Технология изготовления автоклавного газобетона | gazobeton.org
Газобетон – это легкий искусственный материал, полученный в результате твердения поризованной смеси, состоящей из гидравлических вяжущих веществ, тонкомолотого кремнеземистого компонента, воды и добавки газообразователя.
Для изготовления изделий из ячеистого бетона можно применять различные сырьевые материалы, но наибольшее распространение получили следующие:
— портландцемент ПЦ 400 – ПЦ 500, без активных минеральных добавок;
— известь негашеная кальциевая с содержанием CaO не менее 70%;
— кварцевый песок с содержанием кварца SiO2 не менее 85%, а глинистых примесей не более 3%;
— газообразователь алюминиевая пудра (паста) с содержанием активного алюминия не менее 80%.
Технологический процесс изготовления автоклавного газобетона включает в себя:
— прием и подготовку сырьевых материалов;
— приготовление газобетонной смеси;
— формование массивов газобетона;
— разрезку массивов на изделия;
— автоклавную обработку;
— упаковку изделий.
Сырьевые материалы могут поступать на завод различными видами транспорта (чаще всего автомобильным и железнодорожным). Хранение вяжущих предусматривается в специальных силосах. Количество и объем силосов выбирается в зависимости от мощности завода, удаленности от поставщиков материалов и вида транспорта.
Кварцевый песок выгружаются в приемный бункер, откуда по ленточному конвейеру поступает на помол для приготовления шлама. Помол производится в шаровых мельницах. Далее песчаный шлам транспортируется в шламбассейны, где гомогенизируется с помощью постоянного механического перемешивания.
Негашеная известь на предприятие поступает в тонкомолотом или комовом виде.
В первом случае, тонкомолотая негашеная известь хранится, по аналогии с портландцементом, в силосах и уже готова к употреблению. Во втором случае, если поступает комовая негашеная известь, на предприятии используется технология приготовления известково-песчаного вяжущего путем совместного сухого помола в шаровых мельницах извести и кварцевого песка.
Во втором случае, если поступает комовая негашеная известь, на предприятии используется технология приготовления известково-песчаного вяжущего путем совместного сухого помола в шаровых мельницах извести и кварцевого песка.
Приготовление газобетонной смеси производится в дозаторно-смесительном отделении. Портландцемент, известь (известково-песчаное вяжущее), песчаный шлам, шлам из отходов резки, вода и алюминиевая суспензия дозируются в соответствии с установленной рецептурой в специальный смеситель, обеспечивающий высокую гомогенность смеси.
Процесс формования включает разгрузку (заливку) смеси из смесителя в форму и вспучивание смеси. Окончание процесса формования наступает после достижения максимальной высоты вспучивания смеси и прекращения активного газовыделения.
После вспучивания формы с газобетонной смесью выдерживаются на постах, желательно при температуре воздуха не менее +15-20oС до приобретения требуемой пластической прочности сырца. Для ускорения процесса набора первоначальной прочности формы со смесью могут выдерживаться в специальных термокамерах при температуре до +70-80oС. Время выдержки при использовании термокамер уменьшается.
После достижения сырцом пластической прочности 0,04-0,12 МПа (в зависимости от технологии) формы подаются на резательный комплекс. Газобетонный массив калибруется со всех сторон и разрезается проволочными струнами в продольном и поперечном направлениях на изделия требуемых размеров. Метод резки газобетонных массивов в полупластическом состоянии с помощью тонких проволочных струн хорошо зарекомендовал себя и на современных резательных машинах позволяет получать изделия точных размеров с отклонениями от номинальных до ±1,0-1,5 мм. Такая точность позволяет осуществлять кладку блоков на тонкослойную клеевую смесь вместо традиционного цементно-песчаного раствора.
Разрезанные на изделия массивы устанавливаются на автоклавные тележки и загружаются в автоклав.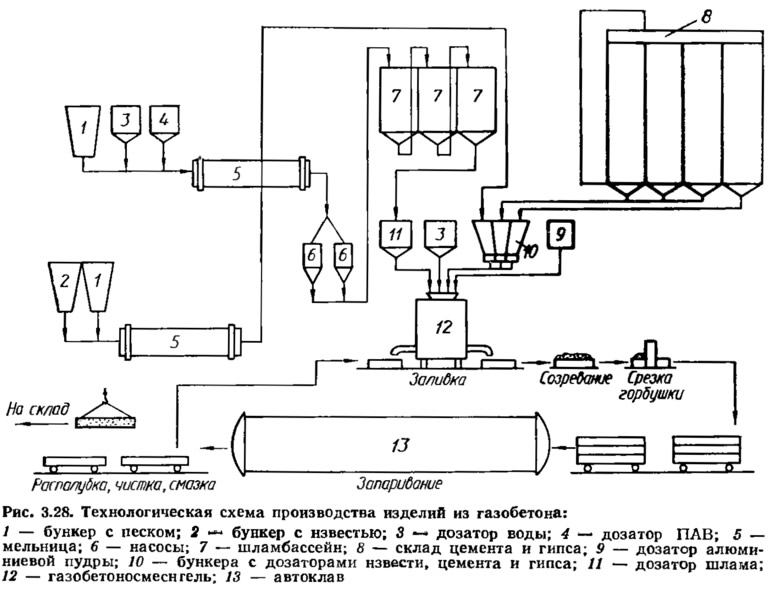 После полной загрузки автоклава начинается тепловлажностная обработка по определенному режиму, включающему плавный набор температуры и давления, изотермическую выдержку при температуре около 190°С и давлении 12 атм, плавный спуск давления и подготовка изделий к выгрузке.
После полной загрузки автоклава начинается тепловлажностная обработка по определенному режиму, включающему плавный набор температуры и давления, изотермическую выдержку при температуре около 190°С и давлении 12 атм, плавный спуск давления и подготовка изделий к выгрузке.
Из компонентов CaO и SiO2, вяжущих материалов и кварцевого песка, а также воды, в условиях автоклавной обработки (высокое давление и температура) происходит образование новых минералов – низкоосновных гидросиликатов кальция, что предопределяет более высокие физико-механические характеристики автоклавного газобетона в сравнении с неавтоклавными ячеистыми бетонами (пенобетон, газобетон).
После завершения цикла тепловлажностной обработки изделия подаются на участок деления и упаковки, а затем на склад готовой продукции.
Основные моменты технологии производства блоков из автоклавного газобетона показаны на видео одного из участников ассоциации ВААГ:
Технология производства газобетонных блоков | Полезная информация о газобетоне завода ДСК Грас
В 60-х годах прошлого века, когда развивалось производство автоклавных бетонов, существовали разные способы их изготовления. Одни из них подразумевали использование цементных, другие — известковых, третьи — смешанных вяжущих составов. В те годы был распространён термин «газосиликатный бетон», который применяется и в наши дни — но уже ошибочно: силикатные ячеистые бетоны ушли в прошлое как класс. Промышленность XXI века не выпускает чистых газосиликатов — сегодня распространены более долговечные бетоны на цементном и смешанном вяжущем составе. Поэтому те, кто в наши дни говорят «газосиликат», в большинстве случаев имеют в виду автоклавный ячеистый газобетон.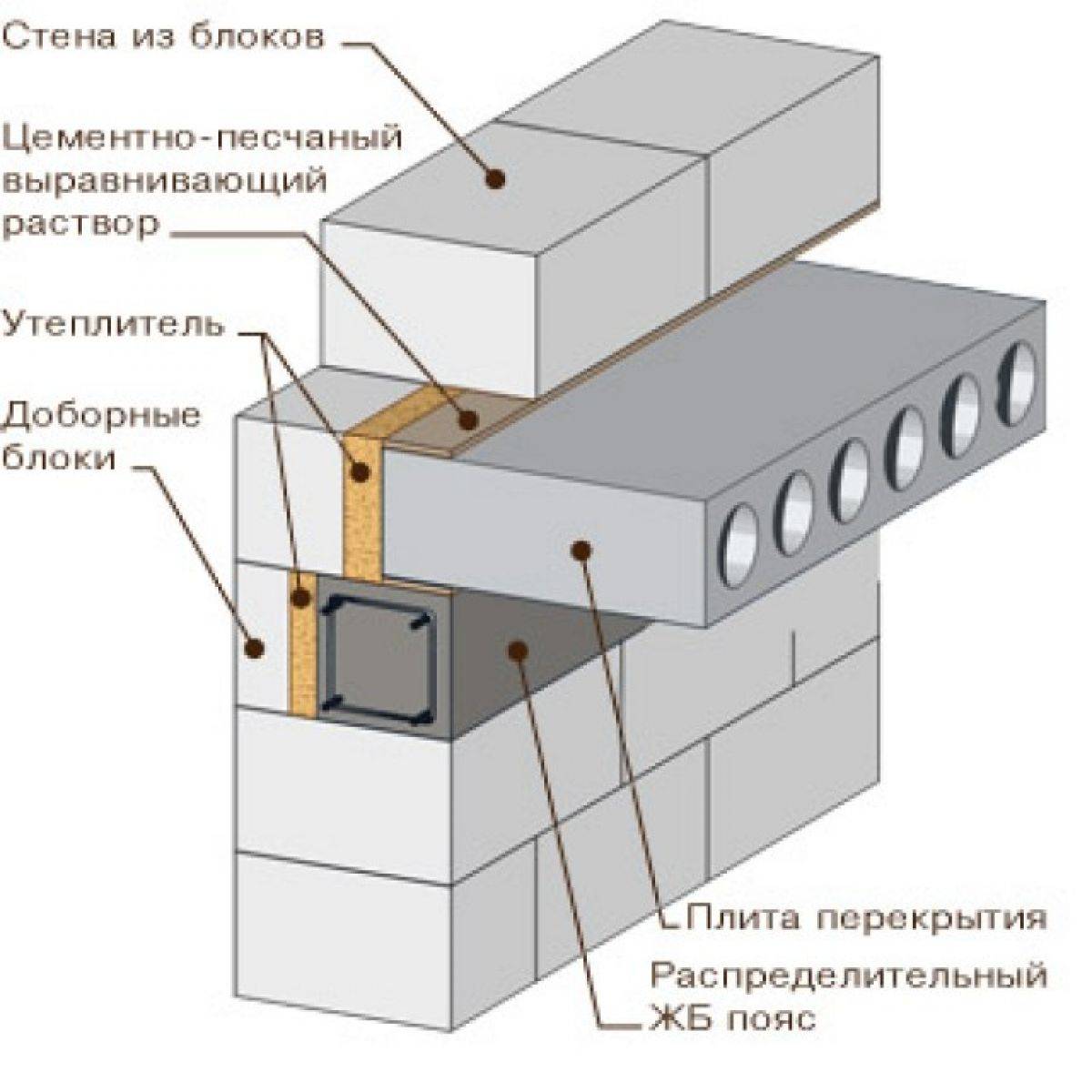
За последние 15 лет среднегодовой ввод жилья в России вырос в 2,5 раза. Выпуск автоклавного газобетона за этот же период увеличилось в 12 раз. Он стал самым массовым материалом для возведения стен, применяемым в строительстве.
В последние годы растёт популярность газобетонных блоков — в частности, марок низких плотностей, например, D350. Стоит отметить, что сегодня в России ежегодно выпускается более 1,5 млн м3 блоков низких плотностей. Всё чаще звучит вопрос: как производится этот материал? Развёрнутый ответ на него — в этой статье.
Подготовка сырья
Для изготовления блоков из ячеистого бетона используется смесь цемента, гипса, песка, извести и воды. В неё в небольших объёмах добавляется алюминиевая паста. За точное дозирование всех компонентов отвечает автоматизированная установка.
Формование
Из миксера сырьё поступает в формы большого объёма. Здесь смесь находится несколько часов при температуре, составляющей приблизительно 50º С. Идёт реакция, и массив поднимается, напоминая дрожжевое тесто. Возникает огромное количество ячеек (пор), которые и дают стройматериалу его название. После того, как массив приобрёл требуемый объём, нужно еще некоторое время, чтобы он предварительно отвердел. Далее он кантуется на 90º и в вертикальном положении помещается на поддон для автоклава. Здесь массив остаётся в ходе резки, обработки в автоклаве и разделения.
По окончании процесса смесь подаётся на участок резки.
Резка на блоки
На очередной стадии массив, сохраняя вертикальное положение, движется по участку резки. Здесь с применением ножей и струн он режется по заранее заданным размерам.
Интересный факт
Отходы материала, образующиеся при резке, вновь поступают в производство. Технологический процесс выпуска ячеистого бетона, таким образом, становится безотходным.
Обработка в автоклаве
Нарезанные блоки помещаются в автоклав — камеру с температурой 180-190ºС, давлением около 12 бар и насыщенным паром. Здесь будущий стройматериал выдерживается в течение 12 часов. За это время в блоках формируется кристаллическая структура, выгодно отличающая автоклавный газобетон от других материалов и придающая ему достойные практические свойства.
Здесь будущий стройматериал выдерживается в течение 12 часов. За это время в блоках формируется кристаллическая структура, выгодно отличающая автоклавный газобетон от других материалов и придающая ему достойные практические свойства.
После обработки в автоклаве готовый стройматериал с применением крана-делителя выкладывается для остывания.
Упаковывание
На последнем этапе блоки из ячеистого бетона — например, марки D300 — аккуратно запаковываются в перфорированную термоусадочную пленку с помощью автоматического оборудования.
Упакованные газобетонные блоки транспортируются на склад с помощью вилочных погрузчиков. С этого момента они готовы к реализации.
Отличительные особенности применяемого оборудования
Для производства автоклавного ячеистого газобетона на нашем заводе применяется оборудование марки HESS AAC Systems B.V., отвечающее самым строгим международным стандартам.
Система подачи сыпучих материалов. В ней используется запатентованная технология Lahti Precision, реализованная только в линиях HESS, в основе которой — псевдоожижение (флюидизация) материалов. Система разгружает силоса и дозирует подачу сыпучих материалов в псевдоожиженном состоянии, создаваемом с помощью воздуха. Шнеки и другие механические части не используются, поэтому нет необходимости чистить и заменять детали. Самое важное — то, что система позволяет дозировать сыпучие материалы с точность до 100 грамм. Это даёт возможность максимально точно и гибко адаптировать рецептуру.
Устройство кантования массива. Массив перед резкой кантуется в форме в вертикальное положение, после чего корпус формы удаляется. Массив не подвергается механическому захвату манипулятором, что положительно влияет на качество конечного продукта. Предотвращается появление трещин, исключается деформация массива, сохраняются прочностные и геометрические характеристики блоков.
Устройство вертикальной, предварительной и окончательной боковой резки. Обрезает материал по трём измерениям, позволяет регулировать толщину снимаемого слоя или выравнивать поверхность массива после предварительной резки. Линия оснащена системой, следящей за обрывом струн. Обрезки массива отбрасываются в шлам-канал, промываемый водой. Отсюда они поступают в ёмкость с размалывающим устройством и мешалкой, расположенную под линией резки. Из ёмкости шлам транспортируется в шламбассейн для дальнейшего использования. Такое решение даёт экономию сырья и служит частью концепции «Безотходное производство».
Линия оснащена системой, следящей за обрывом струн. Обрезки массива отбрасываются в шлам-канал, промываемый водой. Отсюда они поступают в ёмкость с размалывающим устройством и мешалкой, расположенную под линией резки. Из ёмкости шлам транспортируется в шламбассейн для дальнейшего использования. Такое решение даёт экономию сырья и служит частью концепции «Безотходное производство».
Система разделения массива. В ней реализована уникальная технология разделения «зелёного» массива, позволяющая расслаивать его непосредственно после резки — до автоклавирования. Массив подается в автоклав разделённым на слои. Благодаря этому пропаривание выполняется максимально равномерно и качественно, и газобетон приобретает предельно возможную прочность. В отличие от традиционных технологий, подразумевающих резку вертикально стоящего массива и разделение «белого» продукта, слипания слоёв при пропаривании не происходит. Поэтому не требуется и дополнительного разделения блоков после автоклавирования. Благодаря этому сохраняется привлекательный вид блоков, исключается появление сколов, отверстий и трещин, обеспечивается идеальная геометрия конечного продукта.
Технология производства газобетона — АлтайСтройМаш
На сегодняшний день технология производства газобетонных блоков интересует не только людей, планирующих построить свой дом, но и предпринимателей из России, Казахстана, Узбекистана и других стран СНГ, которые решили заняться бизнесом на производстве газобетона.
Почему именно газобетон? Во-первых, благодаря высоким показателям прочности и теплоизоляции, спрос на этот материал постоянно растет. Во-вторых, технология изготовления газоблоков очень проста: вам не потребуются особые знания и умения, чтобы стать производителем газобетона.
Предлагаем подробнее ознакомиться с технологией производства газоблоков.
Неавтоклавный газобетон: технология и требования
1. Производственное помещение обязательно должно быть светлым и хорошо вентилируемым. Требуемая температура воздуха в здании – не менее 20С.
Требуемая температура воздуха в здании – не менее 20С.
2. Особое внимание нужно уделить отсутствию сквозняков в месте подъема газобетонной смеси в формах. Наличие сквозняка может повлиять на весь процесс производства (особенно в момент подъема смеси).
Если температура в цехе меньше 20С, то необходимо добиться температуры от 20С как минимум локально (в местах подъема смеси в формах). В линиях конвейерного типа необходимо разместить камеру предварительного прогрева и установить ее от поста заливки до поста резки. Оптимальная температура в камере предварительного прогрева – 35-40С.
С подробным рецептом газобетона можно ознакомиться здесь.
Технология изготовления газобетона: пошаговая инструкция
Шаг 1. Заливаем воду в газобетоносмеситель (температура воды 45-60С).
Шаг 2. Включаем смеситель и засыпаем цемент.
Шаг 3. Добавляем химические компоненты: каустическую соду (NaOH) и сульфат натрия (Na2SO4) и засыпаем песок.
Шаг 4. Перемешиваем все компоненты в течение 3-5 минут.
Шаг 5. Добавляем приготовленную суспензию алюминиевой пудры или отмеренную массу алюминиевой пасты (в сухом виде) и перемешиваем 20-30 секунд.
Шаг 6. Пока готовится смесь, форму для заливки нужно подкатить к смесителю. К моменту слива смеси формы нужно почистить, собрать и смазать. После получения готовой смеси нужно выключить смеситель и слить раствор.
Шаг 7. После слива раствора аккуратно перемещаем форму в камеру предварительного прогрева.
Шаг 8. После набора необходимой структурной прочности (1-3 часа) выкатываем форму из камеры предварительного прогрева, срезаем горбушку, снимаем борта и разрезаем массив на отдельные блоки.
Шаг 9. Разрезанный массив перемещаем в камеру окончательной выдержки для набора прочности. Температура выдержки – 50-60С.
Шаг 10. После окончательного набора прочности (в течение 6-8 часов) готовые блоки укладываются на поддон, упаковываются стрейч пленкой и отгружаются на склад.
Технология производства газоблоков – это просто!
Как вы уже поняли, технология производства газобетона не сложнее выпечки хлеба или приготовления плова: вам не нужно иметь специальные знания и навыки, чтобы начать производить качественные газобетонные блоки. Кроме того, приобретая оборудование по производству газоблоков, технологи компании «АлтайСтройМаш» всегда будут на связи и смогут ответить на любые ваши вопросы.
Готовы стать производителем газобетонных блоков?
Подобрать оборудование
Технология производства газобетона — АлтайСтройМаш
С изобретения технологии начал свою работу весь завод. А сейчас её легко приобретают все заказчики в комплекте со своим оборудованием. Для начала расскажем о преимуществах нашей технологии перед аналогами:
- быстро окупает производство – от пары недель до нескольких месяцев;
- производит газобетон высшего качества — по ГОСТ;
- даёт отличный результат с минимальными ресурсами — даже без ускорителей твердения и фиброволокна.
Технология как план действий
Для каждой линии описан свой порядок работы. Его соблюдение – одна их составляющих наивысшего качества. Соблюдать технологию просто, потому что она похожа на план:
- подготовить формы – монтаж и смазка;
- приготовить смеси из компонентов;
- заполнить формы смесью;
- нарезать застывший массив;
- прогреть блоки;
- разобрать массив и упаковать блоки – обернуть полиэтиленом.
При покупке линии вы получаете массу подробностей по каждому этапу и приступаете к практике — она важнее любых советов.
Об особенностях работы с каждой линией читайте в разделах:
- мини-линии;
- стационарное оборудование;
- конвейерное производство.
Линии отличаются по производительности и степени автоматизации, поэтому для каждой линии — своя технология. Мы также делаем линии на заказ, по индивидуальным пожеланиям клиента. Таких примеров на сайте нет, но знайте, что заказы на оборудование по вашей задумке мы тоже принимаем. В таких случаях технологию пишем специально под изготовленную линию.
Таких примеров на сайте нет, но знайте, что заказы на оборудование по вашей задумке мы тоже принимаем. В таких случаях технологию пишем специально под изготовленную линию.
Главное преимущество технологии «АлтайСтройМаш»
Это простота.
Технология считается совершенной, когда её можно объяснить даже ребёнку. И сейчас вы уже понимаете, что производство газобетона на оборудовании «АлтайСтройМаш» — действительно простой процесс.
Заказчики оборудования сами справляются и со сборкой линии, и с запуском производства. Кроме иллюстраций и видео-инструкций, у каждого клиента есть свой технолог. Он контролирует запуск, отвечает на все вопросы, а при необходимости – лично налаживает производство.
Прочитайте, какие минимальные требования нужно соблюсти для производства. Может у вас уже всё готово к производству?
Читать о Требованиях к производству
Технология производства газобетона: 10 простых шагов | АлтайСтройМаш
На сегодняшний день технология производства газобетонных блоков интересует не только людей, планирующих построить свой дом, но и предпринимателей из России, Казахстана, Узбекистана и других стран СНГ, которые решили заняться бизнесом на производстве газобетона.
Почему именно газобетон? Во-первых, благодаря высоким показателям прочности и теплоизоляции, спрос на этот материал постоянно растет. Во-вторых, технология изготовления газоблоков очень проста: вам не потребуются особые знания и умения, чтобы стать производителем газобетона.
Предлагаем подробнее ознакомиться с технологией производства газоблоков.
Неавтоклавный газобетон: технология и требования
1. Производственное помещение обязательно должно быть светлым и хорошо вентилируемым. Требуемая температура воздуха в здании – не менее 20С.
2. Особое внимание нужно уделить отсутствию сквозняков в месте подъема газобетонной смеси в формах. Наличие сквозняка может повлиять на весь процесс производства (особенно в момент подъема смеси).
Наличие сквозняка может повлиять на весь процесс производства (особенно в момент подъема смеси).
Если температура в цехе меньше 20С, то необходимо добиться температуры от 20С как минимум локально (в местах подъема смеси в формах). В линиях конвейерного типа необходимо разместить камеру предварительного прогрева и установить ее от поста заливки до поста резки. Оптимальная температура в камере предварительного прогрева – 35-40С.
С подробным рецептом газобетона можно ознакомиться здесь.
Технология изготовления газобетона: пошаговая инструкция
Шаг 1. Заливаем воду в газобетоносмеситель (температура воды 45-60С).
Шаг 2. Включаем смеситель и засыпаем цемент.
Шаг 3. Добавляем химические компоненты: каустическую соду (NaOH) и сульфат натрия (Na2SO4) и засыпаем песок.
Шаг 4. Перемешиваем все компоненты в течение 3-5 минут.
Шаг 5. Добавляем приготовленную суспензию алюминиевой пудры или отмеренную массу алюминиевой пасты (в сухом виде) и перемешиваем 20-30 секунд.
Шаг 6. Пока готовится смесь, форму для заливки нужно подкатить к смесителю. К моменту слива смеси формы нужно почистить, собрать и смазать. После получения готовой смеси нужно выключить смеситель и слить раствор.
Шаг 7. После слива раствора аккуратно перемещаем форму в камеру предварительного прогрева.
Шаг 8. После набора необходимой структурной прочности (1-3 часа) выкатываем форму из камеры предварительного прогрева, срезаем горбушку, снимаем борта и разрезаем массив на отдельные блоки.
Шаг 9. Разрезанный массив перемещаем в камеру окончательной выдержки для набора прочности. Температура выдержки – 50-60С.
Шаг 10. После окончательного набора прочности (в течение 6-8 часов) готовые блоки укладываются на поддон, упаковываются стрейч пленкой и отгружаются на склад.
Технология производства газоблоков – это просто!
Как вы уже поняли, технология производства газобетона не сложнее выпечки хлеба или приготовления плова: вам не нужно иметь специальные знания и навыки, чтобы начать производить качественные газобетонные блоки. Кроме того, приобретая оборудование по производству газоблоков, технологи компании АлтайСтройМаш всегда будут на связи и смогут ответить на любые ваши вопросы.
Кроме того, приобретая оборудование по производству газоблоков, технологи компании АлтайСтройМаш всегда будут на связи и смогут ответить на любые ваши вопросы.
Готовы стать производителем газобетонных блоков?
Подобрать оборудование
Технология строительства из газобетона — руководство
Газобетон – это самый массовый стеновой блок, который вытисняет с рынка другие каменные материалы. Такую популярность газобетон получил благодаря основным своим качествам – теплоте и дешевизне. Но есть у газобетона недостатки, с которыми приходится бороться, внедряя дополнительные этапы по усилению кладки.
Все эти недостатки были давно выявлены и разработана технология строительства из газобетона. Если строить по технологии, четко придерживаясь всех этапов, то в конце строительства у вас получится качественный дом. Но если не выполнить один или несколько этапов, велика вероятность трещин.
Некоторые строители отклоняются от технологии и пытаются сделать что-то по-своему, в результате чего стены могут покрыться трещинами, а потом они винят газобетон, хотя сами и виноваты.
Представляем вам по пунктам технологию строительства из автоклавного газобетона.
- Ведется геология на участке и определяется несущая способность грунтов.
- Создается проект дома на основе геологии и желаний заказчика.
- Проводится разбивка участка и земляные работы, а именно: выемка грунта, подсыпка песком и щебнем, дренаж, послойная трамбовка.
- Возводится фундамент по проекту. Расписывать фундамент для газобетона мы не станем, так как это большая и отдельная тема, требующая отдельной статьи. Если вкратце, то толщина фундамента, его армирование и прочность бетона должны обеспечивать высокую жесткость, чтобы основание не прогнулось и не создало трещин.
- После возведения фундамента, очень желательно выждать зиму и часть весны, чтобы фундамент настоялся и дал усадку.
- Перед кладкой газобетона, на фундамент укладывают(наносят) гидроизоляцию.

- Нивелиром или водяным уровнем находят высший угол фундамента.
- Кладку начинают с высшего угла.
- Сперва, строго по уровню, выставляют угловые блоки и натягивают шнурку.
- Первый ряд газоблоков укладывается на цементный раствор, его задача – выровнять ряд по горизонтальной плоскости. Минимальная толщина раствора – 20 мм.
- Все остальные блоки укладываются только на клей, не вздумайте использовать цементный раствор.
- Вертикальные швы между блоками обязательно промазываются клеем по газобетону.
- Блоки выравниваются по уровню и шнурке при помощи резинового молотка.
- Доборные блоки режутся ножовкой по газобетону.
- Клей на блоки можно наносить и разравнивать специальной зубчатой кареткой или зубчатыми шпателями и кельмой. Высота зуба должна составлять 4-5 мм, так как при выравнивании клей расплющится, и толщина шва составит 2-3 мм.
- Выложенные ряды газобетона обязательно нужно шлифовать рубанком(теркой) по газобетону, этот процесс уберет перепады между блоками, что сделает клеевой шов равномерным, и уменьшит вероятность возникновения трещин.
- Перед нанесением клея, щеткой-сметкой убирается пыль с блоков, а в жаркую погоду блоки еще и смачиваются водой.
- Первый и каждый четвертый ряд кладки нужно армировать двумя прутками арматуры диаметром 8 мм. Диаметр штробы должен быть 25-30 мм. Штробы заполняются клеем и в них утапливается арматура. Арматуру обязательно нужно загибать на углах, а перехлест прутков должен составлять 300 мм. Штроба должна находится от края блока на расстоянии 50 мм.
- Кладку ведут с углов, а перевязка блоков (смещение) должно составлять минимум 13 см.
- Также армировать необходимо подоконный ряд, места опирания перемычек, и верхний обрез фронтона.
- Кладку второго ряда можно начинать через 4 часа, когда раствор схватился.
- Для создания перемычек можно использовать газобетонные U-блоки, в которые укладывается арматурный каркас и заливается бетоном. Перемычка должна опираться на стена минимум на 200 мм. Более подробно про этот этап на написали в отдельной статье – перемычки в газобетоне.
- Перевязка несущих стен и несущих перегородок осуществляется на всю ширину блока через ряд.
- Для стыковки несущих и ненесущих стен используют металлические гибкие связи.
- Вертикальная перевязка блоков в стене осуществляется с минимальным смещением блоков на 13 см.
- Под плиты перекрытия и балки перекрытия необходимо заливать монолитный армопояс, который нужно утеплить пенополистиролом с внешней стороны стены. Более подробно про армопояс для газобетона смотрите в статье по ссылке.
- Минимальное опирание плит перекрытия на армопояс – 120 мм.
- Инженерные каналы под трубы и проводку можно сделать при помощи штробореза или фрезы. Более подробно про инструменты и резку газобетона смотрите в статье.
- Геометрия газобетонного фронтона должная повторять угол стропил. Для получения требуемого обреза фронтона, нужно выставить по центру стены деревянный брусок и натянуть шнурку к краям стен.
- Для крепления мауэрлата на газобетон также необходимо устройство армопояса. В армопояс предварительно вставляются металлические шпильки для крепежа, а места соприкосновения бетона и дерева промазывают гидроизоляцией.
- Если для внешней отделки применяется кирпич, то необходимо обеспечить вентиляционный зазор от стены – 40 мм. Крепление кирпичной облицовки осуществляется металлическими гибкими связями.
- Если для внешней отделки используется штукатурка, то перед ее нанесением необходимо выждать пару сезонов, чтобы газобетон просох. А сама штукатурка обязательно должна обладать хорошей паропроницаемостью, иначе газобетон будет плохо просыхать и появятся проблемы.

 Перемычка должна опираться на стена минимум на 200 мм. Более подробно про этот этап на написали в отдельной статье – перемычки в газобетоне.
Перемычка должна опираться на стена минимум на 200 мм. Более подробно про этот этап на написали в отдельной статье – перемычки в газобетоне.
Вот в принципе и всё, что касается технологии строительства из газобетона.
мини завод, расчет и технология
Продажа строительных материалов считается одним из наиболее прибыльных дел. Вне зависимости от обстоятельств строительные работы никогда полностью не останавливаются. Иными словами, на такую продукцию всегда будет спрос. Опытные строители отмечают, что использование и производство газобетона позволяет снизить финансовые затраты на проведение работ. Блоки из этого стройматериала не причиняют вреда окружающей среде.
Вне зависимости от обстоятельств строительные работы никогда полностью не останавливаются. Иными словами, на такую продукцию всегда будет спрос. Опытные строители отмечают, что использование и производство газобетона позволяет снизить финансовые затраты на проведение работ. Блоки из этого стройматериала не причиняют вреда окружающей среде.
Газоблоки универсальны, они могут применяться на частных и на промышленных строительных площадках. Они обладают рядом положительных свойств, которых можно добиться в ходе производства, при добавлении определенных компонентов в состав раствора. Если вы намерены сделать мини бизнес на продаже блоков, то лучше всего стать владельцем небольшого завода, специализирующегося на производстве таких изделий. Приобретя такой завод, вам удастся самостоятельно производить газобетон. Затраты на оборудование, материалы и другие нужды вполне приемлемы: они не превысят расходы на закупку готовых изделий.
Какой тип производства выбрать?
Перед тем как начать заниматься производствами стройматериалов на мини предприятии, необходимо определиться и записать в бизнес план способ, с помощью которого будут выпускаться блоки. В частности, существует неавтоклавный, а также автоклавный метод. Применение первой методики считается менее затратным, так как смеси затвердевают естественным путем, без применения оборудования. Поэтому нет необходимости приобретать спецтехнику и расходовать электроэнергию. Но данный способ влечет за собой существенную усадку изделия. Так, у автоклавных блоков усадка составляет меньше миллиметра на метр, а у неавтоклавных несколько миллиметров на метр. Кроме того, для этого способа требуется больше цементного раствора.
Вместе с тем у этого способа есть и свои преимущества. Например, изделия обладают повышенными теплоизоляционными характеристиками. При применении автоклавного метода под воздействием температур и значительного давления в изделиях образуется тоберморит, придающий блокам высокую прочность. Данная особенность позволяет расширить сферы применения материала, однако для создания пеноблоков понадобится доставить мини заводы спецтехнику, нанять квалифицированных работников.
Данная особенность позволяет расширить сферы применения материала, однако для создания пеноблоков понадобится доставить мини заводы спецтехнику, нанять квалифицированных работников.
Производство неавтоклавного газобетона с прогревочными камерами.
При производстве средних партий стройматериала высок риск банкротства мини предприятия. Поэтому, для масштабных работ и выпуска больших партий изделий, желательно изготавливать автоклавные газоблоки. Все ваши шаги должны быть прописаны в бизнес плане.
Если же вы намерены открыть мини предприятие, можно применять неавтоклавный способ при работе с газобетоном. В то же время существуют методы, помогающие улучшить характеристики неавтоклавных блоков. При этом вам не потребуется закупать оборудование. Следует лишь воспользоваться специальными добавками, к которым относят микрокремнезем, разные виды стекловолокна и другие средства.
Вернуться к оглавлению
Что нужно для бизнеса?
Чтобы начать работу с небольшим заводом, специализирующимся на выпуске газобетонных блоков, нужен определенный финансовый капитал, значительная часть которого будет потрачена на покупку оборудования и специальной техники. Чистый доход, начисляемый таким заводам, способен достигать 2000 долларов. При этом завод окупается за один год, но только при условии выпуска высококачественных и актуальных газоблоков, использование которых поможет строить безопасные и надежные здания.
Вернуться к оглавлению
Примерный расчет затрат
Первоначальные финансовые расходы, прописанные в бизнес плане, выглядят приблизительно так:
- аренда – 250 долларов;
- оборудование – 10 000 долларов;
- заработная плата – 1600 долларов;
- ремонт на предприятии – 750 долларов;
- сырье – 1500 долларов.
Если не учитывать финансовые затраты на приобретение оборудования, то себестоимость кубометра блоков из газобетона составляет около 25 долларов (рыночная цена – около 40 долларов). За одну смену предприятие может сделать 2500 м3 стройматериала. В общей сложности инвестиции должны составить около 50 800 долларов. Таким образом, в соответствии с планом, ваш бизнес может окупиться всего за несколько месяцев.
В общей сложности инвестиции должны составить около 50 800 долларов. Таким образом, в соответствии с планом, ваш бизнес может окупиться всего за несколько месяцев.
Вернуться к оглавлению
Технология изготовления
Технология производства газобетона.
При изготовлении газоблоков специалисты пользуются такими ингредиентами:
- вода;
- пудра из алюминия;
- гипсовая добавка;
- известка;
- строительный песок;
- цемент.
Весь план изготовления изделий состоит из нескольких этапов. Прежде всего, сырье необходимо тщательно просеять, дабы очистить материалы от примесей. После этого следует смешать песок с водой. Затем необходимое количество компонентов загружают в оборудование, за счет применения которого при смешивании происходят нужные реакции: получается раствор с ячеистой структурой. Готовую смесь формируют, согласно плану.
Чтобы материал приобрел необходимую высоту и форму, его помещают в оборудование для формовки. Завершительная стадия формирования наступает, когда состав достигает требуемой высоты. При этом должно выделяться минимальное количество газов. После затвердения газоблоков их можно достать из форм, после чего разрезать по параметрам, прописанным в плане. Остатки применяются в производстве новых изделий. Следующая стадия предполагает обработку с помощью жидкости и тепла. Затем газоблоки можно запаковывать и отправлять на склад.
Вернуться к оглавлению
Материалы и оборудование
На небольшое предприятие нужно закупать оборудование. Для более точного расчета в плане можно указать каждое устройство. Вместе с тем на современном рынке представлен укомплектованный набор оборудования. Приобретя его, вы сможете сэкономить средства. В такую линию входят:
- емкость;
- шаровая мельница;
- парогенератора;
- растворосмеситель;
- автопогрузчик;
- станок для фрезерования;
- емкости для формовки газоблоков;
- дозатор;
- автоклавный аппарат;
- специальное сито.

Оборудование необходимо производству для работы с цементом, пастой, известкой, песком.
Вернуться к оглавлению
Помещение и персонал
Для выполнения плана на небольшом предприятии в одну рабочую смену нанимают бригадира, а также нескольких работников. В свою очередь, заводские помещения размещаются на территории, минимальная площадь которой составляет 1000 квадратных метров. Предприятие нужно зонировать на следующие отделения:
- бытовые;
- складские помещения;
- комнаты, предназначенные для того, чтобы запаковывать и комплектовать продукцию;
- отделение для формовки;
- отделение для приготовления смесей;
- складское помещение для используемого сырья.
Вернуться к оглавлению
Кому продавать продукцию?
Чаще всего газоблоки приобретают строительные фирмы, занимающиеся возведением зданий и отделочными работами. Но для продажи больших объемов изделий необходимо завязать деловые отношения со специализированными магазинами. Если вам удастся регулярно поставлять продукцию в такие точки, то в складских помещениях товар не будет долго залеживаться.
Вернуться к оглавлению
Итоги
Технология изготовления газоблоков требует привлечения профессионалов. Однако для небольшого предприятия вам не понадобится нанимать множество рабочих и тратить крупные суммы денег на поддержку бизнеса. При наличии партнерских отношений и правильном ведении дел предприятие будет приносить вам стабильный доход.
ПЕРИОДНЫЙ БЕТОН И ЕГО СВОЙСТВА
Газобетон получают путем введения воздуха или газа в суспензию, состоящую из портландцемента или извести и мелко измельченного кремнеземистого наполнителя, так что, когда смесь схватывается и затвердевает, образуется однородная ячеистая структура. Хотя это и называется газобетон, на самом деле это не бетон в правильном смысле этого слова. Как описано выше, это смесь воды, цемента и мелко измельченного песка. Газобетон также называют газобетоном, пенобетоном, ячеистым бетоном.В Индии в настоящее время есть несколько заводов по производству пенобетона.
Хотя это и называется газобетон, на самом деле это не бетон в правильном смысле этого слова. Как описано выше, это смесь воды, цемента и мелко измельченного песка. Газобетон также называют газобетоном, пенобетоном, ячеистым бетоном.В Индии в настоящее время есть несколько заводов по производству пенобетона.
Распространенным продуктом из пенобетона в Индии является Siporex.
Производство газобетона
Есть несколько способов производства газобетона.
(a) За счет образования газа в результате химической реакции в массе в жидком или пластическом состоянии.
(b) Путем смешивания предварительно сформированной стабильной пены с суспензией.
(c) При использовании тонкодисперсного металлического порошка (обычно порошка алюминия) с суспензией, который заставляют реагировать с гидроксидом кальция, высвобождающимся в процессе гидратации, с выделением большого количества газообразного водорода.Этот газообразный водород, когда он содержится в суспензии, дает ячеистую структуру.
Порошок цинка также может быть добавлен вместо алюминиевого порошка. Вместо металлического порошка также использовались перекись водорода и обесцвечивающий порошок. Но в настоящее время эта практика широко не применяется.
Во втором методе предварительно сформированная устойчивая пена смешивается с цементно-песчаной суспензией, создавая ячеистую структуру, когда она затвердевает. В качестве незначительной модификации некоторые пенообразующие вещества также смешиваются и тщательно взбиваются или взбиваются (таким же образом, как и при приготовлении пены с яичным белком) для получения эффекта пены в бетоне.Таким же образом можно использовать и тщательно перемешать воздухововлекающий агент в больших количествах, чтобы ввести в бетон ячеистую структуру. Однако этот метод не может быть использован для уменьшения плотности бетона сверх определенной точки, и поэтому использование воздухововлечения нечасто практикуется для изготовления пенобетона.
Метод газификации — один из наиболее широко применяемых методов с использованием алюминиевого порошка или другого подобного материала. Этот метод применяется при крупномасштабном производстве газобетона на заводе, где весь процесс механизирован, а продукт подвергается отверждению паром под высоким давлением, т.е.е., другими словами, продукты автоклавированы. Такие изделия не будут иметь потери прочности или нестабильности размеров.
Практика использования предварительно сформованной пены с суспензией ограничивается мелкосерийным производством и работой на месте, где допускается небольшое изменение размерной стабильности. Но преимущество в том, что этим методом можно добиться любой желаемой плотности на месте.
Свойства газобетона
Использование пенобетона стало популярным не только из-за низкой плотности, но и из-за других свойств, в первую очередь теплоизоляционных.Газобетон изготавливается в диапазоне плотности от 300 кг / м3 до примерно 800 кг / м3. Классы с более низкой плотностью используются для целей изоляции, в то время как классы со средней плотностью используются для изготовления строительных блоков или несущих стен, а классы с более высокой плотностью используются в производстве сборных конструктивных элементов в сочетании со стальной арматурой.
Передовые технологии бетона: пенобетон и пенобетон
Начиная любое производство пенобетона и пенобетона, необходимо принимать во внимание спрос на пенобетон и пенобетон, стоимость оборудования и технологическую сложность плюс сырье.Об этом говорит Елизавета из Иннтехгрупп, современного российского предприятия, которое проектирует и производит оборудование для неавтоклавного газобетона.
Спрос на пенобетон и пенобетон
Оба материала обладают высокой текучестью, малым собственным весом, минимальным расходом заполнителя, контролируемой низкой прочностью и отличными теплоизоляционными свойствами. Так что для потребителя нет существенной разницы между пенобетонными и пенобетонными блоками.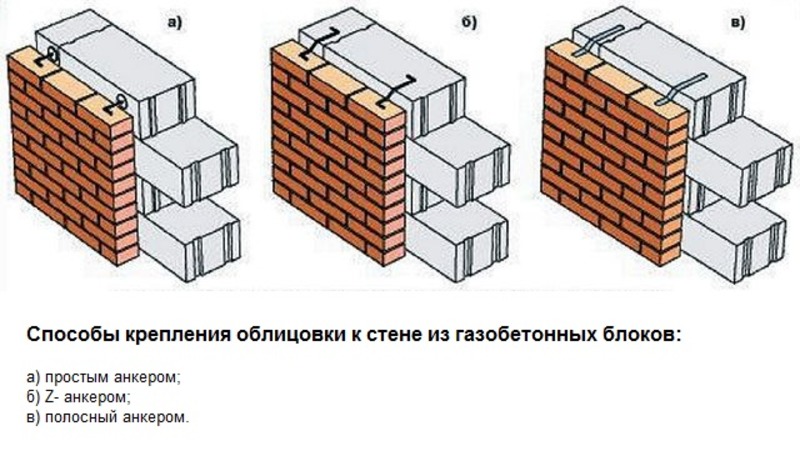
Стоимость оборудования
Рассмотрим подробнее оборудование, которое используется для производства пенобетонных блоков.
Смеситель для производства пенобетона технически сложнее. Процесс перемешивания происходит под давлением с помощью пеногенераторов или в открытом смесителе с помощью насоса героторного типа. Очень важно поддерживать тот же уровень давления, но это приводит к чрезмерному износу наполнителей, сальникового уплотнения и т. Д. Насос героторного типа более дорог и технически сложен.С другой стороны, медленная скорость процесса смешивания и меньшая нагрузка на подшипниковый узел, вы также можете заливать смесь в формы с помощью шлангов на расстоянии.
Смесители для газобетона имеют более простую конструкцию и удобны в использовании, так как они смешивают жидкую смесь. Все, что вам нужно, это просто обеспечить миксер с небольшими лопастями и высокой скоростью для правильного процесса перемешивания. Нет напорных и специальных сливных устройств — смесь выгружается самотеком. Но есть и недостаток — вам нужно организовать перемещение форм или смесителя, так как нет возможности заливать смесь в формы с расстояния
Основными требованиями к формам являются точность размеров, качественные замки, предотвращающие утечки, и гладкая поверхность.Формы изготовлены из тонкостенного листового металла с каркасом из профильных труб. Эти формы легкие, простые в использовании и перемещении, а их производство не требует больших вложений.
Батарейные формы популярны среди производителей пенобетона. Эти формы изготавливаются рабочими перед процессом заливки, и это занимает много времени. К материалам, используемым для изготовления этих форм, предъявляются строгие требования, так как они напрямую влияют на геометрию блоков и скорость их строительства.Поэтому формы изготавливаются из толстостенного металла, что делает их тяжелее и дороже. Более того, сначала эти формы обеспечивают отличную геометрию блоков, но в дальнейшем деформации невозможно предотвратить.
Существуют различные системы дозирования как для пенобетона, так и для пенобетона. У них схожие характеристики, поэтому существенной разницы нет.
При использовании аккумуляторных форм для пенобетона не нужно резать массив. Но некоторые производители применяют технологию резки как для пенобетона, так и для газобетона.
Пенобетону требуется больше времени для достижения достаточной прочности перед снятием формы, это занимает от 8 до 20 часов в зависимости от использования нагревательных устройств. Что касается газобетона — его можно резать уже через 1,5 — 3 часа после заливки. Есть еще одно отличие в технологии резки: газобетон режут струнными пилами вручную или на автомате. Для резки пенобетона нужно использовать дисковые или ленточные пилы. Конечно, устройство для резки струны стоит меньше, чем набор пил, к тому же пилы имеют ускоренный износ.
Читайте также: Использование стеклопластика для усиления бетона
Технологическая сложность и стоимость сырья
Безусловно, главное отличие пенобетона от газобетона — это технология производства. Пенобетон получают путем смешивания песка, цемента, воды и пенообразователя. Пена подается вспенивающей машиной прямо в смеситель с заданной частотой и весом. В процессе перемешивания частицы цемента и песка окутывают пузыри пены.Смесь заливается в собранную и смазанную форму. Массив набирает стойкость к отслаиванию за 12-24 часа.
Основные технологические трудности. Постоянное внимание нужно уделять поддержанию такого же качества пены. Нестабильная пена обуславливает нестабильную плотность продукта. Но главная трудность — медленное развитие силы. Производство пенобетона требует использования холодной воды, так как горячая вода разрушает пену. Но холодная вода не способствует развитию прочности, более того, пенообразователь сам по себе замедляет схватывание цемента.Так что для развития зачистной силы потребуется 24 часа, дальнейшее развитие силы также происходит очень медленно. Эти факторы напрямую влияют на расход цемента.
Эти факторы напрямую влияют на расход цемента.
Газобетон. Основными компонентами для производства газобетона также являются песок, цемент, вода. Эти компоненты смешиваются и в последнюю минуту добавляется вспениватель — алюминиевый порошок. Смесь выливается в форму и начинается реакция. Пузырьки воздуха образуются в результате химической реакции и взрывают газобетонную смесь.Через 20-30 минут реакция прекращается, и массив начинает набирать силу отрыва. Для производства используется горячая вода, ее температура составляет около 40-60 C. Во время реакции также выделяется тепло, так что температура массива составляет около 50-60 C. Это позволяет быстро наращивать прочность. Через 2-3 часа массив должен быть разрезан на блоки.
Основные технологические трудности. Основная сложность — это разработка правильного технологического процесса и состава в зависимости от вашего сырья.Не существует уникального состава для газобетона. Факторами, влияющими на процесс, являются вода, ее количество, щелочность, количество алюминиевого порошка. Как правило, поставщики оборудования предоставляют полный комплекс услуг по обучению и технологический регламент для каждого клиента индивидуально.
Сводка.
Для ваших клиентов нет разницы, пеноблок или газобетон, они сравнят качество и цену. Поскольку качество такое же, они выберут более дешевый.
Производители должны иметь в виду, что оборудование для пенобетона технически сложнее, аккумуляторные формы дороже и из-за медленной циркуляции потребуется большее количество. Оборудование для производства газобетона обойдется дешевле за счет меньшего расхода металла. К тому же оборудование для газобетона универсально — вы можете производить блоки любых размеров! Также вам понадобится меньше цемента (20% экономии), чтобы себестоимость газобетонных блоков была намного меньше, поэтому продукт более конкурентоспособен! А конкурентоспособность продукта — это полдела для любого производителя стройматериалов.
Технология автоклавного газобетона (AAC)
Alpina Neptune Engitech Pvt. Ltd. (ANEPL) — ведущая инженерно-производственная компания, поставляющая готовые проектные решения для производства газобетонных блоков для автоклавов (AAC). ANEPL — совместное предприятие 50:50 между Alpina Industriale SpA Италия и Neptune Industries Ltd, Индия.
Ltd. (ANEPL) — ведущая инженерно-производственная компания, поставляющая готовые проектные решения для производства газобетонных блоков для автоклавов (AAC). ANEPL — совместное предприятие 50:50 между Alpina Industriale SpA Италия и Neptune Industries Ltd, Индия.
Svanholm Engineering разработала и упростила установки и производственное оборудование для AAC на основе новых изобретений и приложений, сохраняя при этом высокое качество продукта.С 2007 года Alpina Industriale SpA приобрела у компании Svanholm лицензию на строительство заводов для газовой промышленности по технологии, предложенной Svanholm. В Индии ANEPL предлагает технологию AAC мирового класса с проверенными местными и экономичными решениями, лучшим качеством обслуживания и своевременной доставкой.
Технология AAC
Элементы, изготовленные из автоклавного газобетона (AAC), состоят из кварцевого песка / летучей золы, цемента, извести и воды. При добавлении алюминиевого порошка происходит реакция с последующим образованием множества маленьких пузырьков воздуха внутри объема.Во время автоклавирования известь в связующем реагирует с водой и кремнеземом / летучей золой и образует гидраты силиката кальция.
предложений ANEPL:
ANEPL предлагает готовое проектное решение в технологии AAC. Диапазон мощностей начинается от 200 кубометров. до 900 куб. в день. Поставка оборудования включает в себя систему обработки песка / летучей золы и шлама, хранение, загрузку и дозирование, литье и формование, погрузочно-разгрузочные работы, резку торта, автоклавирование, систему автоматической обработки и упаковки и т. Д., — говорит г-н.Шакти Сваруп Ниссонко.
Ориентация на качество — продукты и услуги
Наша конечная цель — удовлетворить потребности клиентов. Постоянное совершенствование процессов за счет активного участия всех сотрудников — это наша цель для достижения лидерства по качеству, цене и доставке. У нас есть специальная команда по исследованиям и разработкам, в состав которой входят инженеры, которые сосредоточены на будущих технологических разработках.AlpinaNeptune хорошо осведомлена о современных глобальных требованиях к системам. В нем действует продуманная система обеспечения качества. Он добавил, что у нас есть средства для инспекции на четырех этапах: этап поступления, этап обработки, этап финала и этап тестирования ITR.
У нас есть специальная команда по исследованиям и разработкам, в состав которой входят инженеры, которые сосредоточены на будущих технологических разработках.AlpinaNeptune хорошо осведомлена о современных глобальных требованиях к системам. В нем действует продуманная система обеспечения качества. Он добавил, что у нас есть средства для инспекции на четырех этапах: этап поступления, этап обработки, этап финала и этап тестирования ITR.
| ПРОИЗВОДСТВЕННАЯ МОЩНОСТЬ | ||
| Производственная мощность в сутки | м3 / сутки | 200/600/900 |
| Смена рабочая | № | 3 |
| Размер торта нетто | мм | 6.000 х 600 х 750 |
| Чистый объем жмыха | м3 | 2,7 |
| Чистый объем материала на каждый вагон | м3 | 5,4 |
| РАЗМЕРЫ И ХАРАКТЕРИСТИКИ БЛОКОВ | ||
| Длина | мм | 600 |
| Высота | мм | 250 |
| Толщина | мм | 100/300 |
| Плотность | кг / м3 | 500/800 |
Говоря о головном офисе продаж и маркетинга компании, расположенном в Ахмедабаде.У нас есть деловые партнеры в Калькутте, Ранчи и Пуне. Предпродажное консультирование предоставляет в распоряжение клиента опыт AlpinaNeptune, т. е. каждый отдельный проект разрабатывается в соответствии с требованиями и ограничениями клиентов. Это означает высококвалифицированные консультации по вопросам технологического развития и гарантированную эффективную работу. Послепродажное обслуживание представляет собой долгосрочную гарантию инвестиций клиентов, сделанных в результате сотрудничества с AlpinaNeptune.Мы не только предоставляем оригинальные запасные части по запросу, но и дежурим по вызову, чтобы обеспечить оперативную работу сервисной службы.
е. каждый отдельный проект разрабатывается в соответствии с требованиями и ограничениями клиентов. Это означает высококвалифицированные консультации по вопросам технологического развития и гарантированную эффективную работу. Послепродажное обслуживание представляет собой долгосрочную гарантию инвестиций клиентов, сделанных в результате сотрудничества с AlpinaNeptune.Мы не только предоставляем оригинальные запасные части по запросу, но и дежурим по вызову, чтобы обеспечить оперативную работу сервисной службы.
Преимущества и применение автоклавных газобетонных блоков (AAC) Блок:
Высокое соотношение прочности и веса, низкая теплопроводность, устойчивость к колебаниям температуры и влажности и огнестойкость. Его низкая плотность позволяет использовать его в более крупных строительных единицах, что является явным преимуществом при предварительном производстве. Существенная экономия сказывается на нагрузках на фундамент при многоэтажном строительстве.Поэтому он все чаще используется в качестве стеновых блоков.
Невероятная технология производства газобетона в автоклаве при низких затратах
Превосходное повышение производительности вашего производства кирпича. Автоклавный газобетон по технологии . Они доступны на Alibaba.com в виде заманчивых предложений, которые нельзя игнорировать. Премия. Технология автоклавного газобетона обладает непревзойденными качествами, которые были достигнуты благодаря передовым технологиям и изобретениям.Они увеличивают скорость производства кирпича, следовательно, экономят время и энергию. Материалы, используемые в. Технология автоклавного газобетона прочны и долговечны, что обеспечивает долгий срок службы и неизменно более высокую производительность.
Обширная коллекция. Технология производства газобетона в автоклаве существует в составе различных моделей, которые учитывают различные деловые и личные спецификации для всех типов строительных работ. Alibaba.com стремится убедить всех покупателей, что товары только высшего качества.Газобетон автоклавный по технологии продаются на сайте. Соответственно, поставщики подвергаются тщательному контролю на предмет соблюдения всех нормативных стандартов. Таким образом, покупатели всегда получают. Технология газобетона в автоклаве , которая превосходит то, что обещает.
Благодаря постоянному техническому прогрессу производители внедрили изобретения, которые снижают потребность в энергии. Автоклавный газобетон по технологии . В результате вы экономите больше денег на счетах за топливо и электроэнергию.Файл. Технология автоклавного газобетона также обладает исключительными характеристиками безопасности, чтобы гарантировать минимальный риск, связанный с производством. При относительно низких затратах на их приобретение и обслуживание расширение. Газобетон по технологии автоклавного газобетона достаточно доступны по цене и предлагают соотношение цены и качества.
Это ваше время, чтобы сэкономить деньги и время, делая покупки в Интернете на Alibaba.com. Исследуй разные. автоклавный газобетон по технологии на сайте и остановитесь на наиболее привлекательном и подходящем для вас.Если вы ищете индивидуальную настройку в соответствии с конкретными требованиями, ищите. Автоклавный газобетон по технологии и достигните поставленных целей. Откройте для себя доступное качество на сайте уже сегодня.
Тест по технологии бетона — Sanfoundry
Этот набор викторин по технологии бетона посвящен «Проектированию смесей из LWC и пенобетона».
1. Какое количество воды для смешивания используется для получения LWC?
a) 1/2
b) 2/3
c) 1/4
d) 1/3
Посмотреть ответ
Ответ: b
Объяснение: Обычная практика для конструкционного легкого бетона заключается в смешивании заполнителя и около 2/3 воды для затворения в течение периода до одной минуты перед добавлением цемента и оставшейся воды для затворения.
2. Сколько времени обычно требуется для равномерного перемешивания?
a) 30 секунд
b) 2 или более минут
c) 1 минута
d) 24 часа
Посмотреть ответ
Ответ: b
Пояснение: Перемешивание выполняется непрерывно, как требуется для однородности. Обычно для равномерного перемешивания требуется 2 или более минут.
3. Прочность полученного бетона на _______% ниже, чем при использовании сухого заполнителя с таким же содержанием.
a) 5-10
b) 10-15
c) 15-20
d) 0-5
Просмотреть ответ
Ответ: a
Пояснение: Было замечено, что прочность полученного бетона составляет около 5%. На 10 процентов ниже, чем при использовании сухого заполнителя, при том же содержании и удобоукладываемости.
4. Плотность бетона, сделанного из насыщенного заполнителя, составляет ___________
a) Высокая
b) Низкая
c) Очень высокая
d) Очень низкая
Посмотреть ответ
Ответ: a
Пояснение: Кроме того, плотность бетона, сделанного из насыщенный заполнитель выше и долговечность такого бетона, особенно морозостойкость, ниже.
5. Легкий бетон готовится ________
a) Смешивание портландцемента с опилками в определенной пропорции в бетоне
b) Использование коксовой мелочи, шлака в качестве заполнителя в бетоне
c) Смешивание Al в бетоне
d ) Смешивание Fe в бетоне
Посмотреть ответ
Ответ: b
Пояснение: Легкий бетон готовится с использованием коксовой мелочи, шлака или шлака в качестве заполнителя в бетоне.
6. Газобетон _________
a) Очень тяжелый
b) Большой вес
c) Средний вес
d) Легкий
Посмотреть ответ
Ответ: d
Пояснение: Газобетон также называют газобетоном, пеной бетон, ячеистый бетон. В Индии в настоящее время есть несколько заводов по производству пенобетона.
7. Содержание воздуха должно составлять _________% по объему.
a) 1-2
b) 2-3
c) 3-4
d) 4-5
Посмотреть ответ
Ответ: c
Пояснение: Этот тип цемента был впервые разработан в США.S.A. Рекомендуется, чтобы содержание воздуха составляло 03-04% по объему.
8. Какой из них не используется в качестве воздухововлекающего агента?
a) Глинозем
b) Природные смолы
c) Жиры
d) Масло
Посмотреть ответ
Ответ: a
Объяснение: В качестве воздухововлекающих агентов используются природные смолы, жиры, масла, а не оксид алюминия.
9. Вовлечение воздуха при укладке цемента повышает устойчивость к действию мороза.
a) Верно
b) Неверно
Посмотреть ответ
Ответ: a
Объяснение: Установлено, что захват пузырьков воздуха или газа при нанесении цемента увеличивает сопротивление действию мороза.
10. Газобетон изготавливается плотностью ок. _________ кг / м 3 .
a) 50
b) 150
c) 250
d) 350
Посмотреть ответ
Ответ: d
Пояснение: Газобетон изготавливается в диапазоне плотности от 300 кг / м 3 до примерно 800 кг / м 3 .
Sanfoundry Global Education & Learning Series — Бетонные технологии.
Чтобы попрактиковаться во всех областях технологии бетона для викторин, представляет собой полный набор из 1000+ вопросов и ответов с несколькими вариантами ответов .
Примите участие в конкурсе сертификации Sanfoundry, чтобы получить бесплатную Почетную грамоту. Присоединяйтесь к нашим социальным сетям ниже и будьте в курсе последних конкурсов, видео, стажировок и вакансий!
Автоклавный газобетон: обзор и применение
Автоклавный газобетон (AAC) — это тип сборного железобетона с расширяющим агентом, который поднимает смесь, подобно дрожжам в хлебном тесте. После затвердевания этот тип бетона содержит около 80% воздуха. Газобетон в автоклаве изготавливается на заводе, а материал формуют в блоки или плиты с точными размерами.Их можно использовать для отделки стен, полов и крыш.
Как и все материалы на основе цемента, элементы AAC прочные и огнестойкие. Чтобы добиться прочности, AAC должен быть покрыт каким-либо типом отделки, например, модифицированной полимером штукатуркой, камнем или сайдингом. AAC также предлагает звуко- и теплоизоляцию.
Определите лучшие строительные материалы для вашего следующего строительного проекта.
Автоклавный газобетон выпускается в виде блоков и панелей. Блоки укладываются так же, как и обычные блоки кладки, с тонким слоем раствора.Панели устанавливаются вертикально, от уровня пола до верха стены. Блоки можно размещать вручную, так как AAC весит около 37 фунтов на кубический фут. Однако для установки панелей обычно требуется небольшой кран или другое оборудование из-за их размера.
Стандартные размеры панелей и блоков перечислены ниже:
ЭЛЕМЕНТ | ВЫСОТА | ШИРИНА | ТОЛЩИНА |
Панели | До 20 футов | 24 дюйма | Доступен в 6, 8, 10 и 12 дюймов |
Блоки | 8 дюймов (наиболее распространенный) | 24 дюйма | Доступны размеры 4, 6, 8, 10 и 12 дюймов |
Возможны другие специальные формы:
- U-образные соединительные балки имеют толщину от 8 до 12 дюймов.
- Блоки для язычков и пазов используются для соединения смежных блоков без раствора по вертикальным краям.
- Порошковые блоки для создания вертикальных армированных ячеек для раствора.
Физические свойства
Автоклавный газобетон изготавливается из смеси цемента, извести, воды, мелкого заполнителя и, как правило, летучей золы. Добавляется расширительный агент, такой как алюминиевый порошок, чтобы вызвать химическую реакцию, создавая пузырьки, которые расширяют смесь. Элементы разрезаются на блоки или панели, армируются, а затем запекаются для более быстрого отверждения.Физические свойства AAC перечислены ниже:
- Плотность: от 20 до 50 шт. Фут
- Прочность на сжатие: От 300 до 900 фунтов на кв. Дюйм
- Термостойкость: 0,8 — 1,25 на дюйм толщины
- Допустимое напряжение сдвига: от 8 до 22 фунтов на кв. Дюйм
- Класс передачи звука: 40 для толщины 4 дюйма и 45 для толщины 8 дюймов
Преимущества автоклавного газобетона
Некоторыми полезными свойствами автоклавного газобетона являются:
- Сочетание изоляционных свойств и структурной целостности стен, полов и крыш.
- Доступен в различных формах и размерах.
- Материал, пригодный для вторичного использования.
- Желоба для кабелепровода и водопровода легко режутся.
- Гибкость конструкции и конструкции, позволяющая при необходимости вносить изменения в полевые условия.
- Durable: AAC устойчив к воде, плесени, плесени, гнили и насекомым
- Стабильность размеров: блоки AAC имеют точную форму с жесткими допусками.
- Огнестойкость: 8-дюймовым элементам AAC предоставляется четырехчасовой рейтинг, но фактическая производительность обычно превышает это число.AAC негорючий, поэтому он не горит и не выделяет токсичные газы.
- стен AAC сопоставимы с обычными каркасными стенами из-за их небольшого веса. Однако они обладают более высокой тепловой массой, воздухонепроницаемостью и звукоизоляцией.
Значения R
Ограничения автоклавного газобетона
Как и любой строительный материал, автоклавный газобетон также имеет технические ограничения:
- AAC не так широко доступен, как другие традиционные бетонные изделия.Однако его легко транспортировать благодаря небольшому весу.
- AAC имеет более низкую прочность, чем другие бетонные изделия, и требует армирования в несущих конструкциях.
- Требуется нанесение финишных покрытий для защиты от атмосферных воздействий, поскольку материал пористый и при частом воздействии на него разрушается.
- Товары могут отличаться по качеству и цвету, обратитесь к производителю.
- Требуется внешняя облицовка наружных стен для защиты от атмосферных воздействий.
- По сравнению с другими энергоэффективными изолированными стенами, R-значения относительно ниже.
- Более высокая стоимость, чем у обычных конструкций из бетонных блоков и деревянного каркаса, что может быть проблемой бюджета.
Устойчивое развитие
С точки зрения экологичности автоклавный газобетон обеспечивает преимущества в материалах и производительности. Это может снизить воздействие здания на окружающую среду, улучшив при этом контроль температуры в помещении и производительность HVAC.
Что касается материалов, то он содержит переработанные компоненты, такие как летучая зола и арматура.Это может способствовать получению кредитов LEED или других зеленых рейтинговых систем. AAC также содержит много воздуха, что снижает количество сырья на единицу объема.
С точки зрения производительности системы из автоклавного ячеистого бетона позволяют создавать плотные ограждающие конструкции, уменьшая утечки воздуха и повышая энергоэффективность. Физические испытания показывают экономию на нагреве и охлаждении от 10 до 20 процентов по сравнению с традиционной конструкцией рамы. Однако в холодном климате экономия может быть меньше, поскольку у AAC меньшая тепловая масса, чем у других типов бетона.
Пенобетон | Пенобетонная машина Türkiye
Полностью автоматическая производственная линия блока
Естественный камень с
Ячеистый легкий бетон или пенобетон
Технология легкого бетона
Вам нужны пенообразователи, добавки для бетона или другие бетонные растворы?
Нажмите на кнопку и найдите нас!
ARTRA KIMYA, партнер ARTRA CLC TECHNOLOGIES
Полностью автоматическая линия по производству блоков
Производительность: 20 м3 / ч
Пропускная способность: 20 м3 / ч, вверх: 60 тонн, горизонтально: 100 тонн
Электричество: 400 В, 50 Гц, 35 кВт
Эксплуатация: программное обеспечение ПЛК
Полуавтоматическая мобильная машина HP-5
Блокировочный блок с
Пенобетон CLC
Что можно производить с помощью наших технологий
Стяжка пола (350-500 кг / м3)
Легкий блок (450-600 кг / м3)
Стеновая панель (450-600 кг / м3)
изоляционная плита (150-200 кг / м3)
Монолитные стены (500-800 кг / м3)
Блок перемычки (600-800 кг / м3)
Блок перекрытий (300-500 кг / м3)
Литой 2-х этажный дом (600-980 кг / м3)
Заливка фундамента (300-500 кг / м3)
Другой наполнитель для изоляции (350-500 кг / м3)
Каковы преимущества нашей системы машинного оборудования
Системы непрерывного производства
Автоматическое дозирование пенообразователя
Можно использовать Стационарный или мобильный
Конструкция, подходящая для труда
Насос разного размера (до 20 — 150 мт.