Самодельные приспособления для хранения инструмента в домашней мастерской
Обустройство мест хранения инструмента является важной частью наведения порядка в домашней мастерской. Рассматриваемые в статье самодельные полочки и держатели просты, состоят большей частью из обрезков, а времени на их изготовление своими руками уходит совсем немного.
Настенный держатель для струбцин
Столярные струбцины зачастую свалены в кучу или стоят в углу домашней мастерской. Соорудите для них полку-держатель из отходов древесины и куска листового материала.
На нашем самодельном приспособлении помещается до шести реечных струбцин. Вы можете увеличить размеры подвески для хранения большего количества инструмента приблизительно на 30 мм для каждого из них. Учтите, что при значительном расширении держателя потребуется усилить планку или поставить дополнительную опору посередине.
Размеры заготовок для настенного держателя струбцин.
Нарежьте заготовки согласно размерам и отшлифуйте видимые поверхности. Совместите детали и высверлите раззенкованные отверстия.
Совместите детали и высверлите раззенкованные отверстия.
Прикрутите планку к опорам шурупами 4,5х40 мм.
Переверните заготовки и закрепите тыловую панель.
Подвесьте держатель на стену сквозь высверленные монтажные отверстия.
Прямо под этим приспособлением найдется место для хранения С-образных струбцин.
Готовый настенный держатель столярных струбцин.
Держатели под них очень просты, а изготавливаются раздельно для каждого набора струбцин. Габариты подвески подбираются исходя из того, что ширина выступающей полочки должна быть чуть меньше расстояния между губками.
Держатель для хранения С-образных струбцин.
Настольная подставка для сверл
При работе дрелью приходится постоянно менять насадки. Часто бывает, что положите куда-нибудь сверло, а позднее его уже трудно найти. Смастерив своими руками небольшую подставку всего из четырех деталей, вы разместите в ней сверла, керны, карандаши, фрезы и другие аналогичные насадки.
Фото настольной подставки для сверл.
Для верхнего слоя приспособления оптимально подходит светлый пластик, на котором хорошо видны надписи, да и аккуратные отверстия в нём проще сделать. Для середины подберите кусок ДСП или МДФ толщиной 16 мм или чуть более. Скрепите эти две детали винтами и отметьте шилом месторасположение отверстий. Размечайте по квадратной сетке со стороной в 15 мм для сверл, а для остальных предметов ориентируйтесь по месту в зависимости от их габаритов.
Делаем настольную подставку для сверл.
Высверлите отверстия, подбирая сверла на 1 мм толще хвостовика размещаемой насадки.
Очистите нижнюю плоскость от заусенцев и закрепите на ней 3-миллиметровую фанеру. Прикрутите с торца деревянную планку для перовых сверл и нанесите на пластик маркировку для быстро поиска насадок.
Держатель для стамесок своими руками
Чтобы стамески не терялись и не тупились, сделайте для них простой подвесной держатель.
Фото подвесного держателя стамесок.
Подберите обрезок плотной древесины без сучков толщиной 20–40 мм. А также можно применить фанеру, МДФ или сосновую склейку. Выберите пазы за два подхода: сначала используйте электродрель с перовым сверлом, а затем выпиливайте пазы полотном с мелкими зубцами.
Чертеж подвесного держателя стамесок.
Прикрепите держатель на стене винтами сквозь просверленные в торце отверстия.
Готовый самодельный держатель стамесок.
Планка под отвертки
Часто используемые ручные инструменты практично хранить на задней панели стоящего вдоль стены верстака. Если кромка такой плиты имеет ширину хотя бы 10 мм, то на ней можно закрепить простейшую планку с дырками для хранения отверток.
Фото планки под отвертки.
Для этого держателя отлично подойдет обрезок ламината нужной длины. Высверлите в нём два ряда отверстий, рассчитывая размещение крупных отверток в дальнем ряду, а мелких – в ближнем.
Чертеж планки под отвертки.
Прикрепите панель-держатель саморезами прямо к торцу задней плиты рабочего стола.
Держатель для плоскогубцев
На этом приспособлении аккуратно располагаются пассатижи, круглогубцы, кусачки и все остальные подобные инструменты.
Фото держателя для плоскогубцев.
Для подвесной планки подберите березовую рейку, а для кронштейнов подойдет фанера.
Чертеж держателя для плоскогубцев.
Закруглите рубанком верхние кромки перекладины, чтобы плоскогубцы висели прямо.
Изготовление держателя для плоскогубцев.
Разметьте на деталях пазы, высверлите в них отверстия и пропилите материал ножовкой.
Доработайте грани квадратным напильником.
Подгоните пазы и отшлифуйте поверхности.
Соедините заготовки «на сухую» и прикрутите держатель на место саморезами.
Разместите нужный ручной инструмент на подвеске, а дырки в кронштейнах используйте для хранения отверток.
Самодельный держатель плоскогубцев.
Изменяйте при необходимости габариты и даже конструкцию рассмотренных проектов, приспосабливая держатели под свои нужды.
идеи гаражного обустройства своими руками, приспособления для домашнего мастера – Ремонт своими руками на m-stone.ru
Многие автовладельцы используют свой гараж в качестве мастерской, наполняя его постепенно практичными приспособлениями, облегчающими ремонт и обслуживание авто. Многие из них можно изготовить самостоятельно, используя рекомендации, представленные в данной статье.
- 0.1 Видео самодельные станки и приспособления для домашней мастерской
- 0.2 Видео самодельные инструменты и приспособления для гаража
- 0.3 Чертежи самодельных приспособлений
- 0.4 Самодельные приспособления для ремонта автомобилей
- 0.5 Самодельные станки и приспособления для гаража
- 0.6 Приспособления для хранения инструмента в гараже
- 0.7 Самодельные приспособления по дереву для домашней мастерской
- 0.8 Самодельные приспособления по металлу для домашней мастерской
- 1 Основа основ – удобный верстак и организованное хранение инструментов и принадлежностей
- 1.
 1 Столярный верстак «классического» исполнения
1 Столярный верстак «классического» исполнения - 1.2 Видео: слесарный верстак своими пуками
- 1.
- 2 Самоделка для гаража: идеи по обустройству
- 2.1 Хранение шин и колес
- 2.2 Рабочее место
- 2.3 Хранение инструмента
- 3 Общие рекомендации по созданию для гаража
- 4 Оригинальные идеи по организации пространства в гараже
- 5 Интересные идеи для хранения
- 6 Как сделать верстак?
- 7 Самодельные станки и оборудование
- 7.1 Видео — миниатюрный токарный станок по дереву на базе электродрели
- 7.2 Видео — циркулярный станок на базе ручной вертикальной электрической пилы
- 7.3 Маятниковая пила из «болгарки» — самостоятельное изготовление пошагово
- 7.4 Видео — самодельный фрезерный стол из фанеры
- 7.5 Самодельный станок для заточки режущего инструмента – пошагово
- 8 Закрепить шнур от переноски на потолке
- 9 Идеи для хранения инструментов
- 10 Опрокидыватель для гаража своими руками: пошаговая видеоинструкция
- 11 Самодельная сварка из трансформатора от микроволновки для гаража
- 12 Оригинальные варианты
 1 Столярный верстак «классического» исполнения
1 Столярный верстак «классического» исполненияВидео самодельные станки и приспособления для домашней мастерской
Многие приспособления для гаражной мастерской можно сделать самостоятельно, видео ниже, демонстрирует некоторые из них.
Гаражные самоделки – приспособления, существенно облегчающие гаражную жизнь, кроме того работают они не хуже заводских станков. Оснастив свою мастерскую такими приспособлениями, можно самостоятельно изготовить нужные детали для авто, а также различные поделки для дома или дачи.
Видео самодельные инструменты и приспособления для гаража
Сложно предугадать наперед какие приспособления могут понадобиться при проведении ремонта авто, тем не менее, существуют некоторые самоделки, некоторые используются чаще всего. Некоторые из них можно посмотреть на видео ниже.
Чертежи самодельных приспособлений
Трубогиб для профильной трубы
Трубогиб – полезное в домашнем хозяйстве приспособление, позволяющее выгнуть металлическую или полимерную трубу под определенным градусом. Гнутые трубы часто применяют при обустройстве парников и теплиц, монтаже отопления и других потребностей. Воспользовавшись представленным чертежом, ручной трубогиб можно изготовить самостоятельно.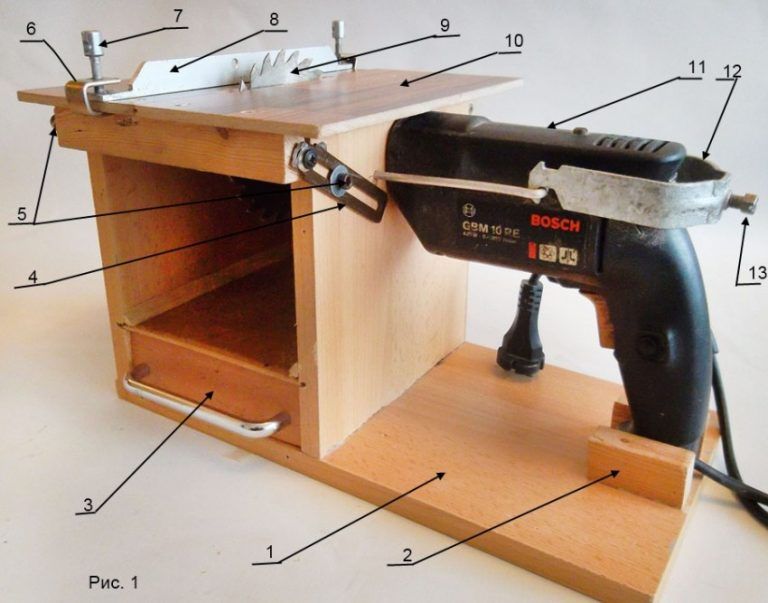
Малогабаритные самодельные тиски
Тиски – практичное приспособление, используемое при выполнении слесарных работ. С его помощью удается надежно фиксировать требующую слесарной обработки деталь в определенной позиции.
Состоит данное приспособление из нескольких деталей:
опорная плита;
2-е губы – подвижной и не подвижной;
рукоятка;
винт ходовой части.
С помощью малогабаритных слесарных тисков, чертеж которых представлен выше, удобно проводить заточку и другую обработку мелких деталей.
Фрезерный станок с ЧПУ по дереву
Наличие в домашней мастерской фрезерного станка с ЧПУ позволяет выполнять целый ряд работ по механической обработке дерева.
Самодельный фрезерный станок состоит из нескольких узлов и деталей:
станина;
суппорты, предназначенные для перемещения фрез;
направляющие суппортов;
шпиндель с установленной фрезой;
микроконтроллер или плата коммутаций с микросхемами, обеспечивающих автоматизацию работы станка;
электродвигатель с блоком питания;
драйверы, отвечающие за передачу команд от контроллера на электродвигатель;
пылесос для сборки образующихся в результате работы станка опилок.
Фрезерный станок с ЧПУ, сделанный своими руками, позволяет выполнять гравировальные и фрезеровальные работы.
Самодельные приспособления для ремонта автомобилей
Съемник поводков стеклоочистителя – специальный инструмент, облегчающий процесс снимания поводков дворников. Изготовить его можно самостоятельно из куска арматуры, швеллера шестерки и болта десятки. Для этого с помощью сверлильного станка выполнить отверстия на 14 и приварить 2 гайки по обе стороны отверстия и ручку из арматуры, ввернуть болт в заготовку и, надев термоусадку, ввинтить резьбовую заклепку. Инструмент готов.
Другой вариант приспособления для съемки поводков стеклоочистителя представлен на фото ниже.
Еще одно полезное самодельное приспособление, с помощью которого можно самостоятельно вручную выполнить перебортовку колес. Другой вариант этого приспособления можно видеть на фото ниже.
При проведении серьезного ремонта автомобиля без подъемника, как правило, не обойтись. Устройство, изготовленное в заводских условиях, стоит недешево, а требуется не так уж часто, поэтому вполне может быть заменено на приспособление, изготовленное в домашних условиях.
Самодельные станки и приспособления для гаража
Изготовив приспособления для шиномонтажа и балансировки, можно самостоятельно выполнять данные работы, существенно сэкономив средства на обслуживании авто. Кроме того подобные приспособления придут на выручку, если нет возможности приехать в специализированный шиномонтаж.
В своей гаражной мастерской можно оборудовать универсальный станок для шиномонтажа используя подручные материалы — металлические трубы и ступицу.
Выполняя различные поделки для дома, часто возникает необходимость просверлить ровное отверстие. Это сложно выполнить обычной дрелью, но если изготовить стойку для дрели, типа той, что изображена на фото, то сверлить без перекосов будет гораздо проще. Выполнить такую конструкцию можно из различных материалов. Например:
из металла;
из дерева.
Воспользовавшись схемой, представленной ниже, можно самостоятельно смастерить сверлильный станок из дрели.
Использование самодельного пресса позволит в гаражной мастерской изготавливать изделия методом прессования.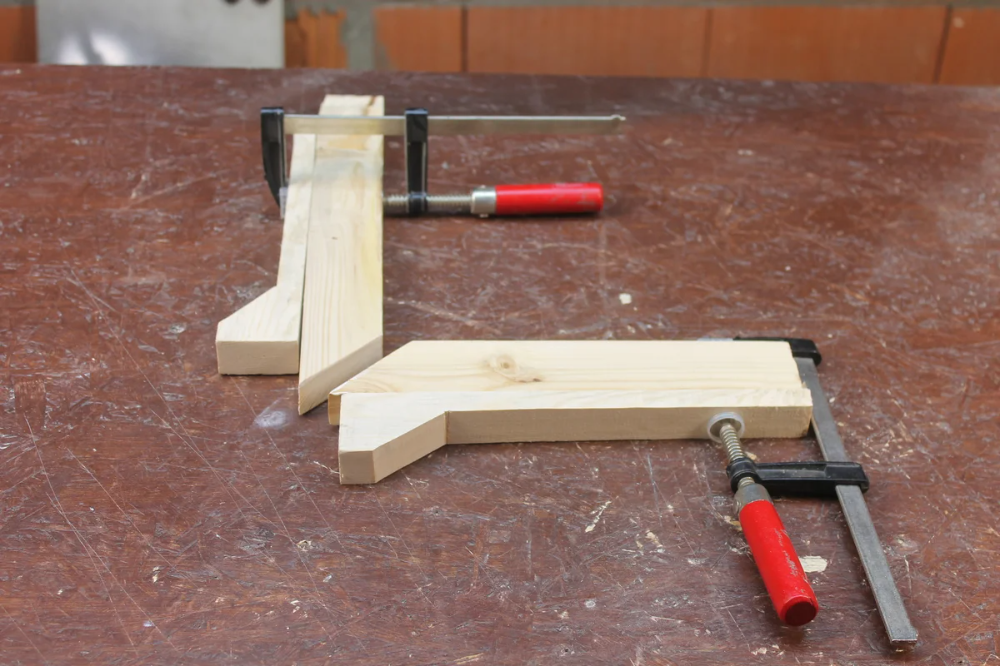 Изготовить подобное устройство можно из гидравлического домкрата, закрепленного вверху станины, в свою очередь сваренной из подручных материалов. Давление в таком случае направлено вниз.
Изготовить подобное устройство можно из гидравлического домкрата, закрепленного вверху станины, в свою очередь сваренной из подручных материалов. Давление в таком случае направлено вниз.
Другой вариант самодельного пресса, конструкция которого предполагает крепление домкрата у основания станины. В этом случает процесс давления производится вверх.
С помощью самодельного пресса можно выполнить рихтовку, согнуть листы металла, спрессовать картон, скрепить отдельные элементы. Видео ниже демонстрирует, как сделать такое нужное приспособление самостоятельно.
Приспособления для хранения инструмента в гараже
Наличие порядка является залогом комфортного использования рабочего мест в гараже. Обеспечить этот порядок на рабочем месте призваны специальные органайзеры, позволяющие удобно хранить и легко находить нужные инструменты. Сделать такие приспособления можно самостоятельно, используя при этом подручные средства.
Простым и доступным способом хранить ручной инструмент, является настенный органайзер, сделанный из жестяных банок, прикрепленных к фанерному листу. Дополнительно к нему можно прибить несколько крючков или гвоздей, чтобы удобно развесить измерительный и электрический инструмент. При отсутствии жестяных банок, в качестве держателей можно использовать ПВХ-трубы различного диаметра, нарезанные на отрезки и шурупами прикрученные к листу фанеры или ДСП.
Дополнительно к нему можно прибить несколько крючков или гвоздей, чтобы удобно развесить измерительный и электрический инструмент. При отсутствии жестяных банок, в качестве держателей можно использовать ПВХ-трубы различного диаметра, нарезанные на отрезки и шурупами прикрученные к листу фанеры или ДСП.
Еще проще сделать специальное приспособление для хранения отверток. Для этого необходимо взять деревянный брусок и просверлить в нем отверстия нужного размера. Готовый держатель закрепить на стене. На таком же держателе можно организовать систему хранения стамесок и долото. Достаточно в деревянной заготовке выпилить специальные отверстия. Таким же образом можно сделать и держатель для электроинструментов, выпилив соответствующие отверстия в деревянной полке.
Интересный способ хранения инструментов предложен на фото выше. Его принцип построен на использовании магнитных лент, прикрепленных к металлическим планкам. С помощью подобной системы удобно хранить сверла, ключи и другие металлические инструменты.
Удобные и практичные органайзеры для хранения шурупов, болтов, гвоздей и другой мелочовки можно сделать своими руками из прозрачных пластиковых банок с крышками. Чтобы они не занимали место, следует прикрепить их за крышку снизу к полке. Этот и другие способы хранения инструментов позволяют рационально использовать место в гараже и все необходимое под рукой.
Видео, представленное ниже, демонстрирует, как самому обустроить в мастерской или гараже простую и удобную систему хранения инструментов.
Самодельные приспособления по дереву для домашней мастерской
Самодельный фрезерный станок
Фрезерные станки, изготовленные в домашних условиях, могут выполнять одну или несколько операций. Предпочтение, конечно же, отдается многофункциональным приспособлениям, позволяющим сэкономить место в гаражной мастерской. С их помощью можно:
• выполнить углубления определенной формы;
• просверлить отверстия
• сделать пазы;
• обработать заготовки.
Простейший фрезерный станок можно изготовить на основе дрели. Для этого ее закрепляют на стальной профиль или в фанерный корпус, а напротив нее располагают вращающийся зажим. Обработка деталей выполняется с помощью специальных резцов, удерживаемых руками.
Самодельный токарный станок
Создание своими руками токарного станка позволяет изготавливать из деревянных заготовок посуду, интерьерный декор и мебель. Такое устройство станет доступной альтернативой промышленным млделям, и поможет реализовать свой творческий потенциал. Самодельный токарный станок можно сделать из отдельных узлов и деталей:
электромотора, используемого в качестве электропривода станка;
передней бабки, в качестве которой может выступать электроточило;
задней бабки, сделанной из дрели;
упора для резцов;
поперечных направляющих;
станины, сделанной из металлопрофиля или балок.
Передняя и задняя бабки токарного станка являются основными рабочими элементами, между которыми размещается деревянная заготовка. Вращающееся движение от электродвижка передается на заготовку через переднюю бабку, задняя же остается статичной, отвечая за удержание заготовки. Если оборудовать самодельный токарный станок дополнительными приспособлениями – балясиной, трезубцем, копиром и другими, то его функциональность значительно увеличится.
Вращающееся движение от электродвижка передается на заготовку через переднюю бабку, задняя же остается статичной, отвечая за удержание заготовки. Если оборудовать самодельный токарный станок дополнительными приспособлениями – балясиной, трезубцем, копиром и другими, то его функциональность значительно увеличится.
Видео ниже демонстрирует, ка изготовить токарный станок своими руками.
Самодельный сверлильный станок
При необходимости высверлить точные отверстия в металлических, пластиковых или деревянных деталях, опытные мастера рекомендуют использовать сверлильный станок. В отличие от дрели, которая сильно вибрирует в процессе работы, такое устройство обеспечивает качественный результат, независимо от материала и толщины заготовки. Сделать простой сверлильный станок можно самостоятельно, использовав ту же домашнюю дрель, но установив ее в вертикальном положении на станину из мебельной плиты и прикрепив к металлической стойке. При необходимости такой станок можно оснастить асинхронным двигателем.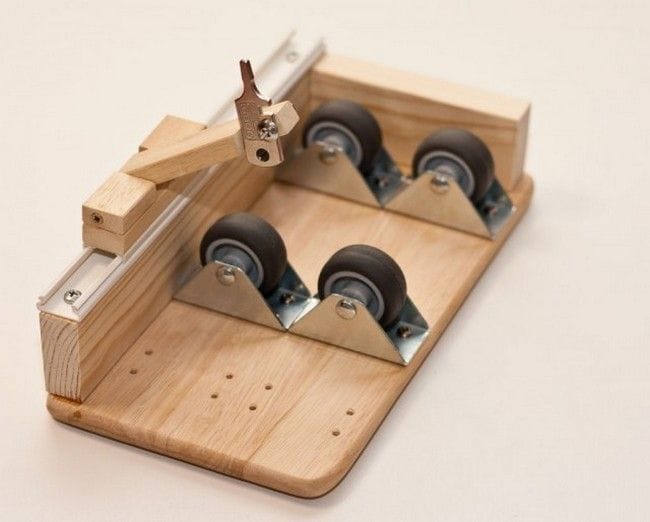
Как правило, домашние умельцы не останавливаются на изготовлении самых станков. Очень часто они работают над усовершенствованием уже имеющегося оборудования.
Видео, представленное ниже, демонстрирует полезные приспособления для токарного станка, расширяющие его функционал.
Самодельные приспособления по металлу для домашней мастерской
Данные приспособления, сделанные своими руками, для домашней мастерской предназначены для облегчения процесса металлообработки. Их, как правило, изготавливают из подручных материалов и инструментов.
Среди наиболее востребованных устройств, следует выделить:
трубогибы;
прессы;
тиски;
фрезеровальные, слесарные, токарные, сверлильные и рейсмусовые станки;
приспособления для заточки сверл, ножей и других инструментов.
С их помощью домашний умелец может изготовить практичные приспособления для дачи, гаража, а также обустроить комфортный дом. Примеры полезных в хозяйстве станков и устройств, можно видеть на фото ниже.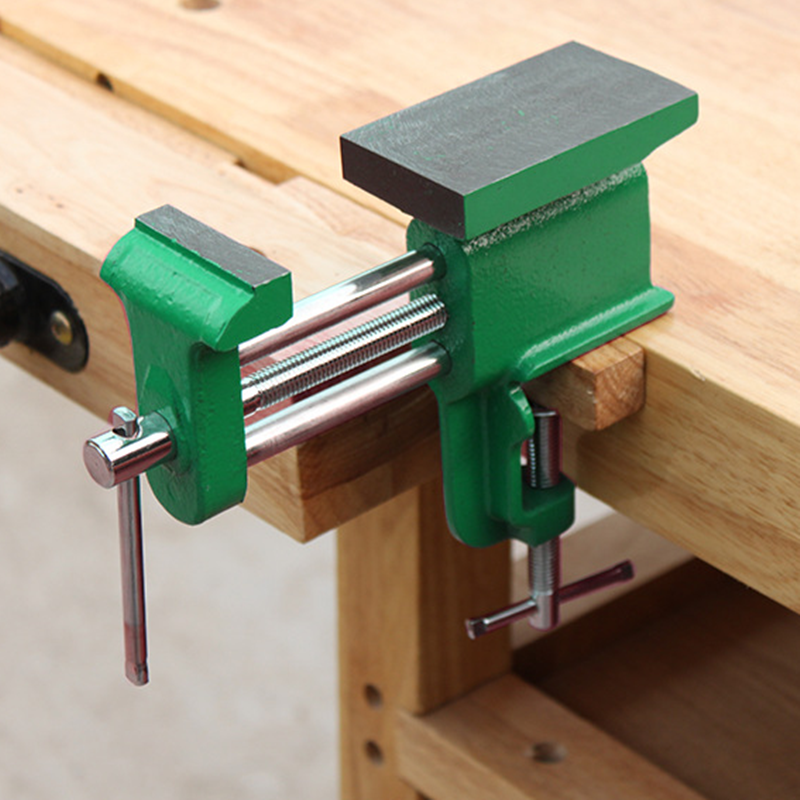
Самодельный циркулярный станок
Самодельный рейсмусовый станок
Самодельный отрезной станок по металлу
Как сделать некоторые полезные в хозяйстве приспособления, демонстрирует видео.
Взяв на вооружение представленные рекомендации и чертежи, любой домашний мастер сможет изготовить полезные приспособления для гаража и станки для своей мастерской, устроить эргономичное пространство в ней, реализовать свои творческие способности.
Основа основ – удобный верстак и организованное хранение инструментов и принадлежностей
Комфортность работы в мастерской зависит от многих важных условий. Если вынести «за скобки» вопросы отопления, вентиляции и освещения (это – темы для отдельного рассмотрения), то на первый план всегда выходит рациональная, удобная организация основного рабочего места.
Речь идет о верстаке и о продуманной системе хранения необходимых для работы инструментов, принадлежностей, расходного материала и прочей мелочи.
Верстак подбирается или изготавливается самостоятельно в зависимости от основного направления работ в мастерской.
Столярный верстак «классического» исполнения
Если хозяин больше нацелен на обработку древесины, то ему потребуется столярный верстак. Существует давно используемая и всесторонне проверенная общая концепция такого рабочего места. Наверное, и при самостоятельном изготовлении верстака имеет смысл ее придерживаться.
Конструкция «классического» столярного верстака
Верстак базируется на мощных деревянных ножках (поз. 1), которые снизу, в основании, обычно попарно связаны опорами-перемычками (поз. 2). Сверху располагается крышка – верстачная доска (поз. 3). Как правило, предусматривается углубленный участок – так называемый лоток (поз. 4), чтобы в ходе работы необходимые под рукой инструменты или комплектующие не падали на пол.
Обычно с правой стороны располагается боковой иди задний зажим (поз. 5). По сути, это винтовые тиски, в который предусмотрен выдвигающийся вверх клин (поз. 6). По линии этого клина вдоль верстачной доски расположен ряд гнезд (поз. 7) для аналогичных клиньев (они могут прятаться в этих гнездах или храниться отдельно и вставляться по мере необходимости). Это позволяет жестко закрепить для обработки деревянную заготовку между клиньями стола и боковых тисков.
6). По линии этого клина вдоль верстачной доски расположен ряд гнезд (поз. 7) для аналогичных клиньев (они могут прятаться в этих гнездах или храниться отдельно и вставляться по мере необходимости). Это позволяет жестко закрепить для обработки деревянную заготовку между клиньями стола и боковых тисков.
Для фиксации длинномерной детали, которая не может быть закреплена между крайними клиньями, используется передний зажим (поз. 8). Это тоже винтовые тиски, которые способны зажать заготовку между передним торцом верстака и подвижной деревянной губкой. А для того чтобы длинная деталь имела необходимые точки опоры снизу, из торца верстака выдвигаются спрятанные там в пазах пальцы или выдвижные опоры (поз. 9).
Нижняя область верстака называется подверстачьем (поз. 10). Как правило, здесь расположены мощные перекладины (проножки), связывающие попарно ножки верстка в продольном направлении. На этих перекладинах часто организуются полки для хранения инструмента или заготовок, или даже, как показано в демонстрируемой схеме – закрытый шкафчик.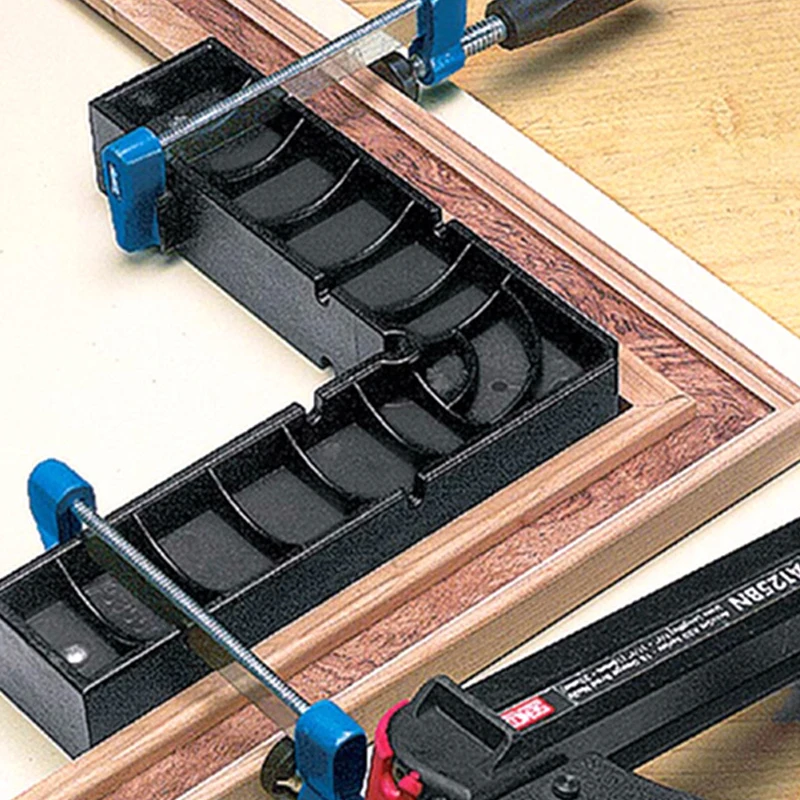
Ниже будет представлен чертеж верстака. Тот, кто умеет читать схемы и владеет навыками столярных работ, вполне сможет изготовить такую модель самостоятельно.
Для начала — общая монтажная схема столярного верстака с размерами.
Общий сборочный чертеж верстака.
Теперь – ряд чертежей по отдельным деталям и узлам конструкции.
Для изготовления деталей подверстачья (основания) используется, как правило, качественная древесина хвойных пород с остаточной влажностью не более 12%!
Стойки, верхние и нижние перекладины-опоры – размеры, принцип сборки и крепления.
Схема соединительного узла проножий.
Верстачную доску (крышку) преимущественно изготавливают из древесины твердых пород – это может быть бук или дуб, ясень или клен. Изготовить самостоятельно столь массивную габаритную панель – задача крайне непростая, поэтому часто в столярной мастерской заказывается или приобретается уже готовый клееный щит. Вряд ли это покажется слишком дорогим решением, учитывая и стоимость материала, и трудоемкость процесса.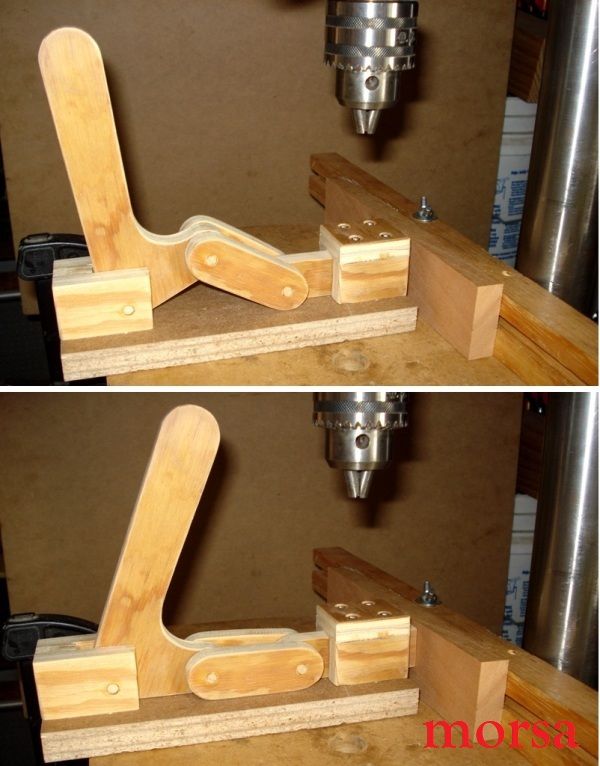 Так что выгоднее приобрести готовое изделие, а потом его уже доработать под верстачный стол.
Так что выгоднее приобрести готовое изделие, а потом его уже доработать под верстачный стол.
Кстати, при выполнении различных обрабатывающих операций, так или иначе, поверхность рабочего стола будет повреждаться. Чтобы максимально продлить срок эксплуатации верстака, крышку нередко закрывают фанерным или ДВП-листом (естественно, по размерам стола и со всеми необходимыми пазами и гнездами). По мере износа такого покрытия его можно будет заменить на новое – это не столь трудно и недорого.
Чертеж крышки верстака. В данной модели лоток не предусмотрен, но его при необходимости можно на свободной участке выбрать фрезером.
Особую сложность обычно приставляет монтаж переднего и заднего (бокового) зажимов. Чтобы получились действительно работоспособные и удобные приспособления, сам винтовой механизм тисков лучше приобрести в готовом, собранном виде. В продаже представлено немало подходящих для этой цели моделей.
Вот такой готовый механизм для столярных тисков можно приобрести в магазине.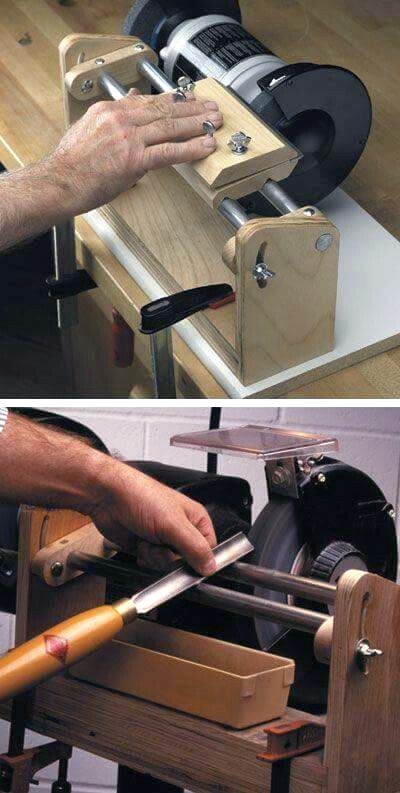 Потребуется две штуки.
Потребуется две штуки.
Для сборки этих зажимных узлов можно руководствоваться следующим чертежом:
Сборочный чертёж переднего и заднего зажимов верстака.
Губки для тисков должны изготавливаться исключительно из древесины твердых пород, размеры и расположение отверстий показаны на чертеже. (Следует правильно понимать, что расположение и диаметр отверстий должны соответствовать приобретённому винтовому механизму).
Чертеж губок для передних и задних (боковых) тисков верстака.
И, наконец, последняя схема демонстрирует способ крепления задних неподвижных губок обоих тисков к крышке верстака.
Задняя кубка передних тисков крепится снизу стола, боковых тисков – по торцу стола.
Безусловно, здесь показан пример, причем, он может подойти многим в «чистом виде», то есть без изменений. Но если требуются иные размеры (исходя, например, из имеющегося места), то можно составить свой чертеж, взяв продемонстрированные схемы в качестве образца сборки тех или иных узлов. Принцип все равно остается тем же. При необходимости – никто не мешает внести свои усовершенствования, которые, конечно, не должны негативно влиять на прочность конструкции.
Принцип все равно остается тем же. При необходимости – никто не мешает внести свои усовершенствования, которые, конечно, не должны негативно влиять на прочность конструкции.
Видео: слесарный верстак своими пуками
Если мастер планирует в основном заниматься слесарными операциями, то ему потребуется уже совершенно иной верстак, предназначенный именно для таких целей. Здесь, в отличие от столярной «классики» – неисчислимое количество возможных вариантов. как правило, для изготовления используются стальные профили (уголки, швеллеры, профильные трубы) и листы. Один из вполне достойных вариантов показан в видеосюжете ниже:
Важной составляющей комфорта работы в мастерской всегда является оптимизированная расстановка и система хранения инструментов и принадлежностей. Но на этом останавливаться не станем, так как на страницах нашего портала такой теме отведена отдельная статья.
Как сделать мастерскую максимально комфортной для работы?
Удобно, когда знаешь, где что лежит и когда необходимый инструмент – всегда под рукой.
 Так что стоит обратить пристальное внимание на систему шкафов, стеллажей, тумб, разумно организованных мест хранения расходных материалов. Особенно это важно в тех случаях, когда размеры помещения не дают «разгуляться». Вопросам оптимизации пространства в домашней мастерской на нашем портале отведена специальная публикация.
Так что стоит обратить пристальное внимание на систему шкафов, стеллажей, тумб, разумно организованных мест хранения расходных материалов. Особенно это важно в тех случаях, когда размеры помещения не дают «разгуляться». Вопросам оптимизации пространства в домашней мастерской на нашем портале отведена специальная публикация.Самоделка для гаража: идеи по обустройству
Содержание статьи
1 Самоделка для гаража: идеи по обустройству1.1 Хранение шин и колес1.2 Рабочее место1.3 Хранение инструмента2 Cамодельные переноски для гаража2.1 Небьющийся патрон для лампы2.2 Переноска из светодиодного встраиваемого светильника3 Закрепить шнур от переноски на потолке4 Компрессор для гаража своими руками
Обустройство гаража — процесс длительный. Сразу сделать все не получится, Приходится постоянно что-то модернизировать, менять, мастерить что-то новое. При этом, в основном, используют самоделки для гаража. Это требует меньше денег да еще доставляет удовольствие — слепить из мусора нужную вещь -это дорогого стоит.
Даже на небольшой площади можно поместить все
Хранение шин и колес
Каждый автовладелец сталкивается с проблемой хранения несезонной «обуви» для машины. Куда приткнуть шины — больной вопрос. Вообще, способ хранения шин зависит от того, смонтированы они на дисках или нет.
Способы хранения шин
Так шины с дисками можно подвешивать или хранить лежа — в виде стопки, сложив их одну на другую. Для подвешивания шин использовать можно багажные ремни, цепи, металлический тросик диаметром 4 мм и больше в полиэтиленовой оболочке. Крепят ремни к потолку, стене, к расположенной сверху балке.
Тросик в полиэтиленовой оболочке, анкера с кольцом и хомуты для затяжки
Багажные ремни лучше крепить к кольцам в потолке или крюкам на стенах
Вбить в стену штыри достаточной длины, но такой, чтобы штырь не торчал за пределы шины
Подойдет не только штырь, но и крюк с небольшим радиусом изгиба
Еще один доступный способ — вбить в стену штыри или крюки с небольшим радиусом изгиба. Расстояние между крюками — чуть больше диаметра шин. Длина штырей должна быть такой, чтобы они не торчали ха пределы шины. Набить их можно практически под потолком чтобы влезли колеса.
Расстояние между крюками — чуть больше диаметра шин. Длина штырей должна быть такой, чтобы они не торчали ха пределы шины. Набить их можно практически под потолком чтобы влезли колеса.
Шины без дисков можно хранить только «стоя». Для них делают специальные полки. Их сваривают обычно из профилированной трубы. 20*20 мм, максимум, 30*30 мм. Также можно использовать уголок. Круглую трубу варить неудобно, но из нее можно сделать поперечины — шины укладываются и держатся в этом случае лучше.
Ширина полки — 4-х кратная ширина шины, плюс запас 10-15 см на некоторую свободу. Высота задней стенки — чуть выше наружного диаметра колеса. Конструкция проста = сбоку напоминает прямоугольный треугольник. Имея инверторный сварочный аппарат, сварить такую полку не представит труда.
Полка для хранения шин — отличная самоделка для гаража
Это фабричный вариант с совсем негуманным ценником. Но можно позаимствовать идею — поперечины можно переставлять в зависимости от размеров шин…мало ли
Полка для шин в гараже с ограниченном пространстве. Шин нет — можно полку сложить
Шин нет — можно полку сложить
Только сварили и покрасили
Такие полки обычно вешают на стену. Но место надо выбрать так, чтобы на резину не падал свет — она от этого портится. Не самые сложные самоделки для гаража, но очень полезные.
Рабочее место
Наверное, самое большое количество самоделок для гаража связано с оборудованием рабочего места и систем хранения инструмента. Причем полки и стеллажи в гараже — не единственный способ решить эту задачу. В первую очередь надо решить, где будет располагаться рабочее место. Есть три варианта:
На всю ширину дальней стены. Если гараж имеет достаточную длину и есть возможность «украсть» примерно 1,5 метра. Достоинство — все расположено компактно, под рукой, не мешает ходить вдоль машины. Недостаток такого решения — приходится далеко носить инструменты, если работы ведутся на улице.
Столешница и много ящиков. Главное — запомнить где что лежит
Пример компактного расположения инструмента и шин в гараже
Вдоль одной из длинных стен. Такое расположение выбирают, если гараж широкий, но недостаточно длинный. Имеет смысл расположить стол и верстак слева от входа — со стороны водительского места. Но это некритично. Недостаток такого расположения рабочего места в гараже — двигаться приходится с некоторой опаской, зато удобнее вносить/выносить инструменты на улицу.
Такое расположение выбирают, если гараж широкий, но недостаточно длинный. Имеет смысл расположить стол и верстак слева от входа — со стороны водительского места. Но это некритично. Недостаток такого расположения рабочего места в гараже — двигаться приходится с некоторой опаской, зато удобнее вносить/выносить инструменты на улицу.
На такую шикарную мебель рассчитывать не приходится, но идея понятна
Вариант с небольшим складным столиком для совсем тесных гаражей
Главное — правильно разместить инструменты
Заняв один из углов. Это промежуточный вариант. Причем одну из сторон можно сделать длиннее, другую — короче.
Разместить рабочий стол в углу гаража, а рядом поставить диван — чем не решение проблемы
Занять две прилегающие стороны — отличная идея
Еще такой вариант
Стол или верстак для гаража делают из досок, обшивают фанерой. Недорого, вполне надежно. Если есть сварочный аппарат и навыки сверки, можно сварить раму из уголка или профилированной трубы.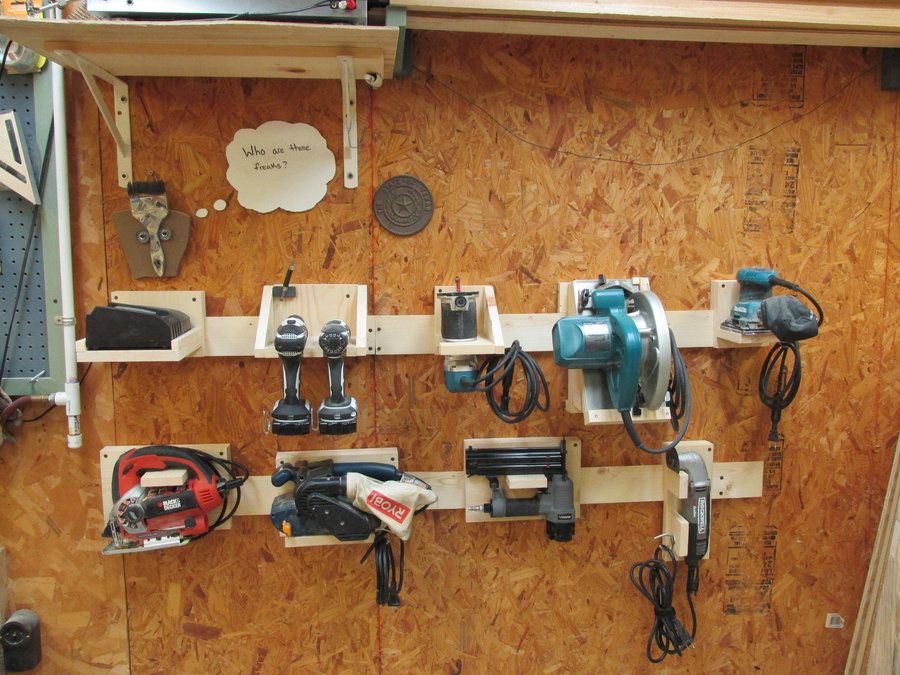 Обшить снова-таки лучше влагостойкой фанерой. Получается ровная стойкая к истиранию поверхность. Можно, конечно, использовать и ламинированную древесно-стружечную плиту (ЛДСП), но ламинирующий слой быстро повреждается.
Обшить снова-таки лучше влагостойкой фанерой. Получается ровная стойкая к истиранию поверхность. Можно, конечно, использовать и ламинированную древесно-стружечную плиту (ЛДСП), но ламинирующий слой быстро повреждается.
П-образный верстак для гаража
Чтобы место «не гуляло» можно под столешницей установить полки или сделать ящики. Ящики более удобны, но делать их — та еще морока. Вполне можно сделать полки и поставить на них сбитые из фанеры ящики. Также подойдут пластиковые ящики и корзины. Но стенки должны быть толстыми.
На полки можно поставить ящики
Есть, кстати полезная идея — сделать стеллаж для хранения инструмента из б/у канистр. Находите такие, у которых ручка расположена сверху. Далее все просто — вырезается одна из боковин и в дальнейшем эта канистра используется как ящик.
Полезные и простые самоделки для гаража
Не обязательно делать целый стеллаж — все-таки сложно запомнить где, что находится. Но по тому же принципу можно сделать ящики для полок. На торцы, кстати, можно наклеить надписи или картинки (с картинками опознание происходит быстрее). Такие самоделки для гаража приносят удовлетворение — сотворить полезную вещь из мусора — приятное ощущение.
На торцы, кстати, можно наклеить надписи или картинки (с картинками опознание происходит быстрее). Такие самоделки для гаража приносят удовлетворение — сотворить полезную вещь из мусора — приятное ощущение.
Хранение инструмента
Самая сложная задача — организовать хранение инструмента в гараже. Надо сделать так, чтобы все было в порядке, но, в то же время, находилось под рукой и на виду. Причем закрытые ящики подходят только очень организованным людям, которые всегда кладут на место взятую вещь. Иначе будете постоянно рыться в ящиках, забывая где что лежит. Есть несколько идей для удобного хранения мелочи и инструментов. Это совсем простые самоделки для гаража.
Быстро решить проблему поможет обычная металлическая сетка. Подойдет армирующая сетка из проволоки 2 мм, клетка 10 см. Ее крепите на стену, некоторые прутики откусываете, отгибаете, делаете из них крючки, перекладины и т.п. Можно купить специальные крючки, которые крепятся на сетку (есть в магазинах, продающих торговое оборудование), подойдут и обычные двусторонние крючки, которые можно купить или наделать из проволоки.
Сетка на стене — способ быстро организовать хранение инструмента
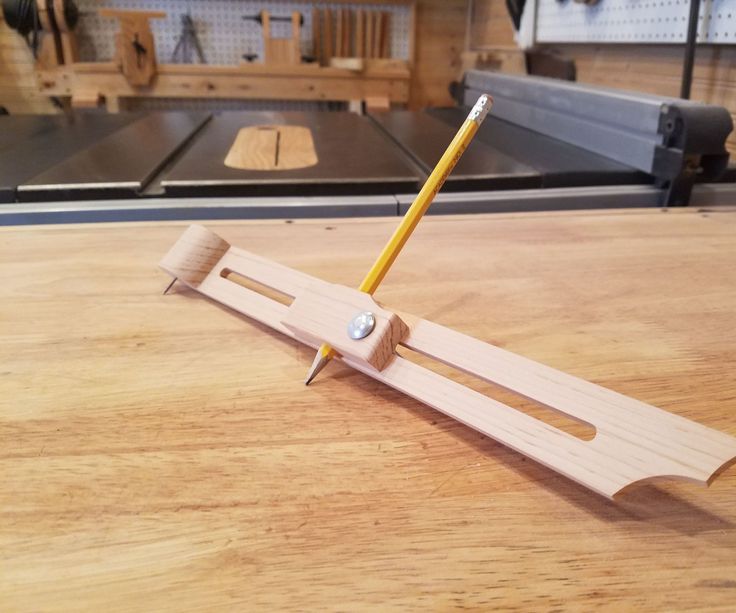
Отвертки удобно хранить на специальной полочке. Берете доску, фанерку, толщиной 10-15 мм. Доску надо хорошо ошкурить — чтобы не было заноз. В потом в плоскости сверлите отверстия разного диаметра в один или два ряда. Если доска достаточно широка, можно сделать отверстия покрупнее — для стамесок или даже для ручек молотков. Все сколы снова зачищаете. Теперь надо придумать крепление на стену. Можно использовать обычный кронштейн. В отверстия вставляются отвертки, стамески, другой подобный материал. Удобно,быстро, все на виду.
Идея для хранения отверток в гараже
Еще есть полезные самоделки для гаража, которые позволяют организовать хранение ручного инструмента. Пассатижи, плоскогубцы, кусачки и т.д. разместить удобно проблематично. Можно повесить на сетку.Снимать удобно, вешать — нет. Но есть простое решение — прикрепить неширокую доску и на нее надевать инструмент. Чтобы он удобно «садился», доску с одной стороны сточить.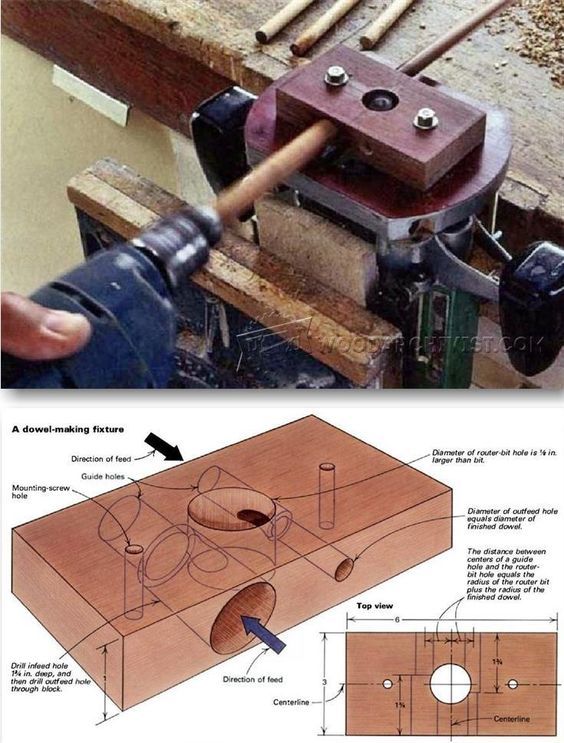 В срезе она должна быть похожа на равнобедренный треугольник.
В срезе она должна быть похожа на равнобедренный треугольник.
Хранение ручного инструмента в гараже
Еще простая идея для хранения аккумуляторного инструмента, зарядок и запасных аккумуляторов к ним. Сделать полочку как на фото выше. В нижней части делают пропилы разного формата, а верхние используются как обычные полки. Идея в том, что все находится в одном месте, быстро достается/устанавливается на место. Эти самоделки для гаража сделают рабочее место удобным. Поддерживать порядок будет легко.
Общие рекомендации по созданию для гаража
Существует большой перечень того, что мужчина хотел бы видеть в своем гараже. Ведь оно должно быть довольно вместительным, чтобы обустроить там мастерскую, чистым, чтобы ничего не мешало работе, а также комфортным и правильно обустроенным. Никто не хочет искать отвертку среди груды металла и других инструментов.
Для обеспечения комфортных условий в гараже нужно учитывать основные требования касательно обустройства пространства внутри:
Внутри гаража должны быть полки для хранения сезонных шин, а также полки для инструментов и других вещей. Это позволит сэкономить пространство и правильно его организовать.Требуется обеспечить качественное освещение, так как обычно в гараже нету окон, или оно одно. Недостаток освещения делает гараж мрачным и непривлекательным. К тому же работать в полумраке не совсем полезно для здоровья, да и можно ошибиться, что-то повредив.Чтобы расширить диапазон работ внутри гаража, требуется установить строительный верстак, станок, смотровую яму и другие приспособления.
Это позволит сэкономить пространство и правильно его организовать.Требуется обеспечить качественное освещение, так как обычно в гараже нету окон, или оно одно. Недостаток освещения делает гараж мрачным и непривлекательным. К тому же работать в полумраке не совсем полезно для здоровья, да и можно ошибиться, что-то повредив.Чтобы расширить диапазон работ внутри гаража, требуется установить строительный верстак, станок, смотровую яму и другие приспособления.
Замечание! Специалисты подсчитали, что перечень этих элементов не должен занимать внутри больше 20%!п(MISSING)ощади.
Ниже приводится схема-пример, как можно выполнить обустройство гаража и приспособлений для него.
Она расшифровывается так:
Место для открытых кронштейнов и крючков, куда помещаются самые полезные и часто используемые инструменты.Место для стеллажа, для мелких инструментов и приспособлений.Полки для автомобильных запчастей и шин.Место для стеллажа с крупными инструментами и приспособлениями.Шкафы для других вещей, таких как садовые инструменты, веник, швабра и т.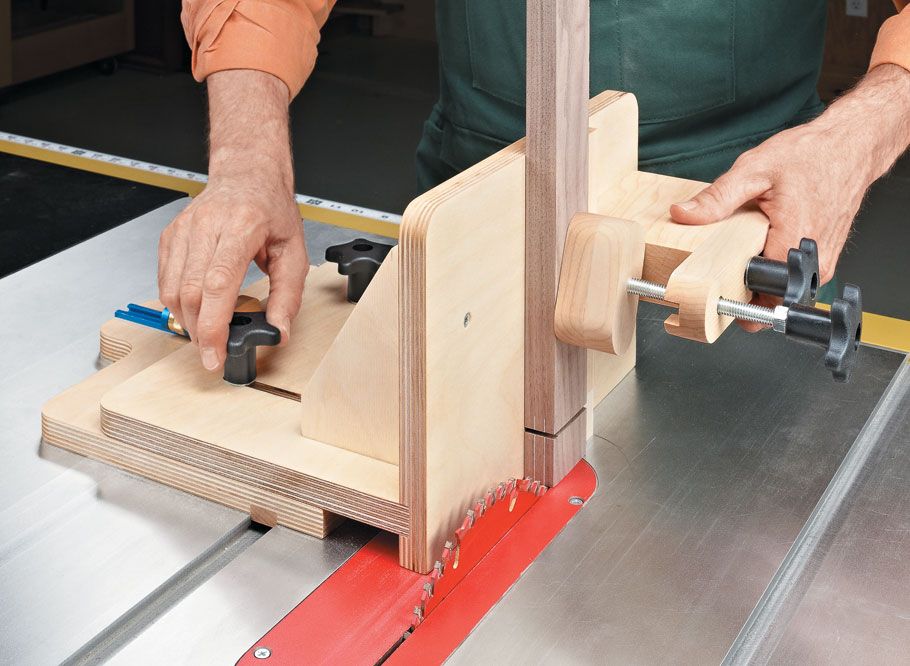 д.Верстак с полками.
д.Верстак с полками.
Теперь, когда мы выяснили пример того, как можно организовать пространство, рассмотрим, как сделать самодельные станки и приспособления для гаража.
Оригинальные идеи по организации пространства в гараже
И напоследок – фотоподборка наглядных идей по созданию вместительных конструкций из самых разных предметов, которые наверняка найдутся в любом гараже.
Интересные идеи для хранения
Самое первое, на мой взгляд, что необходимо изготовить в гараже – место для хранения всевозможных мелочей и инструментов. Это могут быть стеллажи или полки, которые удачно впишутся в гаражный интерьер и поспособствуют наведению порядка в нем. Их можно соорудить из деревянных досок или металлических уголков, которые остались у вас при ремонте или строительстве дома.
А при помощи магнитов можно легко прибрать мелкие детали.
Очень полезным оказывается гараж для хранения садовых принадлежностей, если конечно позволяет место, т. к. не всегда на загородном участке отводят специальное помещение для таких вещей. На фото ниже показано, как легко это сделать при помощи планок и крючков.
к. не всегда на загородном участке отводят специальное помещение для таких вещей. На фото ниже показано, как легко это сделать при помощи планок и крючков.
Также в гараже удобно хранить туристический и спортивный инвентарь (ведь не у всех в городской квартире найдется лишнее место для складирования на зиму велосипедов).
Очень экономят пространство в помещении вот такие приспособления на потолке:
Ну и самое главное – особое место в гараже отводится покрышкам. Настоящие домашние мастера своего дела без труда смогут изготовить держатели для шин своими руками.
А если есть сварочный аппарат, то такие держатели можно соорудить из металлических уголков.
И место экономит, и гараж не захламлен. И можно смело осуществлять шедевры по изготовлению самоделок для ремонта и обслуживания вашего авто.
Как сделать верстак?
Кто видел гараж, в котором нет верстака с укрепленными на нем тисками? Или гараж без полок, антресолей, навесных шкафов на стенах? Без стенда для проверки или технического обслуживания автомобиля?
По виду интерьера гаража сразу можно сказать, кто его хозяин и насколько функционален тот или иной вариант использования внутреннего пространства, насколько он его оптимизирует для эксплуатации.

Большой и удобный верстак в гараже – его неоспоримое преимущество. Если же в нем организовать ящики для инструментов и деталей, то он превратится в универсальное место работы. Обычно такой верстак делают на всю ширину гаража с различными по размерам ящиками.
Для его монтажа при габаритах 660х100х60 см нужны:
пила;фанера различной толщины;полиуретан;краски;шлифмашинка;крепеж.
Порядок работы:
для верстака размером 660х100х60 см потребуется нарезать 4 листа толщиной 20 мм;для рабочей поверхности лучше использовать шлифованную фанеру;
ящики изготавливают из полос 0.6х4.8 м, толщиной 13 мм;секции стеллажа монтируются из 20 фрагментов размером 61х61 см;
каждый вертикальный ряд ящиков рассчитывается так: 3 мелких и 1 глубокий;глубина пазов направляющих составляет 1.27 см;
дополнительно вырезать паз 254 мм внизу шкафа и три паза в 127 мм друг от друга и в 146 мм от верха шкафа;нужная жесткость конструкции создается усилением задней стенки полосами фанеры;
собираем все конструкции для пяти ящиков и скрепляем их между собой, потом крепежными винтами фиксируем к стене так, чтобы под ними было свободное место для негабаритных предметов;собрать ящики из фанеры толщиной 13 мм;
ручки вырезают в передней стенке ящика либо приобретают готовые и фиксируют саморезами;габариты нижних ящиков составляют 120х25х5 см и 60х25х5 см;
к рабочей поверхности верстака крепится рама 60х120 см;отделка верстака представляет собой шлифование и покраску в несколько слоёв. допускается финишное покрытие лаком.
допускается финишное покрытие лаком.
Самодельные станки и оборудование
Как уже говорилось, разнообразие самодельных станков – чрезвычайно велико, и о всех рассказать попросту невозможно. Поэтому в этом разделе статьи читателю будет предложено несколько видеообзоров. И, кроме того, в подробностях, пошагово будет рассмотрено изготовление двух моделей станков.
Видео — миниатюрный токарный станок по дереву на базе электродрели
В хозяйстве частенько возникает необходимость выточить ту или иную деревянную деталь круглого сечения. Если не заниматься этим профессионально, то приобретать настоящий токарный станок – совершенно нерентабельно. Да и места он займёт немало. А вот иметь в своём распоряжении миниатюрный станок, который можно хранить в шкафу и собирать по мере надобности – никогда не помешает. Тем более что его изготовление – не столь сложное дело.
В этом можно убедиться, посмотрев предлагаемый видеосюжет. Несмотря на то что автор говорит по-английски, все его действия подробно показаны и вполне понятны. И такой станочек, руководствуясь это видео-подсказкой, по силам сделать каждому.
И такой станочек, руководствуясь это видео-подсказкой, по силам сделать каждому.
Видео — циркулярный станок на базе ручной вертикальной электрической пилы
Если возникает необходимость заготовки немалого количества деревянных деталей одного размера, то ничего лучше стационарной циркулярной пилы не придумать. И вполне можно изготовить такой станок, причем, опять же — в разборном варианте, который по ненадобности вообще не занимает практически нисколько места.
Потребуется всего лишь лист фанеры, несколько брусков и саморезов. А главным элементом конструкции становиться ручная вертикальная пила
В показанном сюжете мастер удаляет часть защитного ограждения ручной циркулярки. Это – не всегда обязательно. Вполне возможно, что свободного выхода пилы и так будет достаточно, если предполагается распил не слишком толстых заготовок.
Маятниковая пила из «болгарки» — самостоятельное изготовление пошагово
При нарезке заготовок или древесины или металла, в том числе – и профильных или круглых труб, нередко требуется высокая точность. Причем точность не только в линейных размерах, но и в величине угла среза. Характерный пример — когда необходимо точно нарезать заготовки для какой-либо рамы, в которой стыковка деталей идет или строго перпендикулярно, или под углом 45 градусов.
Причем точность не только в линейных размерах, но и в величине угла среза. Характерный пример — когда необходимо точно нарезать заготовки для какой-либо рамы, в которой стыковка деталей идет или строго перпендикулярно, или под углом 45 градусов.
Принцип устройства маятниковой пилы
Выполнить такую операцию позволяет маятниковая пила. На схеме выше в упрощенном виде показан принцип ее устройства и работы.
В любом случае имеется надежное основание (станина, рама), обеспечивающее устойчивость станка (поз. 1). Во многих моделях поверх станины организован рабочий стол с системой направляющих, упоров и струбцин, позволяющих точно выставлять обрабатываемую заготовку. Обязательно имеется прорезь (поз. 2), точно в которую опускается вращающийся круг или пила.
На станине жестко крепится опора (поз. 3) качающейся части станка. Она оснащена блоком подшипников и осью (поз. 4), относительно которой проворачивается качающаяся платформа—коромысло (поз. 5). На этой платформе размещен электропривод (поз. 6), передающий вращение напрямую или через систему передачи (поз. 7) на режущий инструмент – отрезной круг или круглую пилу (поз. 8). Предусматривается рычаг (поз. 9) или рукоятка, с помощью которого мастер может плавно опускать отрезной диск вниз, на закрепленную на рабочем столике над прорезью заготовку.
6), передающий вращение напрямую или через систему передачи (поз. 7) на режущий инструмент – отрезной круг или круглую пилу (поз. 8). Предусматривается рычаг (поз. 9) или рукоятка, с помощью которого мастер может плавно опускать отрезной диск вниз, на закрепленную на рабочем столике над прорезью заготовку.
Узнайте, как подключить трехфазный электродвигатель в сеть 220 В, из нашей новой статьи на нашем портале.
Обязательно предусматривается механизм возврата режущей части в исходное верхнее положение. Так, в показанном примере это обеспечивается массивностью привода, который выступает в роли противовеса. Но часто подобная функция возложена на пружинный механизм.
Маятниковая (отрезная, торцовая) пила заводского изготовления
В продаже представлено немало моделей подобных пил разной степени сложности, но стоимость у них – немалая. И если домашнему мастеру часто приходится иметь дело с точной нарезкой деревянных или металлических заготовок, то ему стоит рассмотреть возможность самостоятельного изготовления подобного станка. Причем, в качестве привода и режущего блока в нём может закрепляться обычная углошлифовальная машинка – «болгарка».
Причем, в качестве привода и режущего блока в нём может закрепляться обычная углошлифовальная машинка – «болгарка».
«Болгарку» необходимо использовать большую – с кругом на 240 мм, иначе особого смысла «заморачиваться» и не видно. Но удобство в предлагаемой модели в том, что шлифмашинку всегда можно снять, чтобы использовать в «ручном» варианте – как будет видно в дальнейшем, установка ее в станок времени много не занимает.
| Иллюстрация | Краткое описание выполняемой операции |
|---|---|
| Начнутся работы с изготовления кронштейна, в котором будет закрепляться «болгарка». Для этого сначала со шлифмашинки снимается круг, рукоятка и ограждение. | |
| С трех сторон «болгарки» имеются резьбовые отверстия М8 для установки рукоятки. Ими и воспользуемся для системы крепления инструмента в кронштейне. | |
Сам кронштейн будет состоять из трех стальных пластин толщиной 3÷4 мм, размещенных П-образно. То есть он будет охватывать корпус редуктора «болгарки» с трех сторон. То есть он будет охватывать корпус редуктора «болгарки» с трех сторон. | |
| По результатам «примерки» проводится подгонка пластин в нужные размеры. | |
| На каждой из пластин должно быть отверстие, строго соосное резьбовому гнезду на шлифмашинке. Две пластины – симметричные, и их можно просверлить «пакетом». | |
| Центральная пластина размечается и сверлится индивидуально. После этого с помощью болтов пластины устанавливаются так, как они будут стоять в конструкции кронштейна. Сначала подгоняется центральная… | |
| …а затем к ней стыкуются и обе боковые. После точного выставления «коробочки» фиксирующие болты затягиваются. | |
| Следующим шагом по стыкам пластин сначала выполняются прихватки… | |
| …а затем – они свариваются сплошным швом. После очистки шва от шлака этот узел пока убирается в сторону. | |
Переходим к изготовлению рамы-станины.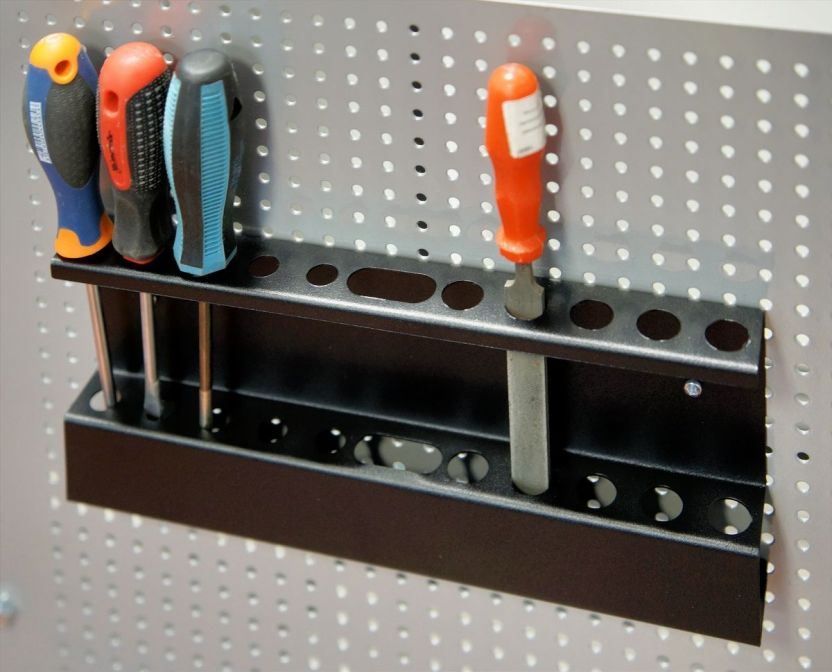 Она будет монтироваться из профильной трубы 40×20 мм. Отрезается четыре заготовки – две длиной 400 мм, и две – по 300 мм. | |
| Размеры были выбраны, если честно, интуитивно, из соображения обеспечения, с одной стороны, устойчивости станка, с другой – максимальной компактности. | |
| Важно – необходимо сделать раму в форме правильного прямоугольника. Пары деталей должны быть точно одного размера. Углы тщательно контролируются, временно фиксируются магнитными держателями, а затем прихватываются сваркой. | |
| То же самое проделывается и на второй паре углов. После этого рама окончательно сваривается швами по внутренним вертикальным стыкам деталей. | |
| Можно переходить у монтажу шарнирного узла, обеспечивающего качание коромысла станка. Для его изготовления будут использоваться вот такие два подшипниковых блока заводского производства. | |
Эта пара укомплектована осью, уже подогнанной под внутренний диаметр подшипников. | |
| Блоки подшипников будут крепиться на стойках, изготовленный из той же профильной трубы 40×20 мм. Длина стоек – 150 мм. В них сразу размечаются и просверливаются отверстия для крепления блоков. Очень важно, чтобы стойки были совершенно идентичны, особенно по расположению отверстий, иначе станок при работе начнет допускать перекосы реза. | |
| Производится предварительная сборка этого узла – для того, чтобы наметить места приваривания стек к раме. | |
| При выставлении стойки требуется проявить максимум внимания и аккуратности. Она должна занять строго перпендикулярное раме положения, без малейшего заваливания в какую бы то ни было сторону. | |
| После того как стойка точно зафиксирована в идеальном положении, она сначала прихватывается, а затем, после контроля – окончательно приваривается к раме. | |
| Аналогичные действия повторяются и со второй стойкой. После проведения сварочных операций швы зачищаются.  | |
| Можно переходить к изготовлению качающегося коромысла – опять из трубы 40×20 мм. В трубе на расстоянии 250 мм от края просверливается сквозное отверстие, в которое заводится ось, идущая в комплекте с подшипниковыми блоками. И вновь – очень важно расположить ось так, чтобы она была строго перпендикулярна трубе, во всех плоскостях. Торопиться не надо – следует добиться идеального ее положения. | |
| Поле этого ось прихватывается, и после проверки – окончательно приваривается к трубе. | |
| Следующий шаг – к трубе струбциной прижимается сваренный ранее кронштейн для крепления шлифмашинки – так, как показано на иллюстрации. Наклон по отношению к оси трубы – примерно 45 градусов. Расстояние от оси до крайней точки пересечения кронштейна с трубой – 200 мм. Затем кронштейн приваривается к трубе сплошным швом. | |
Далее, трубу необходимо обрезать ровно по линии пересечения с коробчатым кронштейном. В итоге получилось вот такое коромысло – качающийся узел, на котором будет крепиться «болгарка». | |
| Чтобы убедиться в том, что все выполнено правильно, проводится проверочная сборка конструкции. | |
| Пока что это выглядит вот так – общие черты уже явно «прорисованы». Но еще есть, чем заняться… | |
| Прежде всего, необходимо усилить раму, и одновременно тем самым создать подобие рабочего стола, на котором будет крепиться упор-направляющая для обрабатываемых заготовок. Для этого отдельно была сварена П-образная конструкция из трубы 20×20 мм. | |
| При установке этой рамы в основную (по центру) важно добиться и перпендикулярности сторон, и того, чтобы верхний край обеих рам оказался строго в одной плоскости. | |
| После этого производится прихватка, а затем – приваривание. | |
Упором-направляющей будет служить отрезок уголка 25 мм. Коромысло с блоками подшипников пока лучше снять – чтобы он не мешали в работе. | |
| В уголке с одной стороны неподалёку от края просверливается отверстие под болт М8. | |
| Упор устанавливается на станину, так, как он будет задействоваться в работе. Намечается центр отверстия в правой перемычке. | |
| Так как планируется предусмотреть возможность установки упора в три положения (перпендикулярный рез и ± 45°), креплению с этой стороны необходимо предоставить определённую степень свободы при перенастройке. Поэтому здесь будет на круглое отверстие, а щелевидное, длиной порядка 30 мм. | |
| В крайних точках сверлятся сквозные отверстия. | |
| Края отверстий соединяются линиями разметки. | |
| Затем рама надежно зажимается в тисках… | |
| …и по проведенным линиям производится рез с помощью электрического лобзика с установленной на нем пилочкой по металлу. | |
После этого прорезанное окошко зачищается сверху и снизу с помощью шлифмашинки, чтобы не было заусенцев, способных помешать свободному перемещению болта вдоль этой щели.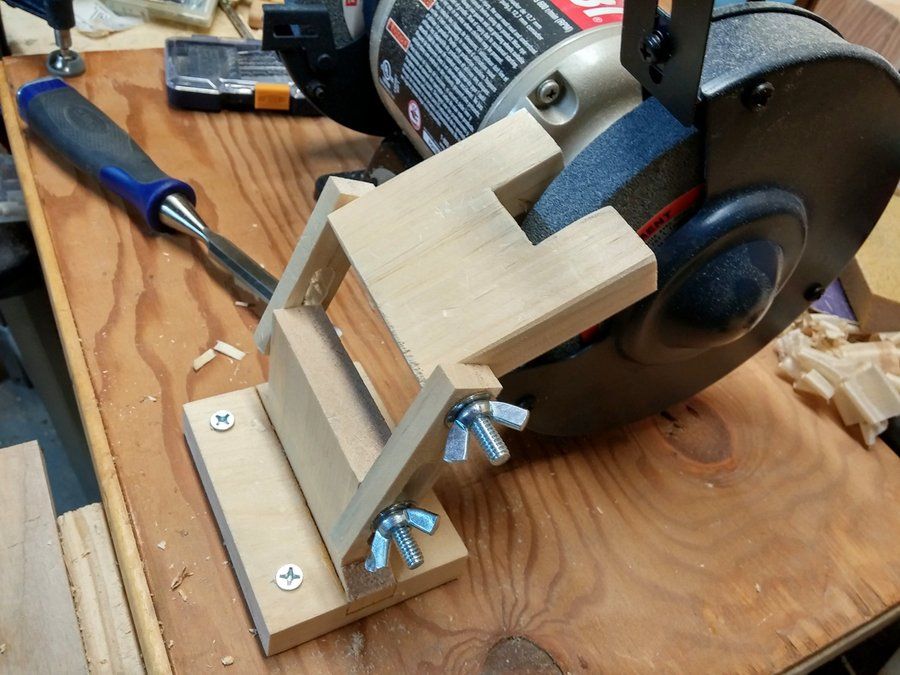 | |
| Снизу, через шайбу, продевается болт М6, и сверху уголок прихватывается гайкой. Одна точка крепления (подвижная) есть. теперь надо сделать еще три – для трех разных положений направляющей. Для этого в перпендикулярном положении уголка намечается центр отверстия – он должен находиться на расстоянии 5 мм от края второй перемычки – как показано стрелкой. | |
| Просверливается отверстие под болт М6. | |
| В это отверстие наживляется болт М6 с гайкой снизу. Затем очень точно выставляется положение направляющей под углом 45 градусов. Точное положение фиксируется струбцинами. | |
| Гайка наживлённого болта прихватывается сваркой к направляющей. Таким образом задана вторая, неподвижная точка фиксации положения упора. | |
| Вот как эта гайка будет выглядеть сверху после приваривания и зачистки. | |
Теперь в любой момент можно с помощью болта зафиксировать направляющую ровно под углом +45°. | |
| Аналогичный порядок действий – и для положения направляющей под углом — 45°. | |
| Две точки фиксации готовы – осталось сделать последнюю – для перпендикулярного реза заготовки. | |
| Все практически то же самое – точное выставление положения направляющей по угольнику, с последующей фиксацией струбциной… | |
| …а затем – приваривание гайки к перемычке рамы. С этим закончено – «рабочий стол» готов. | |
| Осталось изготовить возвратный механизм. Коромысло с установленной шлифмашинкой довольно хорошо сбалансировано, и противовеса, получается, нет. Значит, устанавливаем пружину. Обратите внимание – для верхнего конца пружины на краю коромысла была приварена небольшая стойка из трубы 20×20 мм. К этой стоке и к раме приварены гайки, которые в данном случае выполняют роль проушин для закрепления колец пружины. | |
При опускании коромысла вперед (при выполнении реза) пружина растягивается и стремиться вернуть все в исходное положение. Что от нее и требуется. Что от нее и требуется.Пружину придется подобрать по ее силе. Не исключено, что появится необходимость устанавливать и парочку пружин. | |
| В принципе – все детали станка готовы. Можно провести полную разборку конструкции, чтобы покрасить прочной антикоррозионной краской. Наконечники оси коромысла заклеены малярным скотчем. А на всю остальную поверхность из аэрозольного баллончика наносится краска. | |
| Производится окрашивание станины. | |
| После того, как краска высохнет, можно начинать окончательную сборку станка. Для начала – устанавливается один блок подшипников, крепится болтами, гайки затягиваются ключом. | |
| В установленной блок заводится одна сторона оси коромысла. | |
| Затем на ось надевается второй блок… | |
| …и крепится болтами к своей стойке. | |
| Станок после сборки качающегося маятникового узла. | |
Для любителей эстетики – зияющие торцы профильных труб можно закрыть вот такими заглушками – они продаются в магазинах на трубы разного сечения. | |
| Легкий удар резиновым молотком – и заглушки становятся на свои места. | |
| Устанавливается на место возвратная пружина. Сначала зацепляется ее нижний конец… | |
| …а затем, в крайнем нижнем положении задней части коромысла, с помощью плоскогубцев цепляется за проушину и верхнее кольцо. | |
| Пришла пора установить и сам режущий инструмент – шлифмашинку. Обратите внимание – она в обязательном порядке должна быть с ограждением! «Болгарка» фиксируется в своем кронштейне с помощью трех болтов | |
| Кстати, еще один интересный нюанс, верхний болт быт несколько доработан. К нему приварен пруток диаметром 8 мм длиной 300 мм. | |
| А на противоположном конце прутка приварена гайка М8, в которую вкручивается штатная рукоятка от шлифмашинки. Получился очень удобный рычаг для перемещения маятниковой пилы вниз – для реза заготовки. | |
Всё, сборка закончена. Остается поменять отрезной круг на новый – и переходить к испытаниям станка. | |
| Упор-направляющая на станине — в положении для перпендикулярного реза. | |
| В станок устанавливается заготовка, выставляется линией реза под плоскость круга (Кстати – это можно отдельно предусмотреть, например, дополнительно прикрутив к раме с правой стороны пластину, левый край которой как раз и будет наглядно демонстрировать линию реза). Затем заготовка прижимается к упору-направляющей с помощью струбцины. | |
| Включается шлифмашинка. (Кстати, это тоже может стать проблемой – большинство моделей «болгарок» не имеют фиксации клавиши во включенном положении – просто по соображениям безопасности. Поэтому – будет над чем подумать. Например, клавиша удерживается в нажатом положении какой-то скобой или затяжкой-хомутом, на подача питания на шлифмашинку прервана на удобно расположенном для пользователя выключателе или кнопке).  Усилием на рычаге коромысло с закреплённой болгаркой плавно опускается вниз – производится рез заготовки. | |
| Поле реза питание привода обязательно отключается. Можно проверить качество реза – контроль с помощью угольника показывает, что рез выполнен строго перпендикулярно трубе. | |
| Второй опыт – упор переведен в положение реза под углом +45 градусов. Заготовка притянута к уголку струбциной. | |
| Итоги реза – требуемый угол 45 градусов. | |
| На этом – всё. Станок готов, и у хозяина появился надежный помощник для проведения точных операций раскроя заготовок. |
Как уже говорилось, в зависимости от типа установленного круга (пилы), такой станок позволяет проводить работы с металлом, древесиной, пластиком. Если устанавливается диск с корундовым или алмазным напылением – можно резать керамическую плитку или керамогранит.
Схема, как видно – незамысловатая, надежная, и широко открытая для усовершенствования. В частности, некоторые умельцы изготавливают самодельные каретки на рабочем столе станка, позволяющие точно выставлять любой угол реза.
В частности, некоторые умельцы изготавливают самодельные каретки на рабочем столе станка, позволяющие точно выставлять любой угол реза.
Видео — самодельный фрезерный стол из фанеры
Для любителей изготавливать из древесины какие-то более-менее серьезные вещи, ручной фрезер превращается в один из главнейших инструментов по обработке заготовок. Эта универсальная «машинка» способна на многое, если попала в умелые руки.
Ручной фрезер – как выбрать качественный инструмент по своим запросам?
Ассортимент предлагаемых в продаже моделей – очень широк, и начинающему мастеру, который готовиться освоить ручной фрезер – недолго запутаться. Чтобы хоть немного «подковаться» теоретически, предлагаем ему ознакомиться со специальной публикацией нашего портала, посвященной выбору ручного фрезера.
Но возможности этого инструмента станут неизмеримо шире, если изготовить для него специальный фрезерный стол. Один из вариантов такого самодельного станка – в предлагаемом видео.
Один из вариантов такого самодельного станка – в предлагаемом видео.
Самодельный станок для заточки режущего инструмента – пошагово
И в мастерской, и на кухне, и просто по хозяйству используется масса режущего инструмента, нуждающегося в регулярной заточке. Ходовые дисковые точилки для ножей дают очень непродолжительный эффект остроты режущей кромки, так как снимают металл вдоль кромки лезвия, а по всем канонам требуется – перпендикулярно ей. При заточке вручную с помощью брусков или на вращающемся точиле очень сложно точно выдержать оптимальный угол, тем более, чтобы он был равным по все длине лезвия. Кстати, этот полный угол заточки – отличается для различных типов режущего инструмента – на эту тему немало отдельных публикаций в интернете.
Значит, чтобы качественно заточить, например, нож, требуется приспособление, которое позволяло бы прикладывать усилие с поступательным направлением плоского абразива перпендикулярно режущей кромке последовательно по всей ее длине с единым, предварительно вставленным углом наклона. И чтобы обеспечивался визуальный контроль за ходом формирования и заточки этой режущей кромки.
И чтобы обеспечивался визуальный контроль за ходом формирования и заточки этой режущей кромки.
Станок для качественной заточки ножей. Это – выпускаемая промышленностью модель. Но подобное приспособление вполне можно изготовить и своими силами.
Таких приспособлений предлагается в продаже немало. Но если есть желание, то аналогичный станок вполне можно изготовить и самостоятельно, используя для этого материалы, которые, возможно, отыщутся в мастерской или гараже. Да если и приобретать необходимое – то выйдет совсем недорого. Пример пошагово показан в таблице ниже.
| Иллюстрация | Краткое описание выполняемой операции |
|---|---|
| Вся конструкция станка, все его детали и узлы будут так или иначе крепится на основании – станине (раме). Для ее изготовления хорошо подойдет профильная труба квадратного сечения 20×20 мм … | |
| …с толщиной стенки в 2 мм. Как будет понятно дальше, никаких строгих пропорций размеров нет – исходят из соображений здравого смысла, прочности создаваемой конструкции, наличия тех или иных материалов.  | |
| Из профильной трубы шлифмашинкой нарезаются заготовки для рамы: две штуки длиной 250 мм, и еще две – 130 мм. | |
| В рассматриваемом примере мастер будет подгонять стыкующиеся стороны рамы под углом в 45 градусов. Для этого требуется точный рез, так что лучше выполнять его с помощью отрезного станка. Если его нет – ничто не мешает сделать раму попроще, то есть расположить ее стороны встык. Тогда вместо 130 мм малые детали будут всего 90 мм, так как встанут между большими. На функциональности заточного станка это никак не скажется — единственное, будет некоторая потеря эстетичности. | |
| Вот такая рама получилась после подготовки деталей. | |
| Срезанные края можно слегка подогнать, зачистить от заусенцев, зачистить небольшую фаску под сварной шов. | |
| Затем рама собирается, с одной стороны и по коротким вертикальным стыкам проваривается сплошным швом. Швы очищаются от шлака и зашлифовываются «болгаркой».  | |
| Сваренный угол рамы после зачистки. Можно, безусловно, сразу проваривать и с обеих сторон, но просто мастер решил дополнить раму регулируемыми по высоте ножками-подставками. Операция необязательная – станок вполне допустимо устанавливать и просто рамой на ровную поверхность. Но с подставками, конечно, интереснее. | |
| Вот эта регулируемая ножка с гайкой – такие несложно найти в любом магазине мебельной фурнитуры. Гайки как раз и будут ввариваться по углам рамы. | |
| По углам сверлятся отверстия, в которые будут посажены гайки перед их обвариванием. | |
| Гайки вставлены в отверстия – эта операция проводиться на всех четырех углах станины. | |
| Теперь с одной стороны станины (по малой ее стороне) требуется вварить гайки, куда будет вкручиваться вертикальная стойка станка. Для этого на равном расстоянии от углов, вначале тонким (3÷4 мм)… | |
— а затем – сверлом диаметров в 10 мм просверливается верхняя стенка станины. | |
| Здесь важна устойчивость, стабильность крепления узла, то есть несколькими витками резьбы – не отделаться. Поэтому в проделанные отверстия будут ввариваться удлинённые гайки М8. Их нижний край желательно предварительно проточить под цилиндр , так, чтобы он плотно вошел в высверленные отверстия. | |
| По сути, для монтажа станка требуется лишь одно такое гнездо. Но лучше предусмотреть два симметричных – как знать, возможно для пользователя в ряде случаем удобнее будет переставить стойку в другое положение. Это займет не более пары минут. | |
| После этого все гайки обвариваются. При прихватке необходимо следить, чтобы гайки не сместились и стояли ровно. Для этого их можно придерживать временно вкрученной длинной шпилькой, контролируя ее перпендикулярное плоскости станины положение. Кроме того, эта мера надежно предохранить резьбу гайки от попадания на нее брызг металла. | |
| Вот что получилось: с верхней стороны рамы – две вваренные гайки под стойки… | |
…с нижней – четыре вваренные гайки по углам для вкручивания регулируемых опор. Кстати, если в распоряжении мастера будут резьбовые заклёпки нужного диаметра (М6 под опоры, и М8 под стойку), то можно обойтись и ими, то есть уйти от операции приваривания гаек. | |
| Следующий шаг – изготовление полки, на которой будут фиксироваться прижимной пластиной режущие инструменты. Можно ее изготовить из толстой стальной пластины. Но мастер решил придать ей небольшой обратный уклон, поэтому вырезает ее из уголка с полкой 63 мм. Длина детали – по ширине станины, то есть 130 мм. | |
| Сначала отрезается нужный фрагмент уголка. Потом он зажимается в тиски, чтобы ровно срезать шлифмашинкой одну полку. | |
| Вот таким образом эта площадка будет привариваться к станине. | |
| После приваривания – тщательно зачищается шов. | |
Ножи и другие режущие инструменты будут фиксироваться на этой площадке прижимной пластиной. А для этого необходимо подготовить два отверстия с резьбой М8. Желательно их расставить пошире, чтобы можно было, например, зажимать между ними ножи от рубанка и иные режущие детали подобного плана. Сначала сверлятся отверстия сверлом малого диаметра – 3 или 4 мм. | |
| Затем – сверлом под резьбу М8, то есть диаметром 6.7 мм. | |
| После этого – метчиком нарезается резьба. | |
| Следующая операция – изготовление прижимной пластины. Для нее лучше взять толстую, 3÷4 мм, нержавейку. Она меньше подвержена деформации, нежели обычная углеродистая сталь. Пластина по размерам должна соответствовать размерам опорной площадки. | |
| Край, который будет обращен в сторону режущей кромки инструмента, шлифуется на скос, чтобы исключить задевание его абразивом во врем я заточки. Далее, на пластине сверлятся два отверстия под винты М8 – строго совпадающие по осям с резьбовыми отверстиями в опорной площадке. Эти отверстия под винты можно доработать «под потай». | |
Станина полностью готова, и ее после зачистки и обезжиривания можно покрыть краской из аэрозольного баллона.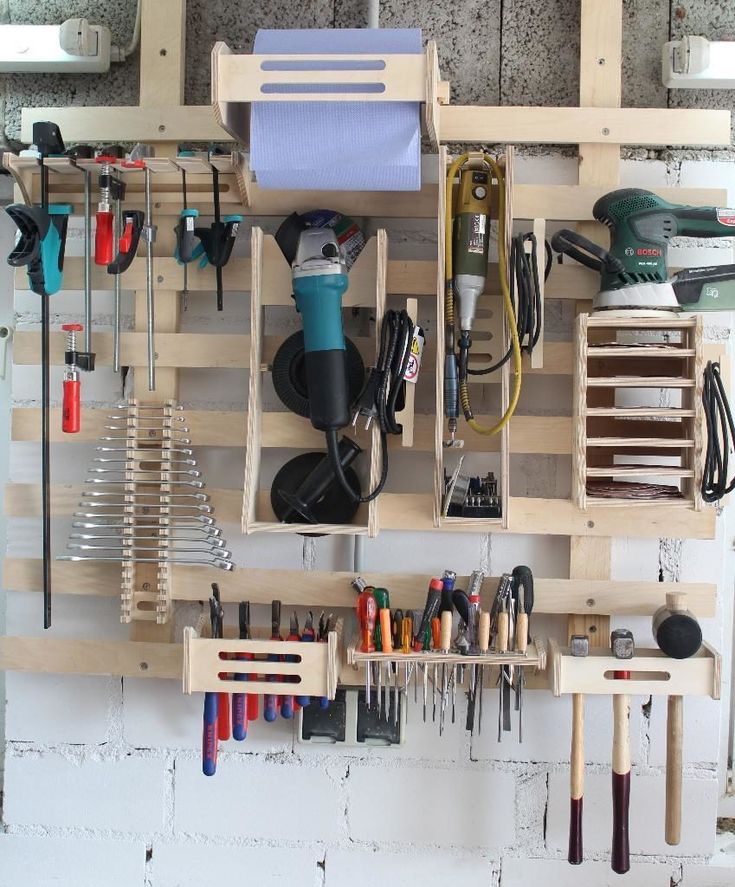 Пока краска буде сохнуть – можно заняться другими узлами и деталями станка. | |
| Для стойки и рабочей штанги станка будет использоваться стальной прут диаметром 8 мм. Для начала его нужно хорошенько зачистить – отполировать наждачной бумагой. Мастер предложил вот такой вариант – с зажатием прута в патрон дрели и с удержанием бумаги в руке. Скажем честно – не вполне безопасный способ. | |
| Прут после полировки. Он разделяется на два отрезка – один длиной 450÷500 мм, второй — 250÷300 мм. | |
| С одного конца каждого из прутков нарезается резьба М8. На коротком прутке резьбовой участок длиной примерно 20 мм – это для вкручивания во вваренную гайку станины. | |
| На длинном прутке – резьба длиной 40÷50 мм. Она необходима для накручивания рукоятки. | |
Следующий шаг – изготовление фиксаторов, которые будут удерживать на штанге абразивный брусок. Изготавливаются они из удлиненных гаек М10. Для начала нужно керном наметить центр сквозного отверстия, с отступом 12 мм от края. | |
| Затем очень аккуратно, строго перпендикулярно оси гайки сверлится сквозное отверстие диаметром 8 мм. | |
| С другого края гайки необходимо срезать четверть. Это выполняется ножовкой по металлу в два приёма. Сначала делается поперечный надрез до центра… | |
| …а затем – продольный. Таких гаек необходимо подготовить две штуки. | |
| В гайки вкручиваются короткие стопорные болты М10 – и фиксаторы готовы. Вот так они будут выглядеть. | |
| После этого фиксаторы надеваются на штангу. Между ними в вырезанные четверти укладывается точильный брусок, и вся эта сборка фиксируется прижимными болтами. Всё, штанга собрана, можно переходить к следующему узлу станка. | |
На стойке должен располагаться узел, который обеспечивает верхнюю точку опоры для штанги. При этом должно обеспечиваться поступательное движение штанги вперед-назад, и степень свободы влево-вправо. Одним словом, это своеобразный шарнир, высота расположения которого на стойке как раз и будет задавать угол заточки режущей кромки. Одним словом, это своеобразный шарнир, высота расположения которого на стойке как раз и будет задавать угол заточки режущей кромки.Изготавливаться этот узел будет опять же на базе удлинённой гайки М10. Для начала в ней сверлится сквозное отверстие диаметром 8 мм – точно так же, как на гайках, который пошли на фиксаторы. | |
| Затем – следует довольно сложная операция. Необходимо через головку болта М10 сначала просверлить отверстие диаметром 6,7 мм, а затем – нарезать в нем резьбу М8. Сам болт будет вкручиваться в гайку, а в отверстие вкрутится кольцо от анкера. Это кольцо как раз и станет выполнять роль шарнира. | |
| Вот так этот узел выглядит в сборе. Со стороны сквозного отверстия в гайку вкручен болт М10, с помощью которого узел будет фиксироваться на вертикальной стойке. | |
Надо сказать, что такой шарнир в «лайт-варианте» – не самый удачный, и оправдывает его только доступность деталей. Но у рабочей штанги получается довольно солидный люфт, что может сказаться на точности выдерживания единого угла заточки по всей режущей кромке ножа. Более совершенным решением моет стать использование готового шарнира типа «рыбий глаз» — такие детали в большом ассортименте представлены в интернет-магазинах, и стоимость их не столь высока. Вполне можно, наверное, обойтись и без сложной операции высверливания отверстия в голове болта с последующей нарезкой резьбы – если повезет приобрести шарнир с подходящей резьбовой частью. Тогда для соединения можно будет обойтись и короткой шпилькой. Но пока рассматриваем так, как предложил мастер. | |
| Все детали готовы – можно переходить к сборке станка. | |
| Снизу станины прикручиваются ножки-опоры. Сразу регулируется их высота, чтобы станок стоял устойчиво — на всех четырех точках. | |
| Вкручивается вертикальная стойка. | |
| На стойку надевается шарнирный узел и фиксируется на определенной высоте зажимным болтом. | |
На опорную площадку укладывается прижимная пластина. Наживляются два винта, которыми будет осуществляться фиксация режущего инструмента в этом зажиме. | |
| Осталось продеть свободный конец рабочей штанги в кольцо шарнира – и можно считать, что станок готов. | |
| Мастер решил сразу испробовать его в работе. Для начала – заточить вот этот нож с совершенно «убитой» режущей кромкой. | |
| Нож размещается между опорной площадкой и прижимной пластиной. Режущая кромка – примерно параллельна короткой стороне станины. Фиксация проводится затяжкой двух винтов. | |
| Рабочая штанга вставляется в шарнир. Сам шарнир выставляется по высоте тек, чтобы обеспечивался требуемый угол заточки. Начинается процесс заточки – сначала первым, крупным бруском. По ходу работы можно наблюдать, как формируется единообразная режущая кромка по всей длине лезвия. | |
| Затем брусок можно сменить на другой, с мелким абразивом, чтобы довести заточку до максимальной остроты режущей кромки. | |
| Результат работы – сначала визуально… | |
…а теперь – с демонстрацией степени заточки режущей кромки.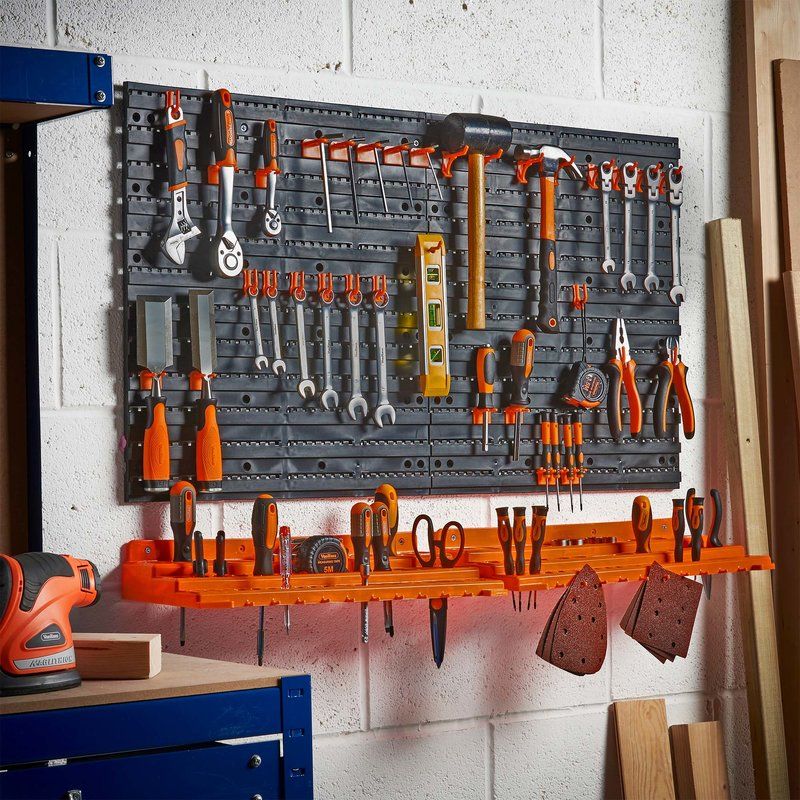 Ненатянутый лист бумаги легко режется полосками. | |
| Изменив высоту расположения шарнирного узла, аналогичным образом можно заточить железку рубанка… | |
| …или даже лезвие топора. Сам станок при временной ненадобности несложно разобрать, сняв штангу и выкрутив стойку. В таком виде он займет совсем немного места в шкафу или на полке. |
Имеет смысл добавить еще несколько штрихов.
Многие модели заводского изготовления оснащаются шкалой, по которой выставляется необходимый угол заточки режущей кромки. Несложно придумать и самому подобное приспособление, например, такое, как показано на иллюстрации. Перпендикулярная плоскости опорной площадки пластинка, и съемная линейка с прикрученным к ней транспортиром.
Самодельный угломер для выставления точного угла заточки режущего инструмента.
После зажатия ножа в струбцине достаточно приложить линейку к режущей кромке и к точке шарнира, совместить центральную риску транспортира с платиной, и по той же платине снять показания угла, отсчитывая его от 90 градусов.
Важно – полный угол заточки составляется из углов с обеих сторон лезвия. То есть если требуется угол в 30°, то заточка с одной стороны должна вестись под углом 15°.
Поступают и иначе – вместо транспортира можно закрепить сектор, на котором заранее сделаны подписанные отметки, например, «кухонный нож», «столовый нож», «стамеска», «рубанок» и т.п. То есть достаточно будет выбрать высоту шарнира так, чтобы планка совпала с нанесенной отметкой.
Еще один вариант – это отметки на вертикальной стойке. Правда, в этом случае требуется единообразие в размещении ножей в струбцине – чтобы режущая кромка выступала всегда на одном расстоянии от края. Не вполне удобно.
А самый простой вариант – сделать несколько шаблонов из плотного картона или тонкой фанеры, подписав их, для какого режущего инструмента этот угол предназначен.
Одним словом, проявив сообразительность несложно значительно упростить приведение станка в нужное рабочее положение.
Можно сделать замечание и по креплению брусков. Если предполагается их смена по ходу заточки, то они обязательно должны иметь одинаковую толщину, иначе изменится угол. Многие мастера советуют и иные подходы. Вместо брусков у них подготовлено несколько стальных пластин одинакового размера. На пластины наклеивается абразивная бумага. Две стороны – это уже два разных уровня зернистости. То есть можно подготовить комплект на все стадии заточки: от грубого формирования режущей кромки — до ее полировки.
Некоторые мастера делают комплект сменных «брусков» даже из склеенных стеклянных пластин.
Еще одна интересная идея на этот счет – не пластина, а отрезок профильной квадратной трубы 20×20 мм. Четыре стороны – это четыре разных абразива. В ходе работы — только переворачивай нужной стороной…
Еще один нюанс: не помешает обеспечить себе и безопасность в работе. Будет очень неприятно, если при поступательном движении вперед рука сорвется – и в аккурат пальцами по режущей кромке. Так что здесь не помешает какая-то защитная гарда, придумать которую можно на свой вкус.
Так что здесь не помешает какая-то защитная гарда, придумать которую можно на свой вкус.
Есть мастера, отдающие предпочтение вертикальному расположению рабочей рукоятки.
Сделанный собственноручно станок для заточки инструмента наверняка окажется очень полезным в любом хозяйстве.
* * * * * * *
Можно сказать, что мы в этой статье лишь слегка «копнули» тему самодельных станков и приспособлений. Будем рады, если читатели пришлют свои пожелания: какой бы из инструментов они хотели увидеть с подробностями – постараемся удовлетворить их заявки. А еще лучше – если кто-то из самодеятельных мастеров поделится своими секретами на страницах нашего портала. Опубликованные обзоры от посетителей – в обязательном порядке оплачиваются.
Закрепить шнур от переноски на потолке
Удобства складываются из мелочей, а помогают в этом очень простые самоделки для гаража. Например, можно убрать вечно путающийся под ногами кабель от переносной лампы. Переноску обычно делают с дешевым кабелем. Он не самый гибкий, плохо складывается, его витки на полу попадают под ноги. В общем, пользоваться неудобно. Можно обезопасить себя и переноску — подвесить кабель к потолку. Решение простое, но очень эффективное.
Переноску обычно делают с дешевым кабелем. Он не самый гибкий, плохо складывается, его витки на полу попадают под ноги. В общем, пользоваться неудобно. Можно обезопасить себя и переноску — подвесить кабель к потолку. Решение простое, но очень эффективное.
Вот такую «подвеску» к потолку для переноски можно сделать своими руками за час
Нужны:
Два анкера с кольцом на конце.
Стяжка для троса.
Зажимной хомут.
Металлический трос. Длинна зависит от размеров гаража — надо от одной стены до другой.
Стальные/пластиковые кольца или сталистая проволока и кусок трубы, чтобы эти кольца сделать.
Переноска с длинным кабелем — его длина примерно двойная длина гаража.
Трос натягивается вдоль длинной стороны гаража. Удобнее — недалеко от «рабочей» стены, где расположен верстак или другое оборудование. Работы немного:
На потолке с одной и с другой стороны на расстоянии 30-50 см от угла сверлим отверстие в перекрытии, вкручиваем анкера.
С одной стороны крепим трос на стяжку.
Устанавливаем анкера с петлями, крепим трос
С другой, натянув трос, затянем его хомутом (им легче с этой стороны фиксировать).
На трос надеваем кольца — 4-6 штук, в зависимости от длинны. Если они неразъемные, их надеть надо до фиксации троса. Если готовых колец нет, можно проволоку закрутить вокруг трубы, нарезать кольца, потом их немного поджать, чтобы получился «заход» проволоки.
На кольцах к тросу подвешиваем кабель от переноски
Через кольца продеваем шнур переноски.
Из проволоки сгибаем крюк, который крепим на трос. К тросу приложить карандаш, вокруг него обмотать свободный конец проволоки от крюка. Карандаш вынуть. Все, крюк закреплен на тросе. На этот крючок удобно вешать излишки провода.
Делаем крюк (или несколько) для подвешивания петель кабеля
В общем все. Можно пользоваться. С таким приспособлением переноску можно дотянуть в любой конец гаража, кабель при этом не путается и не цепляется. Удобно, времени требует мало.
Идеи для хранения инструментов
Чтобы хранить инструменты, запчасти и другие приспособления для гаража, можно организовать зону для их размещения.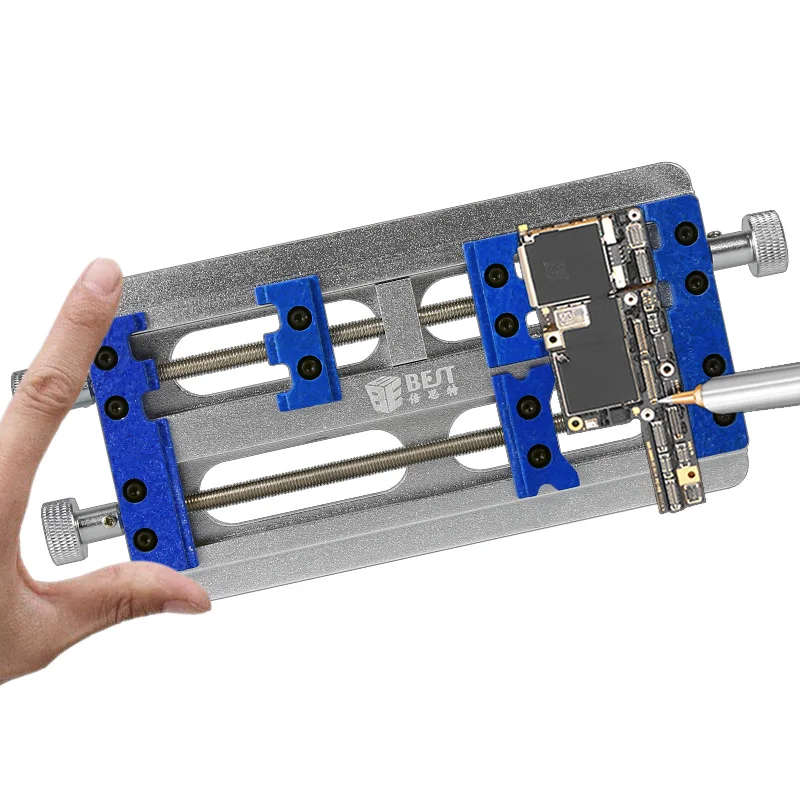 Достаточно сделать своими руками вместительный стеллаж и полки. В магазине есть множество разнообразных вариантов приспособлений, но они обойдутся дороже. Да и вещь, сделанная своими руками, ценится намного больше. К тому же габариты приспособлений для гаража будут созданы под его параметры.
Достаточно сделать своими руками вместительный стеллаж и полки. В магазине есть множество разнообразных вариантов приспособлений, но они обойдутся дороже. Да и вещь, сделанная своими руками, ценится намного больше. К тому же габариты приспособлений для гаража будут созданы под его параметры.
Важно! Минимально выдерживаемые нагрузки для полки и стеллажей – 150 кг и больше. А вот одна секция должна иметь максимальное ограничение по весу 500 кг.
Существует несколько правил, если приспособление для гаража будет сделана из дерева:
Подходит дерево твердых пород, такие как бук, дуб или граб. Обычно применяют сосну, так как она дешевле и проще в обработке. Однако, твердые породы надежнее.Перед тем как выполнять сборку приспособлений, требуется обработать дерево специальными защитными пропитками и антисептиками. Это продлит срок их эксплуатацииДетали, из которых состоит каркас, требуется обработать наждачной или шлифмашинкой. Это сделает эксплуатацию более безопасной.Полки лучше создавать из листов ДСП, фанеры или ОСБ. Как вариант использовать плиты ДВЛ, толщина которых не меньше 4 мм.
Как вариант использовать плиты ДВЛ, толщина которых не меньше 4 мм.
Выбирать толщину дерева нужно от нагрузок, возлагаемых на него. Существуют некоторые рекомендации по изготовлению гаражных полок. Для начала нужно создать план размещения полок, определиться с размером и сделать разметку. Дальше подготавливается материал (доски, крепежи) и инструмент. Перфоратором в стене просверливаются отверстия, в них вставляются дюбели с крючками. Это позволит усилить фиксацию приспособлений. На досках закрепляются подвесы, после чего осуществляется фиксация готовых приспособлений. При этом важно пользоваться строительным уровнем, чтобы сделать все ровно.
Важно! При изготовлении полок лучше создавать несколько коротких конструкций, чем делать одно большое. Дело в том, что большое может не выдержать вес инструмента и проломится по центру под весом.
Остается только покрасить изделие или оклеить специальной клеящей декоративной пленкой.
А теперь рассмотрим технологию создания стеллажа для гаража. Нам потребуется доска, шириной 10 и 20 см. Но, габариты конструкции каждый выбирает сам. Инструкция:
Нам потребуется доска, шириной 10 и 20 см. Но, габариты конструкции каждый выбирает сам. Инструкция:
Доску 10 см шириной, нужно распилить на несколько частей, длина которых 18, 27,5 и 30 см. Эти детали служат распорками.Доска 20 см разрезается на части по 36 см. Из них будут формироваться полки в стеллаже.Доска, служащая основанием для конструкции, нуждается в разметке. Нужно отметить места с распорками. С каждой стороны делается отступ в 2,5 см.Верхняя распорка приклеивается, к ней фиксируется верхняя полка с распоркой. По такому же принципу формируются следующие детали. Нижняя распорка монтируется в самом конце.Приспособление переворачивается, а распорки стягиваются посредством шурупов вместе с основой конструкции.Осталось отшлифовать изделие наждачкой и покрыть его 2 слоями лака или другим материалом.Приспособление фиксируется на стене анкерными шурупами как под верхней, так и под нижней полкой.
Если нужно укрепить стеллаж, между секциями устанавливаются деревянные бруски. Благодаря им нагрузка равномерно распределяется по конструкции.
Благодаря им нагрузка равномерно распределяется по конструкции.
Обратите внимание! Комфортность в гараже обеспечивается и за счет качественного освещения, вентиляции и обогрева.
Для освещения используются лампочки или светильники, а в качестве вентиляции достаточно сделать продухи в кирпичной кладке. Их закрывают решетками. Отопление можно делать печным, газовым, воздушным или водяным.
Опрокидыватель для гаража своими руками: пошаговая видеоинструкция
Наряду с созданием рассмотренных приспособлений для гаража можно позаботиться и о том, чтобы изготовить своими руками рабочие инструменты, которые понадобятся непосредственно для технического обслуживания авто.
Одна из наиболее полезных установок – опрокидыватель для осмотра днища машины. Потребность в таком изделии наиболее актуальна для российских реалий, поскольку далеко не в каждом случае есть реальная возможность строительства смотровой ямы.
Подробная видео инструкция с пошаговой схемой изготовления
Перед изготовлением такой установки крайне важно учесть вопрос безопасности.
 Даже легкий автомобиль при падении может спровоцировать несчастный случай и как минимум сам получит тяжелые повреждения. Поэтому браться за создание подобной конструкции можно только в том случае, если есть достаточный навык.
Даже легкий автомобиль при падении может спровоцировать несчастный случай и как минимум сам получит тяжелые повреждения. Поэтому браться за создание подобной конструкции можно только в том случае, если есть достаточный навык.Самостоятельное изготовление приспособлений гаража позволяет рационально организовать внутреннее пространство и по сути получить собственную мастерскую, в которой можно совершить любую текущую ремонтную работу.
Самодельная сварка из трансформатора от микроволновки для гаража
Это один из наиболее пригодных трансформаторов для переделки в сварочный аппарат. Первичная обмотка в нем используется штатная, переделывается только вторичная. Причем, провод может использоваться и тоньше, нежели в предлагаемом вам видео, но желательно сечением от 8 — 10 мм:
Просто увеличивается количество витков. Из трансформаторов от не мощных микроволновок получаются сварки с мощностью 0,5 кВт, силой тока порядка 250А и напряжением на выходе около 2В. Они способны сваривать 2 листа стали толщиной 1-1,5 мм.
Они способны сваривать 2 листа стали толщиной 1-1,5 мм.
Такие устройства можно сдваивать, увеличивая показатели мощности.
А вот корпус распиливать не обязательно – можно отпилить выступающие витки вторичной обмотки и вынуть ее, а новый провод просто протащить в образовавшиеся окна.
Также, вовсе не обязательно размещать электроды друг напротив друга. Можно расположить их рядом, с зазором в 2 – 3 мм. Таким аппаратом можно и крыло приварить к кузову и многое другое сделать.
Нужно только держатель немного видоизменить и сделать его съемным.
А для мелочей вполне подойдет и такой вариант минисварки с использованием штатного аккумулятора от автомобиля:
Оригинальные варианты
Многое в гараже приходится делать своими руками, поскольку среди всего разнообразия товаров, которые нам предлагает современная промышленность, не всегда находится то, что в полной мере удовлетворяет спрос придирчивого и мастеровитого хозяина.
В этом случае мы говорим не только о мебели (шкафчиках, стеллажах, полках, столах, верстаках), но и о всевозможных самодельных устройствах, которые так облегчают жизнь при возникновении внезапной нужды выполнить нестандартную операцию.
Гараж осуществляет самые разнообразные функции: от кладовой и мастерской до рембокса и места отдыха. В любом случае существует масса оригинальных идей, воплощенных в полезных, нужных и функциональных приспособлениях и самоделках для гаража, которые вполне доступны для изготовления из подручных средств своими руками.
Для защиты от сквозняков часто рекомендуют прокладывать под воротами гаража этакую войлочную «колбасу». Очень помогает при работах внутри гаража в зимний сезон.Запасной комплект покрышек хранят в подвешенном состоянии или на боку. Если диски отсутствуют, покрышки хранят вертикально с обязательным изменением их положения раз в месяц.
Чтобы располагать их в стоячем положении, рекомендуется сконструировать своими руками место хранения на стене. Фактически – это настенная треугольная рама, в которую вставлены покрышки в стоячем положении. Чем дальше рама будет установлена от отопительных приборов, тем лучше сохранятся шины.Хорошо, если в гараже остались отработавшие свой срок шины, еще не сданные в утиль. Если на такую покрышку положить сверху часть листа фанеры или ДСП и украсить декором, она превратится в такую изящную штучку, как авторский табурет.
Если на такую покрышку положить сверху часть листа фанеры или ДСП и украсить декором, она превратится в такую изящную штучку, как авторский табурет.
При недостатке опыта вождения можно закрепить использованную покрышку на стене, противоположной воротам в качестве отбойника. Такая поделка значительно снизит риск оцарапать бампер при парковании автомобиля.Из старой шины получается самодельная вещица для хранения мелочей. Прикрепить шину к стене достаточно просто, и выглядеть такой вариант будет эффектно. Для цветоводов полка легко превратится в клумбу, если шину разместить снаружи гаража.
Хранение различных ключей (накидные, комбинированные, разводные) на крючках выгодно и предпочтительно сразу с нескольких точек зрения. Несколько ключей на одном крюке, они хорошо видны, занимают мало места, доступны все сразу.Ветошь очень удобно хранить с помощью настенного держателя, в котором используют обычные бельевые прищепки. Ветошь будет всегда под рукой, не нужно терять время на ее поиски.
Чтобы делать записи «для памяти», нужна доска и мел. Но это совершенно необязательно: покройте дверцу шкафа, часть ворот, какой-нибудь щит или просто свободный ровный участок стены графитовой краской и делайте на нем расписание дел, оставляйте заметки или записывайте размеры будущего стеллажа.Из старой 200-литровой бочки с помощью болгарки получится замечательное кресло, если оббить ее поролоном или резиной. Основой столика для чего-то нужного может стать она же.
Ящики с различными вещами на полу гаража станут гораздо мобильнее, если к ним приделать колёсики от старых офисных стульев.Если на стену над верстаком, кроме крючков, прикрепить фигурно вырезанную планку с отверстиями и скобами, то она очень поможет при хранении и использовании карандашей, свёрл, бобин с нитками или бечёвками.
То же самое относится и к различного вида петлям и ремешкам, закрепленным на стене гаража.Если к нижней поверхности навесного шкафа прикрепить крышки, на них очень удобно наворачивать банки, в которых хранят различные мелочи. Еще одна возможность их использования: сквозь отверстие в крышке протягивается электрический кабель, а в банку помещают патрон с лампой – абажур готов!
Еще одна возможность их использования: сквозь отверстие в крышке протягивается электрический кабель, а в банку помещают патрон с лампой – абажур готов!
Гаражные ворота – весьма существенная и важная часть бокса. Они несут довольно значительную нагрузку, служат основным препятствием для грабителей, нуждаются в теплоизоляции. Ко всему вышесказанному можно добавить, что ворота должны быть максимально удобны в использовании для владельца гаража.
Вариант ворот, снабженных пружинами растяжения или торсионными пружинами, пока не очень популярен в России по сравнению с «классическим» вариантом, но и они заслуживают внимания именно из-за удобства использования.
Пружины растяжения обычно используют с воротами менее 8 м² площади. Им не требуется притолока большой высоты из-за того, что используются пружины растяжения, установленные по бокам. Их проще установить, да и цена их ниже ворот, в которых используют торсионные пружины. К сожалению, встроенную калитку в таких воротах установить не удастся.
Торсионные пружины применяются при установке ворот более 8 м². Допускается 3 типа монтажа: стандартный, низкий, высокий. Большой плюс при эксплуатации ворот такого типа – это защита от падения полотна ворот при выходе пружин из строя и малошумность функционирования, как и у варианта с врезанной калиткой.
Оба варианта прослужат около 17 лет, что по расчетам составляет более 25000 открываний/закрываний, а это примерно 4 цикла в день.
Обзор крутых идей самоделок для гаража смотрите в следующем видео.
Источники:
- https://derevyannie-doma.com/sovety/prisposobleniya-dlya-garazha-svoimi-rukami-samodel-nye-stanki-instrumenty.html
- https://stroyday.ru/stroitelstvo-doma/instrumenty-i-oborudovanie/samodelnye-stanki-i-prisposobleniya-dlya-domashnej-masterskoj.html
- https://stroychik.ru/garazh/samodelki
- https://bouw.ru/article/samodelynie-prisposobleniya-dlya-garazha
- https://v-teplo.ru/prisposobleniya-dlya-garazha-svoimi-rukami. html
- http://stroi-specialist.ru/dacha-sad-ogorod/garazh/samodelki-dlya-garazha.html
- https://dekoriko.ru/postrojki/garazh/samodelki/
 html
htmlСамодельные инструменты и приспособления. Из чего можно сделать полезные вещи
Различные инструменты, необходимые для работы на огороде или при проведении ремонта в помещении, стоят довольно недешево. К тому же вызывают у мастера желание их усовершенствовать. На самом деле в сараях, на балконах, в гараже скапливается большое количество всевозможных деталей, кажущихся ненужными. Из них можно изготовить необходимую рабочую технику. В этой статье рассмотрим, какие бывают самодельные инструменты и приспособления, а также из чего их можно сделать.
Мелкие детали
Мастера, увлекающиеся резьбой по дереву, могут изготовить для своей работы небольшую стамеску из обычной спицы от зонта. Она имеет в сечении полукруглую форму, напоминающую ложечку. Ее наконечник нужно будет заточить и к спице приделать ручку. Она в свою очередь изготавливается из полиэтиленовых вещей, которые расплавляют в нагретой духовке, в жидком состоянии помещают в жестяную форму и вдавливают в горячую массу конец спицы.
Полезные самодельные инструменты и приспособления можно изготовить из обычного пишущего стержня, например, масленку. Для этого, удалив шарик, вставьте стержень в сделанное отверстие во флаконе от зажигалки. Масло по шлангу будет подаваться медленно и порционно.
Самодельный инструмент для гаража
Зачастую умелые рукоделы устраивают мастерскую в гараже, так как балкон и домашняя кладовая, в связи с небольшой площадью, позволяют только хранить необходимые инструменты, и то не все. Для работы в гаражном помещении всегда под рукой нужно иметь удлинитель и там же хранить его. Данное устройство можно сделать самостоятельно. Для этого понадобится два диска из фанеры, которые следует соединить болтами. На болты между кругами одеть трубки и закрепить. На них будет наматываться провод. Головки болтов необходимо утопить, чтобы при вращении рукоятка удлинителя их не задевала. С другой стороны катушки вырежьте отверстие размером с чашку для розетки, которую затем в него поместите. Закрепите коробку на диске маленькими шурупами. В качестве рукоятки можно использовать деревянную дверную ручку.
Закрепите коробку на диске маленькими шурупами. В качестве рукоятки можно использовать деревянную дверную ручку.
Использование двигателей
Изготавливая самодельные инструменты и приспособления, можно использовать двигатели от вышедших из строя пылесосов и стиральных машин. Например, такое сложное оборудование, как токарный или шлифовальный станок. Для этого к двигателю привариваются крепления и вал, на который устанавливаются циркулярная пила, круги для шлифовки или другие приборы. Для полировки можно использовать электробритву, миксер или небольшой вентилятор, прикрепив к валу войлок. Если же лопасти заменить на сверло, получится электродрель. Таким же способом можно сделать шуруповерт, заменив вал на стержень от отвертки. Нужные самодельные инструменты и приспособления получаются из пластиковых бутылок. Например, стаканы, вешалки, воронки, совки и другие предметы.
Самодельный инструмент для огорода
Большинство садоводов украшают свои участки однолетними цветами. Это красиво и привлекательно, но во время посадки возникают трудности. Мелкие семена, высаженные в ряд, сильно загущаются, так как засеиваются не порционно. Приходится их неоднократно прореживать, что травмирует корневую систему. В этом случае поможет механическая сеялка, которая управляется вручную. Устройство имеет ящик для семян, дозатор, колеса и ручку. Семена из корпуса через вырез попадают в небольшие отверстия, находящиеся на стержне – дозаторе. При движении вал прокручивается, и семена по очереди падают в землю. Очередность обусловлена тем, что выемки на валу высверлены равномерно на определенном расстоянии друг от друга. Варьируя диаметр и шаг отверстий, можно засеивать семена различного размера. Щеточка, находящаяся на передней стенке корпуса, регулирует количество падающих в землю семян. Колеса из стали крепятся с двух сторон крутящегося цилиндра. По окружности диска делается несколько пропилов, которые позволят отогнуть сталь, создавая лепестки. Это поможет улучшить сцепление устройства с почвой.
Это красиво и привлекательно, но во время посадки возникают трудности. Мелкие семена, высаженные в ряд, сильно загущаются, так как засеиваются не порционно. Приходится их неоднократно прореживать, что травмирует корневую систему. В этом случае поможет механическая сеялка, которая управляется вручную. Устройство имеет ящик для семян, дозатор, колеса и ручку. Семена из корпуса через вырез попадают в небольшие отверстия, находящиеся на стержне – дозаторе. При движении вал прокручивается, и семена по очереди падают в землю. Очередность обусловлена тем, что выемки на валу высверлены равномерно на определенном расстоянии друг от друга. Варьируя диаметр и шаг отверстий, можно засеивать семена различного размера. Щеточка, находящаяся на передней стенке корпуса, регулирует количество падающих в землю семян. Колеса из стали крепятся с двух сторон крутящегося цилиндра. По окружности диска делается несколько пропилов, которые позволят отогнуть сталь, создавая лепестки. Это поможет улучшить сцепление устройства с почвой.
Устройство для нарезки пенопласта
При строительстве или ремонте дома необходимо большое количество оборудования, которое купить просто невозможно из-за объемов работ, а также нехватки денежных средств. Приходится использовать самодельные станки и инструменты. При утеплении стены здания понадобится устройство, помогающее нарезать пенопласт на ровные куски. Покупать раскроенный материал в листах невыгодно из-за множества обрезков, которые придется выкинуть. Поэтому, приобретя пенопласт кубом, и сделав станок, можно раскроить утеплитель самостоятельно. Для этого понадобится небольшой трансформатор мощностью 250 Вт. Также нужна нихромовая спираль, взятая из электроплитки и растянутая в нить. Пружина, чтобы натянуть спираль, две шпильки и столешница. Трансформатор будет накаливать нихромовую нить, с помощью которой можно легко нарезать пенопласт. Следует отметить, что процесс нарезки нельзя останавливать, так как раскаленная спираль расплавит утеплитель в ненужном месте. Работать с данным станком необходимо в помещении с хорошей вентиляцией.
Не торопитесь очищать гаражи и кладовые от сломанных инструментов. Фантазируйте, создавайте, совершенствуйте, используя вышедшие из строя приспособления. Этим вы сэкономите денежные средства и к тому же смастерите инструмент под себя, и который будет нужен именно вам.
Инструкция по созданию полезных приспособлений и инструментов своими руками
Зачастую профессионалы своего дела идут на различные ухищрения для достижения желаемого результата. Например, художники могут обрабатывать свои работы каким-либо средством, в прямое назначение которого не входит обработка картин. Есть еще один пример из данной области: опытные художники крайне редко пользуются точилками. Вместо этого, они используют канцелярские ножи и затачивают карандаши вручную, чтобы добиться нужной остроты грифеля. Пожалуй, именно умение приспосабливать для работы другие вещи или создавать более удобные отличает мастера своего дела от новичка, и это касается не только творческих людей.
- Ручка-держатель для ножовки
- Распылитель из шприца
- Дополнительная рука для электронной платы
- Инструмент для разрезания бутылок из пластика
В данной статье рассмотрены несколько инструкций по изготовлению различных самодельных приспособлений, которые могут облегчить жизнь столяров и других похожих по профессии людей.
Ручка-держатель для ножовки
В практике рабочих часто бывают случаи, когда требуется провести спиливание чего-либо, находящегося в труднодоступном месте. Новички в таких случаях обматывают ножовочное полотно какой-нибудь тряпкой, чтобы не пораниться, и начинают пилить. Это крайне неудобно, поэтому лучше сделать специальную ручку. Конечно, ее создание займет некоторое время, но результат того стоит. Для создания держателя необходимо произвести следующие действия:
- Собрать необходимые материалы (небольшая доска, имеющая толщину не более двадцати миллиметров, болт М6 80 мм в длинну и гайка «Барашек», эпоксидная смола).
- На доске рисуется ручка, после чего выпиливается. При помощи круглого напильника делаются специальные углубления, в которые будут входить пальцы для более крепкого держания.
- Сверху с помощью ножовки создается щель, в которую она и будет потом вкладываться.
- Там же с помощью сверла создается отверстие для болта.
- Ручка обрабатывается наждачкой.
- Болт помещается в тиски и затем создается прорезь для ножовочного полотна. Щель не должна превышать более трех сантиметров в глубину.
- Болт обрезается и округляется.
- С помощью смолы приклеиваем болт в просверленное отверстие.
- Проводится тестирование, а именно: удобно ли ручку держать и как крепко держится лезвие.

Распылитель из шприца
Когда столяр заканчивает выпиливать какую-либо фигуру, следующим шагом является покраска своего творения. В этом деле поможет распылитель из шприца. Этот инструмент является дешевым аналогом специальных пистолетов. Инструкция по изготовлению:
- Самый кончик шприца отпиливается, чтобы шарик упал.
- С помощью маленького лезвия стержень разделяется на две равные части.
- Часть ручки с пружиной убирается.
- Спереди стержня делается овальное отверстие.
- Половины паяются друг с другом под углом в сорок пять градусов.
- Отверстие в носу необходимо расширить под иглу номер пять или номер восемь — небольшие иглы используются для окрашивания небольших участков, в то время как крупные иглы — для больших поверхностей.
- Хвост пистолета расширяется до конуса, чтобы туда крепко вошла игла.
- С переднего конца прикрепляется проволока для удобной центровки иглы в носу стержня.
- По завершении паяния корпуса выступающая часть иглы обрабатывается так, чтобы она была идеально ровной, после чего проволоку можно вытащить через кольцевую щель.

При работе с данным приспособлением нет никаких сложностей. В корпус иглы помещается заполненный краской шприц, после чего можно спокойно окрашивать все необходимые детали.
Дополнительная рука для электронной платы
Очень часто возникают такие ситуации, когда приходится крайне трудно без посторонней помощи. Например, когда обе руки заняты монтажом, но при этом нужно держать еще и какой-нибудь инструмент. Для решения данной проблемы можно самому сделать дополнительную «руку».
Для решения данной проблемы можно самому сделать дополнительную «руку».
Понадобятся следующие вещи: зажимы-крокодилы, небольшая фанера, медный одножильный провод, диаметр которого варьируется от двух до трех миллиметров. Этапы изготовления:
- От провода отрезается несколько частей, которые впоследствии сгибаются во что-то похожее на букву «Г».
- К каждому из них припаивается по одному зажиму.
- На фанере чертится решетка с десяти миллиметровым шагом.
- На точках пересечения линий проделываются отверстия. Их диаметр должен быть таким, чтобы части провода плотно в них входили.
- Зажимы помещаются в отверстия.
- В зажимы устанавливается плата, после чего можно приступать к работе.
Инструмент для разрезания бутылок из пластика
Список самоделкиных инструментов и приспособлений пополнит устройство под названием «Разрезатель бутылок», или же «Бутылкорез».
Ленты из пластика имеют множество назначений, однако, далеко не всегда их можно где-то приобрести. К счастью, с помощью этой инструкции можно сделать устройство, позволяющее создавать такие ленты из ненужных бутылок в домашних условиях. Для этого понадобятся следующие материалы: канцелярский нож, которым не пользуетесь, трубка из алюминия, два винта М4, имеющая диаметр шесть миллиметров часть алюминиевого угла. Этапы создания:
К счастью, с помощью этой инструкции можно сделать устройство, позволяющее создавать такие ленты из ненужных бутылок в домашних условиях. Для этого понадобятся следующие материалы: канцелярский нож, которым не пользуетесь, трубка из алюминия, два винта М4, имеющая диаметр шесть миллиметров часть алюминиевого угла. Этапы создания:
- Уголок несколько раз прорезается, длина каждой прорези разная.
- Лезвие от ножа крепится к углу, острой стороной к прорезям. Для крепления можно использовать винт.
- Для обеспечения стабильности лезвия его можно прижать фанерой.
- Трубка используется для изготовления оси бутылки и крепится при помощи винта к углу.
Выше были описаны инструкции по созданию различных полезных самоделок и приспособлений своими руками. С их помощью можно неплохо сэкономить, не покупая дорогостоящих аналогов, а также спасти свое время, так как не придется обходить весь город в поисках каких-либо редких приспособлений.
для дома, ремонта, огорода, чертежи (видео)
Наверное, каждый человек, хоть один раз в жизни использовал самодельные инструменты и приспособления в быту, на даче или занимаясь хобби. На современном уровне развития технологий существует огромное количество инструментов. Их можно свободно купить в магазине. Но бывает так, что магазин не работает, находится далеко или просто не хватает денег для приобретения.
Больше всего на свете современный человек ценит комфорт. И все приспособления существуют для того, чтобы добиться нужного уровня комфорта. Многие инструменты, которые куплены давно, могут работать исправно еще долгие годы. Их можно модернизировать, дополнять новыми функциями и продлевать срок их службы.
Многие старые инструменты можно удобно разместить в рабочей зоне в мастерской
В любой мастерской, где живет дух творчества и изобретательства, частой проблемой становится беспорядок. Он вызван большим количеством предметов, которые находятся не на своих местах, а часто даже и не имеют своего места. Поэтому мастерская должна быть оборудована соответствующим образом. Там, как правило, есть рабочая зона и зона хранения всевозможных приспособлений. Сделать верстак и стеллажи для инвентаря и инструмента можно своими руками. И этим заняться нужно в первую очередь.
Он вызван большим количеством предметов, которые находятся не на своих местах, а часто даже и не имеют своего места. Поэтому мастерская должна быть оборудована соответствующим образом. Там, как правило, есть рабочая зона и зона хранения всевозможных приспособлений. Сделать верстак и стеллажи для инвентаря и инструмента можно своими руками. И этим заняться нужно в первую очередь.
Верстак для современной мастерской
Самый распространенный вариант верстака имеет большую широкую столешницу и тиски, передние и задние. В классическом варианте все предусмотрено для ручной работы. Но нас интересует возможность размещения на верстаке электроинструментов.
Выбираем для столешницы фанеру. Она должна быть без сучков и толщиной не менее 2 см. Отрезаем от листа фанеры по размерам будущую столешницу. Также нужно выпилить дополнительные узкие рейки, которые потом приклеиваются к столешнице в качестве бортиков.
Для того, чтобы на верстаке можно было работать электролобзиком, необходимо сделать направляющую прорезь.
Верстак является центральным местом рабочей зоны и рядом с ним располагаются инструменты для удобства работы.
Есть два варианта верстаков. Первый предназначен для работы в домашней мастерской. Поэтому нужно стремиться делать его не громоздким. Достигается это за счет легкости конструкции. Например, ножки верстака можно сделать металлическими, а саму столешницу – откидной.
Второй вариант верстака – для дачи. Здесь все можно делать массивнее. Вместо фанеры и металла, обычно используют доски и бруски. Такую конструкцию нельзя назвать легкой, зато она будет устойчивой.
Как можно приспособить электроинструмент? В столешнице выпиливается откидная часть, к которой прикрепляется лобзик. Его устанавливают вверх ногами, так, чтобы видна была только пилка. Для удобства включения, на столешницу выводят дополнительный включатель. Откидная часть столешницы позволяет производить замену пилок и очищать сам инструмент.
Вернуться к оглавлению
Как быстро наточить пилу?
Если предстоит большая работа, а полотно пилы часто затупляется, то приходится тратить много времени на его заточку. В домашних условиях это часто делается «на коленках». Но можно сделать небольшое приспособление к верстаку, и тогда процесс заточки пилы будет не таким трудоемким.
В домашних условиях это часто делается «на коленках». Но можно сделать небольшое приспособление к верстаку, и тогда процесс заточки пилы будет не таким трудоемким.
Все делается своими руками. Необходимо приготовить:
- зажим;
- 2 планки из дерева длиной 40 см и толщиной около 2 см;
- 2 болта М8.
Планки лучше всего делать из твердых пород дерева, например, бука или дуба. Но можно взять и многослойную фанеру.
Схема крепления пилы и прием работы напильником при заточке.
Одну планку, которая будет опорной, соединяют с верстаком или другим основанием. Предварительно, в обеих планках проделываются отверстия для болтов М8. Пила в зажиме может быть расположена наклонно, и для этого необходимо просто вставить брусок нужной ширины между планками.
Далее, полотно пилы укладывается зубьями вверх между планками и, с помощью болтов М8, прижимается. Кстати, верхняя часть полотна выставляется на 1,5 см для удобства заточки. Болты одновременно служат и ограничителями по высоте. То есть полотно фиксируется на них и ниже не упадет.
То есть полотно фиксируется на них и ниже не упадет.
Вернуться к оглавлению
Рубанок для двух персон
Некоторые дачники испытывают трудности с тем, что на их участке существуют перебои с электричеством или его совсем нет. Строгать доски электрическим рубанком не получается. Остается действовать ручным инструментом. Конечно, времени уходит много, да и физические силы быстро теряются. Однако с давних пор наши предки умели работать двуручным рубанком. В наше время вспомнить об этом инструменте будет полезно.
Инструмент, которым одновременно могут работать сразу два человека, гораздо крупнее, и режущая кромка тоже увеличена. Поэтому и производительность труда – заметно выше. Вот только работают таким инструментом, преимущественно, на улице.
Итак, двуручный рубанок может быть сделан полностью из дерева или полностью из металла. Поскольку создавать самодельный инструмент из металла трудно, попробуем смастерить его из дерева.
Сначала необходимо сделать корпус, который состоит из передней и задней частей, а также из боковых планок. Все детали соединяются между собой так, чтобы получилось что-то похожее на коробку, только без дна. Далее, нужно сделать подошву рубанка. Здесь можно использовать один из трех материалов:
Все детали соединяются между собой так, чтобы получилось что-то похожее на коробку, только без дна. Далее, нужно сделать подошву рубанка. Здесь можно использовать один из трех материалов:
Чертеж двуручного рубанка: 1 — «колодка» из швеллера, 2 — втулки для ручек, 3 — опорный уголок, 4 — железка (нож), 5 — прижимной клин, 6 — винт, 7 — упорная шпилька.
- текстолит;
- гетинакс;
- фторопласт.
Подошву прикрепляют к конструкции шурупами, но делать это нужно так, чтобы головки шурупов были спрятаны. Кстати, корпус рубанка делается в соответствии с имеющимся металлическим ножом.
Металлическую часть рубанка или нож затачивают и устанавливают под углом 40 градусов. Нож прикрепляют к одной из стенок основы, к задней. Его необходимо прижать с помощью специального клина, который фиксируются болтом. Размер болта обычно М8, он должен иметь широкую головку, лучше, если она будет из пластика. Тогда удобно брать руками.
Деревянная основа рубанка должна быть снабжена ручками как спереди, так и сзади.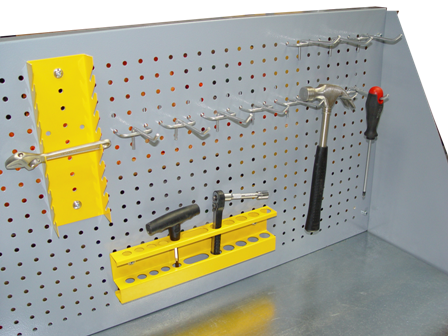 Принцип работы простой. Один из напарников тянет рубанок за передние ручки на себя, а второй сзади толкает от себя. Потом они меняются. Работа движется быстрее и эффективность этого инструмента трудно переоценить.
Принцип работы простой. Один из напарников тянет рубанок за передние ручки на себя, а второй сзади толкает от себя. Потом они меняются. Работа движется быстрее и эффективность этого инструмента трудно переоценить.
Вернуться к оглавлению
Многофункциональная дрель
Электроинструмент многообразен и совершенен.
Но редко можно встретить образцы, которые отличались бы многофункциональностью и, при этом, работали бы без сбоев. В этом смысле дрель всегда отличалась универсальностью.
Попробуем сделать отрезной станок, точило, циркулярную пилу, токарный и шлифовальный станок. И все это только дрель.
Сначала нужно сделать станину, которая позволит закрепить инструмент, и тогда не придется держать его в руках. Станина так же обеспечивает выбранный уровень, который останется неизменным. Лучше всего сделать станину из деревянной доски, шириной около 2 см. В центре проделывается отверстие. Дрель имеет на корпусе шейку в виде цилиндра. Вот за эту шейку она и фиксируется на станине. Соответственно, и диаметр отверстия должен быть такой же. Кстати, шейка и предусмотрена в конструкции, для того, чтобы можно было закрепить рукоятку.
Процесс зажима шейки дрели происходит за счет стягивания болтов. Круглое отверстие не замкнуто, и с двух сторон расположены петли. В петли проталкивается болт и затягивается гайкой. Отверстие станины замыкается и стягивается, дрель, в итоге, надежно фиксируется. Петли можно прикрепить с помощью клея ЭПД или на саморезы. Нужно не забывать о надежности.
http://www.parnikiteplicy.ru/www.youtube.com/watch?v=RAvnJ0tPye0
Высота станины определяется необходимыми размерами. Вариантов может быть много. Далее, в патрон дрели вставляется необходимая насадка и можно работать.
Приспособление и приспособление: кое-что, что вам нужно знать
Обработка с ЧПУ как производственный процесс включает в себя использование многих инструментов. Эти инструменты уникальны, но они разнообразны. Это означает, что каждый из них применим в различных возможностях. Из множества инструментов, используемых при обработке с ЧПУ, люди путают два инструмента: шаблон и приспособление.
Чтобы прояснить путаницу между шаблоном и приспособлением, в этой статье будут представлены инструменты с точки зрения их типов, различий и использования. В конце концов, вы сможете ответить на вопрос, для чего нужны приспособления и приспособления? Готовы погрузиться в знания? Давайте приступим!
Что такое приспособление?
Кондуктор — это устройство, используемое для закрепления заготовки и детали машины на рабочей станции. Он прикреплен к станкам с ЧПУ, таким как режущий инструмент токарного станка, где он определяет местоположение и движение. Это означает, что он в некотором роде направляет такие обрабатывающие инструменты. Кондукторы уникальны тем, что при их перемещении инструмент становится неподвижным.
Типы шаблонов
Шаблоны являются распространенными устройствами в станках с ЧПУ и бывают разных типов. Ниже приведены распространенные типы зажимных приспособлений, используемых в операциях механической обработки.
- Шаблонные приспособления : Эти приспособления просты и идеальны благодаря своей точности. Они также имеют огромную скорость. Однако машинисты используют их больше для точности, чем для скорости. Шаблонные приспособления используются по-разному. Например, вы можете установить их поверх или в заготовку. Однако они обычно не зажимаются.
- Приспособления для угловых пластин : Приспособления для угловых пластин идеально подходят для удержания деталей, подготовленных для сверления, под углом к их монтажным локаторам.
- Пластинчатые приспособления : Пластинчатые приспособления аналогичны шаблонным приспособлениям с теми же способами использования. Однако, в отличие от приспособлений для шаблонов, они имеют встроенные зажимы для удержания заготовки.
- Приспособления для листьев : У них есть откидная створка, которая облегчает загрузку и выгрузку деталей. Откидной лист не окружает деталь полностью.
Что такое приспособление?
Приспособление или приспособление с ЧПУ — еще один популярный инструмент для обработки с ЧПУ, который считается средством стабильности, поддержки и позиционирования. Как и приспособление, он служит для закрепления, поддержки или монтажа заготовки на станке с ЧПУ.
Типы приспособлений
Большинство машинистов не знакомы с классификацией приспособлений. Неудивительно, что у них есть проблема с выбором правильного для своей работы. Приспособления, показанные ниже, основаны на трех вещах: операциях обработки, использовании и источниках питания. Список будет обобщен. Полную версию можно найти в нашей статье о приспособлениях для ЧПУ.
Крепежные инструменты на основе операции обработки с ЧПУ
- Токарные приспособления.
- Приспособления для фрезерования.
- Сверлильные приспособления.
- Расточные приспособления.
- Шлифовальные приспособления.
Существуют и другие типы приспособлений в зависимости от типа операции обработки. Мы пришли к выводу, что каждая операция обработки с ЧПУ, для которой требуется приспособление, носит название операции. Поэтому для таких операций, как хонингование и притирка, у вас есть приспособления для хонингования с ЧПУ и приспособления для притирки с ЧПУ соответственно.
Крепежные инструменты в зависимости от их применения
- Универсальные приспособления.
- Специальные приспособления.
- Крепления в сборе.
- Модульные светильники.
- Комбинированные светильники.
Инструменты для крепления в зависимости от источника питания
- Ручное приспособление.
- Пневматическое приспособление.
- Гидравлическое приспособление.
- Электрический светильник.
- Магнитный фиксатор.
- Вакуумное приспособление.
Вы также можете просмотреть этот видеоурок для шаблонов и приспособлений:
Различия между приспособлением и приспособлением
Для людей, плохо знакомых с фиксацией заготовки на станках с ЧПУ или новичков в обработке с ЧПУ в целом, приспособление и приспособление могут быть двумя очень запутанными инструментами. Оба инструмента похожи и способствуют повышению производительности и эффективности. Однако функционируют они по-разному. Ниже приведены некоторые выделенные различия между зажимным приспособлением и приспособлениями.
Основная функция
Основные различия зажимных приспособлений и приспособлений заключаются в их основных функциях. Кондуктор направляет фрезу для работы в заданном месте на заготовке. Он также поддерживает и находит деталь. Крепление, однако, только закрепляет, поддерживает и фиксирует заготовку. Он не направляет часть машины.
Сложность
При сравнении шаблона и приспособления машинист соглашается, что шаблоны проще в использовании. Приспособления требуют от машинистов определенных навыков перед выполнением операции.
Вес
Другим свойством, на которое следует обратить внимание, является вес, при котором кондукторы легче приспособлений. Крепления тяжелее, потому что они должны выдерживать огромную силу резания и вибрацию.
Независимо от того, установлены ли они на станке
Кондукторы можно удерживать или закреплять на столе в зависимости от типа работы, для которой они используются. Также кондукторы не требуют дополнительных приспособлений при использовании на тяжелых работах, хотя их может потребоваться зажим. Однако приспособления требуют зажимов и аксессуаров для лучшего функционирования.
Дизайн
С точки зрения конструкции приспособления более сложны, чем приспособления.
Соприкасаются ли они с инструментом
Крепления не обязательно должны соприкасаться с деталью машины, поскольку их конструкция соответствует этой детали. Однако приспособление должно соприкасаться с инструментом для точной установки угла и положения.
Почему шаблон и приспособление важны для обработки?
И шаблон, и приспособление очень важны при обработке с ЧПУ, поскольку их преимущества делают их широко применимыми. Далее будут представлены области применения и преимущества операций по изготовлению зажимных приспособлений и приспособлений.
Применение зажима и приспособления
Приспособление и приспособление обычно служат для закрепления заготовки и деталей станка. Однако между ними есть разница. Приспособления подходят для токарных, фрезерных, шлифовальных, долбежных и других многомерных операций. . С другой стороны, приспособления подходят для зенковки, нарезания резьбы, сверления, развертывания и других одномерных операций.
Преимущества использования шаблонов и приспособлений
Существует множество преимуществ использования шаблонов и приспособлений в любой операции обработки. Ниже приведены несколько важных:
- Повышение производительности и эффективности . Поскольку два инструмента исключают выравнивание заготовки, время простоя машины сокращается, что повышает производительность и эффективность.
- Снижение производственных затрат . Их использование снижает себестоимость продукции при одновременном повышении производительности и качества. У нас есть статья, в которой обсуждается стоимость обработки с ЧПУ, и вы можете ее увидеть.
- Повышение качества продукции . Они избавляют операторов от необходимости вручную разбирать детали во время работы. Следовательно, это устраняет вероятность возникновения ошибок и повышает качество.
- Простые в изготовлении сложные и тяжелые инструменты . Они позволяют машинистам легко изготавливать тяжелые детали и детали сложной формы. Это связано с тем, что два инструмента жестко удерживают заготовку во время операции обработки.
- Повышение безопасности . Поскольку шаблон и приспособление непосредственно связаны с заготовкой и станком, они исключают участие людей, тем самым повышая безопасность.
Если вы хотите начать свой проект по обработке с ЧПУ, RapidDirect, ведущий поставщик услуг по обработке с ЧПУ, станет вашим лучшим партнером. Мы ориентируемся на создание прецизионных деталей по конкурентоспособным ценам. Мы также можем помочь вам изготовить приспособления и приспособления.
Как сделать приспособления и приспособления
Обработка на станках с ЧПУ и 3D-печать — два основных способа изготовления приспособлений и приспособлений. Однако оба процесса сильно зависят от сложности, объема производства и сложности их изготовления. Ниже приведено то, что вам нужно знать об изготовлении зажимного приспособления и приспособления.
Проектирование
Прежде чем приступать к проектированию шаблона и приспособления, необходимо кое-что знать. Ниже приведены основные моменты, которые вы должны знать.
- Изучите компонент.
- Изучение установочных элементов.
- Знайте тип и мощность машины.
- Знать устройство погрузки и разгрузки.
- Ознакомьтесь с устройством зажима.
- Изучение силовых устройств и устройств безопасности.
- Знайте зазор между приспособлением или приспособлениями и их компонентами.
- Исследование выталкивающих устройств, устройства крепления стола и делительного устройства.
Материалы, используемые при изготовлении шаблона и приспособления
Выбор материала для изготовления шаблона или приспособления зависит от его применения и требований к операции обработки. Ниже приведены материалы, используемые при изготовлении зажимного приспособления и приспособления.
- Сталь (нержавеющая, твердая, карбидная, мягкая, быстрорежущая).
- Чугун.
- Закаленный алюминий.
- Пластик: дерлин, нейлон и поликарбонат.
- Бронза.
Производство
Приспособления и приспособления изготавливаются двумя способами: обработка на станках с ЧПУ и 3D-печать. Каждый метод уникален и зависит от типа материалов и требований к операциям обработки. Ниже приводится объяснение двух способов.
3D-печать
Из двух способов более широко используется 3D-печать, которая имеет много преимуществ по сравнению с обработкой на станках с ЧПУ. Это дешевле, быстрее, а также предоставляет производителям гибкость, необходимую для повторной оптимизации конструкции.
Приспособления и приспособления для 3D-печати также позволяют повысить сложность конструкции без увеличения стоимости. Производители также могут добавлять другие функции для повышения производительности шаблона и приспособления. Ниже приведены шаги, которые необходимо предпринять, чтобы сделать приспособление и приспособление с помощью 3D-печати.
- Проверьте точность размеров шаблонов и приспособлений. Это можно сделать с помощью инструментов метрологии.
- Используйте ребра и галтели для увеличения жесткости.
- Увеличьте срок службы шаблона и крепления за счет использования металлических вставок с резьбой.
- Ослабьте болт и штифты, чтобы избежать деформации после завершения второстепенных операций.
Обработка с ЧПУ
При использовании обработки с ЧПУ необходимо учитывать мусор при составлении плана конструкции. Поэтому вы видите, что производители оставляют зазор в приспособлении или приспособлениях, чтобы подготовиться к образованию заусенцев, не затрагивая инструмент. Тем не менее, вы должны свести к минимуму количество канавок и карманов, в которых может разместиться стружка, которая превратится в клинья.
После завершения изготовления приспособление и приспособление должны быть проверены на соответствие форме и функциям. Их сравнивают с моделью САПР, чтобы проверить, соответствуют ли размеры изготовленной детали размеру модели САПР. Проверенное приспособление и приспособление должны выполнять свою работу без наклона, изгиба или смещения.
Заключение
Одним из наиболее распространенных аргументов в производственных процессах с ЧПУ является приспособление или приспособление. Оба инструмента сбивают с толку, особенно новичков. В этой статье вы узнаете об обоих инструментах, их типах, использовании и производстве. Прочитав статью, вы поймете разницу между обоими инструментами и то, как их можно использовать для более плавной работы.
В промежутках между изготовлением приспособления и приспособления не должно быть стресса. То же самое можно сказать о любых операциях механической обработки, которые вы хотите выполнить. С нами в Rapid Direct у вас есть доступ к лучшему. Независимо от вашего графика, вы можете легко загрузить свою модель САПР и получить доступ к мгновенным котировкам в считанные минуты. Поэтому, когда вы думаете о бесперебойной работе и высоком качестве по низкой цене, подумайте о Rapid Direct.
Получите мгновенное онлайн-предложение
Часто задаваемые вопросы
Какая польза от шаблона и приспособления?
Кондуктор и приспособление представляют собой удерживающие приспособления, используемые при механической обработке в качестве средства поддержки. Они закрепляют, поддерживают или правильно монтируют заготовку на деталях станка с ЧПУ. Они очень важны, поскольку они способствуют более плавным производственным операциям, производительности среди других преимуществ.
В чем разница между приспособлением и приспособлением?
Основное различие заключается в их основных функциях. Кондуктор работает, направляя часть машины, например, резак, во время выполнения своей работы. Однако приспособления нет. Он только закрепляет, поддерживает и стабилизирует заготовку. С приспособлением инструмент не перемещается при движении заготовки. Это не так с зажимными приспособлениями, по которым перемещается инструмент.
Какова классификация и назначение оснастки и зажимных приспособлений?
Применение приспособления — это обрабатывающее устройство, используемое для быстрого закрепления заготовки во время обработки, чтобы станок, инструмент и заготовка сохраняли правильное относительное положение. Инструменты и приспособления являются неотъемлемой частью механической обработки. Движимая развитием технологии станков в направлении высокой скорости, высокой эффективности, точности, компаундирования, интеллекта и защиты окружающей среды, технология крепления движется в направлении высокой точности, высокой эффективности, модульности, комбинации, универсальность, экономичность.
Что такое приспособления и приспособления?
Приспособление имеет функцию позиционирования и зажима заготовки. Функция приспособления в основном заключается в том, чтобы направлять, позиционировать и зажимать заготовку, по крайней мере. Зажим заготовки относится к позиционированию и зажиму заготовки на станке или в приспособлении.
Дополнением к функции направляющей инструмента является приспособление. Кондуктор с функцией направления инструмента используется для прямого сверления, когда поверхность просверленного отверстия не перпендикулярна сверлу, и сверло должно направляться направляющей втулкой сверла. Приспособление для обработки с ЧПУ уже может не выполнять функцию направления инструмента, поэтому доступны только функции позиционирования и зажима.
Какое применение приспособлений?
Приспособление — это обрабатывающее устройство, используемое для быстрого закрепления заготовки во время обработки, чтобы станок, инструмент и заготовка сохраняли правильное взаимное положение. Инструменты и приспособления являются неотъемлемой частью механической обработки. Движимая развитием технологии станков в направлении высокой скорости, высокой эффективности, точности, компаундирования, интеллекта и защиты окружающей среды, технология крепления движется в направлении высокой точности, высокой эффективности, модульности, комбинации, универсальность, экономичность.
В широком смысле любой процесс в процессе, приспособление, используемое для быстрой, легкой и надежной установки заготовки, можно назвать приспособлением. Например, приспособления для сварки, приспособления для осмотра, приспособления для сборки, приспособления для станков и т. Д. Среди них приспособления для станков являются наиболее распространенными, часто называемыми приспособлениями.
При обработке заготовки на станке для приведения поверхности заготовки в соответствие техническим требованиям по размерам, геометрии и точности взаимного позиционирования с другими поверхностями, указанными на чертеже, заготовку необходимо установить (установить) и зажать перед механической обработкой. Применение приспособлений для станков способствует обеспечению точности обработки заготовок и стабилизации качества продукции. Способствует повышению производительности труда и снижению затрат. Выгодно улучшать условия труда работников и обеспечивать безопасное производство. Выгодно расширить технологический диапазон станка и реализовать многоцелевое назначение одного станка.
Приспособление обычно состоит из позиционирующего элемента (определяющего правильное положение заготовки в приспособлении), зажимного устройства, направляющего элемента для установки инструмента (определяющего относительное положение инструмента и заготовки или направляющего направление инструмента), делительное устройство (позволяющее устанавливать заготовку за одну установку). Завершите обработку нескольких станций, включая поворотное делительное устройство и линейное движущееся делительное устройство), соединительные элементы и зажимной корпус (зажимное основание) и другие компоненты. Использование светильников также очень высоко у производителей электроники. Для повышения эффективности производства и качества продукции в производстве приспособления для оснастки часто используются на средних и поздних этапах производства для функциональных испытаний или вспомогательной сборки (которые могут быть собраны с фиксированной формой и высотой и т. д.).
Расширенные функции приспособлений и приспособлений:
- Приспособления должны предотвращать ошибки оператора и нестабильность.
- Приспособление должно обеспечивать плавное перемещение заготовки.
- Приспособление должно облегчать удаление стружки.
- Светильник должен обеспечивать безопасность эксплуатации.
Каковы распространенные типы приспособлений?
Приспособления для токарных станков, приспособления для фрезерных станков, приспособления для сверления, приспособления для сварки, приспособления для шлифовальных станков, приспособления для сборки, цанги специальной конструкции и т. д.
Каковы методы классификации приспособлений и приспособлений?
- Различают по способу обработки:
Виды механической обработки можно условно разделить на токарную, фрезерную, сверлильную, нарезную, электроэрозионную, шлифовальную, зубообрабатывающую и другие методы обработки. Крепления, отличные от механической обработки, имеют различные применения, такие как сборка и проверка. - Различают по типу крепления и способу изготовления:
- Универсальные приспособления: стандартные приспособления, такие как тиски, трехкулачковые патроны и наборы универсальных приспособлений, больше подходят для заготовок правильной формы, например, квадратной или круглой.
- Комбинированное приспособление: приспособление, состоящее из стандартной подложки, позиционирующих и зажимных частей, которое можно разобрать для других заготовок, и приспособление, которое можно быстро собрать для зажима заготовок неправильной формы.
- Специальные приспособления: Специальные приспособления, предназначенные для отдельных заготовок.
- Универсальные приспособления: стандартные приспособления, такие как тиски, трехкулачковые патроны и наборы универсальных приспособлений, больше подходят для заготовок правильной формы, например, квадратной или круглой.
- Отличие по источнику силы захвата:
- Ручные зажимы: Различные зажимы, в которых оператор использует инструменты для фиксации заготовки, например, зажим с помощью винтов или использование быстрозажимных зажимов для зажима заготовки, являются ручными зажимами.
- Автоматическое приспособление: приспособление, которое может автоматически фиксировать заготовку с помощью электромагнитной силы, давления воздуха, давления масла, усилия пружины и т. д.
Процедуры планирования и проектирования зажимных приспособлений:
В процессе проектирования CAD-система является эффективным инструментом черчения, и многие компании могут предоставить чертежи компонентов приспособления для использования в проекте, что экономит время черчения.
Основные этапы проектирования светильников —
- Шаг 1: Уточните требования к конструкции светильников.
- Шаг 2: Соберите различную соответствующую информацию.
- Шаг 3: Определите тип крепления.
- Шаг 4: Оцените стоимость приспособления.
- Этап 5: Окончательный процесс проектирования приспособления — чертеж, выбор деталей и планирование обработки.
Приспособления и приспособления: 6 способов повысить эффективность производства с помощью 3D-печати
Будь то приспособления, приспособления или захваты, инструменты остаются жизненно важной, хотя и кажущейся обыденной частью производственного процесса. Независимо от сложности ваших изделий, производительность и эффективность вашего производства зависят от наличия высококачественных вспомогательных инструментов.
За последние несколько лет произошел радикальный сдвиг в том, как производятся эти вспомогательные инструменты: от Volkswagen до Boeing, Jabil и других ведущих производителей увидели преимущества 3D-печати как средства изготовления инструментов.
Так как же 3D-печать этих вспомогательных средств может помочь производителям добиться бережливого производственного процесса?
Содержание
Важность приспособлений и приспособлений
Повышение эффективности и производительности производства является ключевой задачей производителей. Приспособления и приспособления — это производственные вспомогательные средства, используемые для повышения надежности, точности и качества производственного процесса при минимизации продолжительности производственного цикла и повышении безопасности рабочих.
Основное назначение зажимных приспособлений, зажимных приспособлений и производственных вспомогательных средств состоит в том, чтобы обеспечить точный, воспроизводимый и взаимозаменяемый производственный процесс при сокращении производственного времени и человеческих ошибок.
Приспособления
Приспособление — это инструмент, который удерживает и поддерживает заготовку, одновременно направляя режущий или обрабатывающий инструмент для конкретной операции. Наиболее распространенным типом зажимных приспособлений являются сверлильные приспособления, которые направляют сверло в нужное место.
Светильники
Приспособления удерживают, поддерживают и фиксируют заготовку (но не направляют режущий инструмент) в процессе обработки или сборки. Крепления обычно прикрепляются к машине, и каждое приспособление должно соответствовать определенной детали или форме.
Приспособления и приспособления жизненно важны для оптимизации производственных процессов, и их преимущества включают:
- Уменьшение количества отходов
- Повышение точности и воспроизводимости процессов
- Снижение уровня требуемых навыков (для работы с приспособлениями и приспособлениями)
- Повышение производительности
Инструменты для 3D-печати: разрыв с традициями
В 2021 году более половины (57%) компаний, опрошенных Jabil, сообщили, что они используют 3D-печать для инструментов, приспособлений и приспособлений, по сравнению с 30% в 2017 г. и 37% в 2019 г.
Традиционные методы производства требуют, чтобы приспособления и приспособления были изготовлены на станке с ЧПУ или сварены и собраны вручную. Этот процесс может занять несколько дней (или недель, если он передан на аутсорсинг), не в последнюю очередь потому, что обработка деталей требует тщательного планирования и квалифицированных операторов станка.
Неудивительно, что использование традиционных методов производства приводит к длительным срокам выполнения заказов и высоким производственным затратам, а также дает небольшую гибкость при внесении новых изменений в конструкцию.
3D-печать, однако, является идеальной альтернативой. С помощью 3D-принтера вы можете производить приспособления и приспособления по запросу, за небольшую часть стоимости материала, и можете повторять по мере необходимости.
Почему 3D-печать?
1. Сокращение времени выполнения заказов
Ключевым преимуществом 3D-печати является скорость изготовления деталей. Поскольку 3D-печать — это цифровой производственный процесс, в котором используются 3D-модели САПР, все, что требуется, — это загрузить указанную модель САПР, и ваша деталь может быть напечатана в течение нескольких часов.
Это дает значительные преимущества при изготовлении зажимных приспособлений и приспособлений. При традиционном производстве изготовление оснастки может занимать дни или даже недели и включать в себя несколько этапов обработки. Однако с 3D-печатью большая часть производственного процесса автоматизирована, что требует меньшего вмешательства человека и ускоряет производственный процесс.
Реальных примеров множество: Volkswagen Autoeuropa, крупнейший автомобильный завод Португалии, сообщил об экономии времени на 89 % за счет 3D-принтеров и приспособлений. Исследование, проведенное Stratasys, рассказывает аналогичную историю: по словам производителя, шаблоны и приспособления для 3D-печати могут привести к сокращению времени выполнения заказа до 9 раз.0%.
Скорость, с которой можно изготавливать зажимные приспособления и приспособления с помощью 3D-печати, означает, что она также идеально подходит для создания нескольких итераций устройства, что способствует инновационным, новым изменениям конструкции.
Часто несколько итераций могут быть разработаны и напечатаны в один и тот же день. Сравните это с высокими затратами и длительными сроками использования внешнего поставщика, и преимущества аддитивного производства очевидны.
Эти преимущества означают, что инженерам не нужно страдать от длительных циклов разработки и длительных периодов времени между получением итераций из механического цеха. У них есть свобода и гибкость для внесения изменений в дизайн вплоть до производства.
2. Снижение затрат
Наряду с экономией времени 3D-печать обеспечивает значительное снижение производственных затрат. Часто производство зажимных приспособлений, приспособлений и другого инструментального оборудования передается на аутсорсинг внешним поставщикам.
В отличие от этого, 3D-печать бросает вызов этому подходу, позволяя производителям внедрять технологию внутри компании. Эта новая стратегия — мелкосерийное производство инструментов собственными силами — означает, что производители могут сократить расходы на аутсорсинг.
Например, Liberty Electronics, производственная мастерская по контракту, производящая высококачественные сборки для военной и аэрокосмической промышленности в Пенсильвании, сэкономила 85% стоимости нестандартного инструмента, напечатав его на 3D-принтере самостоятельно, а не на аутсорсинге.
Запасы — еще одна область, в которой производители могут значительно сократить расходы с помощью 3D-печати. Вместо того, чтобы хранить инструментальное оборудование, аддитивное производство обеспечивает производство по требованию, поэтому инструменты можно производить, когда это необходимо.
Наконец, поскольку 3D-печать является аддитивным, а не субтрактивным процессом, производители могут легко свести к минимуму потери материалов, сократив материальные затраты.
3. Улучшенная эргономика
Поскольку приспособления и приспособления требуют физической обработки рабочими на производственном участке, создание легких деталей, с которыми легко обращаться, должно быть приоритетом для производителей.
Здесь 3D-печать может очень помочь за счет снижения веса. Высокопроизводительные материалы, например, являются отличной альтернативой процессам резки металла и обеспечивают более легкий вариант. Более легкие инструменты также означают большее удобство использования для рабочих на производстве.
Аддитивное производство позволяет инженерам создавать улучшенные инструменты, точно соответствующие требованиям рабочих.
[Изображение предоставлено Eckhart]
Среда сборки является жесткой, и повторяющиеся задачи могут быть невероятно тяжелыми для сотрудников, говорит Боб Хит, инженер по приложениям AM в Eckhart, одном из лидеров передовых промышленных решений. Одним из преимуществ аддитивного процесса в Eckhart является разработка индивидуальных эргономичных инструментов, которые также намного легче, чем инструменты традиционной конструкции.
Компания постоянно совершенствует эргономику инструментов с помощью 3D-печати, учитывая отзывы конечных пользователей, и в то же время делает задачи более легкими, безопасными, более воспроизводимыми и точными для рабочих на сборочной линии.
Например, это эргономичный кошмар для сборщика, которому приходится каждые 45 секунд устанавливать щетку стеклоочистителя на новый автомобиль, въезжающий на станцию.
Итак, Eckhart в партнерстве со Stratasys разработали приспособление для 3D-печати, которое располагается вне корпуса двигателя стеклоочистителя, помогая оператору присасывать инструмент к ветровому стеклу автомобиля.
Прочно закрепленное место, полученное благодаря использованию нового зажимного приспособления, позволяет сборщику последовательно устанавливать щетку стеклоочистителя и устраняет любые доработки или проблемы с качеством на последующих этапах.
Читайте также: Интервью с инженером по аддитивному производству Eckhart по 3D-печати, автоматизации и промышленности 4.0
4. Большой выбор материалов
В 3D-печати доступен широкий спектр материалов, от пластмасс и металлов до резины и воска . 3D-печать из нескольких материалов — это быстро растущая область интересов, в которой материалы объединяются для создания новых материалов с улучшенными механическими свойствами. Например, напечатанные на 3D-принтере детали могут быть химически и термостойкими или обладать устойчивостью к ультрафиолетовому излучению.
Одним из наиболее значительных последствий для шаблонов и приспособлений является разработка высокоэффективных материалов, таких как PEKK или ULTEM, и композитов, которые могут создавать прочные и легкие детали инструментов с улучшенными механическими свойствами.
5. Улучшенная производительность
3D-печать может помочь улучшить производительность приспособлений и приспособлений, предоставляя более простой способ создания новых и улучшенных конструкций. Ранее достижение этого было бы колоссальной задачей из-за уровня усилий и затрат, необходимых для производства новых производственных приспособлений традиционными методами
AM позволяет добавлять такие функции, как серийные номера, даты изготовления и другие ключевые данные, что позволяет улучшить управление и отслеживание запасов.
Компоненты, которые будут разделены в процессе обработки, могут быть объединены при 3D-печати. Это сведет к минимуму зазоры и нежелательное скопление пыли и стружки (например, для обрабатывающего инструмента).
6. Персонализация
Наконец, 3D-печать облегчает создание индивидуальных продуктов. В сочетании с возможностью создания сложной геометрии, технология может быть легко использована для производства сложных индивидуальных инструментов, которые в противном случае были бы недостижимы при использовании традиционных методов производства.
А возможности индивидуальной настройки имеют преимущества в целом ряде отраслей, например, в области медицинских устройств. Здесь 3D-печать уже используется для создания хирургических шаблонов, что сокращает время операции и обеспечивает лучший опыт для пациентов.
3D-печатные приспособления и приспособления в действии
Многие производители уже используют преимущества 3D-печати для производства инструментов с экономической и производственной точки зрения.
Производство
Jabil
Вспомогательные средства для производства, напечатанные на 3D-принтере [Изображение предоставлено Jabil]
Jabil — глобальная компания по оказанию производственных услуг, имеющая 100 предприятий в более чем двадцати странах мира. Имея свой арсенал систем Ultimaker AM, компания уже исследует возможности 3D-печати для производства приспособлений и приспособлений. Его предприятие в Оберн-Хиллз в Мичигане является пионером в производстве инструментов с использованием аддитивного производства.
«Мне кажется, что в конечном итоге все приспособления и приспособления будут напечатаны на 3D-принтере, некоторые из пластика, некоторые из металла, но в конечном итоге это имеет смысл». – Джон Дульчинос, Джабил.
С помощью этой технологии компания может производить разовые партии приспособлений и приспособлений с несколькими итерациями конструкции без каких-либо ограничений по стоимости. Теперь предприятие может снизить стоимость инструментов до 30% и сократить необходимое время на 80%, одновременно повышая удовлетворенность клиентов.
«3D-печатные инструменты и приспособления — это область, в которой большинство производителей могут извлечь выгоду при применении 3D-печати в своих существующих процессах», — сказал Тим ДеРозет, директор по аддитивному производству Jabil.
Аэрокосмическая промышленность
Moog Aircraft Group
Компания Moog Aircraft Group, производитель аэрокосмической и оборонной техники, использует технологию моделирования наплавленных слоев (FDM) для 3D-печати приспособлений для координатно-измерительной машины (КИМ). По данным компании, передача производства приспособлений для КИМ на аутсорсинг привела к тому, что время от концепции до финальной части составило от четырех до шести недель. Однако с помощью 3D-печати компания может производить такие же светильники самостоятельно примерно за 20 часов. Цена на приспособления для КИМ, напечатанные на 3D-принтере, также упала с 2000 до пары сотен фунтов.
Boeing
Однако 3D-печать полезна не только для небольших производственных вспомогательных средств. В 2016 году в рамках совместного проекта между Boeing и Окриджской национальной лабораторией (ORNL) Министерства энергетики в Теннесси был изготовлен впечатляюще большой инструмент для обрезки и сверления, напечатанный на 3D-принтере, для самолета Boeing 777X, установив мировой рекорд на то время для самого большого 3D-печатный объект.
Инструмент для обрезки и сверления, ранее изготавливавшийся с использованием традиционных методов производства из металла, был напечатан на 3D-принтере из АБС-пластика, армированного углеродным волокном, всего за 30 часов. Быстрое производство было достигнуто благодаря запатентованной машине для аддитивного производства больших площадей (BAAM), разработанной в основном для крупномасштабных приложений аддитивного производства.
Читайте также: 4 впечатляющих применения крупномасштабной 3D-печати
Автомобильная промышленность
BMW
[Изображение предоставлено BMW Group]
также широко используется в автомобильной промышленности. Одним из примечательных примеров является BMW: немецкий автопроизводитель использовал моделирование наплавленного металла для производства ручных инструментов для сборки и испытаний в качестве альтернативы традиционным методам металлообработки, таким как фрезерование или токарная обработка. Благодаря 3D-печати вес эргономичных инструментов был уменьшен на 72 %, что упростило их использование для рабочих и повысило функциональность устройства.
Renault Sport F1
3D-печать также была ценным решением для изготовления оснастки в Renault Sport Formula 1. Среди многих применений 3D-печати компания использовала стереолитографию (SLA) для изготовления шаблонов для выхлопной системы его гоночная машина.
До внедрения аддитивного производства Renault использовала станки с ЧПУ для изготовления своих шаблонов, что могло занимать несколько дней, а сборка предварительно обработанных деталей могла занимать неделю. Напротив, при аддитивном производстве 15 шаблонов можно изготовить за ночь, что значительно экономит время.
Дополнительная литература: 3D-печать и Формула-1: 5 тенденций в автоспорте
Как максимально эффективно использовать приспособления и приспособления 3D-печать
Оптимизация конструкции инструментов
Успешная 3D-печать начинается с проектирования вспомогательных средств . Потратьте некоторое время на то, чтобы подумать, какие дополнительные функции могут быть встроены в шаблон или приспособление на этапе проектирования, чтобы воспользоваться преимуществами гибкости дизайна AM. Небольшие элементы, которые было бы трудно обрабатывать, и геометрия, считающаяся невозможной из-за зазора инструмента при фрезеровании или токарной обработке, — все это относится к процессам аддитивного производства.
Что интересно, так это то, что компании AM в настоящее время активно разрабатывают автоматизированные решения, чтобы ускорить процесс проектирования и дать возможность инженерам быстро оценить варианты дизайна, прежде чем что-либо печатать на машине. Такой инструмент может быть полезен для проектирования инструментов.
Например, Ford продемонстрировал, как автоматизация может сократить время разработки инструментов с часов до минут.
В партнерстве с немецкой компанией Trinckle, занимающейся разработкой программного обеспечения, автопроизводитель получил доступ к программному обеспечению, которое могло автоматически генерировать геометрию инструмента в соответствии с контуром автомобиля и формировать основу нового приспособления. Простым щелчком инженеры могли также добавить такие элементы, как ручки, магнитные крепления для фиксации и направляющие по краям.
Автоматизация процесса проектирования этой детали сэкономила несколько часов работы, сократив процесс проектирования до 10 минут. Ford считает, что такой подход может сэкономить тысячи евро на каждом инструменте.
Производитель оборудования Stratasys также разрабатывает решения для автоматизации трехмерного проектирования инструментов в сотрудничестве с компанией-разработчиком программного обеспечения nTopology.
Это новое решение, получившее название Fixture Generator, позволяет инженерам подготавливать детали инструмента простым перетаскиванием. Это достигается за счет использования программного ядра nTopology для оптимизации топологии, которое оптимизирует конструкции деталей с учетом конечного применения. Вы можете запросить доступ к Fixture Generator здесь.
Оцифровка инвентаря для удобного повторного заказа инструментов, напечатанных на 3D-принтере
Цифровой каталог деталей может значительно упростить заказ и повторный заказ деталей, напечатанных на 3D-принтере. [Изображение предоставлено AMFG]
Если вы регулярно печатаете много инструментов, вам следует подумать об оптимизации рабочего процесса для их заказа.
Многие компании, внедряющие 3D-печатные приспособления и приспособления, часто хранят файлы дизайна в общих папках, в то время как инженерам необходимо отправлять запросы по электронной почте для заказа своих инструментов. В то же время менеджеры 3D-отделов должны сортировать электронные письма и просматривать папки и электронные таблицы, чтобы найти запрошенные файлы и их производственные требования для отправки их в производство.
Понятно, почему этот рабочий процесс не очень эффективен: он неудобен для инженеров, заказывающих детали, и отнимает много времени и подвержен ошибкам для специалистов по 3D-печати.
Альтернативным, более эффективным решением было бы создание цифрового каталога с файлами 3D-дизайна И производственными требованиями. Предоставив его инженерам, компании могут упростить заказы и планирование производства, если каталог также интегрирован с аддитивной системой MES.
Читайте также: 4 способа, как цифровая инвентаризация может поддержать ваши операции аддитивного производства производственный процесс. AM является идеальной альтернативой обеспечению эффективного производственного процесса, помогая производить зажимные приспособления, приспособления и другие приспособления в кратчайшие сроки и с меньшими затратами.
Заглядывая вперед, поскольку производство инструментов становится все более индивидуальным делом, производители, которые уже внедрили 3D-печать, смогут воспользоваться преимуществами более оптимизированного производственного процесса и добиться значительного повышения эффективности и качества на производственных и сборочных линиях.
Инструменты и приспособления – Clairon Metals Corporation
Инструменты и приспособления
В Clairon Metals Corporation мы предлагаем полный комплекс услуг по проектированию и изготовлению инструментов и приспособлений в одном удобном месте. От концепции до завершения наша команда сопровождает клиентов на протяжении всего производственного процесса, включая проектирование, прототипирование, тестирование и производство. Вооруженный самым современным оборудованием, таким как фрезерные станки с ЧПУ и электроэрозионные станки, сверлильные станки, плоскошлифовальные станки и печи для термообработки, наш собственный инструментальный отдел производит высококачественные инструменты и приспособления, адаптированные к уникальным требованиям наших клиентов. требования.
Наши возможности включают:
- Проектирование и разработку (с использованием SolidWorks, LogoPress, Prog Blank Companion и Forming Simulations)
- Проволочная электроэрозионная обработка и обработка с ЧПУ (с использованием 3D Master CAM для создания траектории резака)
- Обычная обработка
- Термическая обработка
- Нарезание резьбы в штампе
- Разработка и изготовление штампов с прогрессивным и однократным ударом
- Проектирование и изготовление приспособлений для сварки и проверки
- Проектирование и установка защиты штампа в автоматизированной прогрессивной оснастке
- Семь магазинов-партнеров для выполнения крупных программ
Ниже мы более подробно обсудим наши инструменты и возможности крепления.
Услуги электроэрозионной обработки и обработки с ЧПУ
Как электроэрозионная обработка проволоки, так и обработка с ЧПУ являются субтрактивными производственными процессами, то есть они удаляют материал из заготовки для достижения желаемой формы и размера. Во время наших операций электроэрозионной обработки и обработки с ЧПУ мы используем программное обеспечение 3D Master CAM, чтобы установить траекторию резки для нашего оборудования.
Электроэрозионная обработка проволоки
Электроэрозионная обработка проволоки (ЭЭО) использует электрический ток для резки проводящего материала. Процесс включает в себя пропускание тока через провод и подведение провода к заготовке. Если напряжение достаточно велико, а расстояние между проволокой и заготовкой достаточно мало, между проволокой и заготовкой возникает искра, т. е. электрический разряд. Эта искра используется для постепенного удаления материала с заготовки для формирования разреза. Операции электроэрозионной обработки проволоки требуют, чтобы заготовка была погружена в диэлектрическую жидкость, чтобы облегчить протекание тока и снизить риск теплового повреждения и деформации.
По сравнению с другими производственными процессами проволочная электроэрозионная обработка имеет ряд преимуществ, в том числе:
- Меньший риск механических деформаций: Проволочная электроэрозионная обработка подходит для обработки материалов, в том числе твердых, без применения высоких давлений.
- Меньшая потребность в термообработке после механической обработки: Поскольку этот процесс легко подходит для широкого спектра проводящих материалов, необходимость во вторичной термообработке практически отсутствует
- Более высокое качество деталей и процессов: проволочные электроэрозионные станки часто автоматизированы, что позволяет производителям достигать более высокой точности и аккуратности.
Проволочная электроэрозионная обработка обычно используется для изготовления металлических компонентов, так как основной материал должен быть способен проводить электричество. Детали и продукты, созданные в ходе этого процесса, находят применение в различных отраслях, включая аэрокосмическую, автомобильную, электронную и медицинскую.
Обработка с ЧПУ
Обработка с числовым программным управлением (ЧПУ) использует предварительно запрограммированное компьютерное программное обеспечение для управления трехмерными движениями и действиями режущих инструментов по заготовке. По сравнению с ручной обработкой, он обеспечивает более высокую точность и аккуратность резки. Термин «обработка с ЧПУ» охватывает широкий спектр операций, включая токарную обработку, фрезерование, сверление и шлифование, каждая из которых использует специализированные инструменты и станки для достижения своей цели. Технология ЧПУ также может быть интегрирована в другое производственное оборудование, такое как плазменные, лазерные, водоструйные и электроэрозионные станки. В целом, эти станки с ЧПУ позволяют производить высокоточные, высокоточные детали и изделия в широком диапазоне конструкций, материалов и размеров. Эти компоненты используются в промышленном и коммерческом секторах.
Услуги традиционной механической обработки
Операции механической обработки можно разделить на две основные категории: обычные и нетрадиционные.
Обычные процессы механической обработки обычно требуют некоторой степени участия человека-оператора. Кроме того, они требуют прямого контакта между режущим инструментом и заготовкой во время операций. Примеры включают сверление, фрезерование и токарную обработку.
Напротив, нетрадиционные процессы механической обработки могут выполняться практически без участия оператора, поскольку в них используется автоматизированное оборудование. Эти процессы также не требуют контакта между режущим инструментом и заготовкой. Примеры включают электроэрозионную обработку, лазерную резку и плазменную резку.
Услуги по проектированию и изготовлению прогрессивных и однократных штампов
Мы предлагаем услуги по проектированию и изготовлению прогрессивных и однократных штампов, которые используются в операциях штамповки для формирования и деформации металла в желаемую форму.
- Прогрессивная матрица штамповка использует ряд станций в одной матрице для постепенной обрезки, придания формы и формы, а затем обрезки материала, который подается рулонами в штамповочный пресс. Каждая штамповочная станция вносит пошаговые изменения в заготовку, которая автоматически перемещается на следующую станцию после каждого хода вверх с помощью устройства подачи рулонов, которое продвигает материал после каждого хода. Конечный продукт выбрасывается в конце серии.
- Одноразовая штамповка также использует штамп и пресс. Однако это не автоматизированная последовательность, как прогрессивный кубик. Штамповка с одним ударом может быть одним ударом или несколькими ударами либо в одном штампе, либо в нескольких штампах, но каждый удар представляет собой отдельную часть, обычно перемещаемую оператором вручную, при этом оператор отступает и нажимает кнопку запуска для каждого хода пресса. . Компоненты могут быть простыми или сложными, просто добавляя больше штампов и ударов. Этот процесс может быть более экономичным, чем прогрессивная штамповка. Первоначальные затраты на инструменты меньше, но процесс, как правило, медленнее и имеет более высокие эксплуатационные расходы. Это хорошо подходит для небольших объемов, как правило, менее нескольких тысяч деталей в год. Он также хорошо подходит для некоторых деталей очень сложной геометрии и глубокой вытяжки, где конструкция детали требует, чтобы деталь не зависела от рулона стали для производства.
Свяжитесь с Clairon Metals для получения инструментов и приспособлений сегодня!
Основанная в 1989 году, корпорация Clairon Metals с тех пор заработала репутацию ведущего контрактного производителя для клиентов в широком диапазоне отраслей, включая бытовую технику, ОВКВ, товары для дома, электроинструменты и оборудование, спорт и транспорт. На площади 147 000 квадратных футов мы можем разместить оборудование и сотрудников, необходимых для удовлетворения всех потребностей наших клиентов. Наша команда готова и желает довести каждый проект от концепции до завершения в кратчайшие сроки и по минимально возможной цене.
Свяжитесь с нами сегодня, чтобы узнать больше о наших инструментах и приспособлениях или стать партнером для вашего следующего проекта.
Проектирование приспособлений и приспособлений | Prescient Technologies
Приспособления и приспособления
Конструкция приспособлений и приспособлений зависит от множества факторов, которые анализируются для достижения оптимального результата. Кондукторы должны быть изготовлены из жестких легких материалов, чтобы облегчить безопасное обращение, поскольку их необходимо несколько раз поворачивать, чтобы можно было просверливать отверстия под разными углами. Рекомендуется предусмотреть четыре ножки для зажимных приспособлений, которые не закреплены болтами на станке, чтобы приспособление могло раскачиваться, если оно неправильно расположено на столе, и тем самым предупреждать оператора. Сверлильные шаблоны обеспечивают правильное расположение заготовки относительно режущего инструмента, плотно зажимают и жестко поддерживают заготовку во время обработки, а также направляют положение инструмента и закрепляют шаблон на станке.
Для достижения ожидаемых целей приспособления и приспособления состоят из множества элементов:
- Рама или корпус и основание, имеющее элементы для зажима
- Точность и доступность систем индексации или пластин
- Степень автоматизации, производительность и тип станка, на котором будут использоваться приспособления и приспособления
- Втулки и направляющие рамки для приспособлений
- Наличие в станке установочных устройств для ориентации заготовки и подходящего позиционирования
- Вспомогательные элементы
- Прочность рассматриваемого станка
- Уровень точности ожидаемого продукта
- Детали крепления
- Имеющиеся предохранительные механизмы в станке
- Исследование уровня колебаний станка
Приведенные ниже факторы следует учитывать при проектировании, производстве и сборке приспособлений и приспособлений в связи с целевым увеличением производительности, качества продукции, взаимозаменяемости и большей точности.
- Направление инструментов для тонких режущих инструментов, таких как сверла
- Вид операций
- Требования к проверке
- Обеспечение надежного, жесткого и прочного усиления заготовки
- Производство приспособлений и приспособлений с минимальным количеством деталей
- Быстрое и точное позиционирование шаблона или заготовки приспособления
- Быстрая установка и снятие заготовки с шаблона или приспособления
- Сокращение времени настройки
- Необходимо использовать стандартные и качественные детали
- Сокращение времени выполнения заказа
- Легкая утилизация стружки
- Повышенная гибкость
Элементы приспособлений и приспособлений
Основные характеристики приспособлений и приспособлений:
Корпус: Корпус является наиболее выдающимся элементом приспособлений и приспособлений. Он построен путем сварки различных плит и металлов. После изготовления его часто подвергают термообработке для снижения напряжения, поскольку его основная цель — приспособиться и поддержать работу.
Зажимные устройства: Зажимные устройства должны быть простыми и простыми в эксплуатации, без ущерба для эффективности и результативности. Помимо прочного удержания заготовки на месте, зажимные устройства способны удерживать нагрузку на режущий инструмент во время операций. Необходимость зажима заготовки на шаблоне или приспособлении заключается в приложении давления и прижатии ее к установочным компонентам, тем самым закрепляя ее в правильном положении для режущих инструментов.
Фиксирующие устройства: Штифт является наиболее популярным устройством, применяемым для позиционирования заготовки в приспособлениях и приспособлениях. Хвостовик штифта запрессовывается или загоняется в приспособление или приспособление. Установочная ширина штифта сделана больше, чем хвостовик, чтобы предотвратить его вдавливание в приспособление или корпус приспособления из-за веса режущих инструментов или заготовки. Он изготовлен из закаленной стали.
Втулка кондуктора или направляющая инструмента : Направляющие детали, такие как втулки кондуктора и шаблоны, используются для размещения режущего инструмента относительно обрабатываемого компонента. При сверлении и растачивании применяются кондукторные втулки, которые должны быть износостойкими, взаимозаменяемыми и точными. Втулки в основном изготавливаются из надежной марки инструментальной стали, что обеспечивает закалку при низкой температуре, а также снижает риск образования трещин при пожаре.
Выбор материалов
Существует широкий спектр материалов, из которых могут быть изготовлены приспособления и приспособления, чтобы противостоять разрыву и износу, материалы часто закаляются и закаляются. Также используются фосфористая бронза и другие цветные металлы, а также композиты и нейлоны для снижения износа сопрягаемых деталей и предотвращения повреждения технологической детали. Некоторые из материалов обсуждаются ниже:
- Фосфористая бронза: фосфористая бронза используется в производстве приспособлений и приспособлений для процессов, включающих изготовление взаимозаменяемых гаек в зажимных системах, таких как тиски, а также встроенных подачах, для которых требуются винты. Поскольку изготовление винтов является дорогостоящим, а также требует много времени, снижение их разрыва и износа часто достигается за счет использования сменных бронзовых ответных гаек, изготовленных из фосфористой бронзы.
- Штамповые стали: три варианта штамповых сталей — с высоким содержанием хрома (12%), с высоким содержанием углерода (1,5-2,3%) и стали для холодной обработки применяются в производстве приспособлений и приспособлений для изготовления резьбонарезных роликов, а также нарезка пресс-инструментов. Штамповые стали, легированные ванадием и молибденом для сохранения прочности при очень высоких температурах, применяются при изготовлении зажимных приспособлений и приспособлений, которые используются в высокотемпературных рабочих процессах, включая процессы экструзии, ковки и литья.
- Быстрорежущие стали: Быстрорежущие стали, содержащие большее количество вольфрама и меньшее количество хрома и ванадия, обладают высокой ударной вязкостью, сохраняют твердость при высоких температурах и обладают отличной износостойкостью, сопротивлением разрыву и ударной нагрузке. В закаленном виде применяются для изготовления приспособлений и приспособлений для операций развертывания, сверления, растачивания и резания.
- Углеродистая сталь: после закалки в масле углеродистая сталь применяется при изготовлении некоторых деталей зажимных приспособлений и приспособлений, которые подвержены износу, таких как локаторы и зажимные втулки.
- Мягкие стали: Мягкая сталь, которая содержит около 0,29% углерода, очень дешева и из-за своей доступности часто является лучшим материалом для изготовления зажимных приспособлений.
Другие материалы для изготовления приспособлений и приспособлений включают нейлон и волокно, стальное литье, нержавеющую сталь, чугун, высокопрочную сталь, цементируемую сталь и пружинную сталь.
Ссылка
Charles ChikwenduOkpala, EzeanyimOkechukwu C «Дизайн и необходимость приспособлений и приспособлений в производстве» Science Research.Vol. 3, № 4, 2015. С. 213-219.. DOI: 10.11648/j.sr.20150304.19
производство
инженерия
дизайн
Джиги
Светильники
Инструменты
Инструменты
машина
Пред.
Следующий
приспособлений и приспособлений с помощью промышленной 3D-печати
приспособлений и приспособлений с помощью промышленной 3D-печати — Stratasys
США и Канада
Выберите страну и регион
- Америка
- Английский
- Эспаньол (Мексика)
- Португальский (Бразилия)
- EMEA
- английский (Великобритания)
- немецкий
- испанский
- французский
- итальянский
- Азиатско-Тихоокеанский регион
- 中文(简体)
- 日本語 (日本)
- 한국어 (대한민국)
- Английский (Индия)
США и Канада
Удовлетворяйте спрос как никогда раньше.
Когда при производстве объединяются удобство и качество, результаты говорят сами за себя. Возможность печатать на 3D-принтере приспособления и приспособления всякий раз, когда они вам нужны, снижает затраты, повышает безопасность и эффективность.
Будьте готовы удовлетворить спрос как никогда раньше.
Узнайте о компаниях, внедряющих 3D-печать в заводских условиях
Сокращение расходов для повышения прибыльности.
Аддитивное производство позволяет создавать приспособления и приспособления быстрее и с меньшими затратами, чем современные методы производства, без ущерба для качества или производительности. Благодаря быстрому обороту, консолидации деталей и практически не требующему труда производству инструменты для 3D-печати обеспечивают значительную экономию средств.
Сократите цикл разработки
.
Сократите цикл разработки шаблонов для 3D-печати с месяцев до 90 351 недели. Благодаря печатным прототипам и интеграции с GrabCAD
Print стало проще, чем когда-либо, быстро отслеживать цикл проектирования. А благодаря разработкам
в области прочных материалов вы сможете продолжать соответствовать строгим производственным требованиям
.
Создавайте прочные и легкие зажимные приспособления и приспособления, напечатанные на 3D-принтере,
легко настраиваемые для конкретного применения, лучше
Эргономика и безопасность оператора.
«Мы можем изготовить легкий и прочный инструмент на 66 % быстрее, чем с
ЧПУ обработки. Эта часть проекта была завершена раньше срока
и снизить себестоимость производства более чем на 50%».
Дарио Гонсалес Фернандес, генеральный директор Indaero
Инструментальные приложения
Монтажные приспособления
Учить больше
Ревизионные приспособления
Учить больше
Концевой инструмент (EOAT)
Учить больше
Повышение производительности.
Сокращение затрат.
Liberty Electronics использует 3D-печать для экономии времени и средств при изготовлении нестандартных инструментов.
Узнайте, как они добились 85-процентной экономии на 3D-печатных деталях по сравнению с аутсорсингом.*
Читать полностью
Материалы.
С нашими материалами вы можете выйти за рамки использования 3D-печати для прототипирования. Распечатайте сами инструменты, выбрав из целого ряда композиционных материалов, идеально подходящих для вашего применения.
FDM TPU 92A
FDM TPU 92A представляет собой термопластичный полиуретан для гибких деталей из эластомера.
Учить больше
Нейлон FDM 12CF
Нейлон FDM 12CF (наполненный углеродом) отличается самым высоким отношением прочности к весу и жесткостью среди всех материалов FDM.
Учить больше
ASA
ASA похож на ABS, но устойчив к ультрафиолетовому излучению и обеспечивает более гладкую поверхность печати.
Учить больше
Принтеры FDM для приспособлений и приспособлений.
Независимо от того, нужны ли вам инструменты, большие или маленькие, простые или сложные, наши принтеры и материалы сделают процесс простым, надежным и экономичным.
F123 Серия
Наши принтеры серии F123 — это самые доступные и простые в использовании 3D-принтеры промышленного класса.
Ознакомьтесь с серией F123
Fortus 380 CF
Если работа требует эксклюзивного производства точных высокопрочных деталей для тяжелых условий эксплуатации, положитесь на Fortus 380mc Carbon Fiber Edition.
Ознакомьтесь с Fortus 380CF
Fortus 450mc
Fortus 450mc изготавливает детали из знакомых вам материалов, но с повышенной сложностью и высокими требованиями, предъявляемыми к современным производителям.
Откройте для себя Fortus 450mc
F900
Созданный для производства принтер F900 обеспечивает согласованность и надежность при печати больших деталей или объемных заданий.
Исследуйте F900
Связанный контент
Спросите эксперта
Спросите у наших экспертов, как вы можете извлечь выгоду из распечатанных на 3D-принтере приспособлений и приспособлений и создавать индивидуальные инструменты по запросу с меньшими затратами, чем механические инструменты.
Посмотреть больше
Запросить образец
Запросите образец 3D-печатного нейлона, армированного углеродным волокном, чтобы лично убедиться в возможностях более эффективного инструмента.