Оцинкованная подсистема для вентилируемых фасадов
Преимущества оцинкованных подсистем:
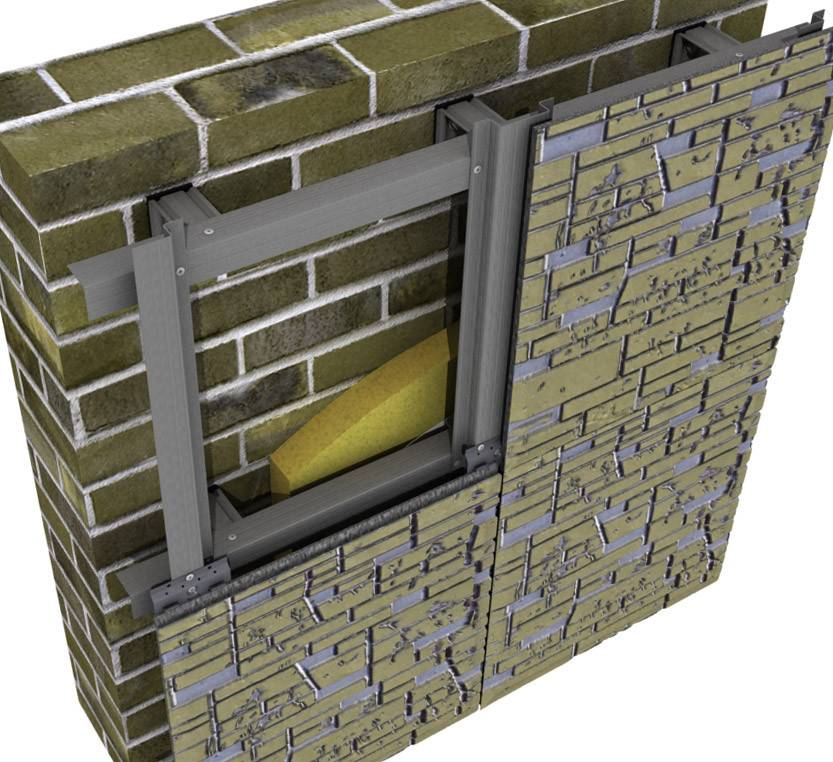
Оцинкованная подсистема для вентилируемых фасадов зарекомендовала себя как прочная и огнестойкая конструкция. Фасадные оцинкованные подсистемы весьма просты и состоят из Г-образных кронштейнов (редко: П-образные), направлющих Т-, П- и Г- несущих профилей, вспомогательного Z-профиля и различного крепежа облицовки. В отличие от своих конкурентов — алюминиевых систем и систем из нержавейки — вентилируемые фасады из оцинкованной стали достаточно дёшевы.
Технически более современными и простыми являются вертикальные оцинкованные подсистемы. Горизонтально-вертикальные стальные подсистемы, из-за своей металлоёмкости и больших трудозатрат при монтаже, используются всё реже. Если надёжность стен не велика, то применяется мощные каркасы с креплением в бетонные межэтаные перекрытия. Увеличенные размер и толщина элементов системы означают повышенную металлоёмкость, которая приводит к удорожанию оцинкованной подсистемы как минимум на 50%. Разработан большой ассортимент стальных обрешёток как с видимым способом крепления облицовки, так и со скрытым.
Разработан большой ассортимент стальных обрешёток как с видимым способом крепления облицовки, так и со скрытым.
Возникает вопрос — есть ли недостатки у оцинкованных посистем? Да, есть.
Лучшая цена на рынке на оцинковку, звоните: +7 (495) 921-40-44
Недостатки оцинкованных подсистем:
Во-первых, не всегда оцинкованная сталь хорошо сопрягается с облицовкой и компонетами системы. Например, соприкосновение с алюминиевым композитом или чистым алюминием может вызвать электрохимическую коррозию. Так же, иногда для монтажа крипича и клинкерной плитки используют «мокрые» технологии с использованием песко-цементых составов и затирок с мощными химическими реагентами, которые вступают с оцинковкой в окислительные реакции. Системы с монтажом среднепрочных и пористых пород камня также лучше подстраховать — со временем может возникнуть коррозия металла, и тогда ржавчина вместе с водой просочится наружу и выступит потёками на поверхности плит.
Во-вторых, оцинкованные системы устуают алюминиевым в высокотехнологичных способах крепления. Профили из алюминия могут быть самыми замысловатыми, так как изготоавливаются путём экструзии, — открывается большой простор для технической фантазии. С алюминием можно крепить тонкий керамогранит и разрабатывать различные невидимые способы монтажа. Стальные же элементы гнут из стального холоднокатного листа, а это ограничения.
Профили из алюминия могут быть самыми замысловатыми, так как изготоавливаются путём экструзии, — открывается большой простор для технической фантазии. С алюминием можно крепить тонкий керамогранит и разрабатывать различные невидимые способы монтажа. Стальные же элементы гнут из стального холоднокатного листа, а это ограничения.
В-третьих, оцинованные подсистемы для вентилируемых фасадов, несмотря на широко применяемое дополнительное полимерное покрытие, проиграют нержавейке в приморской зоне или в высокоагрессивных промышленных средах — покрытие не выдерживает.
Полимерное покрытие и порошковая окраска по RAL: +7 (495) 921-40-44
Несмотря на существующие недостатки, оцинкованные системы применяются повсеместно, заняв львинную долю фасадного рынка. Прочность, огнестойкость, экономичность, широкий выбор технических решений, простота монтажа и складское наличие — вот главные козыри. Вентилируемые фасады из оцинкованной стали идеально подходит для простых, дешёвых и популярных вентфасадов с керамогранитом, фиброцементом, металлическим сайдингом, линеарными панелями и оцинкованными кассетами.
Таблица 1. Преимущества и недостатки подсистемы из оцинкованной стали | |
|---|---|
| Преимущества | Недостатки |
| Низкая стоимость оцинкованной стали | Сложность обработки из-за высокой твёрдости стали |
| Большой выбор сертифицированных простых экономичных навесных фасадных систем | Относительно высокий удельный вес |
| Постоянное складское наличие стандартных элементов навесных фасадных систем | Ограниченность технологичных конструкций |
| Низкая коррозионностойкость | |
| Необходимость нанесения полимерного покрытия на элементы навесной фасадной системы | |
Таблица 2. Технические характеристики подсистемы из оцинкованной стали:
Технические характеристики подсистемы из оцинкованной стали:
| Фасадная система (оцинк. сталь): Керамогранит (видимый способ, кляммер) | Параметры |
|---|---|
Материал основных элементов каркаса:
| Холоднокатный стальной оцинкованный окрашенный лист Коррозионностойкая аустенитная сталь |
Марка сплава:
| 08пс ХП и 08пс ПК |
Толщина металла, мм:
| 2 |
| Толщина цинкового покрытия | не менее 18 мкм |
| Класс цинкового покрытия | горячий, 1 |
| Вес металлического каркаса (для толщины утеплителя 150 мм), кг | ≈ 8 |
| Ветровые районы | I-VII |
| Температурный режим | от -60 С0 до +60 С0 |
| Толщина порошкового лакокрасочного покрытия | не менее 70 мкм |
| Дополнительное покрытие | Полиэфирная порошковая краска |
| Класс пожарной опасности | К0 |
| Сейсмостойкость | до 9 баллов |
| Высотность, м | > 75 |
Корозионностойкость (с комбинированным покрытием):
| не менее 50 лет |
Срок службы общий, лет. Из них: Из них:
| не менее 25 лет |
Подсистема оцинкованная для вентилируемых фасадов —
Устройство подсистемы для вентилируемого фасада
Несущая оцинкованная подсистема для вентилируемого фасада — это металлический каркас, крепление которого осуществляется к стене с использованием специальных элементов.
Каркас необходим для последующего монтажа облицовочного материала. От качества и надежности оцинкованной подсистемы напрямую зависит прочность и долговечность вентилируемого фасада.
Фасадная подсистема состоит из кронштейнов, направляющих и крепежных элементов. Кронштейны крепятся к стене (или к металлоконструкции, а иногда – к плитам перекрытия), затем устанавливается утеплитель, потом – горизонтальные или вертикальные направляющие, на которые фиксируется облицовка (например, керамогранит, алюминиевые композитные панели, фиброцементная плита, профлист).
Длина кронштейнов подбирается таким образом, чтобы между утеплителем и облицовкой оставался воздушный зазор. По технологии вентилируемого фасада этот зазор является обязательным, поскольку обеспечивает постоянную вентиляцию, с помощью которой с утеплителя и стены удаляется влага. Поэтому срок службы вентфасада существенно увеличивается. Кроме того, возникающий эффект воздушной тепловой завесы позволяет значительно экономить тепло.
Главная задача навесной подсистемы — надежно удерживать элементы облицовки многие десятилетия. С данной задачей может справиться только оцинкованная подсистема, выполненная из качественного сырья и имеющая надежные конструктивные решения по использованию на фасадах зданий.
Плюсы вентилируемых фасадов
Преимущества применения вентилируемого фасада на подсистеме из оцинкованной стали:
- утепление и удаление конденсата стен дома благодаря постоянной циркуляции воздуха в вентилируемом пространстве между стеной и материалом облицовки;
- устройство навесного вентилируемого фасада позволяет повысить шумоизоляцию дома;
- отсутствие дополнительных затрат на некоторые виды строительных работ, например, выравнивание стен;
- навесной вентилируемый фасад не потребует капитального ремонта в течение 50 лет и больше, что полностью компенсирует затраты;
- возможность проведения работ по монтажу в любое время года, не дожидаясь усадки здания, в отличие от технологии мокрых фасадов;
- разнообразие цветов, фактур облицовочных материалов позволит воплотить в жизнь любые дизайнерские решения.

Подсистема для вентилируемых фасадов Primet из оцинкованной стали
Оцинкованная подсистема Primet разработана с учетом всего разнообразия облицовочных материалов, существующих на сегодняшний день.
Наши профили из оцинкованной стали позволяют создавать следующие виды вентилируемых фасадов:
- фасады из керамогранита и натурального камня;
- навесные фасады из композитных материалов;
- вентилируемые фасады из фиброцементных плит;
- фасады из терракотовых или HLP панелей;
- стеклянные фасады.
Мы разработали и производим три конструктивных типа систем навесных вентилируемых фасадов, основанных на применении элементов, выполненных из оцинкованной и нержавеющей стали:
- горизонтально-вертикальная;
- вертикальная;
- межэтажная.
Все виды вентилируемых фасадов, созданных на основе оцинкованной подсистемы Primet, имеют высокую прочность и надежность.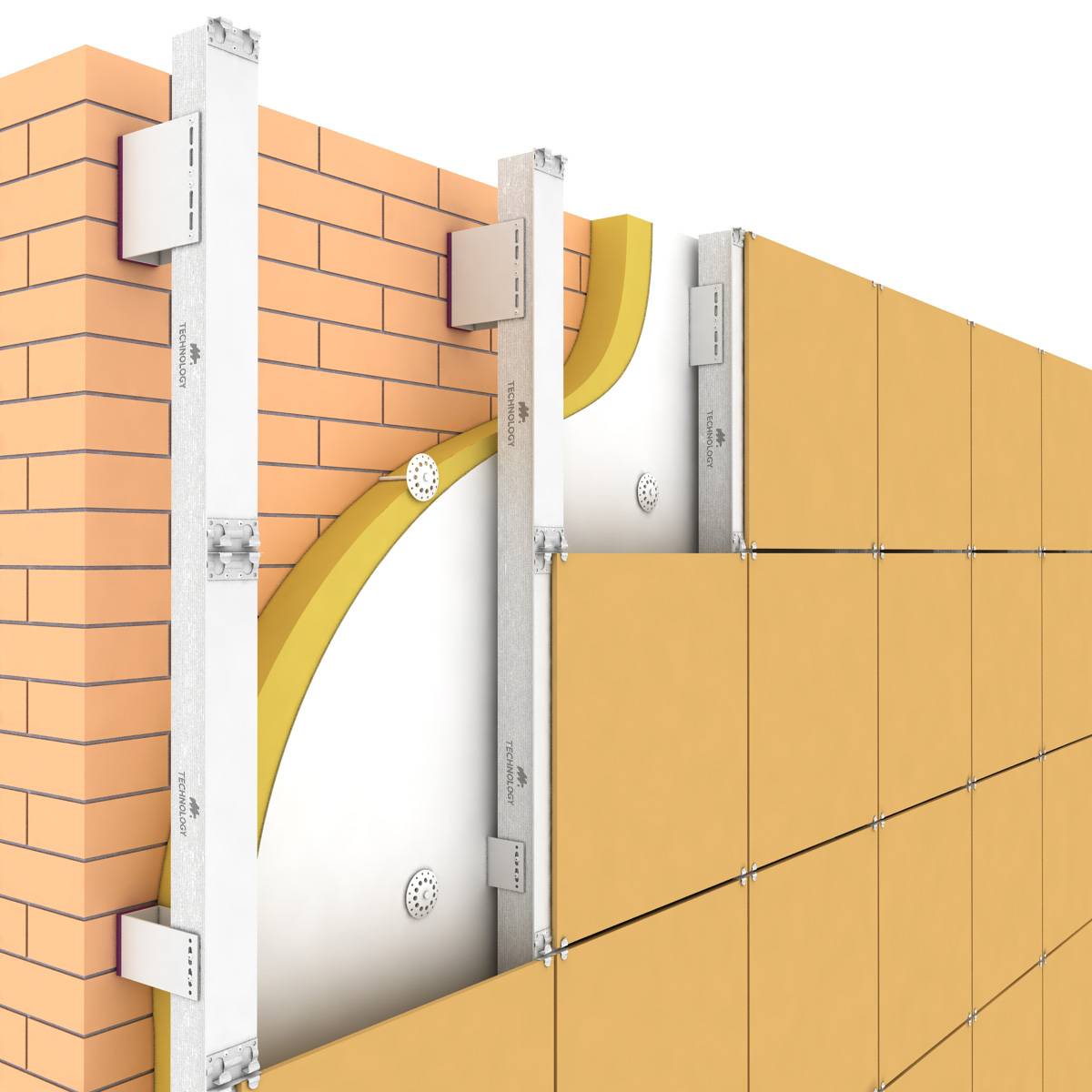
Выбирая оцинкованную подсистему Primet для вентилируемых фасадов, вы гарантированно увеличиваете срок эксплуатации здания и получаете все необходимые профили и вспомогательные материалы от производителя.
Профили для навесных вентилируемых фасадов Primet соответствуют мировым стандартам качества.
Мы рекомендуем системы навесных вентилируемых фасадов Primet из высококачественной оцинкованной стали.
Купить высококачественную оцинкованную подсистему для навесных вентилируемых фасадов Primet в Москве от производителя приглашаем в компанию «Ю-МЕТ».
Оцинкованная сталь | Поставка стали LP
В наличии большой выбор оцинкованных профилей, плит и труб!
Теперь у нас есть гораздо более широкий выбор оцинкованных материалов на складе, чем когда-либо прежде:
- Листы
- Квадратные и прямоугольные трубы
- Трубы
- Уголки, балки, швеллеры и другие конструктивные формы
- Трубная арматура
Мы можем даже организовать оцинковку изделий, которые мы изготавливаем для вас, таких как закладные пластины.
О оцинкованной стали
Оцинкованная сталь покрыта цинком для создания физического и химического барьера, предотвращающего коррозию. Оцинкованная сталь имеет более длительный срок службы и снижает затраты на техническое обслуживание в течение всего срока службы.
Доступны два типа оцинкованной стали: горячеоцинкованная и электрооцинкованная. Основное различие между этими двумя типами заключается в способе производства.
Горячеоцинкованная сталь погружается в ванну с расплавленным цинком, который покрывает сталь. Оцинкованную сталь удаляют и дают остыть. Конструктивные формы, такие как углы, швеллеры, часто подвергаются горячему погружению.
Электрооцинкованная сталь, как следует из ее названия, представляет собой процесс нанесения покрытия, при котором сталь помещается в электрически заряженный раствор цинка и солевого раствора. Это заставляет цинк химически связываться с проводящей сталью. Гальваническое покрытие часто используется для рулонной листовой стали, которая позже формуется в такие формы, как c-образные прогоны, гофрированные листы, или может быть сформирована и сварена в трубы и трубы. Часто после гальванического покрытия наносится устойчивый к УФ-излучению полимер для дополнительной защиты стали и обеспечения окрашиваемой поверхности, которую не нужно грунтовать.
Часто после гальванического покрытия наносится устойчивый к УФ-излучению полимер для дополнительной защиты стали и обеспечения окрашиваемой поверхности, которую не нужно грунтовать.
Также доступна оцинкованная краска
для дополнительной защиты вашего проекта. Особенно полезно защищать линии сварки на оцинкованных изделиях, так как эти линии подвержены риску коррозии.
Оцинкованная сталь
— идеальный выбор для тех, кто пытается сбалансировать стоимость и долговечность в наружных проектах, однако эффективность оцинкованной стали сильно ограничена в морской среде. В суровых условиях цинк быстро окисляется в «белую ржавчину», которая смывается, оставляя сталь открытой. Покраска оцинкованных изделий — это простой способ обеспечить дополнительный уровень защиты.
Наш веб-сайт использует файлы cookie
Файлы cookie — это небольшие файлы, которые сайт или его поставщик услуг передает на жесткий диск вашего компьютера через ваш веб-браузер (если вы разрешаете), что позволяет системам сайта или поставщика услуг распознавать ваш браузер, захватывать и запоминать определенная информация. Например, мы используем файлы cookie, чтобы помочь нам запомнить и обработать товары в вашей корзине. Используя этот сайт, вы даете согласие на хранение этих файлов cookie на вашем устройстве. Если у вас есть дополнительные вопросы, касающиеся использования файлов cookie, ознакомьтесь с нашей Политикой конфиденциальности или свяжитесь с нами, если у вас возникнут вопросы.
Например, мы используем файлы cookie, чтобы помочь нам запомнить и обработать товары в вашей корзине. Используя этот сайт, вы даете согласие на хранение этих файлов cookie на вашем устройстве. Если у вас есть дополнительные вопросы, касающиеся использования файлов cookie, ознакомьтесь с нашей Политикой конфиденциальности или свяжитесь с нами, если у вас возникнут вопросы.
Сварка оцинкованной стали | Американская ассоциация гальванистов
Дом »
Дизайн и изготовление »
Рекомендации по изготовлению »
Сварка »
Сварка оцинкованной стали
Сварка оцинкованной стали
Сварка изделий до и после цинкования является обычным явлением. Требования, позволяющие это сделать, относительно просты в реализации. Как сварка до, так и после цинкования совместимы с целью обеспечения превосходной защиты от коррозии.
Многие распространенные методы сварки и резки могут использоваться на оцинкованной стали (см. спецификацию Американского общества сварщиков (AWS) D-19). .0, Сварка оцинкованной стали ). Сварка оцинкованной стали может потребоваться, если конечная конструкция слишком велика для погружения в ванну для цинкования или для конструкций, которые необходимо сваривать в полевых условиях.
.0, Сварка оцинкованной стали ). Сварка оцинкованной стали может потребоваться, если конечная конструкция слишком велика для погружения в ванну для цинкования или для конструкций, которые необходимо сваривать в полевых условиях.
AWS D-19.0 требует сварки оцинкованной стали на участках, свободных от цинка. Так, для оцинкованных конструкционных изделий цинковое покрытие должно быть удалено не менее чем на 1-4 (2,5-10 см) с каждой стороны от предполагаемой зоны сварки и с обеих сторон детали. Наиболее распространенным и предпочтительным методом удаления является шлифовка цинкового покрытия, но также эффективны выжигание цинка или его отталкивание от зоны сварки.
Сварку оцинкованной стали всегда следует выполнять в хорошо проветриваемых помещениях, чтобы свести к минимуму вдыхание дыма. Публикация AWS, AWS/ANSI Z49:1, Безопасность и резка при сварке , охватывает все аспекты безопасности и охраны здоровья при сварке. Однако оцинкованную сталь можно сваривать без удаления цинкового покрытия при соблюдении специальных процедур.
Ниже перечислены сокращенные процедуры сварки оцинкованной стали с использованием наиболее распространенных методов сварки.
- Дуговая сварка металлическим газом
- Дуговая сварка с защитным металлом
- Сварка кислородно-ацетиленовым электродом
- Сварка стержней
- Сварка арматуры
- Сварка трением
- Сварка сопротивлением оцинкованной стали
Дуговая сварка металлическим газом (GMAW)
Дуговая сварка металлическим газом, также известная как сварка металл-инертный газ (MIG), представляет собой универсальный полуавтоматический метод сварки, особенно подходящий для сварки более тонких материалов (толщиной <1/2 [13 мм]).
Скорость сварки GMAW обычно ниже для оцинкованных поверхностей. Эти пониженные скорости позволяют дольше выгорать цинку в передней части сварочной ванны. Увеличение тока, подаваемого на сварочный электрод, может обеспечить достаточные средства для выжигания цинковых покрытий большей толщины.
Глубина провара уменьшается при сварке оцинкованной стали. При выполнении стыковых швов необходимо предусмотреть большие зазоры. Равномерное проплавление достигается за счет движения сварочной горелки из стороны в сторону при стыковой сварке в горизонтальном положении. Брызги увеличиваются при сварке оцинкованной стали с использованием защитного газа CO 2 . Образование частиц брызг прямо пропорционально толщине цинкового покрытия. Следовательно, образование брызг больше для горячеоцинкованной стали, чем для непрерывно оцинкованной (листовой) стали.
Частицы брызг могут прилипать к стальной поверхности, придавая ей неприглядный вид. Нанесение антиразбрызгивающего состава на силиконовой, нефтяной или графитовой основе перед сваркой может уменьшить прилипание брызг. Эти составы позволяют легко удалять частицы брызг после сварки.
Повышение температуры, снижение скорости сварки и использование защитного газа аргон-CO 2 при сварке GMA может обеспечить более стабильную дугу и более гладкие наплавки с минимальным разбрызгиванием и потерями цинка.
Вернуться к началу
Дуговая сварка в среде защитного газа (SMAW)
Наиболее распространенным процессом дуговой сварки является дуговая сварка в среде защитного газа (SMAW). Сварка SMAW — это процесс, в котором используются покрытые флюсом электроды длиной от 9 до 18 дюймов (от 23 до 46 см) и диаметром от 1/16 до 5/16 дюймов (от 1,6 до 8,0 мм).
Глубина провара при сварке SMAW оцинкованной стали уменьшается, как и в случае сварки GMAW, раскрытие корня стыкового шва должно быть больше, чем у стальных поверхностей без покрытия. Однако можно добиться полного проплавления шва, изменив обычные методы сварки стали без покрытия. Если угол наклона электрода уменьшить с нормальных 70° до 30°, а скорость сварки значительно уменьшить, нормальная глубина сварки может быть достигнута за счет перемещения электрода вперед и назад вдоль стыка.
При сварке SMAW также увеличивается образование брызг. Как правило, образование брызг не увеличивается до такой степени, при которой требуются составы для защиты от брызг. Более низкие скорости сварки позволяют выгорать большему количеству цинкового покрытия и уменьшают образование брызг. Что касается сварки GMAW, обычно нет необходимости увеличивать ток, подаваемый на электрод, чтобы увеличить количество выгорающего цинка.
Более низкие скорости сварки позволяют выгорать большему количеству цинкового покрытия и уменьшают образование брызг. Что касается сварки GMAW, обычно нет необходимости увеличивать ток, подаваемый на электрод, чтобы увеличить количество выгорающего цинка.
Уменьшение угла наклона электрода и уменьшение скорости перемещения сварного шва значительно повысит качество сварки SMAW на оцинкованной поверхности. Стали толщиной более 1/2 (13 мм) рекомендуется сваривать SMAW. При нанесении SMAW на оцинкованную сталь необходимо учитывать следующие соображения:
Сварочный электрод следует накладывать медленнее, чем обычно, с хлестким действием, при котором электрод перемещается немного вперед от сварочной ванны, а затем назад в сварочную ванну. Это гарантирует, что весь цинк выгорит до того, как наплавится валик. После улетучивания сварка стали без покрытия такая же.
Следует избегать переплетения и множественных сварных швов. Поступление тепла в шов должно быть сведено к минимуму, чтобы избежать чрезмерного повреждения соседнего покрытия, не жертвуя при этом теплом, необходимым для выжигания цинка до образования валика. Короткая длина дуги рекомендуется для сварки во всех положениях, чтобы обеспечить лучший контроль над сварочной ванной и предотвратить прерывистое чрезмерное проплавление или подрез. Глубина проплавления уменьшается при сварке оцинкованной стали. При выполнении стыковых швов необходимо предусмотреть большие зазоры. Равномерное проплавление достигается за счет движения сварочной горелки из стороны в сторону при стыковой сварке в горизонтальном положении. Отклонения от методов SMAW для поверхностей без покрытия и поверхностей с цинковым покрытием происходят из-за дополнительного нагрева, необходимого для удаления цинкового покрытия. Вызов хлесткого движения во время сварки позволяет удалить как можно больше цинкового покрытия до образования сварного шва. В результате сварочная ванна становится более нарушенной, что увеличивает текучесть шлака и образование брызг.
Короткая длина дуги рекомендуется для сварки во всех положениях, чтобы обеспечить лучший контроль над сварочной ванной и предотвратить прерывистое чрезмерное проплавление или подрез. Глубина проплавления уменьшается при сварке оцинкованной стали. При выполнении стыковых швов необходимо предусмотреть большие зазоры. Равномерное проплавление достигается за счет движения сварочной горелки из стороны в сторону при стыковой сварке в горизонтальном положении. Отклонения от методов SMAW для поверхностей без покрытия и поверхностей с цинковым покрытием происходят из-за дополнительного нагрева, необходимого для удаления цинкового покрытия. Вызов хлесткого движения во время сварки позволяет удалить как можно больше цинкового покрытия до образования сварного шва. В результате сварочная ванна становится более нарушенной, что увеличивает текучесть шлака и образование брызг.
Вернуться к началу
Сварка в кислородно-ацетиленовой среде
Типичные результаты сварки
Все марки сталей, покрытых горячим цинкованием, можно сваривать плавлением в кислородно-ацетиленовой среде.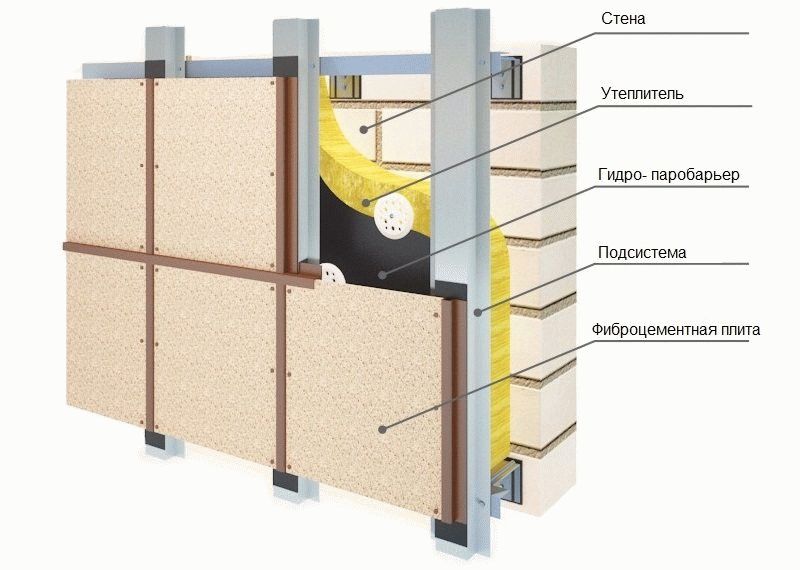 Подготовка к сварке аналогична подготовке к сварке стали без покрытия. Поскольку для этого процесса необходима низкая скорость перемещения, которая необходима для доведения кромок соединения до температуры плавления, дополнительное тепло вызывает воздействие на цинковое покрытие на гораздо большей площади, чем при использовании более быстрых процессов сварки. Наилучшие результаты достигаются, когда присадочный стержень перемещается вперед и назад, создавая волнистый сварной шов. Следует использовать сопла с размерами, аналогичными тем, которые используются для сварки стали без покрытия аналогичной толщины. Сварные швы не следует проплавлять пламенем для улучшения их внешнего вида; это приведет к дополнительной потере цинкового покрытия.
Подготовка к сварке аналогична подготовке к сварке стали без покрытия. Поскольку для этого процесса необходима низкая скорость перемещения, которая необходима для доведения кромок соединения до температуры плавления, дополнительное тепло вызывает воздействие на цинковое покрытие на гораздо большей площади, чем при использовании более быстрых процессов сварки. Наилучшие результаты достигаются, когда присадочный стержень перемещается вперед и назад, создавая волнистый сварной шов. Следует использовать сопла с размерами, аналогичными тем, которые используются для сварки стали без покрытия аналогичной толщины. Сварные швы не следует проплавлять пламенем для улучшения их внешнего вида; это приведет к дополнительной потере цинкового покрытия.
Вернуться к началу
Приварка шпилек
Если оцинкованные шпильки должны быть приварены к оцинкованной поверхности, необходимо удалить цинковое покрытие с конца шпильки и с поверхности, к которой шпилька должна быть приварена. Если торцевая поверхность все еще покрыта цинком, металл сварного шва может сильно вылететь из соединения из-за испарения цинка с поверхности прилегания.
Вернуться к началу
Сварка арматуры
Сварку арматурных стержней можно выполнять с использованием SMAW или GMAW без удаления цинкового покрытия. Однако предпочтительно удалять цинковое покрытие в пределах 2 (50 мм) от сварного шва. Дополнительную информацию о сварке арматуры см. в Руководстве Американского общества сварщиков D 1.4.
Концы стержней могут быть подготовлены до требуемого профиля путем распиливания, шлифования или кислородной резки. Холодная резка не рекомендуется, и подготовленные таким образом прутки следует тщательно осмотреть, чтобы убедиться, что в процессе стрижки не были повреждены концы. При обнаружении повреждений концы необходимо обрезать до прочного металла. Поверхности сплавления не должны иметь неровностей, которые мешают наплавке сварного шва заданного размера или вызывают дефекты. Если концы арматурных стержней подготавливаются на месте, подготовленные кромки не содержат цинка, а процедуры сварки такие же, как и для стержней без покрытия. Наличие цинка на концах свариваемых стержней не оказывает существенного влияния на процедуру сварки или время, необходимое для выполнения соединений. Единственная разница возникает в образовании дыма, когда подготовленные края были покрыты цинком.
Наличие цинка на концах свариваемых стержней не оказывает существенного влияния на процедуру сварки или время, необходимое для выполнения соединений. Единственная разница возникает в образовании дыма, когда подготовленные края были покрыты цинком.
Вернуться к началу
Сварка трением
Шпильки с плоским концом, как без покрытия, так и с гальваническим покрытием, нельзя приваривать к оцинкованному листу, поскольку слои сплава в цинковом покрытии действуют как поверхность с низким коэффициентом трения и выделяется недостаточно тепла. для сварки. Использование заостренных шпилек решает проблему приваривания шпилек трением к оцинкованным поверхностям. Наилучшие результаты получаются на шпильках с острием, имеющим угол 120º. Наличие цинкового покрытия на шпильке увеличивает время сварки.
Вернуться к началу
Сварка сопротивлением оцинкованной стали
Сварка сопротивлением обычно используется для соединения оцинкованной стали толщиной менее 1/4 дюйма и с цинковым покрытием легче 1 унции/фут 2 (305 г/ м 2 ).