Схема крепления металлочерепицы саморезами
На данный момент такой кровельный материал, как металлочерепица, является практически самым популярным, соответственно востребованным из всех, что используются в качестве покрытия крыши зданий и сооружений.
Высокие показатели известности основаны на таких важных факторах, как оптимальная долговечность продукта, прочность, которые идеально соотносятся с доступной для широкого круга потребителей стоимостью. Нельзя также не отметить высокое качество материала с его эстетичным внешним видом.
Металлочерепица отличается относительной простотой в процессе монтажа, особенности, если известны основные правила и требования, которые при установке и креплении обязательно должны быть осуществлены. Решение такого вопроса, как крепить металлочерепицу, является одной из самых важных операций, которые в той или иной мере определяют уровень их надежности, а также всей конструкции.
Что нужно знать?
Прежде чем начать процесс монтажа и крепление металлочерепицы, требуется внимательно изучить основные правила и требования по осуществлению работ такого плана. Их достаточно много, но наиболее важными являются такие факторы, как:
Их достаточно много, но наиболее важными являются такие факторы, как:
- Для резки материала правильно использовать специальные пилы, которые оснащены особыми дисковыми резцами, также потребуются качественные профессиональные ножницы, предназначенный для резки металла.
- При работе с шуруповертом стоит ограничить момент вращения, чтобы точно избежать холостого проворачивания крепежей, монтированных в обрешетку. Стойкость крепления в данном случае может быть достаточно сильно нарушена и ослаблена, что совершенно недопустимо при работе с кровлей.
Важно! Настоятельно не рекомендуется применять болгарку, так как при осуществлении работ с данным материалом она в состоянии сильно разрушить все защитные слои, предназначенные для надежности металлочерепицы к коррозийным процессам.
Некачественное крепление также может привести к сильным деформациям прокладки и к плохой герметизации отверстий. Перед началом всех основных работы очень важно правильно установить данный параметр у шупуповерта.
Перед началом всех основных работы очень важно правильно установить данный параметр у шупуповерта.
Важно! При проведении работ такого плана требуется следить за тем, чтобы по завершении вкручивания прокладка была немного сжата. Необходимо при осуществлении работ следить за вкручиванием каждого самореза, нельзя допускать их недокручивания.
- При проведении таких, как работ, как крепление металлочерепицы, требуется запастись специальной одеждой. Обувь должна быть с мягкой подошвой. Это необходимо чтобы не испортить внешний вид материала. Также правильно целенаправленно наступать в зону, где располагается обрешетка, то есть в прогибы.
- Процесс крепления кровельного отделочного к установленной обрешетке должен производиться строго перпендикулярно обрешеточным планкам.
- Перед проведением работ важно прикинуть расход крепежных материалов. Их требуется примерно 8 штук на метр квадратный.

- Если были обнаружены небольшие царапины или иные повреждения верхнего полимерного слоя материала, требуется сразу закрасить их составом из баллончика точно такого же цветового оттенка. Точно такая же операция производится при работе с саморезами.
- Чтобы крепление данного кровельного материала было проведено правильно, специалисты советуют приобретать специальные саморезы, которые обычно идут в комплекте с качественной резиновой прокладкой. В процессе приобретения их можно подобрать строго по цвету металлочерепицы.
- Монтаж металлочерепицы осуществляется в зависимости от того, с крышей какой формы проводятся работы. Если она двускатная, то с торцевой ее части, если распространенная шатровая, то все начинается оттуда, где присутствует конек, то есть с самой высшей ее точки.
Важно! Крепить листы правильно так, чтобы один элемент покрывал каждый предыдущий.
Как грамотно осуществлять закрепление листов
Прежде чем описать процесс крепления металлочерепицы, стоит немного внимания заострить на такой важной для каждой крыши, как обрешетка. Это специальная конструкция, которая выполнена из деревянных досок, каждая из которых имеет строго одинаковый размер.
Это специальная конструкция, которая выполнена из деревянных досок, каждая из которых имеет строго одинаковый размер.
Монтируются данные элементы на одинаковом расстоянии друг относительно друга, также оно должно в обязательно порядке совпадать с шагом, который присутствует у металлочерепицы. Доски, которые находятся под коньком, а также у карниза очень часто имеют достаточно большие параметры толщины без одновременной поддержки расстояния, находящегося между двумя скатами.
При креплении деталей кровли на скате кровли требуется очень тщательно производить закручивание саморезов, делать это строго по линии, которая обычно расположена немного ниже, примерно на 15 мм от уровня штамповки, расположенной между гребнями.
Если конструкция обрешетки была проведена грамотно, при совершенном соблюдении инструкций и схемам, крепежи в обязательном порядке можно закрутить в какое угодно место, потому как должна присутствовать специальная доска.
Металлочерепица на досках всегда монтируется так, чтобы не было технологического зазора. По этой причине элементы металлочерепицы всегда будут очень плотно прижаты к конструкции обрешетка, а сам кровельный материал не деформируется.
Важно! Основным преимуществом данного метода крепления является тот факт, что установленные крепежи будут совершенно неприметными, потому что находятся в особой тени.
Два метода крепления стыковки
В процессе монтажа такого материала, как металлочерепица, возможно применение одного из нескольких методов осуществления стыковки отдельных элементов кровельного материала. Особой популярностью пользуются два основных метода:
- По рядам;
- По волнам.
В первой ситуации можно эффективно решить задачи, связанные с защитой плоскости металлочерепицы от сильного сбоку дующего ветра, а также от целостности внешней стороны ската. При проведении данного метода стыковки саморезы важно закрутить строго в каждом из последующих рядов, присутствующих в общей линии штамповки.
При проведении данного метода стыковки саморезы важно закрутить строго в каждом из последующих рядов, присутствующих в общей линии штамповки.
При осуществлении стыковочного процесса по рядам, соединение производится на досках специальной шаговой обрешетки. Используемые крепежи обычно монтируются на досках строго в каждой волне.
В ситуации, если речь идет по всей общей площади ската кровли, крепежи, как показывает схема, должны быть распределены очень равномерно. Движение ведется строго от края карниза к коньку.
Процесс закрепления осуществляется в каждой третьей по счету волне с одновременным небольшим сдвигом, когда проводится переход на какой-то иной ряд, чтобы продолжить крепление.
Процесс крепления профильных листов по карнизной части
Особого внимания заслуживает формирование особого карнизного узла, в котором присутствуют выступающие за края элементы металлочерепицы. Это расстояние должно быть примерно 50 мм.
Подобная конструкция преимущественна тем, что вода после осадков попадает сразу в желоб, потому все без исключения конструкционные элементы, выполненные из дерева, остаются качественно защищенными от влаги.
На долговечность их эксплуатации это оказывает непосредственное влияние. Саморезы вкручиваются через одну волну и примерно на 70 мм выше от штамповки.
Важно! Чтобы расположенные внизу волны металлочерепицы не проседали, требуется прикрепить один из нее элементов к доске, которая имеет наибольшие показатели толщины при сравнении с иными. Увеличение должно быть равно 20 мм, не более. Общее расстояние между центральной частью первой шаговой доски и карнизной при их ширине 100 мм, составит ровно 250 мм.
Работа с коньком
В самой верхней точке обрешетка обычно заканчивается специальной доской, которая принадлежит коньку, как показывает схема. При осуществлении данной операции необходимо выполнить монтаж такого элемента, как дополнительная подконьковая доска.
Благодаря этому можно обеспечить зазор от 80 мм, который будет расположен между подобными досками, расположенными между соседними скатами. Данный промежуток будет выполнять функцию, связанную с организацией качественной вентиляции.
Самым действенным и эффективным методом особого выведения планки на кровельный торец является установка специальной доски, которая примерно на 20 мм толще при сравнении с иными применяемыми в процессе строительства материалами, предназначенными для строительства обрешетки.
Важно! Только таким методом избежать такого явления, как «просадка» конька по отношению к общей линии торца.
Качественное закрепление хребтовой деревянной планки должно осуществлять саморезами и строго по точкам, которые являются самыми высокими в покрытии. Общее расстояние между саморезами должно быть 0,8 мм.
При осуществлении данного процесса важно следить за тем, чтобы точки крепления были расположены на равном расстоянии от обрешетки.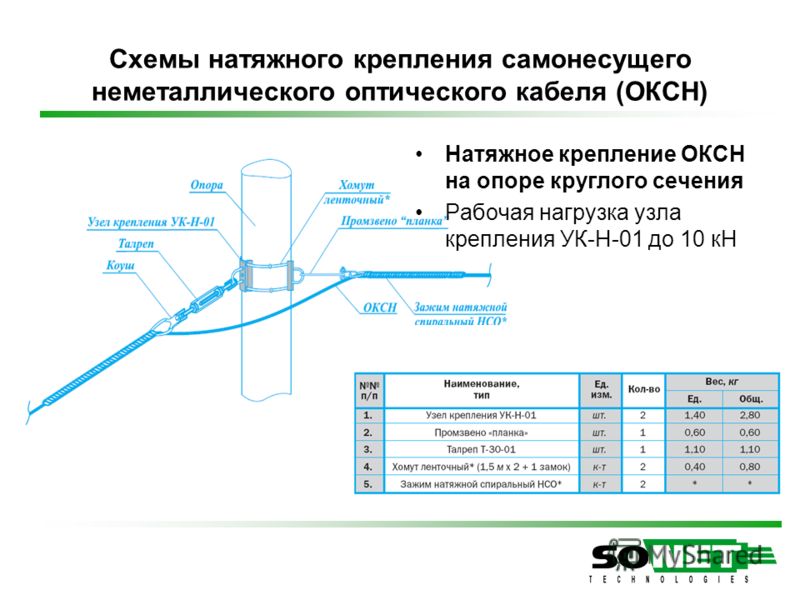 Так можно добиться того результата, что в процессе затягивания крепежей, планка такого конька не деформируется.
Так можно добиться того результата, что в процессе затягивания крепежей, планка такого конька не деформируется.
Когда может потребоваться дополнительное крепление
Крепление, которое крепится дополнительно, обычно осуществляется для обеспечения эффективного противодействия кровли сильным ветровым нагрузкам. Чтобы обеспечить высокие показатели надежности, стоит провести дополнительное крепление в таких местах, как:
- Элементы металлочерепицы друг с другом – по волнам и по всем рядам;
- Кровельный материал к самой обрешетке – по линии конька, а также по карнизу;
- Параллельно линии торца, где кровля крепятся на досках.
Советы профессиональных кровельщиков
В заключении стоит отметить некоторые правила и рекомендации по проведению крепления. Это верный способ значительно облегчить рабочий процесс. Среди них есть самые важные:
- Если рабочие процессы были начаты с левой стороны конструкции, все элементы металлочерепицы, которые будут зафиксированы за ним, нужно подводить строго под уровень волны ранее уложенного листа.
- Как только у конька закрепляется саморезами первый лист, последующий необходимо уложить точно так, чтобы в его нижней части получилась очень ровная линия. Обязателен нахлест и фиксируется он только одним крепежным элементом и строго по гребню волну, то есть под первой, расположенной поперек складкой.

Если верхний ряд, который расположен в непосредственной близости с коньком не получается очень ровным изначально, потребуется придерживаться специальной инструкции:
- Стоит немного поднять лист кровельного материала;
- Постепенно наклонять его книзу и поочередно укладывать все листы в требуемое положение;
- Прикручивать их к крыше нужно по самому верху гребня и также под горизонтальными складками;
- После этого все листы крепятся к обрешетке.
Если все процессы проводятся с кровлей, которая выполнена в форме шатра, потребуется монтировать специальные уплотнительные строительные ленты у самого конька, а также на всех стыках поверхностей кровельного покрытия.
Обычно они прибиваются к профилю и потом планкой накрывается стык или конек, смотря, что защищается. При использовании в процессе монтажа качественного современного гидроизоляционного материала не потребуется использовать уплотнители.
схема крепления кровли с помощью саморезов
Из большого количества известных кровельных материалов металлочерепица выделяется своей долговечностью, практичностью и привлекательным внешним видом. Покрытие крыши металлочерепицей существенно изменяет облик постройки, придает дому солидный и нарядный вид.
Производится из стали (реже — из алюминия или меди) толщиной около полмиллиметра, отчего вес кровли ощутимо снижается — по сравнению с шифером — в 2 раза. Материал имеет двойную степень антикоррозийного покрытия — оцинковка и полимерный слой, надежно сохраняющий металл в течение большого количества времени.
Попутно с покрытием изготавливаются все необходимые доборные элементы — коньки крыши, карнизные и оконные уголки, ендовы, водостоки и т. д. Выпускается несколько цветовых вариантов, размеры и рисунок профиля у разных производителей отличаются друг от друга, что создает возможность выбора наиболее привлекательного варианта.
д. Выпускается несколько цветовых вариантов, размеры и рисунок профиля у разных производителей отличаются друг от друга, что создает возможность выбора наиболее привлекательного варианта.
В этой статье вы узнаете, как правильно прикручивать металлочерепицу и как крепить металлочерепицу на крыше частного дома.
Содержание статьи
Что такое обрешетка и ее установка
Для правильного монтажа металлочерепицы необходимо соорудить обрешетку, представляющую собой деревянную подложку в виде решетки или сплошного слоя. Обрешетка выполняет несколько функций:
- Обеспечивает крепеж металлочерепицы
- Образует необходимый вентиляционный зазор, исключающий намокание подкровельных материалов от конденсата.
- Создает ровную плоскость, компенсируя возможные неровности стропильной системы, что способствует нормальной установке листов и обеспечивает максимальный срок службы.
ВАЖНО!
Обрешетка устанавливается поверх слоя гидроизоляции, крепится к стропилам рядами, соответствующими шагу волны металлочерепицы. Крепится оцинкованными гвоздями, исключающими их коррозию. Материалом для ее изготовления служит обрезная доска, чаще всего 25 мм толщиной. Материал должен быть высушен, не иметь изъянов, гнилых участков, не допускается заражение плесенью или грибком.
Крепится оцинкованными гвоздями, исключающими их коррозию. Материалом для ее изготовления служит обрезная доска, чаще всего 25 мм толщиной. Материал должен быть высушен, не иметь изъянов, гнилых участков, не допускается заражение плесенью или грибком.
Два способа стыковки листов
Крепление металлочерепицы саморезами начинается с подготовки кровельных листов. Листы металлочерепицы стыкуются внахлест на ширину одной волны. Это можно делать двумя способами: слева направо и наоборот.
Разница в том, что в первом случае каждый последующий лист подсовывается по предыдущий, а во втором — накладывается на него сверху. Выбор того или иного способа диктуется удобством работы, типом крыши или другими соображениями и никакого влияния на результат не имеет.
Чаще всего при работе применяются оба способа, где как удобнее.
При стыковке листов между рядами нельзя располагать их в шахматном порядке, каждый лист должен располагаться строго над нижним. Исключением может быть единичное включение фрагмента листа при заполнении, например, уклона шатровой крыши или подобных участков.
Исключением может быть единичное включение фрагмента листа при заполнении, например, уклона шатровой крыши или подобных участков.
как крепить металлочерепицу на крыше саморезами: фото
Все листы, помимо крепления к обрешетке, обязательно крепятся между собой короткими саморезами по линии стыка для обеспечения герметичного соединения и исключения проникновения ветра под лист, отчего его может сорвать.
Как крепить металлочерепицу по линии карниза?
Чаще всего линия карниза перекрывается листом металлочерепицы примерно на 5 см. Такой свес позволяет воде скатываться прямо в водосточный желоб, исключая возможность контакта с деревянными деталями стропильной системы.
При этом, в некоторых случаях приходится располагать край листа выше карнизной доски, что бывает вызвано сложными условиями монтажа, наличии ступенек или иных нарушениях геометрии карниза. При таком креплении вода сходит с карнизного уголка, что несколько хуже, чем первый способ, но вполне приемлемо.
Крепление покрытия по линии каркаса
Водосточный желоб и карнизный уголок устанавливаются перед монтажом листов, чтобы обеспечить правильный сток воды.
Крепление металлочерепицы к обрешетке саморезами
Как правильно крепить металлочерепицу саморезами к обрешетке? При установке листов надо учитывать особенности материала.
Дело в том, что полимерное покрытие довольно легко разрушается при сгибании или продавливании, отчего защита листа существенно ослабляется.
Один оцинковочный слой надолго защитить металл не сможет, начнется коррозия и лист выйдет из строя. Поэтому важно правильно настроить силу прижима листа к обрешетке. Крепление металлочерепицы к обрешетке производят по следующей схеме:
- Чтобы рассчитать примерное количество саморезов, можно воспользоваться следующим правилом: на 1 квадратный метр кровли понадобится 9-10 саморезов.
- Если в процессе укладки было повреждено лакокрасочное покрытие металлочерепицы, то место скола следует тщательно закрасить антикоррозийной краской того же цвета
- Если саморез недостаточно глубоко завинтить, не получится плотного прилегания резиновой прокладки к листу, отчего возникнет щель, в которую проникнет вода. Слишком сильное завинчивание продавит материал, покрытие отслоится и лист начнет ржаветь. Выходом из этой ситуации может стать использование шуруповерта с заданным усилием завинчивания, или постоянный контроль за глубиной погружения самореза.
 Слишком сильное завинчивание продавит материал, покрытие отслоится и лист начнет ржаветь. Выходом из этой ситуации может стать использование шуруповерта с заданным усилием завинчивания, или постоянный контроль за глубиной погружения самореза.
Слишком сильное завинчивание продавит материал, покрытие отслоится и лист начнет ржаветь. Выходом из этой ситуации может стать использование шуруповерта с заданным усилием завинчивания, или постоянный контроль за глубиной погружения самореза.ОБРАТИТЕ ВНИМАНИЕ!
Саморезы должны быть специальными, предназначенными для таких работ. Они имеют оцинкованное покрытие, уплотняющую прокладку из специальной резины. Обычная не подойдет!
Монтаж металлочерепицы вокруг труб или иных препятствий
Схема крепления металлочерепицы довольно проста, но случаются моменты, о которых стоит поговорить отдельно. Все выступающие элементы кровли должны быть обложены по периметру дополнительным рядом обрешетки, отступающим от них на 20 см. Это необходимо для установки уголка, перекрывающего стык.
В зависимости от расположения того или иного элемента может потребоваться изготовление специально обрезанного листа, соответствующего размерам оставшегося пространства или доходящего до следующего листа, расположенного штатным образом. Например, такой вариант может применяться для образования стока мансардного окна.
Например, такой вариант может применяться для образования стока мансардного окна.
Правильный обход трубы металлочерепицей
Производители выпускают детали, соответствующие всем элементам крыши — внутренние и наружные уголки, коньки, ендовы, желоба и пр. Практически все они имеют единое требование к установке — наличие дополнительной планки в обрешетке, к которой они, собственно, будут крепиться.
ОСТОРОЖНО!
Следует помнить о необходимости предварительной гидроизоляции всех стыков от внешних протечек, такие места наиболее подвержены этой опасности. Конек крыши крепится поверх листов, для его крепления также требуется установка дополнительной доски вдоль верхнего конькового среза крыши.
Расположение саморезов определяется размером элемента, или по правилу — не менее 3 шт на погонный метр. Требования по усилию завинчивания такие же, как и к листам — контроль и недопустимость продавливания.
Распространенные ошибки крепления
- Наиболее частой ошибкой является неправильное соединение листов между собой, образующее щели или зазоры, в которые врывается ветер. Частое воздействие порывов ветра при довольно большой площади листа рано или поздно оторвет его от обрешетки. Кроме того, часто встречается неправильно обрезанный край листа, накрытый уголком таким образом, что вода беспрепятственно подтекает под него.
- Все места, в которых может скапливаться или проникать вода, требуют особенного внимания и местной дополнительной гидроизоляции.
- При монтаже металлочерепицы могут возникнуть различные ситуации, требующие нестандартного решения. Надо учитывать, что в любом случае должны соблюдаться общие требования — отсутствие щелей, возможности проникновения воды, части листов должны располагаться по направлению стока воды.
- К часто встречающимся ошибкам можно отнести отсутствие контррейки при установке обрешетки, отчего исключается возможность циркуляции воздуха.
- Не рекомендуется использование рубероида или подобных материалов с использованием битума, так как в летнее время он плавится, провисает и издает удушливый запах.
- Ни в коем случае не надо использовать саморезы без уплотняющей шайбы с прокладкой.
 Частое воздействие порывов ветра при довольно большой площади листа рано или поздно оторвет его от обрешетки. Кроме того, часто встречается неправильно обрезанный край листа, накрытый уголком таким образом, что вода беспрепятственно подтекает под него.
Частое воздействие порывов ветра при довольно большой площади листа рано или поздно оторвет его от обрешетки. Кроме того, часто встречается неправильно обрезанный край листа, накрытый уголком таким образом, что вода беспрепятственно подтекает под него.
Советы опытных мастеров
- Листы металлочерепицы довольно тонкие. Ходить по ним можно только в мягкой обуви, наступая на нижние точки волны в местах расположения планок обрешетки.
- Нельзя допускать проворачивания самореза при завинчивании, от этого сила сцепления с древесиной снижается во много раз.
- Монтаж скатной крыши можно начинать справа или слева, как удобнее, но если крыша — шатровая, монтаж начинают ровно посередине, для симметрии оформления уклонов.
- Саморезы должны закручиваться строго перпендикулярно плоскости листа, иначе возникнет продавленный участок со стороны наклона.
- Обычно к приобретаемой металлочерепице прилагается подробная инструкция по монтажу. Ее рекомендуется внимательно изучить, так как все виды материала имеют свои особенности, их необходимо знать и учитывать при монтаже.
крепление металлочерепицы саморезами: схема и советы
Полезное видео
А теперь предлагаем вам посмотреть видео по самостоятельному креплению черепицы к обрешетке:
Заключение
Крепление металлочерепицы — процесс не столько сложный, сколько требующий внимания и определенных знаний. Прежде, чем начинать работы, надо детально уяснить себе все аспекты вопроса, подготовить материалы и инструменты. Теперь вы знаете, как закрепить металлочерепицу на крыше и сможете использовать полученные знания при монтаже крыши.
Самостоятельное крепление металлочерепицы будет успешным только тогда, когда человек ясно представляет себе все этапы работы и понимает очередность и правила установки всех элементов. Тогда срок службы кровли будет максимальным и не потребует ремонтов или переделок.
Вконтакте
Google+
Одноклассники
схема, расстояние между саморезами, шаг крепления профлиста на кровле, как правильно вкручивать к обрешетке, с каким шагом крепить
Содержание:
Для выполнения крепления профнастила саморезами на крыше используется особая технология, благодаря которой крыша может безупречно эксплуатироваться до полувека.
В большинстве случаев выбор профнастила для перекрытия кровли определяется универсальностью материала. Для него характерна хорошая прочность и высокая устойчивость к негативному воздействию природных явлений, что позволяет получить надежную и долговечную крышу. Помимо этого профилированные листы металла отличаются прочной окраской, которая не выгорает под воздействием солнечных лучей. Это позволяет сэкономить на краске.
Виды саморезов, используемых для крепления профлистов
В качестве крепежных элементов для профнастила используются металлические кровельные саморезы, ими же крепят кровельную металлочерепицу. Выбор крепежа абсолютно не зависит от типа обрешетки и материала ее изготовления, в любом случае используются самоврезающиеся винтовые шурупы высокого качества, оснащенные уплотнительными резиновыми элементами.
Если монтаж выполнять винтами, не предназначенными для фиксации профнастила, то результатом может стать ослабление крепежа и коррозийный налет. Конечно, коррозию можно предотвратить, если отверстия вокруг крепежа заделать герметиком.
Конечно, коррозию можно предотвратить, если отверстия вокруг крепежа заделать герметиком.
Конструктивной особенностью самореза является наконечник в виде сверла, что позволяет обходиться без предварительной подготовки отверстий.
Наличие резинового уплотнителя на каждом винте делает место крепления полностью герметичным.
Если говорить о размерах, то наиболее востребованными являются шурупы 4,8*28 мм, хотя производитель предлагает крепежные элементы длиной 19-250 мм и диаметром 4,8-6,3 мм.
Например, для крепления коньковых элементов лучше использовать саморезы, длина которых достигает 80 мм. В целом крепежный элемент должен быть длиннее общей толщины листа на 3 мм, независимо от схемы крепления профлиста саморезами на крыше.
Стандартная шляпка самоврезающихся винтов имеет оптимальную высоту, которая позволяет метизу прочно держаться в бите шуруповерта.
Правила расчета саморезов
Для определения количества крепежных элементов используется две схемы, уникальная и персональная.
Уникальная схема крепления профнастила саморезами на крыше позволяет выполнить расчеты быстрее и проще, благодаря постоянству цифр. При незначительной ветровой нагрузке на 1 м2 берут 4 самореза. Этого количества вполне достаточно, чтобы листы профнастила не вибрировали. В регионах с преобладанием сильных ветров, которые будут постоянно оказывать воздействие на кровельную конструкцию, на одном квадратном метре размещают 8 саморезов.
Для примера можно взять следующую схему: крепление профнастила будет выполняться на скатах крыши общей площадью 50 м2 в доме, расположенном на открытом, хорошо продуваемом участке. С учетом сильной ветровой нагрузки, чтобы крепление металлопрофиля было достаточно надежным, необходимо взять по 8 саморезов на один квадратный метр поверхности. Делая соответствующие расчеты, получается следующий результат:
50*8=400 штук.
При вычислении следует учитывать необходимое отклонение 5%, следовательно, для работы потребуется такое количество крепежей:
400+5%=420 штук.
Персональная схема крепления профлиста подразумевает учет общей нагрузки на кровлю. Особенностей обрешетки, кровельного материала и назначение крыши. В большинстве случаев при креплении профнастила на металлическую обрешетку шаг между крепежами составляет 50 см. Заметим, что расстояние между обрешеткой для профнастила не является постоянным. При минимальных нагрузках со стороны это расстояние может быть увеличено. Следовательно, для каждой крыши расчет проводится индивидуально.
Опытные строители рекомендуют в любом случае приобретать саморезы с небольшим запасом, чтобы избежать непредвиденных ситуаций.
Особенности монтажа профнастила на крыше — схема
Чтобы качественно выполнить монтаж листов профнастила на крыше, важно не только уметь правильно выбирать крепежные элементы. Необходимо знать, как правильно вкручивать саморезы в профнастил при непосредственном креплении этого кровельного материала. Это очень важно для получения прочной и надежной конструкции. Давайте разберемся, как правильно крепить профлист на крыше саморезами, чтобы крепление было надежным и долговечным.
Необходимо знать, как правильно вкручивать саморезы в профнастил при непосредственном креплении этого кровельного материала. Это очень важно для получения прочной и надежной конструкции. Давайте разберемся, как правильно крепить профлист на крыше саморезами, чтобы крепление было надежным и долговечным.
Для начала следует точно определить, в каких целях будет использоваться крыша. Ведь кровля мансардного этажа обустраивается совсем по другой схеме в отличие от холодного чердачного помещения. Не исключено, что профнастил планируется использовать для перекрытия крыши над гаражом или какой-либо хозяйственной постройкой (прочитайте также: «Как сделать перекрытие крыши профнастилом своими руками – пошаговое руководство»). Следовательно, форма кровельной конструкции, ее площадь, состав «пирога», количество материала и крепежных элементов полностью зависит от планируемого использования крыши.
В качестве кровельного материала чаще всего используются профилированные листы «Н» определенных размеров, причем высота и толщина волны подбирается индивидуально для каждого объекта.
Кроме того для надежного крепления профнастила на крыше расстояние между саморезами подбирается по индивидуальному плану.
После определения необходимого количества материала можно приступать к непосредственному монтажу, соблюдая следующие правила:
- Начинают укладку листов с нижнего ряда вдоль карнизного свеса.
- Листы первого ряда должны немного свисать с кровли, чтобы обеспечить защиту стенам от дождя и снега.
- Саморезы вкручиваются строго перпендикулярно поверхности. При этом простое полотно крепится саморезами с резиновой прокладкой, а монтаж ендов выполняется метизом с жестяным уплотнителем.
- Допускается предварительно соединять по несколько листов между собой и крепить конструкцию блоками. Такие действия несколько ускоряют выполнение работы.
- Для решения вопроса, с каким шагом крепить профнастил, следует знать, что профилированные металлические листы фиксируются саморезами между волнами. А вот крепление конька выполняется на гребне волны.
Укладка гидроизоляции и пароизоляции
Для надежности и долговечности крыши необходимо выполнить монтаж гидроизоляционного и пароизоляционного материала.
Гидроизоляцию укладывают между элементами обрешетки и профнастилом непосредственно на утеплитель (если предусмотрено его использование) для защиты чердачного пространства и утеплителя от попадания влаги. Отсутствие гидроизоляции приводит к тому, что влага не отводится из-под кровли, а скапливается в виде конденсата на профилированных металлических листах. Результатом этого становится образование очагов коррозии и уменьшение эксплуатационного периода кровельного материала.
Пароизоляция укладывается под утеплителем и предотвращает образование конденсата, который всегда образуется из-за разницы температуры с внешней и внутренней стороны кровли.
По функциональному назначению строения определяется количество слоев кровельного пирога.
К примеру, жилые объекты требуют наличие пароизоляции, утеплителя, гидроизоляции и кровельного материала. Для нежилых помещений достаточно укладки под профнастил гидроизоляционного материала.
Вычисление расстояния и шага обрешетки под профнастил
В качестве обрешетки для крыши из профнастила над жилым домом рекомендуется использовать деревянные бруски. Расстояние между ними определяется величиной угла наклона скатов и высотой волны профилированного листа.
Чтобы правильно выбрать расстояние между брусками, шаг крепления профлиста на кровле и качественно закрепить его, необходимо придерживаться следующих рекомендаций:
- При уклоне скатов крыши более 150 расстояние между брусками обрешетки может составлять 35-50 см.
- Если скаты имеют угол наклона меньше 150, то рекомендуется использовать сплошную обрешетку. В этом случае листы кровельного материала могут иметь высоту волны не меньше 20 мм. Кроме того нельзя забывать, что укладка листов должна выполняться с нахлестом до 20 см.
- Если уклон скатов не превышает 150, а высота профиля листа равна 35 мм, то допускает делать шаг между брусками 30 см. При этом нахлест материала может достигать 20 см.
- На аналогичном скате профилированные листы с высотой волны 44 мм можно укладывать на обрешетку, шаг которой равен 50 см и выше.
- При наклоне скатов 200 листы укладываются с нахлестом 10-15 см на обрешетку с шагом 30-40 см.
- Незначительный угол наклона, менее 120, требует дополнительного применения герметика в местах стыка. В исключительных случаях сооружение фиксируется металлическими заклепками.
Причины протечек при правильной укладке профнастила
Довольно часто возникает ситуация, когда крепление профлиста к обрешетке саморезами выполнялось по всем правилам, но на кровле обнаруживаются протечки. Причиной этому может стать неправильное обрезание листов.
Дело в том, что резка металлических профлистов выполняется обычными или электрическими ножницами по металлу, причем для косых вырезов лучше использовать электрический лобзик.
Места реза в обязательном порядке обрабатывают с помощью герметизирующего водонепроницаемого состава, что препятствует образованию коррозийных процессов на кромках листа.
Если профнастил фиксируется на металлических прогонах, то предварительно нужно просверлить отверстия для крепежных элементов. После установки крепежа оставшееся пространство заделывают герметиком.
При необходимости передвижения по кровле из профнастила следует пользоваться обувью с мягкой подошвой, чтобы не допустить повреждения кровельного материала.
С этой же целью не рекомендуется класть используемые инструменты на покрытие. Лучше всего пользоваться специальными деревянными ящичками.
При случайном повреждении защитной пленки профилированного листа используют антикоррозийный состав и влагостойкую краску.
Как крепить профлист на забор: подбор метизов, схема монтажа
Ограждение из профнастила отличается долговечностью, скоростью сборки, эстетичностью. Из-за таких преимуществ оно получило популярность при обустройстве дач, загородных домов, усадеб частного сектора. Но для установки качественной конструкции нужно уметь правильно крепить профлист на забор. Этот этап сборки имеет важные моменты, которые мы и разберем в этой статье.
Особенности крепления профлиста в зависимости от материала столбов
Перед покупкой профнастила стоит заранее выбрать сырье, тип покрытия, цвет. Кроме того, нужно просчитать количество листов и элементов крепежа к ним. Подробные рекомендации по выбору секционного материала вы найдете здесь:
После этого можно приступать к строительству. Определив место и выполнив разметку, формируют опоры под будущий забор. От того, из какого материала они будут сделаны, зависит способ крепления профлиста.
Кирпич
Создание кирпичных столбов – процесс трудоемкий, долгий и недешевый, ввиду высокой стоимости материала. Но готовые опоры не нуждаются в дополнительной отделке, а при соблюдении технологии кладки простоят десятки лет.
Статья: кладка столбов для забора из кирпича
Прикручивают профлист на забор с такими столбами не на кирпич, а к специальным металлическим перемычкам.
Дерево
Недорогой вариант опор. Каркас собирается быстро, поэтому можно легко справиться с ним в одиночку.
Но строители не рекомендуют использовать дерево в качестве столбов для постоянного забора из профлиста. Даже при тщательном уходе ограда вряд ли простоит больше 5–8 лет. Такие стойки лучше устанавливать под временные ограждения.
Рекомендуем прочитать статью: «Монтаж столбов из дерева для забора».
Чтобы правильно крепить профлисты к деревянным столбам нужно предварительно зафиксировать металлические уголки, а затем пройтись саморезами. Альтернатива – сразу монтировать саморезами листы к лагам, но по прочности этот вариант уступает первому.
Металл
Наиболее надежный вид опор под профнастил.
Единственный нюанс – необходимость покрытия столбов антикоррозийным раствором для защиты металла. Для эстетичности опоры рекомендуется покрасить. Статья о порядке установки столбов из металла.
Прикреплять лаги к стойкам можно двумя способами:
- Сваркой. Поперечины приваривают строго горизонтально между столбами либо перед ними с уличной стороны ограды. Более жестким и устойчивым каркас получается в первом случае.
- Кронштейнами крестообразной формы. Представляют собой пластины с загнутыми краями, которые крепятся саморезами к лагам. В этом варианте сварка не потребуется.
Если опыта сварочных работ нет, то лучше применять второй вид монтажа.
Схемы крепления листов
Ниже приведены схемы правильной установки профнастила к металлическим, кирпичным столбам, пример монтажа листов при создании ворот, калитки, фото крепежа материала, когда забор находится на склоне.
Подбираем надежные элементы крепежа
Есть несколько способов фиксации секционного материала к каркасу ограждения:
- саморезами;
- болтами и гайками;
- заклепками;
- сваркой.
Рассмотрим особенности каждого из них и определим наиболее надежный.
Саморезы
Чтобы закреплять листы для забора, часто используют кровельные саморезы (метизы). Их производят из стали типа С1022, которая отличается высокой прочностью и имеет защитное антикоррозийное цинковое покрытие толщиной 15 мкм.
Фото: цветовая гамма кровельных саморезов
Состоят они из 3 частей:
- Сверла. С помощью него элемент ввинчивают в профнастил.
- Резиновой прокладки под пресс-шайбу. Расположена под самой шляпкой. Обеспечивает герметичность крепежа и не дает влаге проникать на листы в местах фиксации.
- Головки (шляпки). Покрывается прочным слоем полимеров, за счет которого саморез становится устойчив к воздействию среды. Цвета разные и подбираются в тон секционному материалу. Так шляпки становятся практически незаметными на общем фоне забора. Формы – круглая, шестигранная, цилиндрическая, полукруглая.
Производятся метизы диаметром 4–6,5 мм, длиной от 19 до 250 мм.
Удобнее всего вкручивать саморезы шуруповертом.
Фото: процесс крепления профлиста к лагам при помощи шуруповерта
Чтобы рассчитать требуемое количество элементов, нужно общую площадь обшиваемой ограды (с учетом нахлестов) разделить на площадь одного листа. Строители рекомендуют удваивать количество метизов вблизи торцов для большей прочности крепления.
Средним показателем расхода саморезов считается 8–9 штук на 1 кв. м.
Элемент крепежа при вкручивании должен стоять строго перпендикулярно листу без перекосов.
Для сборки секций забора допускается применять метизы для металлочерепицы.
Болты
Этот метод крепления по прочности не уступает саморезам.
Фото: закрепление листов к профилю с помощью болтов. Предварительно следует просверлить отверстия под диаметр болта.
Кроме того, если метиз легко выкрутить шуруповертом и проникнуть на огороженную усадьбу, то болты получится снять только с внутренней части двора. Но цена их в несколько раз выше, чем саморезов, а цветовая гамма ограничена черным и серебристым цветами, что существенно выделяет их на фоне общего секционного покрытия.
Работу по крепежу этим способом выполнить одному не удастся, поскольку лист придется заранее приложить к каркасу, отметить отверстие под болт, высверлить его и только потом фиксировать профнастил к лагам.
Средняя норма на 1 лист – 4 штуки.
Заклепки
Обеспечивают прочное соединение профлиста с каркасом забора. Состоят из двух частей, выполненных из разных металлов:
- шляпки, изготовленной из алюминия;
- ножки из стали.
Шляпки бывают:
- цветные;
- неокрашенные.
Диаметр – от 3,2 до 6,5 мм. Крепеж проводится с помощью заклепочного пистолета.
Фото: металлическая заклепка для ручного заклепочного пистолета
Средний расход элементов – от 6 до 8 штук на 1 кв. м.
При этом способе фиксации не нужно насквозь просверливать профиль, чтоб получить прочное соединение, достаточно сделать отверстие только в одной из сторон лаг.
При выборе заклепок важно учитывать вес секционного материала. Чем больше диаметр заклепки, тем прочнее выйдет крепеж.
Нужно обращать внимание и на длину приобретаемых элементов. Следует подобрать ее так, чтоб кончик стержня виднелся над местом фиксации минимум на 10 мм. При меньшем показателе жесткости конструкции добиться не получится.
Почему не стоит пользоваться сваркой
Мастера не рекомендуют выполнять установку листов с помощью сварки по причине действия высоких температур. Случайное термическое воздействие разрушит защитный слой профнастила и приведет к дальнейшей коррозии материала, а при отсутствии опыта можно и вовсе деформировать секцию или сделать в ней дырку.
Если забор нужен как временная конструкция и быстро, то все приваренные металлические элементы зачищают, обрабатывают антикоррозийным раствором и красят.
Способы соединения и порядок монтажа профнастила
Выполняется двумя методами:
- Встык. Каждый лист по отдельности крепится к лагам забора. Чаще всего элементами крепежа служат саморезы в количестве 5–6 штук на 1 лист. Внизу для повышения прочности прикручивают дополнительные саморезы. Монтажные отверстия высверливаются заранее. По размеру они должны быть чуть больше диаметра самореза. В местах стыковки листов фиксируют нащельники.
- Внахлест. Наиболее прочный метод монтажа. Величина нахлеста профлиста – одна волна (изгиб профиля). Метизы затягивают до плотного прилегания к материалу. Как и в первом случае отверстия под саморезы высверливают заранее, после чего рекомендуется обработать их антикоррозийным составом.
Важно заметить, что независимо от выбранного способа отверстия под метизы высверливают строго по уровню, придерживаясь прямой линии. Это обеспечивает ровный крепеж листов к каркасу забора.
Как крепить профлист на забор: подбор метизов, схема монтажа
Ограждение из профнастила отличается долговечностью, скоростью сборки, эстетичностью. Из-за таких преимуществ оно получило популярность при обустройстве дач, загородных домов, усадеб частного сектора. Но для установки качественной конструкции нужно уметь правильно крепить профлист на забор. Этот этап сборки имеет важные моменты, которые мы и разберем в этой статье.
Особенности крепления профлиста в зависимости от материала столбов
Перед покупкой профнастила стоит заранее выбрать сырье, тип покрытия, цвет. Кроме того, нужно просчитать количество листов и элементов крепежа к ним. Подробные рекомендации по выбору секционного материала вы найдете здесь:
После этого можно приступать к строительству. Определив место и выполнив разметку, формируют опоры под будущий забор. От того, из какого материала они будут сделаны, зависит способ крепления профлиста.
Кирпич
Создание кирпичных столбов – процесс трудоемкий, долгий и недешевый, ввиду высокой стоимости материала. Но готовые опоры не нуждаются в дополнительной отделке, а при соблюдении технологии кладки простоят десятки лет.
Статья: кладка столбов для забора из кирпича
Прикручивают профлист на забор с такими столбами не на кирпич, а к специальным металлическим перемычкам.
Дерево
Недорогой вариант опор. Каркас собирается быстро, поэтому можно легко справиться с ним в одиночку.
Но строители не рекомендуют использовать дерево в качестве столбов для постоянного забора из профлиста. Даже при тщательном уходе ограда вряд ли простоит больше 5–8 лет. Такие стойки лучше устанавливать под временные ограждения.
Рекомендуем прочитать статью: «Монтаж столбов из дерева для забора».
Чтобы правильно крепить профлисты к деревянным столбам нужно предварительно зафиксировать металлические уголки, а затем пройтись саморезами. Альтернатива – сразу монтировать саморезами листы к лагам, но по прочности этот вариант уступает первому.
Металл
Наиболее надежный вид опор под профнастил.
Единственный нюанс – необходимость покрытия столбов антикоррозийным раствором для защиты металла. Для эстетичности опоры рекомендуется покрасить. Статья о порядке установки столбов из металла.
Прикреплять лаги к стойкам можно двумя способами:
- Сваркой. Поперечины приваривают строго горизонтально между столбами либо перед ними с уличной стороны ограды. Более жестким и устойчивым каркас получается в первом случае.
- Кронштейнами крестообразной формы. Представляют собой пластины с загнутыми краями, которые крепятся саморезами к лагам. В этом варианте сварка не потребуется.
Если опыта сварочных работ нет, то лучше применять второй вид монтажа.
Схемы крепления листов
Ниже приведены схемы правильной установки профнастила к металлическим, кирпичным столбам, пример монтажа листов при создании ворот, калитки, фото крепежа материала, когда забор находится на склоне.
Подбираем надежные элементы крепежа
Есть несколько способов фиксации секционного материала к каркасу ограждения:
- саморезами;
- болтами и гайками;
- заклепками;
- сваркой.
Рассмотрим особенности каждого из них и определим наиболее надежный.
Саморезы
Чтобы закреплять листы для забора, часто используют кровельные саморезы (метизы). Их производят из стали типа С1022, которая отличается высокой прочностью и имеет защитное антикоррозийное цинковое покрытие толщиной 15 мкм.
Фото: цветовая гамма кровельных саморезов
Состоят они из 3 частей:
- Сверла. С помощью него элемент ввинчивают в профнастил.
- Резиновой прокладки под пресс-шайбу. Расположена под самой шляпкой. Обеспечивает герметичность крепежа и не дает влаге проникать на листы в местах фиксации.
- Головки (шляпки). Покрывается прочным слоем полимеров, за счет которого саморез становится устойчив к воздействию среды. Цвета разные и подбираются в тон секционному материалу. Так шляпки становятся практически незаметными на общем фоне забора. Формы – круглая, шестигранная, цилиндрическая, полукруглая.
Производятся метизы диаметром 4–6,5 мм, длиной от 19 до 250 мм.
Удобнее всего вкручивать саморезы шуруповертом.
Фото: процесс крепления профлиста к лагам при помощи шуруповерта
Чтобы рассчитать требуемое количество элементов, нужно общую площадь обшиваемой ограды (с учетом нахлестов) разделить на площадь одного листа. Строители рекомендуют удваивать количество метизов вблизи торцов для большей прочности крепления.
Средним показателем расхода саморезов считается 8–9 штук на 1 кв. м.
Элемент крепежа при вкручивании должен стоять строго перпендикулярно листу без перекосов.
Для сборки секций забора допускается применять метизы для металлочерепицы.
Болты
Этот метод крепления по прочности не уступает саморезам.
Фото: закрепление листов к профилю с помощью болтов. Предварительно следует просверлить отверстия под диаметр болта.
Кроме того, если метиз легко выкрутить шуруповертом и проникнуть на огороженную усадьбу, то болты получится снять только с внутренней части двора. Но цена их в несколько раз выше, чем саморезов, а цветовая гамма ограничена черным и серебристым цветами, что существенно выделяет их на фоне общего секционного покрытия.
Работу по крепежу этим способом выполнить одному не удастся, поскольку лист придется заранее приложить к каркасу, отметить отверстие под болт, высверлить его и только потом фиксировать профнастил к лагам.
Средняя норма на 1 лист – 4 штуки.
Заклепки
Обеспечивают прочное соединение профлиста с каркасом забора. Состоят из двух частей, выполненных из разных металлов:
- шляпки, изготовленной из алюминия;
- ножки из стали.
Шляпки бывают:
- цветные;
- неокрашенные.
Диаметр – от 3,2 до 6,5 мм. Крепеж проводится с помощью заклепочного пистолета.
Фото: металлическая заклепка для ручного заклепочного пистолета
Средний расход элементов – от 6 до 8 штук на 1 кв. м.
При этом способе фиксации не нужно насквозь просверливать профиль, чтоб получить прочное соединение, достаточно сделать отверстие только в одной из сторон лаг.
При выборе заклепок важно учитывать вес секционного материала. Чем больше диаметр заклепки, тем прочнее выйдет крепеж.
Нужно обращать внимание и на длину приобретаемых элементов. Следует подобрать ее так, чтоб кончик стержня виднелся над местом фиксации минимум на 10 мм. При меньшем показателе жесткости конструкции добиться не получится.
Почему не стоит пользоваться сваркой
Мастера не рекомендуют выполнять установку листов с помощью сварки по причине действия высоких температур. Случайное термическое воздействие разрушит защитный слой профнастила и приведет к дальнейшей коррозии материала, а при отсутствии опыта можно и вовсе деформировать секцию или сделать в ней дырку.
Если забор нужен как временная конструкция и быстро, то все приваренные металлические элементы зачищают, обрабатывают антикоррозийным раствором и красят.
Способы соединения и порядок монтажа профнастила
Выполняется двумя методами:
- Встык. Каждый лист по отдельности крепится к лагам забора. Чаще всего элементами крепежа служат саморезы в количестве 5–6 штук на 1 лист. Внизу для повышения прочности прикручивают дополнительные саморезы. Монтажные отверстия высверливаются заранее. По размеру они должны быть чуть больше диаметра самореза. В местах стыковки листов фиксируют нащельники.
- Внахлест. Наиболее прочный метод монтажа. Величина нахлеста профлиста – одна волна (изгиб профиля). Метизы затягивают до плотного прилегания к материалу. Как и в первом случае отверстия под саморезы высверливают заранее, после чего рекомендуется обработать их антикоррозийным составом.
Важно заметить, что независимо от выбранного способа отверстия под метизы высверливают строго по уровню, придерживаясь прямой линии. Это обеспечивает ровный крепеж листов к каркасу забора.
Кроме того, стоит учесть и такие моменты:
- Чтобы ускорить процесс сборки, в точках, где в лист будут входить саморезы, делают отметки маркером или мелом.
- Сначала нужно закрепить края профнастила, проверить вертикальность и затем переходить к фиксации промежуточных саморезов.
- Если лаги деревянные и метиз при монтаже прокручивается, то допускается набить в месте крепления небольшую щепку.
- Для обрезки листов используют ножницы по металлу, лобзик. Не рекомендуется применять болгарку. Искры во время работы инструмента повреждают защитное покрытие материала, из-за чего листы начинают коррозировать.
По окончании монтажа поддают обработке угловые стыки, торцы материала. Их лучше перекрыть металлической планкой такого же цвета, как и забор, посадив на метизы с шагом до 30 см.
Установка верхней декоративной планки
Завершающий штрих в строительстве забора из профлиста. На верхнюю часть конструкции крепят саморезами специальную планку. По цвету она должна сочетаться с оградой.
Фото: ограждение из профлиста со сварной планкой
Основное ее назначение – усиление прочности каркаса и придание забору законченного вида.
Соблюдение технологии монтажа профнастила позволяет создавать надежную ограду своими руками в короткие сроки, экономя деньги на заказ услуг специалистов.
Крепление моек к столешнице на кухне: врезная, накладная
Содержание статьи:
Вступление
В этой статье посмотрим, различные варианты крепление моек к столешнице и мебели на кухне. Кухонная мойка, это конечно не итальянская сантехника оптом которую можно купить в компании Credit Ceramica, но варианты установки мойки требуют понимания.
Три типа моек — три варианта крепление моек к столешнице
Вполне разумно, что крепление моек к столешнице на кухне зависит от типа устанавливаемых моек. Именно так это вопрос и рассмотрим. Три типа моек (врезные, накладные, подстольные) — три варианта крепления мойки.
Крепление врезной мойки
Напомню, врезная мойка устанавливается с специально сделанное отверстие в столешнице. Размеры отверстия делаются на 12-14 мм меньше габаритных размеров мойки.
Этот отступ делается не просто так. На врезной мойке с тыльной стороны есть специальные «ушки», которые и служат для её крепления.
Внешний вид крепления врезной мойки смотрим на фото. На фото я пометил назначения элементов крепления:
- — цепляется за «ухо» на мойке;
- — Винт крепления;
надежный крепёж врезной мойки
— цепляется за столешницу.
крепёж с пластиковыми клипсами
Важно! Клипсы крепления устанавливаются в «ушки» мойки до её установки.
Для этого:
- Переверните мойку тыльной стороной вверх;
- Установите крепёж у «ушко», соблюдая правильное расположение цепляющих «усов»;
- Отогните затягивающую часть крепежа, чтобы она не мешала при установке;
Соблюдайте все правила по гидроизоляции: срез мойки обработайте акриловым герметиком, в паз мойки вставьте уплотнитель, который должен быть в комплекте. На мойку установите смеситель.
- Собранную мойку установите в отверстие;
- Разверните цепляющий элемент крепежа и зацепите его за тыльный край столешницы;
- Отверткой затяните винты цепляющего крепежа.
Важно! Затягивайте винты крепления не сразу, а по кругу. Еще лучше затянуть винты по такой схеме. При таком затягивании не возникнет перекосов столешницы и она равномерно притянется к столешнице на перекосив уплотнитель.
схема затяжки крепления мойки
Крепление моек к столешнице: накладная мойка
Накладная мойка НЕ устанавливается на столешницу, а накладывается на специальный напольный шкаф кухни. Шкаф и мойка подбираются строго по размерам.
Если посмотри на тыльную сторону накладной мойки, то увидим, что края мойки имеют П–образный профиль. Он и будет служить полкой для цепляния крепежа.
Вариант крепежа накладной мойки видим на фото. Сам крепеж визуально прост.
- Мойка ставится на шкаф и выравнивается по краям;
- С внутренней стороны шкафа крепеж цепляется на полку мойки;
- Второй край крепежа приворачивается шурупами к стенкам шкафа. Следите за длиной шурупов, чтобы они не вылезли из стенок шкафа.
Крепеж мойки проводится с четырех углов мойки, что может потребовать «акробатических» навыков. При установке накладной мойки не забудьте заранее установить смеситель на мойку.
Крепление подстольной мойки
Установка подстольной мойки требует отдельной статьи, здесь я покажу только вариант её крепления. Крепёж для подстольной мойки выглядит так.
Мойка устанавливается под столешницей через уплотнитель. Далее просто, крепеж устанавливается так, что одной стороной цепляет мойку, а второй стороной упирается в столешницу.
Крепление мойки обеспечивает крепежный винт, который приворачивает крепеж к тыльной стороне столешницы. Для столешницы из ДСП это должен быть шуруп, для мойки из камня это должен быть шуруп с дюбелем.
схема крепления подстольной мойки
Второй вариант: крепление моек к столешнице (подстольная мойка)
Иногда подстольные мойки устанавливаются в выпил с тыльной стороны столешницы. Делается выпил фрезой. В этом варианте мойка устанавливается и приклеивается в выпил, а потом заливается полимерной смолой. Смола обеспечивает закрепление мойки и герметизацию шва между мойкой и столешницей. Подробнее в видео к статье крепление моек к столешнице.
Еще статьи
Поделись статьей с друзьями:
Похожее
Универсальные кабельные крепления марки УКК
Узнать стоимость
ПРИМЕНЕНИЕ
Универсальные кабельные крепления (кабельные зажимы) УКК-60 и УКК2-60 предназначены для фиксации всех видов кабелей среднего напряжения и однофазных кабелей высокого напряжения, при прокладке их как в плоскости, так и в треугольник. Конструкция зажимов кабельных обеспечивает необходимые механические свойства, гарантирующие надежное крепление кабелей и их не повреждаемость, даже при протекании больших токов короткого замыкания.
ПРЕИМУЩЕСТВА
Кабельные крепления (хомуты) марки УКК2-60 специально разработаны как комплектующие к кабельным хомутам УКК-60, для закрепления нескольких кабельных линий на полке. При использовании УКК2-60 сокращается занимаемое пространство на полке, увеличивается прочность конструкции, уменьшается число крепежных элементов.
Благодаря двухсторонней конструкции крепления УКК2-60 удалось продлить и увеличить ребра жесткости, что существенно повышает прочностные характеристики и жесткость конструкции.
Хомуты изготавливаются из высокопрочного армированного полимера, что обеспечивает их высокие механические свойства. При этом данные свойства остаются практически без изменения в широком диапазоне температур от минус 60 0С до плюс 120 0С.
Кабельные крепления обладают целым рядом дополнительных свойств, которые существенно расширяют их область применения:
- Стойкость к атмосферным воздействиям;
- Стойкость к высоким и низким температурам;
- Стойкость к воздействию масел и других нефтепродуктов;
- Стойкость к радиации и ультрафиолетовому излучению;
- Стойкость к воздействию озона;
УСТАНОВКА
Конструкция кабельных зажимов позволяет применять один и тот же тип УКК для диапазона кабелей диаметром от 28 мм до 40 мм при прокладке в треугольник, и до 70 мм при одиночной прокладке. При этом гарантируется не повреждаемость кабеля при больших механических нагрузках, возникающих при работе кабеля в номинальных и аварийных режимах.
Применяемый для изготовления креплений материал не поддерживает горение и относится к группе FV (ПВ)0 по ГОСТ 28779-90, что не создает дополнительных рисков с точки зрения пожарной безопасности кабельной линии.
Паспорт изделия
Паспорт изделия
Протокол испытания
Протокол испытаний УКК в НИЦ ВВА
Габаритные размеры
Габаритные размеры УКК-60 Габаритные размеры УКК2-60
Пример монтажа
Пример монтажа креплений УКК
Схема крепления рейлингов для кухни
При установке часто возникают вопросы с количеством и списком фурнитуры, которую необходимо использовать для монтажа рейлингов для кухни. Поэтому просим Вас внимательно прочесть статью – это поможет избежать ошибок и ненужных расходов.
- Замерьте стены на кухне там, где будут монтироваться рейлинговая система. Обратите внимание на выступы стен, размещение розеток, высоту водопроводного смесителя. И другие возможные элементы, которые могут помешать доступу к ним или не дать возможности установить двухъярусную полку.
- Перенесите всё на бумагу в клетку в масштабе 1 :10. Например, 2 клетки – это 10 сантиметров. Нанесите на схему все розетки и выступы, так же учитывая расстояние от рейлингов и стола: высоту, ширину.
- Разделите всю длину на нужное количество рейлингов по стандартным размерам: 600, 1000, 1200, 3000 миллиметров. Трубы можно быстро распиливать любым ручным и электрическим инструментом и соединять между собой. Ниже мы это опишем.
Советы по сборке рейлингов для кухни
Для стыковки труб рейлингов внутрь отверстий труб вставьте муфту. Прижмите друг к другу. В трубах не бывает абсолютно ровно толщина стенок, они где-то отличаются в микрометрах. Иногда муфта не входит, то просто немного отстругайте её. А бывает чуть болтается, тогда намотайте изоленту. Прижмите две трубки друг к другу.
Сверху на место соединения расположите держатель – это укрепит систему.
Для соединения встык необходима муфта, на место стыка расположите держатель. На торцы труб установите заглушки. Не забывайте одна линия рейлингов требуют две заглушки.
При повороте рейлинговой системы используйте углы 90 и 135 градусов. На рисунке ниже изображена стандартная схема сборки.
Или сделайте без угла — две линии рейлингов. Угол — поворотная труба имеет только декоративную функцию. Навешивание угловых полок производится при помощи съемного кронштейна на любую сторону, при этом закрывают угол стены. Так что угол у Вас всегда будет закрыт, но появится доступ для мятья стен.
Для монтажа трубы 1200 миллиметров применяйте три держателя.
На рисунке — схеме изображены детали для крепления к стене.
В интернет магазине Вы сможете купить разные виды держателей, прямой и фигурный, иногда со стразами. У них одинаковые технические характеристики: нагрузка, расстояние от стены и другое. Всё зависит от Вашего вкуса.
У держателей и заглушек в комплекте мебельная фурнитура для крепления к стене: винты, втулки, шуруп, ключ и другие детали, изображённые на рисунке.
Фурнитуру для мебели и аксессуары для кухни подбирайте в цвет кухонных рейлингов. Хотя и можно комбинировать. Например, трубы рейлингов выбрать в матовом хроме, а держатели и полки в цвете блестящий хром (глянец), а также полки уже подбирать по выбранным цветам. Так же можно комбинировать и барную стойку для кухни. Отлично комбинируются золото — глянец хром или никель – золото, золото – бронза.
Просмотров: 19953
Отзывы о статье: 2 (читать все отзывы о статье, добавить отзыв о статье)
Рейтинг статьи:
Добавить отзыв
Дата: 21.07.2019
Крепежные детали — Fusion Design
Клеи
Существуют миллионы клеев. Вот пять важных моментов при рассмотрении и рассмотрении клеев:
Типы склеиваемых материалов
Размер склеиваемой поверхности
Устойчивость к температуре и окружающей среде
Время отверждения
Простота нанесения
Удерживающая сила
Факторы усталости
Все клеи имеют рабочий температурный диапазон.Например, RTV представляет собой силиконовый каучук с чрезвычайно высокой температурой плавления и широко используется из-за его широкого диапазона температурных характеристик. Можно поджечь силикон зажигалкой, и он не расплавится. Он может немного изменить цвет, но не тает и не горит. RTV также хорошо работает при низких температурах, но становится более хрупким по мере того, как становится холоднее. Необходимо учитывать перепады температур, которые он должен будет выдерживать.
Еще один любимый клей, который мы используем, — это термопластический клей от Loctite, который представляет собой суперклей, который действительно может сгибаться.Как правило, он не требует смешивания и представляет собой клей, отверждаемый при комнатной температуре. Обычно он используется для склеивания резины, полистирола, дерева, металла и пластика. Удивительные вещи.
Лента
Лента — это быстрый способ создать водонепроницаемость или схему быстрого крепления для раннего прототипа, который в конечном итоге будет склеен с помощью RTV или другого эпоксидного клея. Обычно нам не нужна постоянная связь в прототипе, поэтому мы можем разобрать его. Ленты отлично подходят для временного склеивания, но с ними также можно добиться постоянного склеивания.Ленточек столько, сколько клеев.
Существует постоянная лента, называемая гибкой лентой, которая прилипает практически ко всему, даже когда применяется в воде. Вы можете пойти под воду и заткнуть этой лентой отверстие в лодке, чтобы создать прочную герметизацию. Это замечательно, ЕСЛИ вы не хотите его удалять. Он очень и очень липкий.
Застежки-молнии
Застежки-молнии используются для связывания кабелей и проводов, а также для крепления ярлыков. Они быстрые и гибкие, бывают разных размеров, от нескольких дюймов до нескольких футов в длину.Они способны удерживать довольно небольшую силу и довольно хороши в большинстве сред. Стальные ленты — это металлические версии застежек-молний, которые часто используются на улице. Вы часто видите, как они держат электронные корпуса на телефонных опорах / столбах питания.
Крючок и петля (липучка)
Велкро изобрела это, но существуют сотни производителей крючков и петель. Это простые в использовании застежки, обеспечивающие прикосновение и закрытие, с хорошей силой сдвига, и они бывают разных видов удерживающей силы / силы отрыва.Они отлично подходят для быстрого закрытия карманов, ремней и других подобных ситуаций.
Обычно они представляют собой раствор с адгезионной основой, хотя их можно пришивать к ткани. Самым распространенным является легкий крепеж с низким усилием, но в автомобильной промышленности широко используются промышленные марки. Промышленный сорт имеет адгезионную способность, аналогичную гибкой ленте. Эти решения позволяют удерживать панели кузова автомобиля на месте.
Существуют миллионы видов крепежа, и мы почти не коснулись поверхности.Так много зависит от потребностей приложения, и мы подумали, что было бы лучше поговорить о нескольких крепежных элементах, используемых в типичных приложениях.
Внешний шкаф
Для наружного шкафа, который должен быть обслуживаемым, хорошим выбором будет конструкция с винтовым креплением, имеющая фиксатор и плоские шайбы. Иногда мы используем их с шайбами с уплотнительными кольцами для гидроизоляции. Материалы винтов часто представляют собой нержавеющую сталь для защиты от атмосферных воздействий. Винты с головкой под торцевой ключ (SHCS) часто являются нашими фаворитами.
Для пластикового корпуса мы предпочитаем использовать резьбовые вставки, чтобы его можно было разобрать и собрать обратно. Если винты вкрутить прямо в пластик, пластик испортится после двух или трех циклов и перестанет работать.
Подводный продукт
Для подводного продукта, который никогда не будет разбираться, его обычно склеивают с помощью клея, стойкого к химическим воздействиям окружающей среды и безопасного для применения, будь то в океане или в горшке с водой. кипящая вода.Клеи должны выдерживать определенные прикладные давления и температуры.
Сводка
Это лишь несколько различных приложений для крепежных изделий, но существуют тысячи других. Мы надеемся, что эти примеры помогут обрисовать процесс принятия решений, который мы принимаем при выборе способа крепления. Тем не менее, систематический подход, учитывающий функции, эстетику, окружающую среду, производство и сборку, является ключом к успеху.
Склад болтов — как обозначены размеры крепежа
Базовая идентификация
Ниже приведен пример полного описания крепежа.Это обозначение включает всю информацию, необходимую для идентификации застежки.
| Описание крепежа: | Крепежный винт | Сковорода Филлипс | Нержавеющая сталь 18-8 | 1/4 — 20 x 2 « | |
| Тип застежки | Голова | Материал | Размер |
Тип застежки
Тип крепежа — это общий тип крепежа, например, винты для дерева , , болты с шестигранной головкой , , крепежные винты , шестигранные гайки или болты с квадратным подголовком , .
Голова
Типы головок содержат до двух частей:
Пример:
| Филипс | Кастрюля |
| Тип привода | Стиль головы |
Тип привода
Тип привода описывает тип инструмента, используемого для установки крепежа. Распространенными примерами являются приводы phillips , со шлицами и квадратные .
Некоторые крепежные детали, такие как болты с квадратным подголовком , , не имеют привода, поэтому тип привода не указан.
В некоторых других случаях, например, с болтами с шестигранной головкой , тип головки и привода (шестигранник) определяется типом крепежа.
Тип головы
Стиль головы описывает форму головы. Типичными примерами являются поддон , плоский , ферма и шестигранник .
Некоторые типы крепежа, включая установочные винты , и некоторые анкеры , , не имеют головки, и поэтому свойство головки не будет присутствовать.
Материал
Наиболее частые части описания материала:
| Пример: | Оцинкованный | Оценка 8 | Сталь |
| Покрытие | Марка | Материал |
Покрытие
Многие крепежные детали, особенно стальные, имеют гальваническое покрытие или покрытие для защиты от коррозии или в декоративных целях.Обычные покрытия включают цинкование , цинкование и хромирование .
Марка
Некоторые материалы, например сталь, бывают разных сортов. Марка определяет точный набор механических свойств. Примеры обычных марок стали включают сорт 2 , сорт 8 и класс 8,8 .
Материал
Это основной базовый материал.Наиболее распространенным материалом для крепежа является сталь (включая нержавеющую сталь ), часто дополнительно указывающую марку (марка 8 и т. Д.). Однако используются многие другие материалы, включая латунь , бронзу и нейлон .
Это свойство всегда будет присутствовать , даже если не указаны сорт или покрытие. Таким образом, полное описание материала застежки может быть просто: латунь.
Прочая информация
Иногда описание материала может содержать другую информацию.Примеры включают крепежные детали с крашеными головками , , цветные покрытия, такие как , желтый цинк , или полированные , отделки .
Дополнительную информацию о материалах см. На странице «Материалы».
Размер
Для большинства крепежных изделий размер состоит из двух или трех частей. Например:
| Пример: | 1/4 « | –20 | x 3 дюйма |
| Диаметр | Резьба количество | Длина |
Диаметр
Диаметр обычно измеряется снаружи резьбы.Для крепежных изделий США это измеряется в дюймах (за исключением малых диаметров, где диаметры пронумерованы), а для метрических крепежных элементов — в миллиметрах (сокращенно мм или с префиксом M).
Для получения дополнительной информации о том, как измерить диаметр определенных типов крепежа, см. Нашу страницу «Измерение диаметра крепежа».
Количество ниток / шаг
Только крепежные детали с машинной резьбой (гайки и винты / болты, которые могут захватить гайку) указывают количество резьбы или шаг резьбы.
Крепежные детали
США определяют витков на дюйм (TPI), обычно называемое , количество витков , поэтому 20 соответствует 20 виткам на дюйм. Вместо этого в метрических крепежных деталях указывается шаг резьбы , который представляет собой расстояние между резьбами. Следовательно, с шагом 1,5 будет 1,5 миллиметра между каждой резьбой.
Для получения дополнительной информации см. Нашу страницу «Шаг резьбы и количество ниток».
Длина
Длина застежки обычно измеряется от предполагаемой поверхности материала при установке застежки до конца застежки.Крепежные детали в США измеряются в дюймах, а метрические крепежи — в миллиметрах (мм). Для получения дополнительной информации о том, как измерить определенные типы крепежа, см. Нашу страницу Измерение длины крепежа.
Порядок и условные обозначения
Диаметр, число / шаг резьбы и длина всегда следует указывать в этом порядке. Кроме того, для крепежа США и метрической системы используются несколько иные обозначения.
В крепежных изделиях США тире следует использовать для разделения диаметра и количества резьбы (если есть количество резьбы), а символ x используется для отделения их от длины.Двойная кавычка («) может присутствовать, а может и не присутствовать, чтобы указать, что размер измеряется в дюймах. Знак числа (#) указывает числовой диаметр, используемый с меньшими винтами. Следует избегать опускания знака числа для этих размеров, поскольку это может легко привести к путаница между американскими и метрическими размерами.
В метрических застежках x используется для разделения каждой части размера. Каждая часть (включая шаг резьбы) измеряется в миллиметрах, поэтому за каждой может следовать аббревиатура мм.Часто это не относится к шагу резьбы. Иногда его также не используют в других частях размера. Этого следует избегать, так как это может привести к путанице с американскими размерами застежек. Чтобы сократить метрические размеры, многие люди используют заглавную букву M перед диаметром, а затем оставляют единицы измерения в других частях размера. Этот метод приводит к уменьшению размера, который все еще явно является метрическим размером.
Примеры:
США Машинная резьба США Немашинная резьба | Метрическая машинная резьба Метрическая немашинная резьба Альтернатива в метрической системе |
Другая недвижимость
Некоторые застежки обладают дополнительными особыми свойствами.Некоторыми примерами являются специальные типы острия ( нарезание резьбы , пробивающее , острие ), встроенные шайбы ( неопреновые уплотнительные шайбы , фиксированные стопорные шайбы ), специальные системы фиксации резьбы ( нейлоновая накладка , предварительно -примененный резьбовой фиксатор r), и вентилируемые винты . Эти свойства включены в остальную идентификацию.
Гайки и шайбы
Гайки и шайбы лишены многих свойств других крепежных изделий.
Размеры гаек и шайб совпадают с диаметром крепежа, с которым они предназначены. Таким образом, шайба 1/4 дюйма подходит для болта / винта 1/4 дюйма.
Пример шайбы описание:
| Пример: | Шайба плоская | нержавеющая сталь | 1/4 « |
| Тип | Материал | Размер |
Пример гайки Описание:
| Пример: | Гайка шестигранная | нержавеющая сталь | 1/4 дюйма — 20 |
| Тип | Материал | Размер |
Типы, материалы и размеры указаны выше с отмеченными исключениями.
Порядок собственности
Хотя Bolt Depot использует порядок, указанный в верхней части этой страницы, другие поставщики могут использовать другой порядок для деталей, составляющих описание.
Пример:
Вместо
Тип Тип головки Материал Размер
Вы можете увидеть
Тип материала Размер Тип головки
или
Размер Материал Тип головки Тип
В других случаях эти различные элементы могут быть разделены на этикетке или листе заказа.Пока присутствуют все элементы, застежку можно легко идентифицировать.
Сокращения
Поскольку описания крепежа могут быть довольно длинными, часто используются сокращения.
Примеры:
WS = шуруп
MS = крепежный винт
Фил = Филлипс
S / S = нержавеющая сталь
G8 = сталь 8-го класса
Таким образом, вы можете увидеть что-то вроде этого:
Пример: WS Phil.Плоский S / S # 12 x 2
Несмотря на то, что он сильно укорачивается, он содержит полную спецификацию крепежа.
Многие общепринятые сокращения можно найти на нашей странице сокращений для крепежных изделий.
Примечание. Помимо сокращений, многие люди не учитывают в описании крепежа те части, которые, по их мнению, будут либо «стандартными», либо не важны для них. Например, можно не указывать плотность резьбы, потому что им просто нужна «стандартная» (грубая) резьба, или не указывать марку материала.Всегда лучше попытаться получить эту информацию до совершения покупки, чтобы избежать ошибок.
Shop Talk
Каждый, кто работает с крепежными изделиями, со временем начинает использовать свои сокращения и терминологию. Кричать «Принеси мне несколько анкеров для перил» намного проще, чем «Принеси мне несколько анкеров из нержавеющей стали размером три восьмых шестнадцать на четыре дюйма». Часто этот «Shop Talk» передается людям, которые никогда не знали другого названия застежки, а иногда даже становится отраслевым или региональным сленгом.
Для тех случаев, когда вы не можете идентифицировать застежку по имени, мы создали Таблицу типов застежек для печати. Эта таблица типов, а также иллюстрации в нашем каталоге разработаны, чтобы помочь вам определить, что вам нужно, вплоть до определенного размера.
Для помощи в поиске застежки, пожалуйста, свяжитесь с нашим отделом обслуживания клиентов по телефону 866-337-9888
.
Качественный промышленный крепеж | Мастер-крепеж
Гайки и болты могут показаться маленькими и незначительными в грандиозной схеме вашей работы.Но здесь, в Master Fasteners, мы знаем, что эти небольшие элементы оборудования являются неотъемлемой частью поддержания производительности и прибыльности вашего предприятия. Выбирайте нас для всего крепежного оборудования, которое вам необходимо для поддержания целостности ваших систем и обеспечения того, чтобы ваши инструменты и оборудование всегда были готовы к работе.
Свяжитесь с нами сегодня, чтобы запросить ценовое предложение на высококачественный промышленный крепеж, строительные изделия и нестандартные детали. Мы поможем вам выбрать идеальный крепеж для превосходной сборки.
УслугиMaster Fasteners — это больше, чем просто продажа. Положитесь на нас в предоставлении широкого спектра услуг для оптимизации вашего бизнеса, от управления запасами до индивидуальной металлизации. Индивидуальный дизайн деталей | Крепежные деталиДоверьте нам строительные крепежи, которые всегда доставляются вовремя. Мы известны широким выбором гаек, болтов и многого другого, отвечающих всем нормативным требованиям.Мы даже можем создавать индивидуальные детали! Строительный крепеж | Электронные компонентыНайдите электронные компоненты и оборудование, которые помогут сделать ваше предприятие более эффективным и действенным, чем когда-либо. Мы поставляем запчасти только от ведущих производителей. Пользовательские детали |
О нас
С тех пор, как мы открыли свои двери в 1985 году, коммерческие и промышленные клиенты со всего мира обращались к нам за лучшим выбором запчастей и индивидуальных электронных компонентов.С самого начала мы фокусировались на исключительных продуктах и еще более лучшем обслуживании клиентов. Сегодня — более 30 лет спустя — мы продолжаем отстаивать это видение нашей компании. Наша команда гордится тем, что зарекомендовала себя как один из самых надежных поставщиков промышленных крепежных изделий в стране. Заводы, оптовые торговцы и производители ценят то, что они могут положиться на наш дружелюбный персонал в плане эффективного обслуживания и глубоких знаний промышленных деталей и компонентов.
Общие сведения о фиксирующих крепежах — Fastener Mart
Технические данные крепежа | Общие сведения о серии Введение
Крепежные элементы с резьбой (болты, шурупы и т. Д.)) может расшататься под воздействием ударов, вибрации и других динамических сил. В этих ситуациях может потребоваться «фиксирующая» застежка. Стопорная застежка предназначена для предотвращения ослабления и может иметь внешнюю резьбу, например, винт, или внутреннюю резьбу, например, гайку.
В этом разделе мы рассмотрим некоторые из наиболее распространенных схем непостоянного запирания (пример постоянного запирания использует химическую реакцию для образования клея, который связывается с сопрягаемыми резьбами). В основном существует два типа фиксаторов: свободный ход и с преобладанием крутящего момента.Независимо от типа, цель состоит в том, чтобы увеличить момент отрыва, который представляет собой величину крутящего момента, необходимого для ослабления крепежа после его установки.
Для автономных типов часто требуется дополнительный компонент, например стопорная шайба или контргайка. Однако после первоначального ослабления они перестают сопротивляться расшатыванию, что является их основным недостатком. Тем не менее, в некоторых приложениях это может не быть проблемой. Однако преобладающие типы крутящего момента предназначены для создания трения.Даже после небольшого ослабления трение продолжает сопротивляться дальнейшему ослаблению. Однако это обычно означает значительное трение во время сборки.
Самостоятельная работа
Существует множество различных свободно работающих стилей на выбор, и часто приложение подсказывает, какой из них наиболее подходящий.
Орехи для варенья
Говорят, что это одна из первых схем блокировки, когда сначала устанавливается и затягивается тонкая контргайка, затем устанавливается обычная толстая гайка и затягивается до контргайки.Несмотря на эффективность, требуется дополнительная длина болта для установки дополнительной гайки, а время установки увеличивается, поскольку сборка включает две гайки, которые необходимо затягивать по отдельности.
Гайки с прорезями и замками
Гайки с прорезями используются с болтами или шпильками, в резьбовых частях которых просверлено отверстие. После установки гайки через противоположные прорези в гайке и отверстии под болт вводится шплинт или контровочная проволока, чтобы предотвратить ослабление гайки.Если шплинт или страховочная проволока не срезаны (сломаны), гайка остается на месте. Эта система требует, чтобы отверстие было просверлено в правильном месте. А поскольку прорези для гаек расположены с интервалом в 60 градусов, может оказаться невозможным точно затянуть гайку — возможно, ее придется затянуть слишком сильно или недостаточно, чтобы отверстие и прорезь выровнялись. Для сборки также требуется дополнительное время. Гайки шлицевые имеют плоскую вершину; корончатые гайки имеют более высокий профиль из-за их цилиндрической вершины с прорезями.
Шайба стопорная
Стопорные шайбы
— очень популярный выбор для замков, особенно с крепежными деталями меньшего размера.По сути, есть два типа: пружинный и зубчатый.
Шайбы пружинного действия: разрезные, конические (Бельвиль) и волнистые. Эти шайбы, помещенные под гайку или головку винта, сжимаются при затягивании крепежа, и натяжение пружины сдерживает ослабление.
Зубчатая стопорная шайба — внутренняя, внешняя, внутренне-внешняя и внешняя с потайной головкой — создает храповое действие, вгрызаясь в гайку или головку винта и поверхность, с которой она контактирует.
Несмотря на широкое распространение, стопорные шайбы с зубьями могут поцарапать сопрягаемые поверхности.Конические шайбы не повреждают поверхности, как зубчатые стопорные шайбы, но должны быть правильно ориентированы при установке, иначе они будут неэффективными. А поскольку пружины сгибаются при затягивании, их блокирующее действие не вступает в игру, пока застежка не ослабнет.
Последний вариант — пара стопорных шайб. Комплект, также называемый виброустойчивым замком и шайбой Nord-Lock, состоит из двух частей: верхней и нижней шайб. Эти многоразовые шайбы имеют клинья с одной стороны, которые должны устанавливаться сблокированными, и радиальные зубья с противоположной стороны.Когда винт или гайка затягиваются, зубцы врезаются в головку винта или гайку и сопрягаемый материал, чтобы предотвратить проскальзывание, в то время как клинья увеличивают натяжение, чтобы предотвратить ослабление.
Помимо необходимого дополнительного времени, установка стопорных шайб в труднодоступных местах или когда болт или винт направлен вниз, может вызвать затруднения.
Sems
Sems — это винты с невыпадающими стопорными шайбами под головками, которые нельзя удалить без повреждений. Такой единый подход экономит время во время сборки, но если винт или стопорная шайба повреждены, вам придется заменить оба.
Кепки
Также известные как K-Lock гайки, Keps похожи на Sems в том, что они представляют собой гайки с предварительно собранными стопорными шайбами (обычно с внешним зубом, но иногда и коническими). Это может сэкономить время и упростить работу с одним элементом. Но если гайка или шайба повреждены, их необходимо заменить. (См. Обсуждение стопорных шайб выше.)
Зубчатые крепежные детали
Зубчатые крепежные детали, доступные в виде винтов и гаек, имеют зубчатые зубцы, которые входят в сопрягаемую поверхность при затягивании.В этом отношении они действуют как стопорные шайбы, потому что храповое действие, которое они создают, препятствует расшатыванию. Но, как и зубные шайбы, они повреждают сопрягаемую поверхность.
Преобладающий крутящий момент
Преобладающие крепежные детали с блокировкой крутящего момента используют некоторую форму натяга для создания трения с сопрягаемой резьбой. Таким образом, даже если есть трение для предотвращения расшатывания, есть также трение во время сборки. Если рассматривать два варианта — гайки и винты — гайки более распространены.Одну гайку можно использовать с болтами и винтами различной длины и стилей головок, что сокращает инвентарь. Однако в таких ситуациях, как резьбовые отверстия, следует использовать преобладающие динамометрические винты.
Существуют два способа изготовления наиболее распространенных динамометрических креплений: с использованием полностью металла или путем добавления неметаллического элемента. Например, контргайки с гибким верхом полностью металлические. Что касается неметаллических элементов, контргайки с нейлоновой вставкой имеют невыпадающую нейлоновую шайбу меньшего размера, а винты используют нейлоновую накладку или шарик с 2–3 витками резьбы от конца.Неудивительно, что у обоих типов замков есть свои преимущества и недостатки.
Поскольку гайки являются наиболее популярными, давайте рассмотрим их поближе: все металлические гайки имеют меньше ограничений по температуре и химическим веществам, но они менее эластичны, склонны к истиранию резьбы и их трудно навинтить на длинные болты. Неметаллические конструкции имеют ограничения по температуре и не могут использоваться с некоторыми химическими веществами, но могут быть навинчены на длинные болты без повреждения резьбы. Кроме того, поскольку неметаллический элемент плотно прилегает к сопрягаемой резьбе, он обеспечивает эффективное уплотнение.
Имейте в виду, что гибкая верхняя часть и контргайки с нейлоновой вставкой в основном являются односторонними застежками — поскольку фиксатор находится на одном конце, их можно установить только в одном направлении (фиксирующий элемент — последний). Поскольку большинство винтов и болтов имеют коническую форму на конце с резьбой — а первые несколько витков резьбы могут быть повреждены — убедитесь, что гайка навинчена на достаточную глубину, чтобы ее стопорный механизм мог войти в полноразмерную неповрежденную резьбу. И даже несмотря на то, что наиболее распространенные контргайки крутящего момента можно использовать повторно, крутящий момент может снизиться с последующим повторным использованием, что снизит эффективность.
Наконец, при использовании крепежных изделий, в которых деформированная резьба используется в качестве фиксирующего механизма, не смешивайте сорта. Например, если термообработанная гайка с деформированной резьбой с преобладающим крутящим моментом используется со стандартным болтом из низкоуглеродистой стали, резьба одного из них — или обоих — может быть повреждена.
Если вы ищете огромный выбор замков, обратите внимание на Fastener Mart .
В этих справочных таблицах представлена дополнительная информация о фиксирующих крепежных деталях…
Fastener Mart предлагает полный набор замков.
Технические данные крепежа | Общие сведения о серии Введение
США: LOCKFAST v1.1
% PDF-1.4
%
337 0 объект
>
эндобдж
xref
337 67
0000000017 00000 н.
0000001812 00000 н.
0000002548 00000 н.
0000003206 00000 н.
0000003344 00000 п.
0000003480 00000 н.
0000003958 00000 н.
0000004303 00000 п.
0000004603 00000 п.
0000009984 00000 н.
0000010363 00000 п.
0000010852 00000 п.
0000011153 00000 п.
0000011442 00000 п.
0000018637 00000 п.
0000018986 00000 п.
0000019365 00000 п.
0000019725 00000 п.
0000458966 00000 н.
0000475477 00000 н.
0000480697 00000 н.
0000480753 00000 п.
0000480941 00000 н.
0000486916 00000 н.
0000486973 00000 н.
0000487236 00000 н.
0000492156 00000 н.
0000492213 00000 н.
0000492573 00000 н.
0000497895 00000 н.
0000497952 00000 н.
0000498344 00000 п.
0000499589 00000 н.
0000500505 00000 н.
0000501471 00000 н.
0000501909 00000 н.
0000501966 00000 н.
0000502490 00000 н.
0000502791 00000 н.
0000502847 00000 н.
0000503033 00000 н.
0000503429 00000 н.
0000503485 00000 н.
0000503783 00000 н.
0000504022 00000 н.
0000504317 00000 н.
0000512375 00000 н.
0000512728 00000 н.
0000513081 00000 н.
0000513513 00000 н.
0000517519 00000 н.
0000517914 00000 н.
0000518324 00000 н.
0000521190 00000 н.
0000521217 00000 н.
0000521383 00000 н.
0000521540 00000 н.
0000521682 00000 н.
0000521824 00000 н.
0000521955 00000 н.
0000522121 00000 н.
0000522236 00000 н.
0000522385 00000 н.
0000522567 00000 н.
0000522690 00000 н.
0000522870 00000 н.
0000001979 00000 п.
трейлер
]
>>
startxref
0
%% EOF
338 0 объект
>
/ PageLabels 334 0 руб.
/ ViewerPreferences>
>>
эндобдж
403 0 объект
>
поток
xc«b«PA , 9 N `bḡ5: & / wbP㍥ # 8 $ 6wiD \
Gr8z.K [T «.> [CĠɕ [¤h5f.٨tK4N H_i # SG»: B # vV90
Определение крепления Merriam-Webster
fas · десять
| \ ˈFa-sᵊn
\
застегивается; крепление \
ˈFas- niŋ
, ˈFa- sᵊn- iŋ
\
переходный глагол
1а
: для прикрепления, в частности, путем прикрепления булавками, завязками или гвоздями
б
: , чтобы сделать быстро и безопасно
c
: для надежной или надежной фиксации
d
: для защиты от открывания
2
: , чтобы исправить или установить стабильно
сосредоточила внимание на главной проблеме
3
: крепко держаться за
собака вцепилась зубами в башмак
4а
: настойчиво и обычно нежелательно прикрепляться
б
: для принудительного размещения : для принудительного размещения
возложил вину не на того человека
непереходный глагол
1
: стать быстрым или исправленным
2а
: крепко захватить или удерживать
б
: , чтобы сосредоточить внимание
Анализ вариаций сборки панелей самолета в соответствии со схемой расположения деталей
Типичная панель самолета — это сборка, состоящая из множества тонких и легких совместимых деталей.В процессе сборки панели широко применяется схема расположения деталей по частям, чтобы уменьшить количество креплений. По этой схеме расположения деталь размещается на предварительно закрепленной детали / подсборке с помощью отверстий детерминантной сборки (DA), и для соединения этих пар отверстий DA используются временные крепежные элементы (например, пружинный штифт). Временные крепежи могут скреплять пары отверстие-отверстие DA в осевом и радиальном направлениях отверстий DA. Крепление в радиальном направлении осуществляется расширением временных креплений.Хотя использование временных крепежных элементов помогает уменьшить различия в позициях между парами отверстие-отверстие, их зажимные силы, таким образом, могут привести к упругой деформации податливых деталей / узлов. Было проведено ограниченное исследование такой упругой деформации, вызванной временным креплением, и ее влияния на размерное качество сборки. В этой статье предлагается новый жестко-совместимый метод анализа вариаций для сборки панели самолета, включающий деформацию в процесс позиционирования от детали к детали.На основе кинематической теории и допущения о линейной упругой деформации формулируется распространение вариаций в процессе размещения, а также весь процесс сборки панели самолета. Затем выполняется статистический анализ вариаций с помощью моделирования Монте-Карло (МК). Наконец, предлагаемый метод подтверждается тематическим исследованием. Результат показывает, что деформация в процессе позиционирования от детали к детали значительно влияет на вариации сборки, и наш метод может обеспечить более точный и надежный прогноз.
1. Введение
Как класс основных конструкций в авиастроении, авиационные панели широко используются для изготовления фюзеляжей, крыльев, дверей кабины и других крупных деталей. Конструктивно панель самолета состоит из множества податливых деталей, которые отличаются большими, тонкими и легкими. Размерная точность сборки панели самолета напрямую связана с ключевыми характеристиками (например, аэродинамикой и усталостной прочностью) и безопасностью самолета.Анализ вариаций сборки направлен на прогнозирование геометрических вариаций сборочной системы на ранней стадии проектирования изделия, что обеспечивает математическую основу для контроля и улучшения геометрического качества [1].
В последние два десятилетия параллельно разрабатывались анализы вариаций жестких и податливых сборок [2]. Вариант жесткой сборки обычно моделируется на основе кинематической теории, в которой части считаются жесткими. Джин и Ши [3] разработали анализ изменения размеров сборки из листового металла с использованием модели пространства состояний, в то время как Мантрипрагада и Уитни [4] использовали модель перехода состояний для изучения распространения изменений в механических сборках.Ding et al. [5] и Ли и др. [6] провели анализ вариаций на основе чувствительности для многостанционного процесса сборки. Хуанг и др. [7, 8] разработали трехмерный (3D) анализ потока вариаций (SOVA) для однопозиционных и многопозиционных сборок. Лю и др. [9] принял дифференциальный вектор движения для представления вариаций и формулировки распространения вариаций. Qu et al. [10] представили варианты определения местоположения в многопозиционном анализе сборки. В таких методах деформация детали не учитывается при анализе вариаций сборки.
Что касается соответствующего анализа вариаций, предполагается, что детали деформируются, а распространение вариаций сборки моделируется механическими принципами. Лю и Ху [11] разработали метод коэффициентов влияния (MIC) для установления линейной зависимости между вариациями отдельных деталей и сборки в предположении линейной упругой деформации. Camelio et al. [12] и Yue et al. [13] использовали представление пространства состояний для расширения MIC в многостанционной сборочной системе. Dahlstrom и Lindkvist [14], Xie et al.[15] и Lindau et al. [16] включили контактный эффект деталей в моделирование вариаций сборки. Yu et al. [17] обсуждали влияние вариаций материала (т. Е. Толщины листа) на сборку из листового металла, в то время как Chen et al. [18] сформулировали эффект связи геометрических изменений и вариаций материала в податливой сборке. Wärmefjord et al. [19, 20] смоделировали различные процессы соединения при моделировании вариаций сборки нежестких деталей и спрогнозировали требуемые усилия сборки и удерживающие силы во время процессов соединения.Söderberg et al. [21] исследовали влияние вариаций положения точечной сварки на геометрические вариации собранного изделия. Моос и Веззетти [22] интегрировали эффект пластичности материала в моделирование сварочного процесса методом конечных элементов (КЭ). Lorin et al. [23] и Söderberg et al. [24] ввел MIC в расчет напряжений при сборке составных деталей.
Существует немного исследований по моделированию вариаций смешанной жестко-совместимой сборки. Ni et al. [25] разработали трехмерный прецизионный анализ сборки листового металла, в котором жесткие и податливые вариации рассчитывались с помощью кинематических формул и модифицированного анализа конечных элементов (FEA), соответственно.Цай и Цяо [26] смоделировали распространение жестко-податливой гибридной вариации в сборке из листового металла на основе гомогенной матрицы преобразования (HTM) и MIC.
В последние годы все больше исследований было направлено на анализ вариаций сборки панелей самолета. Cheng et al. [27] проанализировали распространение вариантов сборки авиационных тонкостенных конструкций при автоматизированном процессе клепки. Lin et al. [28] использовали подструктуру, чтобы упростить моделирование КЭ, при этом достигая сравнимой точности прогноза вариаций сборки как полного КЭ.Zheng et al. [29] установили эквивалентную механическую модель процесса клепки для повышения вычислительной эффективности анализа вариаций сборки.
Традиционно для сборки панелей самолета требуются многочисленные приспособления для размещения составных частей. Чтобы уменьшить количество монтажных приспособлений, а также сэкономить время и средства, техническая тенденция при сборке самолетов заключается в принятии схемы размещения деталей по частям. В соответствии со схемой локализации «деталь к детали» деталь располагается непосредственно на другой детали / подсборке с помощью элементов сборки (AF).Наиболее часто используемые AF представляют собой круглые отверстия, попарно выполненные на отдельных деталях, и эти установочные отверстия в авиационной промышленности называются отверстиями детерминантной сборки (DA) [30, 31]. Временные крепежные детали (например, пружинный штифт) используются для соединения пар отверстий DA до завершения процесса клепки. Временные крепежи могут скреплять пары отверстие-отверстие DA в осевом и радиальном направлениях отверстий DA. Крепление в радиальном направлении осуществляется за счет расширения временных крепежных элементов, что приводит к возникновению зажимных усилий на деталях в радиальном направлении отверстий DA.Поскольку изменения размеров предварительно просверленных отверстий DA и позиционные различия между парами отверстий DA технически неизбежны, зажимные силы, создаваемые временными крепежными элементами, могут вызывать деформацию податливых деталей в этом процессе размещения. К сожалению, такая деформация намеренно игнорируется для упрощения вариационной модели сборки [32] или недостаточно проработана [28] в существующих исследованиях. Насколько нам известно, деформация, вызванная временными крепежными элементами, и ее влияние на размерное качество сборки не изучались систематически и не учитывались при анализе вариаций сборки совместимых деталей в существующих исследованиях.Чтобы выполнить строгие требования к точности размеров в самолетостроении, надежное прогнозирование вариаций сборки с учетом деформации в процессе определения местоположения от детали к детали становится особенно важным для эффективного управления размерами сборки самолета.
В панелях самолета существуют вариации сборки из-за жестких движений и податливой деформации. В данной статье предлагается метод анализа вариаций жесткой податливой сборки панели самолета по схеме размещения деталей.Этот метод разработан с использованием типичной сборки панели самолета, где детали рамы, такие как стрингер, зажим и рама из листового металла, располагаются через отверстия DA. Во-первых, распространение отклонений в процессе позиционирования от детали к детали моделируется на основе кинематической теории и MIC, где учитывается деформация, вызванная усилиями зажима временных креплений. Затем моделируется распространение вариаций через весь процесс сборки панели, и выполняется статистический анализ вариаций с использованием моделирования Монте-Карло (MC).
Работа организована следующим образом. Раздел 2 даст определение проблемы и математическое представление. В разделе 3 анализируется распространение отклонений в процессе локализации от детали к детали. В разделе 4 будет смоделировано распространение отклонений через весь процесс сборки панели самолета и проведен статистический анализ отклонений. Раздел 5 будет подтверждать предложенный метод с тематическим исследованием. Раздел 6 завершит наше исследование.
2. Постановка задачи и математическое представление
2.1. Описание проблемы и предположение
Как показано на рисунке 1, типичная панель самолета состоит из нескольких листовых металлов, включая обшивку, стрингеры, зажимы и рамы из листового металла. Весь процесс его сборки включает две станции. На Станции 1 обшивки, стрингеры и зажимы собираются в узел. На Станции 2 листовые рамы собираются вместе с узлом в сборку панели. Здесь обшивки и подсборка на Станциях 1 и 2 расположены с помощью приспособления, в то время как все части рамы расположены у отверстий DA.Каждая из стрингеров и зажимов расположена на обшивке двумя отверстиями DA, а каждая рама листа расположена на зажимах тремя отверстиями DA.
В сборке панели самолета с расположением деталей по частям используются две или более пары отверстий DA для размещения детали на предварительно закрепленной детали / подсборке. Пары отверстие-отверстие DA соединяются временными крепежными деталями. Вставляются временные фиксаторы, а затем закрепляются парные отверстия DA. Расширение крепежа приводит к возникновению зажимных усилий в радиальном направлении отверстий DA.На практике эти усилия зажима сильно зависят от опыта сборщика. В этой ситуации не допускается пластическая деформация деталей / узлов, но нельзя избежать небольшой упругой деформации. Сила зажима временных креплений в сочетании с неизбежными позиционными различиями между парами DA отверстие-отверстие может вызвать упругую деформацию деталей / узлов.
В этом случае упругая деформация каркасов листов может иметь более высокую вероятность, чем деформация стрингеров и зажимов в процессе позиционирования по частям, потому что (а) количество отверстий DA больше, и (b) пары отверстий DA в рамах листов могут иметь большие позиционные различия, где вариации положения расположенных отверстий DA на зажимах распространяются и накапливаются через несколько частей и множество станций.Поэтому листовая рама взята в качестве примера, чтобы проиллюстрировать распространение отклонений в процессе определения местоположения от детали к детали.
Как показано на Рисунке 2, в Станции 2 подсборка из Станции 1 называется Частью 1, а листовая рама — Частью 2. Для простоты используются только зажимы с расположенными отверстиями DA, а также оболочки показаны для Части 1. Часть 1 расположена на приспособлении с помощью отверстий для ушей и монтажных плат, а Часть 2 будет расположена на Части 1 с помощью трех отверстий DA.
Центры отверстий DA части 1 обозначены как, и.Точно так же центры части 2 обозначаются как, и. Точки измерения, обозначенные символом ~, обозначены на шкурах. Их варианты используются для обозначения вариантов сборки.
Деформация детали также зависит от последовательности расположения отверстий DA. Здесь, и в Части 2 определены как главное, вторичное и третичное опорные отверстия соответственно. Предполагается, что сначала располагается основное отверстие в базе, а затем последовательно располагаются другие отверстия DA.
В частности, чтобы подчеркнуть направленность нашего исследования, были сделаны следующие предположения:
(1) Деформация детали в сборке мала и линейно упруга без пластической деформации или коробления. (2) Влияние трения, контактной силы, силы тяжести и т. Д.не учитываются (3) Местная деформация вокруг отверстий для заклепок и отверстий DA не учитывается (4) Размер и форма отверстий DA остаются неизменными
2.2. Математическое представление
2.2.1. Определение систем координат
Для описания вариаций, а также их взаимосвязей, определены четыре типа систем координат (CS), включая систему координат станции (SCS), систему координат детали (PCS), систему координат элемента местоположения (LFCS). ) и систему координат измерения (MCS).
SCS считается безошибочным и неизменяемым в процессе сборки станции. PCS связан с деталью, в то время как LFCS связан с отверстиями DA для определения местоположения по частям, которые содержат отверстия для определения местоположения и расположения отверстий DA. Для детали, которая должна быть расположена с отверстиями DA, LFCS расположения отверстий DA находится на этой части, которая определяется следующим образом: начало координат находится в центре основного отверстия базы данных; ось указует на центр вторичного базового отверстия; если третичное исходное отверстие существует и неколлинеарно с главным и вторичным базовыми отверстиями, ось перпендикулярна плоскости, которая определяется центрами главного, вторичного и третичного базовых отверстий.Точно так же LFCS расположенных отверстий DA на предварительно закрепленной детали / подсборке соответствует LFCS расположению отверстий DA. MCS определяется как система координат, в которой измеряются вариации сборки. Более того, пространственные отношения между различными CS могут быть описаны HTM [26].
Как показано на Рисунке 2, это SCS 2 Станции 2, где предполагается, что приспособление закреплено. и являются PCS частей 1 и 2, обозначенных как PCS 1 и PCS 2 , соответственно.На частях 1 и 2 и представлены LFCS расположенных и размещаемых отверстий DA, обозначенных как LFCS 1 и LFCS 2 , соответственно. в Части 1 — MCS. Поскольку установочные отверстия DA являются не только точкой отсчета местоположения, но и точкой измерения в Части 2, предполагается, что PCS 2 совпадает с LFCS 2 , PCS 1 и MCS определены аналогично LFCS, которые принимают два и три ушных отверстия в качестве ориентиров соответственно.
Из-за различий в расположении отверстий DA и ушных раковин, PCS, LFCS и MCS делятся на номинальные и фактические соответственно.Первые украшены надстрочным индексом «n». В частности, предполагается, что основные исходные отверстия для расположения отверстий DA не имеют вариаций положения. Кроме того, HTM n PCS 1 , n PCS 2 ( n LFCS 2 ), n LFCS 1 и n MCS, в отношении (wrt) SCS 2 , ар,, и. Очевидно, .
2.2.2. Представление и расчет отклонений
Изменение размеров и геометрических размеров указывает на отклонение фактического элемента от его номинального.Повороты и перемещения элемента могут быть описаны с помощью модели торсора с малым смещением (SDT) [33, 34]. В модели SDT вариации признаков определяются как векторное представление [35], т.е. обозначает вектор вращения, который имеет три компонента:, и вокруг -, — и -осей, соответственно. Аналогичным образом обозначается вектор трансляции, который имеет три компонента:, и по -, — и -осям, соответственно.
Варианты сборки вводятся источниками изменений, которые распространяются и накапливаются в процессе сборки.Например, в жестком вариационном анализе, основанном на кинематической теории [4, 9, 36], вариация признака равна. Произвольная точка на объекте есть, и ее координаты обозначаются как. Вариация точки может быть рассчитана с помощью HTM [37, 38] следующим образом:
где HTM
и является
Когда, и очень малы, уравнение (3) имеет вид
В соответствующем анализе вариаций, основанном на MIC [11, 12], линейные зависимости между перемещениями и силами определенных точек могут быть сформулированы следующим образом:
где матрица жесткости соответствует характеристикам граничного условия в процессе сборки, а сформулированные точки делятся на две категории: (а) смещения и силы, отмеченные индексом «», соответствуют точкам, которые подвергаются постоянным нагрузкам, и (b) смещения и силы, отмеченные индексом «», означают, что смещения точек остаются постоянными.Здесь некоторые точки могут быть напрямую извлечены с помощью коммерческого программного обеспечения КЭ, за исключением точки, определенной как граничное условие. Конечно, силы в точках граничных условий, обозначенные как, имеют линейную связь с силами в других точках следующим образом:
где — матрица коэффициентов, которую можно получить из коммерческого программного обеспечения КЭ.
Из уравнений (5) и (6), и могут быть вычислены с константами и.
3. Анализ распространения колебаний в процессе локализации от детали к детали
В процессе локализации от детали к детали соответствующие детали / узлы могут деформироваться из-за различий в позициях между парами отверстий DA и зажимом силы временных креплений.Анализ распространения вариаций направлен на изучение введения, распространения и накопления потока данных вариаций в процессе сборки. В этом разделе, включая и не учитывающие деформацию деталей / узлов, предлагаются методы анализа распространения вариаций в процессе локализации от детали к детали, основанные на кинематической теории и MIC.
3.1. Анализ распространения вариаций без учета деформации
Без учета деформации в процессе локализации деталей, анализ вариаций является в целом жестким.В соответствии с последовательностью расположения отверстий DA, процесс жесткого позиционирования рассматривается следующим образом:
(1) Основное исходное отверстие в Части 2 закреплено с помощью расположенного на нем отверстия DA на Части 1, чтобы гарантировать, что эта пара DA-отверстие-отверстие совпадает, то есть совпадает с (2) Вторичное исходное отверстие в Части 2 закреплено с расположенным отверстием DA на Части 1, чтобы минимизировать расстояние между центрами этой пары DA отверстие-отверстие. Здесь он коллинеарен и (3) Отверстие третичной базы в Части 2 закреплено с помощью расположенного на нем отверстия DA на Части 1, где считается, что оно находится в плоскости, определяемой, и, чтобы минимизировать расстояние между центрами этого DA. пара отверстие-отверстие
Следовательно, процесс жесткого определения местоположения предполагается, что: PCS 2 перемещается и поворачивается для совпадения с LFCS 1 , а затем степени свободы (DOF) центров пары отверстий DA связаны.
Как показано на Рисунке 2, координаты,, w.r.t. СКС 2 , ар. Координаты,, w.r.t. n PCS 2 , есть, и они w.r.t. PCS 2 следующие:
где «, и — HTM n PCS 2 w.r.t. PCS 2 . В сочетании с уравнением (4), и,, могут быть вычислены.
Аналогично HTM n LFCS 1 w.r.t. LFCS 1 обозначается как, а также координаты w.r.t. LFCS 1 , обозначенный как,, может быть вычислен с помощью уравнений (4), (8) и (9).
где — координаты w.r.t. n LFCS 1 , и,,, и.
Когда PCS 2 совпадает с LFCS 1 , и варианты,, w.r.t. SCS 2 , являются следующими:
где координаты, обозначенные индексом «0», представляют собой номинальные. Конечно, вариации « w.r.t. SCS 2 , ар и,.
3.2.Анализ распространения отклонений с учетом деформации
Когда деформация, вызванная усилиями зажима временных крепежных элементов, включается в процесс позиционирования от детали к детали, анализ отклонений является жестким. В процессе позиционирования по частям отверстия DA части 2 последовательно скрепляются с расположенными на них отверстиями DA на части 1. Здесь, по сравнению с процессом жесткого определения местоположения, описанным в разделе 3.1, считается, что, когда вторичные и третичные базовые отверстия в Части 2 скрепляются с их расположенными отверстиями DA, эти пары отверстий DA вынуждены совпадать друг с другом.Предполагается, что этот жестко согласованный процесс определения местоположения выглядит следующим образом:
(a) PCS 2 перемещается и поворачивается для совпадения с LFCS 1 (b) Степени свободы и связаны (c) и зажимаются для совпадения, а затем их степени свободы связаны (d) Аналогично с ( c) и фиксируются для совпадения, а затем их степени свободы связываются.
Подпроцессы (a) и (b) принадлежат к жесткому процессу определения местоположения, тогда как подпроцессы (c) и (d) являются совместимыми. В подпроцессах (c) и (d) предполагается, что: зажимные силы временных крепежных элементов устраняют позиционные различия между парами DA отверстие-отверстие; зажимные силы представляют собой пару равных и противоположных сосредоточенных сил в центрах пары отверстий DA, соответственно, как показано на рисунке 3.
Ссылаясь на уравнения (5) и (6), можно определить линейные зависимости между перемещениями и силами относительно друг друга. SCS 2 из-за зажимных усилий следующие:
где нижний индекс «(),» представляет подпроцесс (c) или (d). Для подпроцесса (c) граничным условием является то, что Часть 1 расположена у ушных отверстий, а степени свободы связаны. соответствует точкам, не подверженным нагрузкам, включая точки измерения, центры отверстий под клепку, центры отверстий DA, кроме и, и т. д.Нижний индекс «» представляет точки, расположенные фиксатором, за исключением точек для граничного условия, и, таким образом,. обозначает перемещения и на зажимные силы, а затем
Таким образом,, и могут быть вычислены с помощью уравнений (11) и (12).
Точно так же неизвестные смещения и силы в подпроцессе (d) могут быть вычислены с помощью уравнений (11) и (13).
где и обозначают смещения и произведенные в подпроцессе (c). Кроме того, граничным условием для подпроцесса (d) является то, что степени свободы и связаны на основе граничного условия для подпроцесса (c).
4. Анализ вариаций сборки панели самолета
4.1. Анализ распространения вариаций для всего процесса сборки авиационной панели
Анализ распространения вариаций для всего процесса сборки выполняется для описания взаимосвязей между вариациями собранных продуктов и источников. Как показано на рисунке 4, весь процесс сборки панели самолета (показанный на рисунке 1) можно разделить на две станции и семь этапов, а также несколько сегментных процессов, включая определение местоположения с помощью приспособления, определение местоположения отверстиями DA, клепку двух частей и освобождение от приспособления.Эти процессы можно разделить на четыре элементарных шага: найти, зафиксировать, соединить и освободить [39]. В разделе 3 изучается процесс локализации дырками DA, а распространение вариаций для трех других формулируется следующим образом.
4.1.1. Расположение с помощью приспособления
Две оболочки и подсборка расположены с помощью приспособления в начале станций 1 и 2, соответственно. Крепления на двух станциях похожи, и оба состоят из отверстий для ушей и крепежных досок.Соответственно, процесс определения местоположения по приспособлению содержит два следующих подпроцесса:
(a) Расположение отверстий для ушей: отверстия для деталей / узлов предварительно просверлены, аналогично отверстиям DA. На Станции 1 каждая из обшивок расположена у двух ушных отверстий, которые принадлежат суставам отверстие-отверстие. Предполагается, что этот подпроцесс представляет собой жесткий процесс локализации, аналогично локализации отверстиями DA без деформации (см. Раздел 3.1). На Станции 2 узел расположен четырьмя отверстиями для ушей, в том числе двумя отверстиями для жесткой фиксации и двумя другими для чрезмерного ограничения основной поверхности кожи.Последний рассматривается как совместимый процесс определения местоположения, аналогично процессу определения местоположения с помощью крепежных досок и ремней (рассматривается в следующем подпроцессе). Затем все глубины резкости центров отверстий для ушей привязываются к приспособлению. (B) Расположение с помощью крепежных досок и ремней: крепежные доски и ремни используются для чрезмерного ограничения основной поверхности кожи. Каждая крепежная доска имеет несколько небольших рабочих поверхностей. Соответствующие установочные поверхности на обшивках прижимаются к рабочим поверхностям и стягиваются ремнями.Здесь каждая из опорных поверхностей абстрагируется как опорная точка. Этот подпроцесс представляет собой совместимый процесс определения местоположения, в котором смещения точек размещения относительно SCS, обозначенные как, происходят вдоль нормальных направлений основной поверхности кожи, а затем
где нижний индекс «()» представляет этот подпроцесс. Граничным условием является то, что кожухи или сборочный узел расположены у ушных раковин.
Затем предполагается, что поступательные степени свободы вне поверхности точек позиционирования ограничиваются крепежными досками и ремнями.
4.1.2. Склепывание двух деталей
При сборке панелей самолета молотковая клепка часто используется для соединения двух частей вместе. Этот процесс клепки состоит из трех этапов: зажим, соединение и освобождение. В частности, отверстия для клепки были расширены, чтобы гарантировать концентричность перед клепкой. Для упрощения предполагается, что все пары отверстие-отверстие для клепки в процессе клепки склеиваются вместе одновременно.
Во-первых, на этапе зажима центры отверстий под заклепки двух частей зажимаются в определенных положениях с помощью домкрата и отвертки для заклепок.В процессе клепки двух обшивок центры отверстий для клепки фиксируются в своих номинальных положениях. В процессе клепки детали рамы с предварительно закрепленной деталью / подсборкой центры отверстий для клепки последнего зажимаются неподвижно, в то время как центры отверстий для клепки первого зажимаются с центрами отверстий последнего. Потом,
где нижний индекс обозначает шаг зажима в процессе клепки. Граничное условие такое же, как и для уравнения (14) для клепки двух обшивок. И в процессе клепки детали рамы граничное условие сочетается с привязкой степеней свободы центров пары DA / клепка отверстие-отверстие, которые соединяются перед этим этапом.. обозначает смещение центров отверстий под клепку на двух частях.
Затем на этапе соединения связываются степени свободы центров пар заклепочных отверстий.
Наконец, на этапе разблокировки освобождаются домкратный блок и отвертка для заклепок. Силы упругого возврата в центрах отверстий для заклепки принимаются как противодействующие силы на этапе зажима следующим образом:
где нижний индекс обозначает этап освобождения в процессе клепки. Граничное условие состоит в том, что степени свободы центров пар заклепочных отверстий связаны на основе граничного условия для ступеньки зажима.обозначает силы упругого возврата.
4.1.3. Снятие с приспособления
После процесса сборки на станции подсборка / сборка снимается с приспособления. Этот процесс содержит этап выпуска. Очевидно, что подсборка / сборка с набором полных ограничений считается находящейся в отсутствии внешних сил. Следовательно, освобождение от приспособления приравнивается к снятию ограничений с помощью приспособления, за исключением набора полных ограничений. Потом,
где нижний индекс представляет этот процесс высвобождения.обозначает силы упругого возврата в точках, которые должны быть освобождены от приспособления, которые равны накопленным силам перед текущим шагом. соответствует точкам, не расположенным крепежом.
При оставшихся полных ограничениях на приспособление на Станции 1 или 2 координаты точек измерения относительно SCS равны, чьи координаты и вариации относительно MCS следующие:
где HTM MCS w.r.t. SCS. можно получить в соответствии с методом расчета (см. раздел 3.1).
В конце концов, распространение вариации через весь процесс сборки панели самолета формулируется путем последовательного комбинирования моделей распространения вариаций сегментарных процессов.Входными данными анализа распространения вариаций для всего процесса сборки являются источники вариаций, а на выходе — вариации сборки. Источники отклонений, рассматриваемые в этой статье, содержат отклонения деталей, приспособлений и изменения, вызванные процессом клепки, которые обозначаются,, и, соответственно. Связь между входом и выходом можно выразить следующим образом:
где представляет собой модель распространения вариаций всего процесса сборки.
4.2. Статистический анализ вариаций с помощью моделирования MC
Поскольку вариации источников обычно являются случайными вариациями в пределах их соответствующих зон допуска, т.е.е., процесс сборки — случайный процесс, необходим статистический анализ, а не разбор случая. Как один из наиболее распространенных методов статистического анализа, моделирование MC является достаточно всеобъемлющим и простым в использовании даже для неявных и нелинейных задач, хотя часто требует больших вычислительных ресурсов и времени. Этот метод статистического анализа используется для выполнения статистического анализа вариаций в сочетании с моделью распространения вариаций для всего процесса сборки панели самолета, полученной в разделе 4.1. Блок-схема статистического анализа вариаций показана на рисунке 5.
Итеративно, набор случайных вариаций источников генерируется в пределах их допустимых зон, а затем подставляется в модель распространения вариаций для расчета вариаций сборки. Процесс случайной генерации и вычисления повторяется до тех пор, пока выборок не станет достаточно. В частности, предполагается, что сгенерированные вариации не зависят друг от друга и связаны со своими допусками при нормальном распределении.
5. Пример использования
5.1. Описание корпуса
Корпус представляет собой панель самолета, как показано на рисунке 1. Для упрощения анализа и экономии времени вычислений количество частей рамы уменьшено. Как показано на рисунке 6, компонент панели состоит из 2 обшивок, 4 стрингеров, 8 зажимов и 2 рамок из листов. Кроме того, предполагается, что (a) SCS 2 параллелен SCS 1 ; (b) на Станции 2 ушные отверстия 1 и 2 на Обшивке 1 используются для жесткого размещения подузла, и, таким образом, PCS подузла приравнивается к PCS Обшивки 1; (c) MCS подсборки / сборки принимает ушные отверстия 1-3 в качестве контрольных точек; (г) элементы каркаса одного и того же типа собираются одновременно.
Материал всех деталей — сплав Al-Li с модулем Юнга ГПа, коэффициентом Пуассона. Толщина деталей составляет 1,8 мм для обшивки и зажимов, 1,2 мм для стрингеров и 1,6 мм для шпангоутов. Каждая из обшивок относится к одинарной кривизне, с номинальным размером и номинальным радиусом кривизны.
Для источников отклонения производственные допуски деталей и приспособлений приведены в таблице 1. Кроме того, в процессе клепки оболочек 1 и 2 отклонения положений зажима от номинальных устанавливаются как ± 0.065 мм по нормали к основной поверхности кожи.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
ABActUS модель FE используется для построения модели FE элемент и извлечение матриц жесткости и коэффициентов. Вычислительные работы в анализе вариаций сборки выполняются MATLAB. Количество итераций в эксперименте с моделированием МК устанавливается равным.
5.2. Подтверждение и обсуждение
Предлагаемый метод анализа вариаций сборки панели самолета объединяет деформацию, вызванную усилиями зажима временных креплений, в процесс позиционирования от детали к детали. Чтобы проверить значимость учета такой деформации, во-первых, количественно оцениваются позиционные различия между парами DA отверстие-отверстие и зажимные силы временных крепежных элементов. Затем сравниваются результаты анализа экспериментов без деформации и с деформацией в процессе локализации деталей.
Два эксперимента по контрасту проводятся для анализа вариаций сборки, включая и не включающие деформацию в процесс размещения рамок листов, которые обозначаются как EX1 и EX2, соответственно. Чтобы избежать помех от различных генерируемых источников вариаций, для двух экспериментов обеспечиваются одни и те же наборы источников вариаций.
В процессе определения местоположения листовых рам на примере листового каркаса 1 распределение расстояний между центрами непринципиальных опорных пар отверстий DA показано на рисунке 7, где рисунки 7 (a) и 7 ( b) указывают распределения расстояний после процесса жесткого позиционирования листовых каркасов, а рисунок 7 (c) соответствует расстоянию между центрами пар «отверстие-отверстие» третичной базы после того, как пары «отверстие-отверстие» вторичной базы закреплены в EX2.Распределение величины усилия зажима на неглавных датум центров отверстий листовой рамы 1 в EX2 показаны на рисунке 8.
(а) Вторичные данное отверстие
(б) Третичных данное отверстие
(а) Вторичное базовое отверстие
(b) Третичное исходное отверстие
Для EX1 и EX2 статистические характеристики вариаций сборки при ~ wrt MCS сравниваются, как показано в таблице 2, где учитываются вариации сборки вдоль осей координат и нормального направления основной поверхности обшивки.В качестве примера распределение вариантов сборки показано на рисунке 9. Кроме того, на протяжении семи этапов всего процесса сборки (как показано на рисунке 4) стандартные отклонения вариаций в ~ вдоль нормального направления основная поверхность кожи показана на Рисунке 10. И силы / моменты реакции зажимного приспособления в ушных отверстиях и точки размещения, соответствующие фиксирующим пластинам, показаны на Рисунке 11, если взять ушное отверстие 2 и (показано на Рисунке 6) в качестве примеров.В частности, изменения и силы / моменты на рисунках 10 и 11 все измерены в SCS 1 или SCS 2 , чтобы четко выразить их изменения и тенденции на протяжении всего процесса сборки. Кроме того, для удобства расчета и измерения оставшиеся полные ограничения на этапах 4 и 7 являются ограничениями для Earhole 1.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
(а) EX1
(б) EX2
(б) EX2
(а) (а)
(a) Реагирующие силы и моменты на Earhole 2
(b) Реагирующие силы на и
(a) Реагирующие силы и моменты на Earhole 2
(b) Реагирующие силы на и
Из таблицы 2 и рисунков 7–11 видно, что
(1) Позиционные различия между центрами пар DA отверстие-отверстие рамок листов очевидны, и результаты анализа EX1 и EX2 значительно различаются.Следовательно, нельзя игнорировать деформацию в процессе позиционирования деталей, а также ее влияние на вариации сборки. Более того, в соответствии с величиной зажимных сил в центрах отверстий DA предположение о линейной упругой деформации может быть разумным (2) В EX2 позиционные различия между центрами пар третичных исходных отверстий сильно зависят от процесса крепления. пара вторичных базовых отверстий. Следовательно, последовательность расположения отверстий DA может иметь заметное влияние на деформацию деталей / узлов в процессе размещения деталей и, таким образом, на вариации сборки (3) В EX1 вариации на ~ почти не меняются на этапах 1- 3 и 5-6, и резко возросло на стадиях 4 и 7.Это может быть связано с тем, что приспособления на Станциях 1 и 2 создают избыточные ограничения для обшивки и подсборки, соответственно, что предотвращает деформацию податливых деталей / подсборок за счет изменения сил / моментов реакции приспособлением. Когда зажимные приспособления отпускаются, силы / моменты реакции могут вызвать острую деформацию (4) На этапах 6 и 7 EX2 изменения в ~, а также силы / моменты реакции приспособления изменяются по сравнению с таковыми из EX1. . Эти изменения могут быть связаны с усилиями зажима временных крепежных элементов в процессе установки листовых рам EX2.Силы / моменты реакции зажимного приспособления могут быть увеличены или уменьшены в процессе определения местоположения листовой рамы, а затем дополнительно повлиять на изменения по мере освобождения зажимных приспособлений.
6. Выводы
В этой статье представлен метод анализа вариаций с жесткой совместимостью для сборки панели самолета по схеме расположения деталей по частям. В процессе позиционирования между деталями учитывается деформация податливых деталей / узлов, которая вызвана позиционными различиями между парами DA отверстие-отверстие и усилиями зажима временных крепежных элементов.На основе кинематической теории и MIC моделируется распространение отклонений при локализации от детали к детали в соответствии с практическим производственным процессом и разумными предположениями. Кроме того, весь процесс сборки панели самолета делится на несколько сегментарных процессов, а затем формулируются распространения вариаций в этих сегментарных процессах и интегрируются в анализ распространения вариаций на протяжении всего процесса сборки. Наконец, проводится статистический анализ вариаций с использованием моделирования MC.
Результаты анализа тематического исследования показывают, что (а) для прогнозирования вариаций сборки панелей самолета нельзя игнорировать деформацию в процессе позиционирования от детали к детали и ее влияние; (b) на такую деформацию может заметно повлиять последовательность расположения отверстий DA; (c) чрезмерные ограничения, накладываемые приспособлением, предотвращают большую деформацию в процессе сборки панелей самолета, поэтому необходимо прогнозировать отклонения сборки вне приспособления; и (d) в процессе позиционирования по частям силы зажима временных крепежных элементов могут изменять силы / моменты реакции крепежа, что может дополнительно влиять на вариации сборки, когда собранная панель освобождается от крепления.
В целом, предлагаемый метод может обеспечить точное и надежное прогнозирование вариантов сборки панелей самолета при схеме расположения деталей по частям. Кроме того, у него есть потенциальные приложения для руководства процессом сборки в процессе поиска деталей.