно сказываться на визуальном качестве постройки.
Усадка, сушка и долговечность
Профилированный брус легче, хорошо просушен, за счет чего усадка минимальная и равномерная, кроме того, все это проявляется на протяжении первых 6 месяцев. В данном случае у обрезного материала достоинств нет, он дает больше усадку, она неравномерная и длительность ее составляет несколько лет. Поэтому через пару лет возможно появление трещин и других деформаций.
В домах из бруса не рекомендуется сразу проводить отделочные работы, лучше выполнять их через время, когда постройка будет выстоянная и дерево усядется. Срок службы построек составляет 15-30 лет, в зависимости от используемых правил в ходе работы, а также от материалов что применялись. Но есть некоторые особенности:
Срок службы построек составляет 15-30 лет, в зависимости от используемых правил в ходе работы, а также от материалов что применялись. Но есть некоторые особенности:
- Дома из профилированного материала не так подвергаются влаге и другим природным факторам, а швы лучшее защищены, что увеличивает срок эксплуатации.
- Для обоих видов потребует дополнительных уход, с годами надо покрывать дерево защитными средствами или проводить их обновление. Для этого используют пропитки, лаки, краски.
Что касается стоимости, то обрезной вариант будет дешевле, особенно если покупать дерево естественной влажности, но дом из такого сырья требует дополнительных затрат. Выбирая профилированный пиломатериал можно полить идеальную ровность, сокращаются затраты на дополнительную обработку и сохраняется время. Конечно, стоимость выше и зависит от степени сушки.
Профилированный брус лучше, у него больше достоинств, поэтому по возможности надо отдавать предпочтение именно ему. Во время покупки стоимость будет высокой, но это окупается в ходе строительства и отделочных работ.
Какой профилированный брус лучше — как выбрать
Мы, как профессиональные производители, заявляем, что лучший профилированный брус — не тот, из которого строителям легче строить, как это часто преподносится, а тот, который имеет лучшие эксплуатационные характеристики.
Если отдавать приоритет облегчению труда строителя, то выбор однозначен: профилированный брус естественной влажности, не имеющего шипов-пазов, т.н.»финский профиль». Если акцент сделать на облегчении производственного процесса и, следовательно, повышении прибыли завода, то получим профилированный брус с прямой чашкой, произведенный без ГОСТов и Технических Условий. Такой брус может оказаться изготовленным из низкокачественной древесины, быть геометрически неточным. На самом деле, единственно верный критерий — интересы будущего хозяина дома, потребителя. И в этом случае все становится на свои места: нужен брус, обеспечивающий наилучшие потребительские характеристики. Такие, как удержание тепла в эксплуатируемом доме, сопротивляемость геометрическим отклонениям конструкции при усадке, сохранение эстетичного вида самого бруса при эксплуатации, сопротивляемость биопоражениям и тому подобное.
Для ответа на вопрос «Как выбрать лучший профилированный брус» необходимо знать соответствующие признаки и критерии. Они следующие:
- Производитель должен руководствоваться принятыми на предприятии Техническими Условиями на производимую продукцию. Узнайте, существуют ли таковые у производителя, предоставляет ли он потребителю возможность с ними ознакомиться. В Технических Условиях описаны конкретные показатели (геометрические отклонения, пороки и т.п.) профилированного бруса. Идеально, если эти Технические Условия будут «лучше» ГОСТа 8486-86 «Пиломатериалы хвойных пород» или максимально приближены к нему в требованиях.
- Профилированный брус должен быть произведен из хвойных пород деревьев (ель, сосна), произрастающих на незаболоченной местности в холодном климате (Коми округ, север Урала, Пермского края и Архангельской области, Дальний Восток и т.д.). Применение профилированного бруса из лиственницы рекомендуется только в 1-2х нижних венцах, больше подверженных гниению.
 Использование лиственницы в остальных венцах дома нецелесообразно, так как лиственница держит тепло хуже, чем ель или сосна, а стоит существенно дороже.
Использование лиственницы в остальных венцах дома нецелесообразно, так как лиственница держит тепло хуже, чем ель или сосна, а стоит существенно дороже. - Заготовка исходного сырья, транспортировка и производство профилированного бруса должны производиться при низких, идеально — отрицательных температурах. (См. статью «Преимущества строительства из зимнего леса»).
- Производитель должен иметь многолетний опыт работы, идеально — иметь и опыт строительства. Косвенным указанием на невысокое качество профилированного бруса является нежелание производителя продолжать договорные отношения после отгрузки, «отсыл» покупателя для строительства к другим юридическим лицам.
- Чаши на профилированном брусе должны быть нарезаны в производственных условиях способом «лабиринтного замка», «со смещением». Такие чаши менее продуваемы, в отличие от «прямых» чаш. Точная нарезка чаш фрезами на современных станках также способствует уменьшению продувания, в отличие от до сих пор встречающегося «метода» нарезки чаш в ручную, бензопилой.
- Оптимальным сечением бруса является 150*200мм (140*190 на выходе после сушки и строгания). Толщина деревянной брусовой стены 200мм наиболее популярна для круглогодичного проживания в средних широтах России. Уменьшение толщины экономически не выгодно, так как существенно повышаются затраты на отопление, увеличение толщины не повредит, если есть деньги, но и не принесет должного эффекта, так как 60% тепла из дома все равно уходит через окна, двери, крышу, пол, щели, вентиляцию. Высота бруса 150мм дает меньшее отклонение стен от вертикали (в отличие от высоты 200,250) при кручении бруса во время строительства, а незначительное кручение есть всегда. Использование такого бруса создает меньшие щели в стене (закрученный брус легче раскручивается под тяжестью дома при усадке). Размер трещин (количество, толщина) в брусе 150*200 значительно (в 1.5-2 раза) меньше, чем в брусе 200*200. 1м3 бруса 150*200 стоит на 10% меньше 1м3 бруса 200*200, при той же толщине стены.
- Профилированный брус камерной сушки предпочтительнее бруса естественной влажности, так как меньше подвержен гниению, более ровный (в станке обрабатывается высушенная деталь, неровности сострагиваются при обработке, несушеный «крутит» после станка). После сушильных камер самый деформированный при сушке, с самыми большими трещинами брус отбраковывается. Если брус не сушился в камере, такой брус попадет на стройку и «вывернется» в стене. Покупка профилированного бруса «естественной сушки» у производителей, не обладающих сушильными камерами (а таких большинство) является, как правило, рекламным трюком и не решает проблему использования сырого бруса в достаточной степени. Подробнее о сухом брусе можете прочитать в статье «сухой пиломатериал».
- Опытный производитель перед сушкой бруса делает компенсационные пропилы на верхней и нижней сторонах бруса (скрываемых во время строительства). 80% трещин возникает при сушке бруса в камере именно в этих, предпочтительных, местах. Наличие таких пропилов — признак грамотно сделанного профилированного бруса.
- Не считайте основным критерием качества бруса отсутствие трещин в момент его приобретения. Трещины возникнут позже. Их количество и размер зависят от сечения, наличия пропилов, вида профиля. При возникновении боковых трещин в профилированном брусе наиболее препятствует их раскрытию профиль следующего вида: Благодаря тому, что высота крайних шипов на 2мм больше, чем высота центрального шипа, вес конструкции дома перераспределяется на наружные (боковые) поверхности бруса. Волокна древесины видимой поверхности бруса сжимаются, препятствуя раскрытию трещин. Благодаря нагружению наружных сторон бруса, провоцируется раскрытие основной трещины сверху, снимается напряжение, трещины на боковых поверхностях возникают лишь в незначительных количествах, верхние шипы у профилированного бруса в собранном доме раздвигаются в стороны и соединение «шип-паз» заклинивается, герметизируясь.
- Наличие в профилированном брусе системы «шип-паз», в отличие от безшипового профиля препятствует горизонтальному изгибу брусьев в собранной стене, выкручиванию бруса.
- Расстояние между шипами профилированного бруса должно быть меньше ширины джутовой ленты, применяемой в качестве уплотнителя. Это необходимо для того, чтобы лента не лежала между шипами, а пережималась при вхождении шипа в паз, герметизируя соединение, препятствуя продуванию.
- Общая ровность стен и всей конструкции зависит от геометрической точности, «одинаковости» профилированного бруса. Идентичный друг другу профилированный изготавливается на 4-х сторонних профилирующих станках. В таких станках профилирование двух сторон бруса и строгание двух других сторон происходит одновременно, за один проход. Профилирование бруса на односторонних станках приводит к большим погрешностям в соосности профиля, толщине и высоте бруса.
- Неизменность профиля на протяжении всего производственного цикла возможна лишь при применении производителем «одноразовых» фрез со сменными наборными ножами. Применение производителем более дешевых затачиваемых фрез снижает точность и взаимозаменяемость бруса, произведенного в разные смены. Узнайте у производителя этот важный момент.
- Идеальный профилированный брус должен быть обработан защитным составом (био-, огне-) методом полного погружения на стадии производства (до начала хранения и транспортировки).
- Качество острожки характеризуется не только гладкостью поверхности, необходимо обратить внимание на наличие локальных непростроганных участков. Строганная поверхность предварительно высушенного бруса при прочих равных более чистая, чем у несушеного.
- Показателем хорошего качества продукта является открытость производителя. Узнайте о возможности посетить производство, посмотреть объекты — строящиеся, эксплуатируемые, выполненные из его продукции. Разговоры об отсутствии такой возможности должны насторожить.
- На предприятии-производителе должна быть налажена многоступенчатая (после каждого этапа работ) система контроля качества. При желании это можно выяснить — добросовестный производитель не препятствует желанию покупателя ознакомиться с процессом производства.
- И последний пункт. Если информации оказалось много, Вы можете не заучивать все вышеперечисленные пункты, Вам будет достаточно одного. Лучший профилированный брус производится в ПСК «Русский лес», г. Пермь (технологии производства).
 Использование лиственницы в остальных венцах дома нецелесообразно, так как лиственница держит тепло хуже, чем ель или сосна, а стоит существенно дороже.
Использование лиственницы в остальных венцах дома нецелесообразно, так как лиственница держит тепло хуже, чем ель или сосна, а стоит существенно дороже.

 После сушильных камер самый деформированный при сушке, с самыми большими трещинами брус отбраковывается. Если брус не сушился в камере, такой брус попадет на стройку и «вывернется» в стене. Покупка профилированного бруса «естественной сушки» у производителей, не обладающих сушильными камерами (а таких большинство) является, как правило, рекламным трюком и не решает проблему использования сырого бруса в достаточной степени. Подробнее о сухом брусе можете прочитать в статье «сухой пиломатериал».
После сушильных камер самый деформированный при сушке, с самыми большими трещинами брус отбраковывается. Если брус не сушился в камере, такой брус попадет на стройку и «вывернется» в стене. Покупка профилированного бруса «естественной сушки» у производителей, не обладающих сушильными камерами (а таких большинство) является, как правило, рекламным трюком и не решает проблему использования сырого бруса в достаточной степени. Подробнее о сухом брусе можете прочитать в статье «сухой пиломатериал».
 При возникновении боковых трещин в профилированном брусе наиболее препятствует их раскрытию профиль следующего вида: Благодаря тому, что высота крайних шипов на 2мм больше, чем высота центрального шипа, вес конструкции дома перераспределяется на наружные (боковые) поверхности бруса. Волокна древесины видимой поверхности бруса сжимаются, препятствуя раскрытию трещин. Благодаря нагружению наружных сторон бруса, провоцируется раскрытие основной трещины сверху, снимается напряжение, трещины на боковых поверхностях возникают лишь в незначительных количествах, верхние шипы у профилированного бруса в собранном доме раздвигаются в стороны и соединение «шип-паз» заклинивается, герметизируясь.
При возникновении боковых трещин в профилированном брусе наиболее препятствует их раскрытию профиль следующего вида: Благодаря тому, что высота крайних шипов на 2мм больше, чем высота центрального шипа, вес конструкции дома перераспределяется на наружные (боковые) поверхности бруса. Волокна древесины видимой поверхности бруса сжимаются, препятствуя раскрытию трещин. Благодаря нагружению наружных сторон бруса, провоцируется раскрытие основной трещины сверху, снимается напряжение, трещины на боковых поверхностях возникают лишь в незначительных количествах, верхние шипы у профилированного бруса в собранном доме раздвигаются в стороны и соединение «шип-паз» заклинивается, герметизируясь.
 Это необходимо для того, чтобы лента не лежала между шипами, а пережималась при вхождении шипа в паз, герметизируя соединение, препятствуя продуванию.
Это необходимо для того, чтобы лента не лежала между шипами, а пережималась при вхождении шипа в паз, герметизируя соединение, препятствуя продуванию.

 Пермь (технологии производства).
Пермь (технологии производства).
Позвоните прямо сейчас:
+7 (342) 230-81-71
Напишите нам письмо: [email protected]
Задайте Ваши вопросы и получите исчерпывающую консультацию.
Профилирование луча: знай свой луч
ЭНДРЮ МАКГРЕГОР
Профилирование интенсивности луча является важным инструментом во многих аспектах фотоники. Точное распределение интенсивности имеет решающее значение во многих приложениях — проточная цитометрия, лазерная печать, медицинские лазеры и режущие лазеры — вот лишь несколько примеров. Измерения профиля луча могут улучшить продукт или процесс и привести к экономии средств, превышающей стоимость профилировщика.
В этом кратком учебном пособии описываются измеряемые параметры, альтернативные технологии измерения, ограничения, дополнительные измерения, такие как подгонка профиля и М-квадрат (M 2 ), и как указать свои требования. В этом учебном пособии не рассматриваются измерения мощных режущих лазеров, фазы волнового фронта или функции передачи модуляции линзы.
Измерить что?
Типичные профили лазерного луча включают Гауссову; tophat (плоский верх), круглый или прямоугольный; и линия, с профилем Гаусса поперек линии и вершиной вдоль линии. Определение ширины луча, принятое в де-факто , которое относится к гауссовой форме луча, представляет собой ширину в точке 1/e 2 уровень интенсивности (13,5% пиковой интенсивности). Дополнительные требования могут включать подгонку профиля, положение фокуса, расходимость, наведение и M 2 .
Профиль гауссова луча — это профиль идеального луча TEM 00 , номинальная мощность одномодового лазера или волокна. Каков фактический диаметр луча и насколько он близок к чистому гауссову?
Верхушечный профиль — это типичный выходной сигнал эксимерного лазера, многомодового волокна или результат оптической обработки луча. Какова полная ширина на полувысоте (FWHM) луча? Насколько плоский верх?
Профиль линии создается с использованием цилиндрической оптики. Насколько равномерна ширина линии и интенсивность вдоль линии?
Насколько равномерна ширина линии и интенсивность вдоль линии?
С помощью голографической оптики можно создать массив точек. Насколько однородно расстояние между массивами и распределение энергии?
Перетяжка луча с определенным профилем должна быть сфокусирована в определенной точке ( x , y , z ) в пространстве, что требует активного выравнивания. Как этого добиться?
M 2 — спецификация поставки или приемки лазера. Как это измеряется?
Методы профилирования
Три распространенных метода профилирования — это визуализация, сканирование щелей и сканирование краем ножа (см. рис. 1). Изображения могут быть получены либо камерами, использующими массивы датчиков 2-D CCD или CMOS, либо (более дорогими) растровыми сканерами, которые измеряют мощность, передаваемую через сканируемое отверстие. Щелевые и остроконечные сканеры переводят щель или остроконечную кромку между лучом и одноэлементным детектором.
Подходы с разрезом и ножевым лезвием хорошо работают для балок, близких к гауссовым по профилю, и хуже для более структурированных балок. Для небольших лучей такие сканеры обеспечивают гладкий профиль без проблем с пикселями, присущих камерам. Они измеряют мощность луча в режиме преобразования микроватт в ватт (в зависимости от диаметра луча) напрямую без промежуточных аттенюаторов, а специальные версии рассчитаны на мощность до 100 Вт.
Для небольших лучей такие сканеры обеспечивают гладкий профиль без проблем с пикселями, присущих камерам. Они измеряют мощность луча в режиме преобразования микроватт в ватт (в зависимости от диаметра луча) напрямую без промежуточных аттенюаторов, а специальные версии рассчитаны на мощность до 100 Вт.
Когда ширина щели приближается к диаметру луча, лучшие щелевые сканеры компенсируют в программном обеспечении эффект расширения профиля щели. При ширине щели 2,5 мкм этот эффект начинает проявляться ниже 25 мкм; некомпенсированный эффект приводит к ошибке 15% для диаметра пучка 5 мкм.
В остроконечных сканерах интеграл интенсивности дифференцируется для создания профиля луча, а частота дискретизации определяет эффективное разрешение. Дифференциация сигнала увеличивает высокочастотный шум, поэтому эти сканеры ставят под угрозу высокое потенциальное разрешение по сравнению с отношением сигнал/шум.
Какой инструмент?
«Идеального» инструмента, который делает все, не существует. Вам нужно будет тщательно указывать, а иногда и идти на компромисс (см. рис. 2). Для точного профилирования общий луч должен лежать в пределах области датчика. Возможности управления мощностью являются дополнительным соображением и могут повлиять на ваше решение. Щелевые/краевые сканеры работают с большей мощностью, чем камеры, без дополнительного затухания. Для лучей шириной менее 100 мкм щелевой или остроконечный сканер часто дает лучшие результаты, чем камера или камера с объективом микроскопа. В импульсных лазерах сканирующие щелевые/острые системы строят профиль из «гребенки» отдельных импульсов. Минимальную частоту повторения импульсов, поддерживаемую данной системой, см. в спецификациях поставщика. Добавление оптики, такой как расширители луча, конусы и объективы микроскопа, может привести к неприемлемым уровням оптических аберраций.
Вам нужно будет тщательно указывать, а иногда и идти на компромисс (см. рис. 2). Для точного профилирования общий луч должен лежать в пределах области датчика. Возможности управления мощностью являются дополнительным соображением и могут повлиять на ваше решение. Щелевые/краевые сканеры работают с большей мощностью, чем камеры, без дополнительного затухания. Для лучей шириной менее 100 мкм щелевой или остроконечный сканер часто дает лучшие результаты, чем камера или камера с объективом микроскопа. В импульсных лазерах сканирующие щелевые/острые системы строят профиль из «гребенки» отдельных импульсов. Минимальную частоту повторения импульсов, поддерживаемую данной системой, см. в спецификациях поставщика. Добавление оптики, такой как расширители луча, конусы и объективы микроскопа, может привести к неприемлемым уровням оптических аберраций.
Камеры на основе ПЗС- и КМОП-сенсоров с количеством пикселей от примерно 350 килопикселей до примерно 1,4 мегапикселя можно приобрести у ряда поставщиков. Окна удалены или должны быть удалены, чтобы избежать помех. Камеры с размером пикселя от 5 мкм до более 10 мкм и площадью изображения от 4 до 8 мм являются отличным инструментом общего назначения для лучей в диапазоне от 50 мкм до нескольких миллиметров. Наименьший измеримый диаметр луча ограничен размером пикселя, поэтому для надежной оценки диаметра требуется более 10 пикселей (см. рис. 3).
Окна удалены или должны быть удалены, чтобы избежать помех. Камеры с размером пикселя от 5 мкм до более 10 мкм и площадью изображения от 4 до 8 мм являются отличным инструментом общего назначения для лучей в диапазоне от 50 мкм до нескольких миллиметров. Наименьший измеримый диаметр луча ограничен размером пикселя, поэтому для надежной оценки диаметра требуется более 10 пикселей (см. рис. 3).
Камеры, использующие объективы микроскопа для увеличения луча, могут обрабатывать меньшие лучи, но могут вносить аберрации. Датчики большего размера, необходимые для непосредственного отображения больших лучей, стоят дорого. Расширители луча (и редукторы) имеют большую длину в направлении распространения и связаны с проблемами ближнего и дальнего поля гауссовского повторного изображения. Волоконно-оптические конические камеры отображают изображение размером до 20 × 15 мм, но имеют до ± 3% бочкообразного или подушкообразного искажения. Камеры, подходящие для ИК, могут дорого стоить.
Дополнительные сведения
Интерфейсы и аналого-цифровые преобразователи (АЦП). Здесь наблюдается четкая тенденция к компактным камерам с портом USB 2.0 или интерфейсом Firewire. Датчики CMOS со встроенными 10-разрядными АЦП подходят для большинства приложений. ПЗС-матрицы могут иметь немного меньший шум, что оправдывает использование 12-разрядных АЦП. Программные алгоритмы могут расширить эти диапазоны, чтобы увидеть детали с меньшей интенсивностью в крыльях.
Здесь наблюдается четкая тенденция к компактным камерам с портом USB 2.0 или интерфейсом Firewire. Датчики CMOS со встроенными 10-разрядными АЦП подходят для большинства приложений. ПЗС-матрицы могут иметь немного меньший шум, что оправдывает использование 12-разрядных АЦП. Программные алгоритмы могут расширить эти диапазоны, чтобы увидеть детали с меньшей интенсивностью в крыльях.
Чувствительность и динамический диапазон . У камер проблема с чувствительностью — они тоже чувствительный. Как правило, фильтр (под углом, чтобы избежать интерференции) с нейтральной плотностью (ND) 4 требуется просто для того, чтобы блокировать свет в комнате. И камера, и фильтр нейтральной плотности зависят от длины волны. Найдите кривые, показывающие диапазон мощностей или энергий импульса в зависимости от диаметра луча и длины волны. Дополнительная выборка или затухание могут увеличить мощность. Хорошие системы предлагают автоматическую экспозицию на непрерывных (CW) лучах с диапазоном более 10 000: 1 (диапазон динамической экспозиции более 40 дБ). Ищите настоящую непрерывную автоматическую экспозицию, а не ступенчатую экспозицию из раскрывающегося меню, которая использует усиление усилителя для заполнения шагов. Дополнительная выборка или затухание, встроенные или добавленные, могут увеличить динамический диапазон. Для одноимпульсного захвата импульсным лучом автоматическая экспозиция вам не поможет, но усиление усилителя сенсора и/или регулируемые аттенюаторы могут помочь.
Ищите настоящую непрерывную автоматическую экспозицию, а не ступенчатую экспозицию из раскрывающегося меню, которая использует усиление усилителя для заполнения шагов. Дополнительная выборка или затухание, встроенные или добавленные, могут увеличить динамический диапазон. Для одноимпульсного захвата импульсным лучом автоматическая экспозиция вам не поможет, но усиление усилителя сенсора и/или регулируемые аттенюаторы могут помочь.
Непрерывные или импульсные лучи . Все камеры будут нормально работать на лучах CW. Но прокручивающиеся затворы не будут работать на большинстве импульсных лучей — вам нужна возможность синхронного затвора. Большинство камер предлагают вход синхронизации для импульсных лазеров и автоматический захват одиночных импульсов из последовательности импульсов. Для импульсных лучей ищите минимальное время экспозиции. Например, затвор с минимальной длительностью 40 мкс будет захватывать отдельные импульсы из последовательности импульсов с частотой 25 кГц, но не будет захватывать каждый импульс в последовательности импульсов. Количество импульсов, захваченных в секунду, будет зависеть от камеры и области захвата.
Количество импульсов, захваченных в секунду, будет зависеть от камеры и области захвата.
Спецификации имеют значение
Как поставщик, мы часто получаем запрос от потенциальных клиентов на один прибор, отвечающий всем мыслимым требованиям к измерениям. Лучше помочь нам определить ваши потребности. Прежде чем говорить с поставщиком, уточните и разграничьте ваши «основные» и «желательные» требования к измерениям. Определите размеры луча и требования к точности, длину волны (длины волн), мощность для непрерывного излучения и энергию импульса для импульсного режима, а также, если он импульсный, характеристики импульса. Что может быть особенного в вашем требовании? Вы заинтересованы в получении наилучшего соответствия вашим требованиям. Поставщик заинтересован в том, чтобы продать вам инструмент, который вам нравится, потому что он соответствует вашим требованиям.
Отличное программное обеспечение делает то, что вам нужно, и не содержит ошибок. Большинство поставщиков предлагают образцы программного обеспечения и данные для вашей оценки. Все программное обеспечение не одинаково. Существуют различия в подходах к отображению и в функциональности. Вам нужны базовые функции или сложные приспособления? Вам требуется отображение логарифмического профиля, регистрация данных, статистика измерений, информация о дрейфе луча, программный интерфейс Active-X или LabVIEW (National Instruments; Остин, Техас) для автоматического выравнивания и так далее? Если вам нужны дополнительные функции, ваш поставщик пишет свое программное обеспечение и можно ли их добавить? Опять же, тщательно определите, что вам нужно.
Все программное обеспечение не одинаково. Существуют различия в подходах к отображению и в функциональности. Вам нужны базовые функции или сложные приспособления? Вам требуется отображение логарифмического профиля, регистрация данных, статистика измерений, информация о дрейфе луча, программный интерфейс Active-X или LabVIEW (National Instruments; Остин, Техас) для автоматического выравнивания и так далее? Если вам нужны дополнительные функции, ваш поставщик пишет свое программное обеспечение и можно ли их добавить? Опять же, тщательно определите, что вам нужно.
Дополнительные измерения
Иногда вам потребуется больше, чем просто x — y профилей балок и размеров (см. рис. 4). Распространенными дополнительными измерениями являются аппроксимация Гаусса по методу наименьших квадратов или возможность определения плоскостности верхних балок. Расходимость, коллимация или положение фокуса луча можно определить путем перемещения профилировщика одной плоскости в z , но это не измерение в реальном времени и ограничивает ручную или автоматическую настройку луча. Многоплоскостные профилировщики реального времени обеспечивают значительную экономию времени и средств в таких приложениях.
Многоплоскостные профилировщики реального времени обеспечивают значительную экономию времени и средств в таких приложениях.
Для определения углового распределения выходного сигнала источника, x — y профилировщики и устройства формирования изображений могут обрабатывать лучи с малой числовой апертурой. Лучи с большим углом и полное полярное распределение требуют специализированных гониометрических сканеров.
M 2 характеризует степень несовершенства реального лазерного луча. M 2 из 1 является совершенством TEM 00 с ограничением дифракции. Большинство пучков не идеальны — лабораторный гелий-неоновый лазер имеет M 2 примерно от 1,05 до 1,2. Чем ближе M 2 к 1, тем точнее можно сфокусировать луч. M 2 — это отношение расходимости реального луча в дальней зоне к расходимости луча TEM 00 с тем же диаметром перетяжки. Диаметр луча меняется гиперболически на расстоянии z от перетяжки луча. ISO 11146 определяет точные требования к измерению M 2 в отношении диаметра луча и расходимости в дальней зоне. Смотрите веб-сайты поставщиков для получения более подробной информации.
ISO 11146 определяет точные требования к измерению M 2 в отношении диаметра луча и расходимости в дальней зоне. Смотрите веб-сайты поставщиков для получения более подробной информации.
Существует несколько отличных и экономичных инструментов для профилирования луча, а некоторые так себе. Все они имеют «сладкий» диапазон в своих спецификациях и ограничениях при самых низких номинальных диаметрах луча. Ни один поставщик не обладает монополией на совершенство во всем диапазоне инструментов и приложений. Вы потратите от 3500 до более 10 000 долларов на профилировщик луча. Четко определите, что вам нужно измерить, и вы должны быть вполне удовлетворены.
Эндрю МакГрегор — вице-президент по операциям и поддержке DataRay Inc., 605 Stapp Rd., Boulder Creek, CA 95006; электронная почта: [email protected]; www.dataray.com
Системы профилирования луча и их применение
Системы профилирования луча являются важной технологией, обеспечивающей качество и однородность лазеров. Профилировщики луча измеряют оптическую пространственную интенсивность входного лазерного луча, предоставляя информацию об однородности луча во времени, а также в разных областях луча. Лазеры используются повсеместно — для передачи сигналов, спектроскопии, производства и многих других областей — поэтому крайне важно, чтобы применяемый лазерный луч был должным образом откалиброван по своим свойствам и постоянству с высокой степенью точности. 92, произведение угла расхождения на радиус перетяжки). Тем не менее, огромное количество лазерных приложений поддается соразмерно разнообразному количеству различных лазерных лучей, а это означает, что ни один профилировщик одного луча не подходит для каждой задачи.
Профилировщики луча измеряют оптическую пространственную интенсивность входного лазерного луча, предоставляя информацию об однородности луча во времени, а также в разных областях луча. Лазеры используются повсеместно — для передачи сигналов, спектроскопии, производства и многих других областей — поэтому крайне важно, чтобы применяемый лазерный луч был должным образом откалиброван по своим свойствам и постоянству с высокой степенью точности. 92, произведение угла расхождения на радиус перетяжки). Тем не менее, огромное количество лазерных приложений поддается соразмерно разнообразному количеству различных лазерных лучей, а это означает, что ни один профилировщик одного луча не подходит для каждой задачи.
Какие существуют типы систем профилирования балки?
На рынке доступны два основных типа систем профилирования лазерного луча: профилировщики на базе камеры и профилировщики с ножевым краем или сканирующей щелью. Профилировщики луча на основе камеры включают прямое освещение лазером ПЗС- или КМОП-сенсора для непосредственного измерения интенсивности профиля лазерного луча до определенного разрешения на основе пикселей. Лазерные профилировщики на основе камер являются сегодня наиболее часто используемыми системами на рынке. В профилировщиках с ножевым краем используется вращающееся лезвие или «нож», позволяющий анализировать части лазерного сигнала с помощью измерителя мощности, после чего программное обеспечение может реконструировать полный профиль луча. Преимущество профилировщиков пучка с остроконечной кромкой заключается в их обычно превосходном нижнем пределе разрешения, контролируемом дифракцией, который обычно составляет порядка микронов (по сравнению с десятками микрон, наблюдаемыми в профилировщиках пучка на основе камеры). Однако профилировщики остроконечного луча подходят только для непрерывных лазерных источников, а не для импульсных лазеров.
Лазерные профилировщики на основе камер являются сегодня наиболее часто используемыми системами на рынке. В профилировщиках с ножевым краем используется вращающееся лезвие или «нож», позволяющий анализировать части лазерного сигнала с помощью измерителя мощности, после чего программное обеспечение может реконструировать полный профиль луча. Преимущество профилировщиков пучка с остроконечной кромкой заключается в их обычно превосходном нижнем пределе разрешения, контролируемом дифракцией, который обычно составляет порядка микронов (по сравнению с десятками микрон, наблюдаемыми в профилировщиках пучка на основе камеры). Однако профилировщики остроконечного луча подходят только для непрерывных лазерных источников, а не для импульсных лазеров.
Для систем профилирования луча на основе камеры обычно необходимо ослабить измеряемый луч в зависимости от чувствительности используемой системы профилирования луча с помощью фильтров нейтральной плотности. Обычно это не требуется для систем профилирования луча с острой кромкой из-за небольшой площади поперечного сечения луча, анализируемого в любой момент времени. Одним из недостатков систем профилирования луча с острым краем является то, что они обычно измеряют луч только по нескольким осям луча, что не дает информации о луче, перпендикулярном направлению его движения по краю.
Одним из недостатков систем профилирования луча с острым краем является то, что они обычно измеряют луч только по нескольким осям луча, что не дает информации о луче, перпендикулярном направлению его движения по краю.
Системы на базе ПЗС- или КМОП-камер?
При выборе системы профилирования луча на базе камеры также необходимо учитывать систему формирования изображения – ПЗС или КМОП? ПЗС, или устройство с зарядовой связью , датчик изображения , использует матрицу фоточувствительных ячеек, которые перетасовывают фотоэлектроны из каждой ячейки в единый считывающий усилитель, что позволяет каждой ячейке использовать все свои возможности для преобразования светового сигнала в электронный сигнал. . Он также имеет тенденцию уменьшать шум в выходном цифровом сигнале, но требует больше времени для считывания. КМОП или 9С другой стороны, комплементарные системы датчиков изображения 0145 металл-оксид-полупроводник состоят из считывающих усилителей для каждой светочувствительной ячейки, которые преобразуют входной аналоговый свет в электронное напряжение. Хотя такая установка может увеличить сложность, датчики изображения CMOS часто считаются выгодными из-за их более широкой полосы пропускания и, как правило, имеют меньшую стоимость из-за отсутствия внешней электронной структуры для перемешивания и интерпретации сигналов, присутствующих в ПЗС-системах.
Хотя такая установка может увеличить сложность, датчики изображения CMOS часто считаются выгодными из-за их более широкой полосы пропускания и, как правило, имеют меньшую стоимость из-за отсутствия внешней электронной структуры для перемешивания и интерпретации сигналов, присутствующих в ПЗС-системах.
В настоящее время в большинстве профилировщиков луча используется датчик изображения CMOS из-за его более низкой стоимости и простоты изготовления. Как уже упоминалось, КМОП-системы, как правило, имеют более высокую пропускную способность, что позволяет быстрее обрабатывать изображения и, как правило, снижает энергопотребление. Кроме того, ПЗС-системы склонны к перенасыщению сигнала в ячейке, «проливу» своего лишнего сигнала в соседние ячейки и созданию эффекта цветения в цифровом сигнале. Хотя это обычно смягчается в КМОП-датчиках изображения из-за параллелизма аналого-цифрового преобразования, может быть сложнее исправить, когда это происходит из-за обилия активной электроники на борту, которую необходимо перевести в состояние низкого напряжения.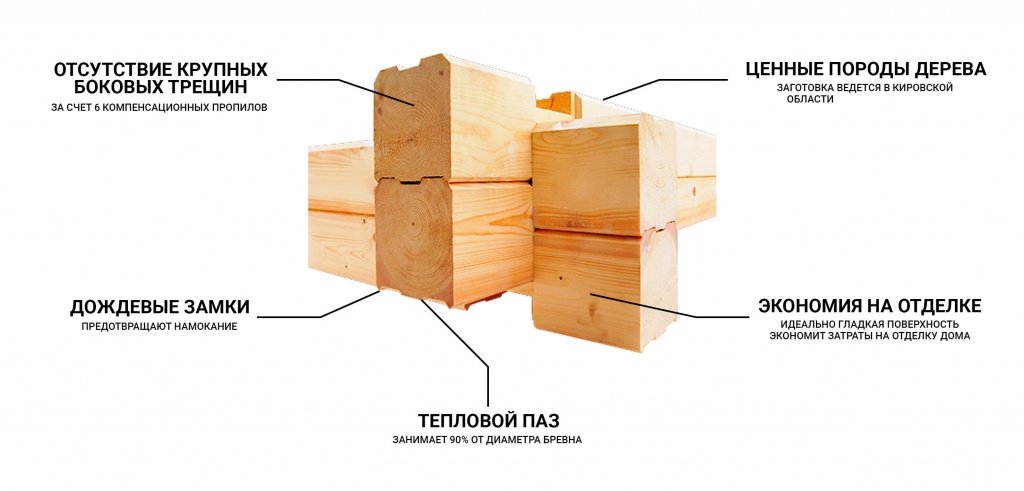 для коррекции шума. Однако по мере развития технологии КМОП и совершенствования методов коррекции шума можно ожидать, что датчики изображения на основе КМОП будут продолжать доминировать на рынке.
для коррекции шума. Однако по мере развития технологии КМОП и совершенствования методов коррекции шума можно ожидать, что датчики изображения на основе КМОП будут продолжать доминировать на рынке.
Выбор системы профилирования балки для вашего применения
Различные профили балки для различных применений. Предоставлено UCSD
Системы профилирования балки чрезвычайно важны для целого ряда разнообразных приложений. Независимо от того, профилируете ли вы луч для волоконно-оптических, производственных или медицинских инструментов, знание однородности и стабильности луча может сделать или сломать лазерные приборы. Например, незнание диаграммы направленности лазера при производстве может привести к неравномерному резу или появлению нежелательных дефектов в изготавливаемом материале.
Первый фактор, который необходимо принять во внимание, это размер и форма используемого вами лазерного луча. Предварительное знание размера лазерного луча необходимо, особенно для пятен сфокусированного луча размером порядка микрона. При таких малых размерах системы профилирования луча на основе камер становятся невозможными, поскольку системы на основе камер обычно имеют общую чувствительную площадь порядка миллиметров. Это можно преодолеть с помощью расширителей луча или датчиков большой площади. С другой стороны, если ваш луч слишком велик для площади датчика, можно использовать расширитель луча в обратном направлении.
При таких малых размерах системы профилирования луча на основе камер становятся невозможными, поскольку системы на основе камер обычно имеют общую чувствительную площадь порядка миллиметров. Это можно преодолеть с помощью расширителей луча или датчиков большой площади. С другой стороны, если ваш луч слишком велик для площади датчика, можно использовать расширитель луча в обратном направлении.
Форма лазерного луча также влияет на методы, используемые для профилирования луча. Как правило, гауссовский луч используется в приложениях, где желательно сконцентрировать лазерный луч в одной точке. Другой профиль луча, который может быть желательным – это профиль с плоской вершиной для равномерного распределения по площади (используется при фоторефракционной кератэктомии) или эллиптический профиль луча для целей лазерного производства. Различия в плотностях мощности, зависящие от формы луча, требуют различных уровней ослабления луча при использовании системы профилирования луча на основе камеры.