Изготовление арболита своими руками: технология производства и самостоятельные работы
Поэтапная технология изготовления арболита предвидит подготовку основания, определения компонентов и состава блочного материала. В данной статье рассмотрим особенности производства своими руками с применением необходимого оборудования, расчета массы и заливки.
Оглавление:
- Преимущества и недостатки арболита
- Технология производства арболита
- Подготовка основания для работы
- Компоненты и состав арболита
- Процесс и принципы изготовления
- Оборудование: применение на практике
- Блочные формы для арболита
- Процесс производства своими руками
- Советы экспертов при изготовлении блоков своими руками
Преимущества и недостатки арболита
Для многих строителей арболитные блоки являются ценным и качественным материалом для возведения домов.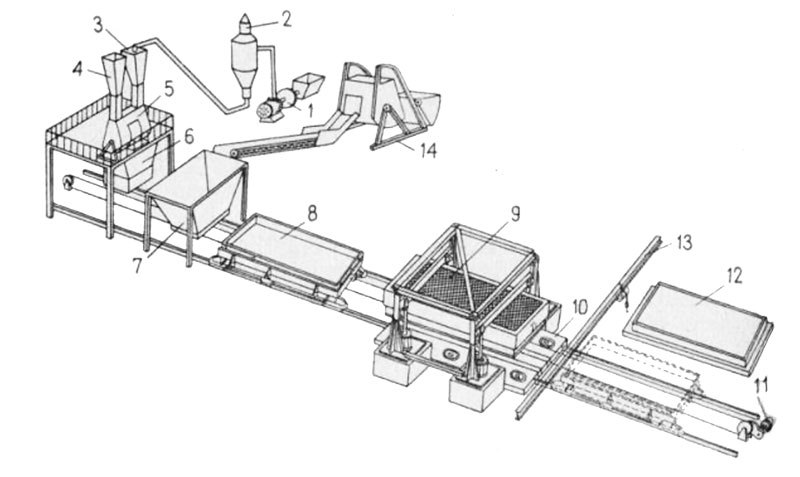 Главная особенность теплоизоляционных свойств позволяет из раствора производить напольные листы. Технология изготовления и принципы выдержки и сушки блоков предоставляют арболиту некоторые преимущества:
Главная особенность теплоизоляционных свойств позволяет из раствора производить напольные листы. Технология изготовления и принципы выдержки и сушки блоков предоставляют арболиту некоторые преимущества:
1. Прочность материала составляет 600-650 кг/м3, что по компонентной структуре не уступает иному строительному материалу. Главной особенностью является пластичность, что формируется в результате использования древесины, которая качественно армирует блоки. Таким образом, арболит не трескается под тяжестью иных материалов, а может только слегка деформироваться сохраняя общую систему конструкции.
2. Стойкость к низким температурам, что очень важно в процессе возведения дома и его эксплуатации. Дело в том, что если здание нагреется и замерзнет несколько раз, то это не повлияет на качество материала. Фактически дом из арболита может простоять минимум 50 лет в любые погодные условия. Конструкции из пеноблоков не имеют подобных свойств, ведь при постоянном замораживании они быстро потеряют свою функциональность.
3. Арболит не поддается воздействию углекислого газа, так что не стоит беспокоиться о карбонизации блоков, ведь их структура не позволит превратиться материалу в мел.
4. Теплопроводность блоков свидетельствует о популярности материала. Сравнивая показатели, стоит отметить, что стена из арболита в 30 см равняется 1 метру толщины кирпичной кладке. Структура материала позволяет сохранять тепло внутри помещения даже в самые холодные зимы, что весьма экономично при строительстве.
5. Звукоизоляционные свойства свидетельствуют о высоком коэффициенте поглощения арболита, который составляет от 0,7 до 0,6. Для сравнения древесина имеет показатели 0,06 -0,1, а кирпич немного больше около 0,04-0,06.
6. Легкость материала, что позволяет сэкономить средства на заливку фундамента.
7. Арболит является экологически чистым и долговечным строительным материалом, что определяет компонентный состав блоков. После возведения дома он не образует плесень и грибок на стенах.
8. Материал является безопасным, так он не воспламенятся.
9. Арболитные блоки легко применять в строительных работах, поскольку без труда в них можно забить гвозди, просверлить отверстие, использовать шурупы и так далее. Внешняя структура материала позволяет покрывать его штукатуркой без использования специальных сеток и дополнительных утеплителей.
Мы рассмотрели преимущества арболитных блоков, но для полного воссоздания картины о данном строительном материале приведем некоторые недостатки:
1. Стеновая панель может не выделяться точными геометрическими параметрами, от чего для восстановления ровности стены используют вагонку, сайдинг или гипсокартон, а сверху все отделяют штукатуркой.
2. Блоки не являются дешевым строительным материалом, ведь изготовление щепы для арболита требует некоторых затрат. Делая расчеты по сравнению из газобетоном, данный строительный материал обойдется только на 10-15 процентов дороже, что не формирует полное преимущество.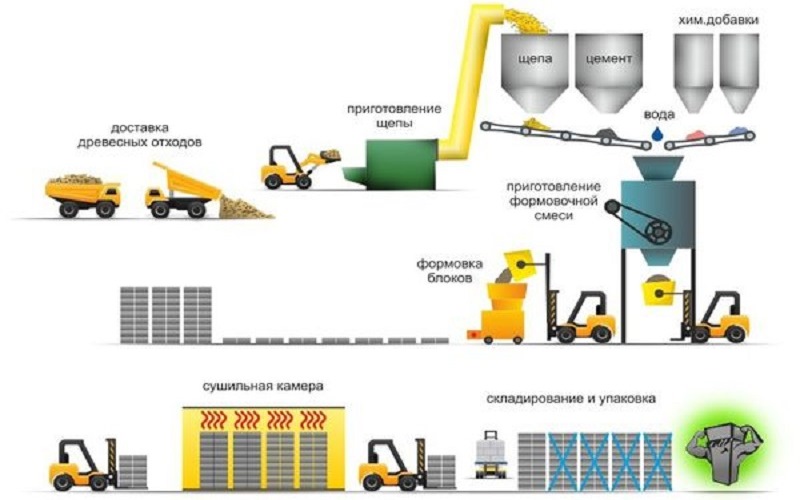
Технология производства арболита
Изготовление арболита требует следованию технологиям производства с расчетом состава и объема для одного блока. Арболитные блоки представляют собой строительный материал простой по компонентному составу, в который входят древесина, вода, опилки, цемент и другие предметы.
Главной основой для производства считается древесная щепа. Составная часть арболитового блока определяет его прочность и устойчивость к повреждениям, что высчитывается высшим уровнем, чем у пено- или газоблоков. Производство в домашних условиях осуществить не сложно, однако необходимо придерживаться распределения массы предмета и следовать инструкции.
Подготовка основания для работы
Основной составляющей для изготовления щепы для арболита является соотношение пропорций стружки и опилок – 1:2 или 1:1. Все предметы хорошо высушивают, для чего их помещают на 3 – 4 месяца на свежий воздух, время от времени обрабатывая известью и переворачивая.
Примерно на 1 кубический метр средства потребуется около 200 литров извести 15-ти процентной. В них помещают все щепы на четыре дня и перемешивают их от 2 до 4 раз на день. Все работы проводятся с целью убрать сахар с древесины, который может спровоцировать гниение блоков. Щепу приобретают в готовом виде, однако, с помощью щепорезов можно сделать самостоятельно.
Компоненты и состав арболита
Компонентный состав арболита является самым важным этапом технологии производства и требует внимательного соотношения всех материалов. При изготовлении блоков важно следить за качеством и разновидностью приобретаемых материалов, которые определяют готовый строительный материал. После процесса изготовления в щепу добавляют следующие материалы, такие как:
- известь гашеную;
- жидкое стекло растворимое;
- портландцемент;
- хлористый калий;
- алюминий и сернокислый кальций.
Производство арболита в пропорциях представлено в таблице 1. Стоит учесть, что для всех компонентов масса рассчитана на четыре процента доли цемента. Данная компоновка помогает сохранить огнеупорность предмета и придает пластичности.
Стоит учесть, что для всех компонентов масса рассчитана на четыре процента доли цемента. Данная компоновка помогает сохранить огнеупорность предмета и придает пластичности.
Таблица 1. Состав арболита по объему
| Марка арболита | Цемент (М400) | Кол-во извести | Кол-во песка | Кол-во опилок | Получаемая плотность (кг/м3) |
| 5 | 1 | 1,5 | — | 15 | 300-400 |
| 10 | 1 | 1 | 1,5 | 12 | 600-700 |
| 15 | 1 | 0,5 | 2,5 | 9 | 900-1000 |
| 25 | 1 | — | 3 | 6 | 1200-1300 |
Процесс и принципы изготовления
Оптимальные параметры блоков для технологии производства арболита составляют 25х25х50 сантиметров. Установленные размеры удобны при кладке стен домов, а также в процессе промышленности. Заливка блока состоит из трех рядов смеси и арболита, после каждого этапа необходимо уплотнять раствор молотком, отделанным жестью.
Установленные размеры удобны при кладке стен домов, а также в процессе промышленности. Заливка блока состоит из трех рядов смеси и арболита, после каждого этапа необходимо уплотнять раствор молотком, отделанным жестью.
Излишняя масса свертывается при содействии шпателя. Выдерживается блок при температуре 18 градусов тепла на раскрытом воздухе. По истечении суток арболит выстукивается из формы на ровную поверхность, где он скрепляется на протяжении 10 дней.
Оборудование: применение на практике
Для производства необходимо разное снабжение, например, станки для изготовления арболита, которые выбираются в соответствии с объемом продукции и количества сырья. Технология промышленного процесса должна отвечать требованиям и критериям СН 549-82 и ГОСТу 19222-84. В качестве основного материала для выработки выступают хвойные деревья. Раздробление древесины происходит с помощью рубильных машин, таких как РРМ-5, ДУ-2, а более скрупулезное дробление осуществляется на оборудовании ДМ-1.
Арболитовую смесь подготавливают со смесителями и растворителями различного цикличного воздействия на материал. Подвозят большие объемы обработанной смеси к формам с помощью приспособления в качестве бетонораздатчиков или кюбелей. Подъем или опускание машины должно осуществляться при параметрах 15о по верхнему подъему и 10о по нижнему, а скорость оборудования рассчитывается в 1 м/с. Разлив арболитовой смеси по формам делают на высоте до 1 метра.
Уплотнения раствора производят с содействием вибропреса или ручной трамбовки. Для производства небольшого количества блоков нужно применить мини-станок. Изготовление своими руками арболита не представляет особых трудностей, однако на промышленных объектах применяется специальное оборудование по смешиванию, изготовления блоков. На некоторых заводах присутствуют тепловые камеры с ИК-излучением или ТЭНом, что позволяет определить нужную температуру для высыхания блоков.
Блочные формы для арболита
Существуют разные блочные формы для обработки арболита, а примерные величины могут составлять: 20х20х50 см или 30х20х50 см. Выпускаются предметы и прочих размеров, особенно для постройки вентиляционных систем, покрытий и так далее. Формы можно приобрести в строительных магазинах или же подготовить все своими руками. Для этого, используют доски толщиной в 2 сантиметра, которые скрепляют до образования определенной конструкции. Внешне форма отделывается фанерой, или пленкой.
Выпускаются предметы и прочих размеров, особенно для постройки вентиляционных систем, покрытий и так далее. Формы можно приобрести в строительных магазинах или же подготовить все своими руками. Для этого, используют доски толщиной в 2 сантиметра, которые скрепляют до образования определенной конструкции. Внешне форма отделывается фанерой, или пленкой.
В зависимости от класса арболитовые блоки применяют в малоэтажном строительстве для возведения несущих стен, перегородок, а также для теплоизоляциии и звукоизоляции конструктивных элементов здания.
Процесс производства своими руками
Рассмотрев технологию изготовления состава арболита, можно приступать к выполнению работы самостоятельно. Для начала потребуются некоторые материалы и оборудование:
- специальный лоток для смеси;
- падающий и вибрирующий стол;
- стол с ударно-встряхивающим эффектом;
- разъемные формы и подставки;
- поддон из металла для форм.


Производить арболит своими руками очень сложно без использования необходимых инструментов, станков и оборудования. Как правило, на производстве потребуются некоторые приспособления:
1. Для получения качественного раствора необходимо применить бетономешалку. Разумеется, в процессе можно все сделать своими руками, однако придется, много времени потратить на получение раствора необходимой консистенции.
2. Для формирования структуры блоков важно приобрести формы соответствующих размеров. Как правило, арболит имеет прямоугольную форму, а в производстве используются пластиковые формы.
3. При помощи станка вы профессионально измельчите щепу.
4. Используя пресс можно получить хорошую плотность материала при трамбовке, при этом важно убрать воздух из консистенции. В качестве приспособлений применяется вибростол.
5. Обязательное наличие камеры для сушки арболита, что позволит его превратить в твердую однокомпонентную структуру.
6. В домашних условиях понадобится лопата для загрузки смеси в формы, а для скрепления блоков используют армирующую сетку.
При наличии выше перечисленных приспособлений можно производить в день около 350 – 450 м3 строительного раствора в месяц. Места для монтажа потребуется около 500 квадратных метров, а затрат на электроэнергию пойдет 15-45 кВт/ч. Для самостоятельного процесса органические средства заливаются водой, а также цементом до образования однородной смеси. Все пропорции и расчеты отображены в таблице 1, главное чтобы вышедшая смесь была сыпучей.
Перед заливкой раствора в формы, их обмазывают с внутренней стороны молочком известковым. После этого, средство скрупулезно и аккуратно укладывают и утрамбовывают специальными приспособлениями. Верхняя часть блока выравнивается с помощью шпателя или линейки и заливается раствором штукатурки на слой в 2 сантиметра.
После образованной формы арболита его потребуется тщательно уплотнить с помощью деревянной конструкции, оббитой железом. Прочными и надежными считаются блоки, которые выстоялись и схватились на протяжении десяти дней при температуре 15о. Чтобы арболит не пересох, рекомендуется периодически поливать его водой.
Чтобы арболит не пересох, рекомендуется периодически поливать его водой.
Технология изготовления арболита своими руками не представляет определенной сложности, а поэтому все работы провести легко при наличии необходимых инструментов и приспособлений. При соблюдении правил и критериев производства, правильного расчета компонентов строительный материал получится качественным и прочным для применения.
Советы экспертов при изготовлении блоков своими руками
Рекомендации специалистов по производству арболитных блоков основаны на практике их использования и применения. Чтобы достичь высокого качества продукции необходимо следовать некоторым факторам. В производстве рекомендуется применять не только большую щепу, но и использовать опилки, стружку из дерева. Обработка консистенции и выдавливание из него сахара позволяет избежать дальнейшего вспучивания строительного материала, что не приспускается при сооружении дома.
В процессе изготовления раствор следует тщательно перемешивать, чтобы все части оказались в цементе. Это важно для качественного и прочного скрепления древесины и иных материалов в блоке. В производстве не менее важным остается добавление следующих компонентов, таких как алюминий, гашеная известь и так далее. Весь состав образует дополнительные свойства арболита, например жидкое стекло не позволяет впитывать влагу блокам, а известь служит в качестве антисептика.
Это важно для качественного и прочного скрепления древесины и иных материалов в блоке. В производстве не менее важным остается добавление следующих компонентов, таких как алюминий, гашеная известь и так далее. Весь состав образует дополнительные свойства арболита, например жидкое стекло не позволяет впитывать влагу блокам, а известь служит в качестве антисептика.
Хлористый калий способствует уничтожению микроорганизмов и других веществ, что не благотворно влияют на структуру. При добавлении всех компонентов стоит следить за таблицей пропорциональности, чтобы готовый раствор соответствовал требованиям производства арболитных блоков.
Особенности технологии производства арболитовых блоков, панелей и конструкций
Само название арболит раскрывает состав и технологию изготовления этого современного строительного материала. В переводе с греческого языка «арбо» означает дерево, «литое» — камень.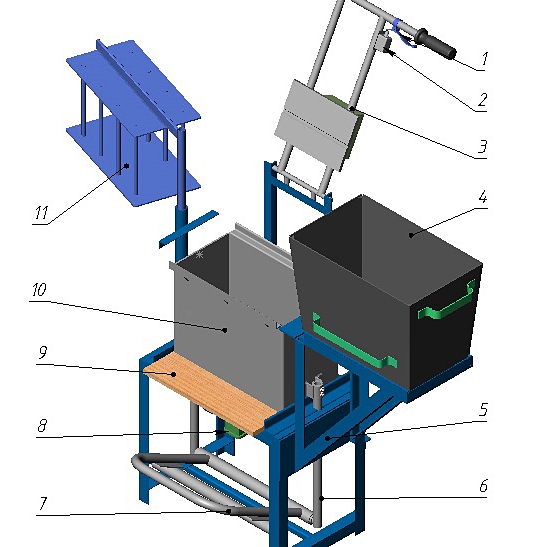 Основой для изготовления блоков являются древесный заполнитель и цемент, обеспечивающие в сочетании с химической добавкой и водой особую прочность всей конструкции. Примерный расход компонентов на кубический метр арболита показан в таблице № 1.
Основой для изготовления блоков являются древесный заполнитель и цемент, обеспечивающие в сочетании с химической добавкой и водой особую прочность всей конструкции. Примерный расход компонентов на кубический метр арболита показан в таблице № 1.
Табл. 1. Средний расход компонентов в килограммах на 1 кубический метр арболита
Компоненты | Марка | ||||
5 | 10 | 15 | 25 | 35 | |
Портландцемент марки 400 | 260/290 | 280/310 | 300/330 | 330/360 | 360/390 |
Древесная дробленка (сухая) | 160/180 | 180/200 | 200/220 | 220/240 | 240/250 |
Сульфат алюминия | 6 | 6-7 | 7 | 8 | 8 |
Вода | 280/330 | 300/360 | 330/390 | 360/430 | 400/460 |
Расход составляющих каждой марки при использовании хвойной древесины размещен до косой линии, лиственной и смешанной – после. В качестве химической добавки могут быть использованы и другие компоненты: растворимое стекло, гашеная известь, хлористый кальций. Составляющие и схема производства могут варьироваться в зависимости от назначения и особенностей эксплуатации готового изделия.
В качестве химической добавки могут быть использованы и другие компоненты: растворимое стекло, гашеная известь, хлористый кальций. Составляющие и схема производства могут варьироваться в зависимости от назначения и особенностей эксплуатации готового изделия.
Блоки арболитовые своими руками — технология, оборудование
Характеристики арболита заслуженно обращают на себя внимание при желании выстроить одно или двухэтажный дом. Не последним фактором при его выборе является то, что достаточно просто сделать монолитные стены и блоки арболитовые своими руками. Полный набор необходимого оборудования зависит от того, есть где купить готовую щепу, или придется делать ее самому. Для полноты картины рассмотрена полная технология производства арболита.
Главный компонент арболита
На 90% арболит состоит из щепы, поэтому первым делом надо озаботиться ее закупкой или заготовкой. Лучше всего, если материалом для нее послужат сосновые доски, но против использования других ГОСТ ничего против не имеет.
Одним из нюансов производства арболитовых блоков является использование древесины, ведь это природный материал, содержащий в своем составе соединения сахаров. Если их не нейтрализовать, то впоследствии они будут вступать в реакцию с остальными компонентами арболита, что как минимум спровоцирует его вспучивание. Чтобы этого избежать, доски, а лучше уже готовую щепу выдерживают в течение месяца под открытым небом.
Более быстрым способом является вымачивание щепы в химических растворах, которое проводится 3 суток. Для их приготовления применяются сульфат алюминия (сернокислый алюминий), хлористый кальций, гашеная известь или жидкое стекло. Эти компоненты находятся в свободной продаже и их несложно найти в сельскохозяйственных магазинах.
Практика показала, что лучшим решением является сульфат алюминия, который после реакции с сахарами упрочняет арболитовый блок. Жидкое стекло применять не рекомендуют – оно повышает хрупкость готового материала.
Много рецептов для блоков арболитовых, изготавливаемых своими руками опускают и этот этап, добавляя нейтрализующие химикаты непосредственно во время замешивания арболитовой смеси. В таком случае их пропорции соблюдаются примерно в размере 3% от общего веса используемого цемента.
В таком случае их пропорции соблюдаются примерно в размере 3% от общего веса используемого цемента.
Щепорез для арболита
Если строительство затевается масштабное, а купить нужно количество щепы не всегда есть возможность, то не обойтись без щепореза. Это устройство дробит доски на щепу, которая после этого полностью готова к использованию (если дерево выдержанное).
Принцип устройства очень простой – на вал одет металлический диск (обычно 50 см диаметром), в котором сделаны проймы (3-4, в зависимости от модели), расположенные друг относительно друга под углом в 120° или 90°. Возле каждого выреза, под углом к нему, приделан нож, который срезает кусочек доски и подает в пройму, после чего он попадает в дробильную камеру, где доводится до окончательных размеров.
Наглядно создание и работа щепореза на следующем видео:
Несмотря на кажущуюся простоту конструкции, сделанный самостоятельно щепорез есть далеко не у всех, так как для изготовления вала и маховика с ножами нужны токарный и фрезерный станок. Это оборудование для обработки компонентов арболита придется хотя бы частично заказать на стороне.
Это оборудование для обработки компонентов арболита придется хотя бы частично заказать на стороне.
Если токарный станок не является неразрешимым вопросом, то как сделать щепорез показано на следующей схеме.
Приготовление раствора: пропорции
Тут особых секретов нет – просто надо перемешать все компоненты. Присутствует только одно ограничение – с момента окончания замеса и до попадания раствора в формовочную емкость должно пройти не больше 15 минут. После этого времени начинается химическая реакция цемента.
Основной порядок заполнения емкости смесителя (соотношение компонентов в ведрах для одного замеса):
- Засыпается щепа. Если она предварительно вымачивалась в растворе, то можно ее не сушить – следующим компонентом все равно будет добавляться вода. Количество – 6 ведер.
- В воду добавляется хлористый кальций (или другой компонент). Пропорции – 2-4% от массы цемента, что будет использована для замеса (1 ведро). Визуально это около 1-2 полных стаканов. Все перемешивается и выливается в мешалку к щепе и запускается смеситель. Воды так же берется одно ведро.
- Когда щепа равномерно увлажнится, пора добавлять цемент. Он высыпается в смеситель и теперь надо ждать, пока вся щепа равномерно не покроется цементом – вся она должна стать соответствующего цвета. Марка используемого цемента – 500.
 Все перемешивается и выливается в мешалку к щепе и запускается смеситель. Воды так же берется одно ведро.
Все перемешивается и выливается в мешалку к щепе и запускается смеситель. Воды так же берется одно ведро.Формирование арболитовых блоков
Когда раствор готов, он высыпается в подходящую емкость и теперь его надо израсходовать в течение 15 минут. Чтобы сформировать и сделать арболитовые блоки своими руками, способов придумано достаточно много – на производствах это разборные опалубки на 6-12 блоков, а в домашних условиях они обычно делается по одной штуке в самодельных трафаретах.
Один из методов изготовления на видео:
Технология изготовления арболита предусматривает два варианта формовки:
- Быстрая распалубка – после первичного схватывания цемента. По сути, это безостановочный процесс – формирование блока (засыпка раствора в форму), прессовка (или вибропрессовка), распалубка и отправка на просушку. Вместе с приготовлением раствора даже один человек может в день сделать 80-100 блоков. Преимущество способа – скорость изготовления новых арболитовых блоков и безостановочность процесса.
- Распалубка через сутки – после опрессовки блок оставляется в форме на 24 часа, после чего только производится распалубка и досушка. Изготовить арболитовые блоки своими руками таким способом может получиться даже быстрее, но только при условии наличия достаточного количества форм, в которых арболит можно оставить на ночь. Преимущества метода – близкая к идеальной форма блока, которая после схватывания бетона не имеет возможности даже малейшего перекоса.
 По сути, это безостановочный процесс – формирование блока (засыпка раствора в форму), прессовка (или вибропрессовка), распалубка и отправка на просушку. Вместе с приготовлением раствора даже один человек может в день сделать 80-100 блоков. Преимущество способа – скорость изготовления новых арболитовых блоков и безостановочность процесса.
По сути, это безостановочный процесс – формирование блока (засыпка раствора в форму), прессовка (или вибропрессовка), распалубка и отправка на просушку. Вместе с приготовлением раствора даже один человек может в день сделать 80-100 блоков. Преимущество способа – скорость изготовления новых арболитовых блоков и безостановочность процесса.Чем хуже геометрия блоков, тем толще между ними будут цементные швы, которые образуют мостики холода. Для уменьшения теплопроводности блокам придается зигзагообразная форма, которая ломает такой мостик, предотвращая прямой отток тепла.
Для формирования блоков используется специальный станок или трафареты – все это оборудование для арболитовых блоков может быть сделано своими руками.
Использование станка
Оба устройства могут применяться в любом из методов, но свой станок чаще делают под быструю распалубку, для увеличения темпов производства. Их неоспоримое преимущество – это прессовка блока на вибростоле. Сам процесс формирования отличается простотой и оборудование можно доверять рабочим после минимального обучения.
Работа станка полуавтомат на видео:
- Готовая смесь засыпается в мерную емкость (1), которая смещается на направляющих (2), высыпая раствор в пресс-форму (3).
- Сверху на раствор устанавливается крышка (5) пресса (ее высота может регулироваться штырями (6) для людей разного роста) и придавливается рычагом (7).
- После придавливания включается вибростол (8). Он работает 20-30 секунд и автоматически отключается (можно использовать простейшее реле времени) – дольше трамбовать нельзя, потому что тогда цемент будет стряхиваться на дно блока.
- Рычаг откидывается назад (9), крышка пресса снимается (10) и пресс форма поднимается наверх (11), для чего нажимается педаль.

Готовый арболитовый блок можно забирать на просушку (12). Через 2-3 суток он наберет достаточную прочность для транспортировки.
Для использования метода распалубки через сутки пресс-форма делается разборной и съемной, а верхняя крышка может в ней фиксироваться защелками или другим удобным способом. После трамбовки блок снимается прямо с формой и отправляется на отстаивание.
Арболит с помощью трафарета
Используются две основные разновидности пресс формы – в виде коробки без дна и верха, а также разборная, в виде двух букв «Г», которые защелкиваясь вокруг дна образовывают жесткий короб, накрываемый крышкой. Она в свою очередь также фиксируется отдельными защелками, которые врезаны в боковые стенки.
Она в свою очередь также фиксируется отдельными защелками, которые врезаны в боковые стенки.
Независимо от того, какая пресс-форма используется, основной алгоритм следующий:
- Короб готовится к засыпанию арболитовой смеси. Сквозной ставится на твердую поверхность (1), застеленную целлофаном (чтобы не прилип блок), цельный короб смачивается изнутри.
- Засыпается первый слой смеси, утрамбовывается, сверху добавляется второй слой, в случае необходимости третий и накрывается крышкой. На сквозной короб ложится (2) гнет (гиря или что-нибудь подходящее), у разборного верхняя часть фиксируется защелками (3).
- Если под рукой есть перфоратор, то можно пройтись ним по крышке, это заменит вибростол.
- В зависимости от применяемой технологии производится распалубка или форма оставляется для выстаивания.
Если производится быстрая распалубка сквозной коробки, то сначала вверх поднимается именно она (4), затем снимается гнет и убирается крышка. Блок отправляется на сушку вместе с основанием, на котором его формировали.
Коротко о главном
Производство качественного арболита в домашних условиях не является из ряда вон выходящей задачей. Единственной серьезной сложностью может стать поиск щепореза. В крайнем случае его можно изготовить или заказать, но если есть где приобрести готовую щепу, то эта проблема снимается.
Используемая щепа должна быть выдержана на солнце около месяца, чтобы нейтрализовались органические вещества внутри нее. Использовать для раствора можно и намокшую.
Есть два основных способа распалубки готовых блоков. Чтобы выбрать подходящий, есть смысл сделать пробные блоки и сравнить результаты.
Технология производства арболита своими руками
Дата: 11 января 2018
Просмотров: 4385
Коментариев: 0
Для возведения домов строители применяют различные виды блоков, обеспечивающих устойчивость и экологическую чистоту строений. Желая уменьшить сметную стоимость строительства, некоторые блочные материалы застройщики изготавливают самостоятельно.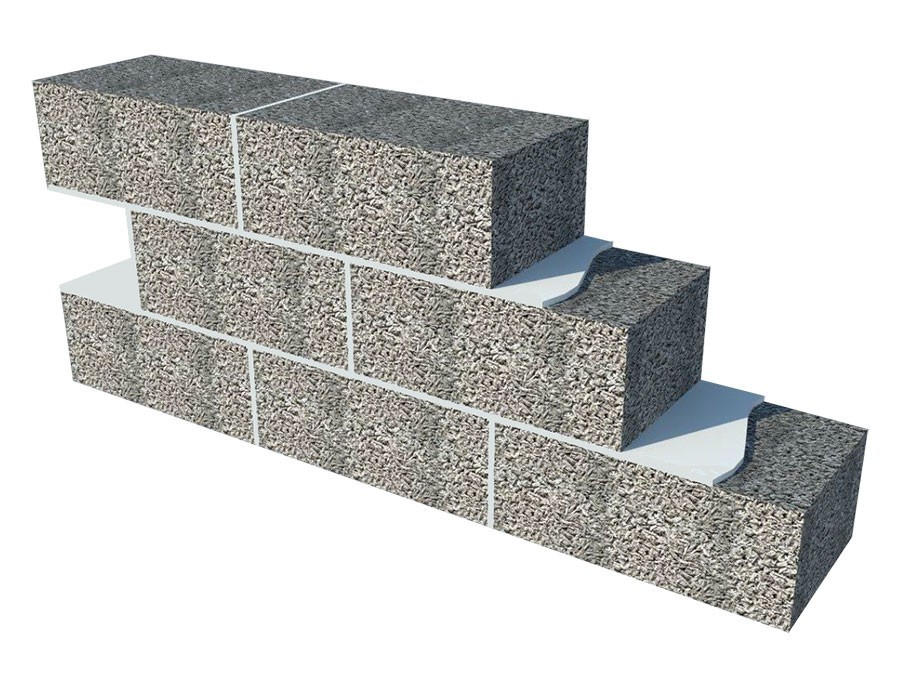 Один из таких стройматериалов – арболитовые блоки, основой которых являются древесные отходы и портландцемент. Технология производства арболита в бытовых условиях требует подготовки и соблюдения определенных условий для обеспечения гидратации цемента. Остановимся детально на нюансах изготовления.
Один из таких стройматериалов – арболитовые блоки, основой которых являются древесные отходы и портландцемент. Технология производства арболита в бытовых условиях требует подготовки и соблюдения определенных условий для обеспечения гидратации цемента. Остановимся детально на нюансах изготовления.
Особенности арболитовых блоков
На эксплуатационные свойства и область использования арболита влияют:
- состав материала;
- используемая рецептура;
- технология производства.
Изготовленный из качественного сырья и с соблюдением технологии, арболит обладает комплексом серьезных достоинств:
- прочностью. Прочностные характеристики материала позволяют ему сохранять целостность, воспринимая действующие нагрузки от элементов строения;
- морозостойкостью. Арболитовые блоки способны сохранять свойства после многократных циклов замораживания с дальнейшим отстаиванием;
Арболит – строительный материал, изготовленный из древесных опилок, стружек, портландцемента и химических добавок
- пониженной теплопроводностью. Стены, изготовленные из арболита, поддерживают комфортную температуру жилого помещения, снижают потери тепла;
- звукоизоляционными характеристиками. Арболитовый массив поглощает внешние шумы, обеспечивая звукоизоляцию помещения;
- легкостью. Благодаря уменьшенному весу снижаются нагрузки на основание здания, что повышает продолжительность его эксплуатации;
- безвредностью для окружающих. Стройматериал изготавливается из экологически чистого сырья, не оказывает отрицательного влияния на здоровье людей;
- продолжительным ресурсом использования. Здания могут безопасно эксплуатироваться на протяжении 4–5 десятилетий;
- удобством применения. Стройматериал легко сверлится, режется, а также штукатурится без применения дополнительных сеток доля армирования;
- дешевизной. Легкие блоки производятся из недорогих ингредиентов, позволяют существенно сэкономить на заливке основания.
 Стены, изготовленные из арболита, поддерживают комфортную температуру жилого помещения, снижают потери тепла;
Стены, изготовленные из арболита, поддерживают комфортную температуру жилого помещения, снижают потери тепла;Кроме того, из-за древесной щепы, являющейся главным ингредиентом, материал легко обрабатывается. В него легко завинчивать шурупы и забивать гвозди. Благодаря указанным преимуществам, материал пользуется популярностью у застройщиков.
В него легко завинчивать шурупы и забивать гвозди. Благодаря указанным преимуществам, материал пользуется популярностью у застройщиков.
Для полного представления о свойствах стройматериала, рассмотрим слабые стороны. Недостатки арболита:
- значительные отклонения габаритов. Они обусловлены повышенными допусками. Изготовители используют литформы, отличающиеся размерами. Из-за разных размеров изделий возрастает расход штукатурной смеси;
Материал, благодаря гармоничному сочетанию лучших свойств камня и древесины, прослужит верой и правдой многие годы
- нарушение структуры при повышенной температуре. При возникновении пожароопасной ситуации арболит ограниченное время не возгорается, но при нагреве щепа тлеет, и материал постепенно теряет целостность;
- повышенная гигроскопичность. Неоштукатуренные арболитовые стены быстро насыщаются влагой. Для применения блоков следует тщательно гидроизолировать основу здания, а также выполнить внешнюю отделку.

Нарушение состава и технологии изготовления арболита сказывается на качестве продукции. При пониженном содержании извести развиваются микроорганизмы, а уменьшение концентрации цемента влияет на прочность. Строители также отмечают продуваемость стройматериала, который требует дополнительной теплоизоляции. К недостаткам следует отнести возможность появления своеобразного запаха, вызванного минерализаторами и химическими реагентами, входящими в состав арболитового массива.
Арболит – состав и технология изготовления
Для самостоятельного изготовления продукции следует правильно подобрать состав, а также тщательно изучить технологию. Несмотря на доступность применяемых ингредиентов и простоту рецептуры, имеются определенные тонкости. Рассмотрим их подробно.
Применяемый наполнитель
В качестве основы блоков применяется древесная щепа, стружка или опилки, образующиеся при обработке древесины.
Арболит безупречен для возведения жилых домов, бань, гаражей и прочих хозяйственных сооружений. Как видите, область использования довольно широка
Как видите, область использования довольно широка
Заполнитель следует тщательно подготовить:
- очистить от включений инородного происхождения;
- измельчить до размера, не превышающего 5х10х40 мм;
- тщательно высушить на протяжении трех-четырех месяцев;
- обработать известковым раствором, чтобы предотвратить гниение.
На кубический метр щепы потребуется 0,5 т 15-процентного раствора извести. Древесные отходы вымачивают на протяжении 3–5 дней с периодическим перемешиванием. При этом снижается концентрация входящего в древесину сахара, создающего благоприятные условия для развития гнили. Можно использовать покупной материал или самостоятельно измельченный в домашних условиях на щепорезе или дробилке.
Используемые компоненты
Изготовление качественного арболита возможно при обеспечении входного контроля сырья и соблюдении проверенной рецептуры.
Для производства блоков применяются следующие компоненты:
- портландцемент, являющийся вяжущим веществом. Его содержание составляет 12–16%. Такой концентрации достаточно для связывания ингредиентов и обеспечения прочности изделий после извлечения из форм;
- минерализаторы, снижающие водопоглощение и повышающие биологическую устойчивость. Используется известь после гашения и отстаивания, кальциевый хлорид, жидкое стекло, а также глинозем.
 Его содержание составляет 12–16%. Такой концентрации достаточно для связывания ингредиентов и обеспечения прочности изделий после извлечения из форм;
Его содержание составляет 12–16%. Такой концентрации достаточно для связывания ингредиентов и обеспечения прочности изделий после извлечения из форм;Арболит — это хороший, тёплый, экологически чистый и долговечный материал
Обеспечение необходимой консистенции арболитового состава достигается путем добавления воды, которая впитывается заполнителем, насыщая его входящими в состав смеси минеральными веществами. В зависимости от марки арболитового состава, ингредиенты вводятся в различных соотношениях. При этом удельный вес блоков изменяется от 0,3 до 1,3 т/м3.
Технология производства арболита
Стандартный технологический процесс предусматривает выполнение следующих операций:
- Подготовку заполнителя необходимых размеров.
- Дозирование и смешивание компонентов.
- Заливку готового состава в формы и уплотнение.
- Сушку в естественных условиях.
- Извлечение продукции из форм.
- Отстаивание в течение 14–20 суток.
Готовые изделия имеют форму параллелепипеда квадратного сечения со стороной 0,25 м и длиной 0,5 м. Увеличенные размеры блоков позволяют быстро производить кладку стен.
Оборудование
Для изготовления арболита необходимо следующее оборудование:
- подающий конвейер. Представляет собой шнек, обеспечивающий ускоренную подачу заполнителя при изготовлении арболита в увеличенных объемах;
- магнитный сепаратор. Он устанавливается после шнека, отделяет из непрерывного потока подаваемой на дробление щепы различные металлические включения;
Технология изготовления арболита предусматривает его изготовление также, как и фибролита, посредством смешения портландцемента с низкосортной древесной стружкой
- рубильная установка. Предназначена для предварительного измельчения щепы до требуемых размеров с помощью ротора, оснащенного ножами для резки крупного сырья;
- сепарирующее устройство. Сортирует предварительно измельченную щепу на фракции. Кондиционный материал подается в бункер, а крупный — на дополнительное дробление;
- дробилки. Применяются агрегаты, в которых повторное измельчение осуществляется специальными молотками. Они шарнирно закреплены на вращающемся роторе;
- дозирующее устройство. Обеспечивает порционную подачу в смешивающий агрегат компонентов, предусмотренных рецептурой. Производит объемное дозирование;
- механизм для смешивания. Используется обычный бетоносмеситель циклического действия, в котором исходные компоненты смешиваются на протяжении 10–15 минут;
- специальные формы. Представляют собой конструкцию, изготовленную из древесины или стали. После твердения блоков, легко разбираются для повторного использования;
- ручная трамбовка. Позволяет быстро уплотнить залитую в формы арболитовую смесь. В процессе трамбования из массива выходит воздух, и повышается плотность.
 Сортирует предварительно измельченную щепу на фракции. Кондиционный материал подается в бункер, а крупный — на дополнительное дробление;
Сортирует предварительно измельченную щепу на фракции. Кондиционный материал подается в бункер, а крупный — на дополнительное дробление;Для производства блоков в промышленных масштабах используется вибрационный станок или вибростол. Они позволяют получить продукцию повышенной плотности и отличного качества. Ускоренная подача исходного сырья в формы при промышленном методе производства осуществляется специальными бетонораздатчиками.
Они позволяют получить продукцию повышенной плотности и отличного качества. Ускоренная подача исходного сырья в формы при промышленном методе производства осуществляется специальными бетонораздатчиками.
Изготовление арболита собственными силами
Важный этап, которым обладает технология изготовления арболита, является правильное дозирование всех компонентов
Изготовить блоки в домашних условиях можно, имея необходимое оборудование. Последовательность действий:
- Подготовьте отходы древесины. Высушите используемый материал в закрытом помещении на протяжении месяца.
- Измельчите сырье. Дробление производите в два этапа – вначале на рубильном устройстве, затем на дробилке.
- Замочите дробленку в специальной емкости с целью удаления сахара. Добавьте кальциевый хлорид.
- Заполните бетоносмеситель предварительно взвешенными компонентами. Произведите смешивание на протяжении 10 минут.
- Заполните смесью формы. Тщательно утрамбуйте состав с помощью ручного оборудования или вибростанка.
- Произведите отстаивание арболита на протяжении 5–6 суток. За это время блоки приобретут первоначальную прочность.
- Извлеките готовую продукцию на поддон, отправьте на хранение. До использования изделий должно пройти две–три недели.

При выполнении работ следует обмазать внутреннюю поверхность формы известковым молочком, облегчающим извлечение изделий.
Подводим итоги
Технология производства арболита позволяет осуществлять самостоятельное изготовление блоков только с применением специального оборудования. Важно использовать качественное сырье, а также правильно подобрать рецептуру. Готовая продукция, обладающая высокой прочностью, обеспечит устойчивость возводимых зданий.
Важно использовать качественное сырье, а также правильно подобрать рецептуру. Готовая продукция, обладающая высокой прочностью, обеспечит устойчивость возводимых зданий.
На сайте: Автор и редактор статей на сайте pobetony.ru
Образование и опыт работы: Высшее техническое образование. Опыт работы на различных производствах и стройках — 12 лет, из них 8 лет — за рубежом.
Другие умения и навыки: Имеет 4-ю группу допуска по электробезопасности. Выполнение расчетов с использованием больших массивов данных.
Текущая занятость: Последние 4 года выступает в роли независимого консультанта в ряде строительных компаний.
Станки для производства арболитовых блоков, арболита в Златоусте
Он прошёл проверку временем и сибирскими морозами, прошёл испытания и был стандартизован ещё в СССР в 60-х годах.
Сегодня арболит удовлетворяет всем требованиям современного человека, решившего построить дом. Вы можете купить станки для производства арболита в Златоусте у нас.
Арболит – строительный материал,
изготовленный из смеси трёх компонентов:
| древесная щепа | |||
| минеральная добавка | |||
| цемент марки 500 |
| 100% ЭКОЛОГИЧЕСКАЯ БЕЗОПАСНОСТЬ И БИОСТОЙКОСТЬ |
Арболитовый блок является экологически безопасным строительным материалом на основе натуральной щепы хвойных и лиственных пород дерева, безвреден для человека и окружающей среды, не подвержен гниению, обладает хорошей воздухопроницаемостью (в доме из арболита не бывает сырости).
| ПЛАСТИЧНОСТЬ |
В случае возникновения предельных нагрузок арболитовый блок не ломается, а лишь обратимо деформируется с возможностью восстановления первоначальной формы.
Кроме того, он не требует чрезмерно бережного обращения при транспортировке.
| НИЗКАЯ ТЕПЛОПРОВОДНОСТЬ |
Арболит является одним из самых тёплых строительных материалов. Стена, построенная из арболитовых блоков толщиной всего 30 см, по показателям теплопроводности равна стене из кирпича толщиной в 1 метр и не требует дополнительного утепления!
| ТОЧНОСТЬ ГЕОМЕТРИИ И ПРОСТОТА ОБРАБОТКИ |
В арболит можно легко вбивать гвозди, ввинчивать шурупы и вешать крючки, как на обычную деревянную стену. Он свободно поддаётся сверлению, рубке и распилу. При этом получается точная и аккуратно подогнанная по размерам форма блока.
| ВЫСОКАЯ ПРОЧНОСТЬ |
Арболитовый блок характеризуются высокой прочностью и может использоваться в строительстве даже трёхэтажных домов с железобетонными плитами перекрытий.
| ЗВУКОИЗОЛЯЦИЯ |
Коэффициент звукопоглощения арболитового блока при частотах 125-2000 Гц составляет 0,17-0,60, в то время как у кирпича при 1000 Гц он не превышает 0,04, а у древесины – 0,06-0,10.
| ПОЖАРНАЯ БЕЗОПАСНОСТЬ |
Арболит относится к трудногорючим (группа Г1 по ГОСТ 12.1.044-89), трудновоспламеняемым (группа В1 по ГОСТ 30402-96), малодымообразующим (группа Д1 по ГОСТ 12.1.044-89) материалам.
| НИЗКАЯ СТОИМОСТЬ И СЖАТЫЕ СРОКИ |
1 кубический метр блоков из арболита в 3 раза легче кирпича и в 1,5 раза легче керамзитобетона, что позволяет использовать мелкозаглубленный ленточный фундамент шириной всего 30 см, что значительно экономит деньги будущего владельца дома.
Стены из арболитового блока возводятся в кратчайшие сроки, а отделка возможна сразу после строительства.
Мини-завод по производству арболитовых блоков
Представленный ниже материал будет интересен энергичным людям, которые хотят организовать весьма прибыльный производственный бизнес или разнообразить уже имеющийся.
Мало для кого является секретом, что одним из наиболее стабильных и востребованных производств на рынке является производство строительных материалов. Объемы строительства в нашей стране увеличиваются с каждым годом, и все большее количество людей предпочитают жилью в многоквартирных домах индивидуальное строение на собственном земельном участке.
Наряду с большим выбором строительных материалов, представленных на рынке, существует один, который является не только конкурентноспособным, но и единственным, объединяющим положительные свойства каждого из них, сохраняя при этом полную экологичность и долговечность. Называется этот материал АРБОЛИТ.
В СССР арболит был разработан в 60-х годах ХХ века и прошел все технические испытания, был сертифицирован и стандартизирован. Именно из этого материала была построена станция в Антарктиде.
Именно из этого материала была построена станция в Антарктиде.
Арболит представляет собой композиционный материал, сформованный в виде блока или панели, состоящий из наполнителя, каждая частица которого обернута цементной оболочкой. В качестве наполнителя используются различные природные материалы: древесина, отходы льнопроизводства, отходы маслосемян и т.п. Однако наиболее перспективным наполнителем является древесина в виде щепы определенного размера и фракции. При этом нет необходимости использовать деловой круглый лес, так как подойдут любые отходы лесозаготовок, отходы деревообрабатывающих производств и т.п.
По своим прочностным характеристикам данным материал является конструкционным, а по теплопроводным характеристикам – теплоизоляционным. Учитывая тот факт, что арболит изготавливается из полностью природных материалов, это ставит его вне конкуренции.
Цена на арболит, на первый взгляд, может показаться высокой по сравнению с некоторыми другими материалами, однако стоимость готового дома оказывается минимум на 30 % ниже, чем при строительстве из любого другого материала при полном соответствии строительным нормам (СниПам). Экономия получается за счёт толщины стен, отсутствия дополнительных утеплителей, облегченного фундамента, дешевизны отделки (как наружной, так и внутренней). Известны случаи, когда строительные компании, построив несколько домов из арболита, полностью отказываются строить из других материалов.
Экономия получается за счёт толщины стен, отсутствия дополнительных утеплителей, облегченного фундамента, дешевизны отделки (как наружной, так и внутренней). Известны случаи, когда строительные компании, построив несколько домов из арболита, полностью отказываются строить из других материалов.
Целью данной статьи является обоснование производственных подходов по изготовлению арболитовых блоков.
Одним из основных тормозов развития данной темы до недавнего времени было отсутствие качественной технологии производства и разработанного под эту технологию оборудования. Однако в настоящее время эта проблема решена предприятием «Опытно-Конструкторское Бюро «СФЕРА». Основной вид деятельности фирмы – разработка и изготовление нестандартного оборудования. У конструкторов данного предприятия имеется многолетний опыт в проведении научно-исследовательских и экспериментальных работ, в том числе с оборонной и деревообрабатывающей промышленностью.
Последние три года предприятие вплотную занимается технологией и оборудованием по изготовлению арболита. Проведенный патентный поиск за последние 50 лет по нескольким странам мира позволил определить состояние вопроса и сделать выводы о возможности применения полученных знаний в современных условиях. Кроме того, был проведен анализ арболитовых блоков современных производителей на предмет соответствия производимого материала ГОСТу, который еще никто не отменял. Данная работа проводилась совместно с предприятием ООО «ЭкоДревПродукт». Выводы оказались неутешительными: ни по прочности, ни по геометрии; исследуемый материал ГОСТу не соответствовал. Основной причиной являлась неправильная формовка блока с последующей моментальной распалубкой. На основании полученных данных стало очевидно, что основным оборудованием, отвечающим за качество производимого материала, являются вибропресс и формы. Данное оборудование было спроектировано и изготовлено на предприятии ООО «ОКБ «СФЕРА». На сегодняшний день оборудование прошло эксплуатационные испытания и стадию доводки. При этом используемая технология предполагает запечатывание арболитовой смеси в блоке с последующей выдержкой.
Проведенный патентный поиск за последние 50 лет по нескольким странам мира позволил определить состояние вопроса и сделать выводы о возможности применения полученных знаний в современных условиях. Кроме того, был проведен анализ арболитовых блоков современных производителей на предмет соответствия производимого материала ГОСТу, который еще никто не отменял. Данная работа проводилась совместно с предприятием ООО «ЭкоДревПродукт». Выводы оказались неутешительными: ни по прочности, ни по геометрии; исследуемый материал ГОСТу не соответствовал. Основной причиной являлась неправильная формовка блока с последующей моментальной распалубкой. На основании полученных данных стало очевидно, что основным оборудованием, отвечающим за качество производимого материала, являются вибропресс и формы. Данное оборудование было спроектировано и изготовлено на предприятии ООО «ОКБ «СФЕРА». На сегодняшний день оборудование прошло эксплуатационные испытания и стадию доводки. При этом используемая технология предполагает запечатывание арболитовой смеси в блоке с последующей выдержкой. Уплотнение смеси в форме обеспечивается вибрацией формы на столе вибропресса в процессе ее заполнения с последующим сжатием. Таким образом, плотность получаемого блока, его прочность и геометрия полностью обеспечиваются.
Уплотнение смеси в форме обеспечивается вибрацией формы на столе вибропресса в процессе ее заполнения с последующим сжатием. Таким образом, плотность получаемого блока, его прочность и геометрия полностью обеспечиваются.
Однако только основного оборудования для производства арболитовых блоков недостаточно. Необходимо иметь измельчитель (шредер), который производит щепу определенного размера из отходов древесины, а также бетоносмеситель.
Компоновка технологической линии может сильно отличаться в зависимости от уровня механизации всего технологического процесса. Именно поэтому предприятием были разработаны две производственные линии для изготовления арболитовых блоков. Качество получаемого материала на обеих линиях одинаково и соответствует ГОСТу, однако стоимость оборудования отличается в десятки раз. При этом суммарная производительность отличается незначительно. К тому же использование большого количества вспомогательного оборудования (нории, транспортеры, пневмотранспорт, компрессоры, бункеры-накопители и т. д.) требуют квалифицированного обслуживания. Такая сложная линия была установлена и успешно эксплуатируется в г. Тейково Ивановской области.
д.) требуют квалифицированного обслуживания. Такая сложная линия была установлена и успешно эксплуатируется в г. Тейково Ивановской области.
Однако мы считаем, что наибольший коммерческий интерес имеют линии с минимальным набором вспомогательного оборудования, где механизированы только очень тяжелые (в физическом плане) операции. К тому же такие линии являются весьма мобильными и не требуют сложной инфраструктуры помещений. Эти производства можно поставить где угодно, лишь бы по близости был источник сырья. Все оборудование находится в одном ярусе, и достаточна высота от пола до потолка 2,5 м.
На схеме представлена технологическая линия мини-производства по изготовлению арболитовых блоков.
технология, станок для блоков, оборудование
Производство арболита — особенная технология изготовления стройматериала, который по своим свойствам приближен к натуральной древесине. Деревобетон отличается низким уровнем теплопроводности и достаточно доступной стоимостью. Блоки из арболита обладают рядом положительных качеств, главное из которых – это пригодность к возведению стен любых зданий. Особенности производства были популярны еще во времена Советского Союза, потом схему изготовления заменили другие технологии. Популярность этих плит возвращается на современный строительный рынок.
Блоки из арболита обладают рядом положительных качеств, главное из которых – это пригодность к возведению стен любых зданий. Особенности производства были популярны еще во времена Советского Союза, потом схему изготовления заменили другие технологии. Популярность этих плит возвращается на современный строительный рынок.
Оборудование для производства арболита позволяет изготовить доступный и практичный строительный материал, который отвечает требованиям ГОСТ 54854-2011. Легкие бетоны на органических наполнителях растительного происхождения имеют множество достоинств:
- стойкость к биологическим воздействиям;
- материал обладает паропроницаемостью;
- хорошая звукоизоляция;
- блоки из арболита устойчивы к огню;
- простота монтажа и легкая обработка поверхности.
Состав
Компонентная составляющая арболита – это важный этап технологии производства, который нуждается во внимательном соотношении всех компонентов. При изготовлении древоблоков важно чтобы качество приобретаемых материалов было высоким. Любой бетон включает в себя вяжущие элементы, песок, наполнитель (может быть легким либо тяжелым).
Любой бетон включает в себя вяжущие элементы, песок, наполнитель (может быть легким либо тяжелым).
Важно! При замесе щепы ее следует смочить таким образом, чтобы не выделялась лишняя влага, а сам слой игольчатой структуры был покрыт цементным составом. При процессе трамбовки цемент послужит связующим звеном, наружные поры у блоков закроются, таким образом, изделие станет не продуваемым.
Размеры щепы влияют на количество цемента, который будет использоваться при приготовлении одного кубометра арболита. Когда щепа изготовлена из сухого дерева, получается мелкая фракция. Игольчатая структура для скрепления между собой требует большего количества цемента. Необходимый объем материалов для изготовления одного кубометра арболита:
- 8-10 кг химических препаратов;
- 250 кг цемента;
- примерно 200-250 кг щепы.
В щепу добавляют такие материалы:
- гашеную известь;
- раствор жидкого стекла;
- портландцемент;
- хлористый калий;
- алюминиевую и сернокислую кальциевую смесь.

Технология
Изготовление блоков из арболита организовывают как в домашних условиях, так и налаживают масштабное производство, как прибыльный бизнес. Для этого учитывают все аспекты и стадии изготовления, руководствуются нормативными документами.
Технологию производства арболита по ГОСТУ необходимо начать с подготовки нужных ингредиентов, из которых 85 % составляет деревянные компоненты. Применяется древесная щепа, опилки, стружка. Наиболее подходящие породы древесины: сосна, пихта, ель, тополь, осина, береза. Допускается присутствие коры, листьев и хвои – не больше 5 % от общего объема. Заготовки пропускаются через станок для щепы и измельчаются. Рекомендуемый размер частичек 5х25 мм. Разнофракционный состав будет обеспечивать нужную плотность арболита.
Производство плит из арболита крупных габаритов требует дополнительное армирование изделия.
Технология подготовки древесного сырья в домашних условиях производится различными методами – сооружение щепореза своими руками либо заключение договора с лесопилкой о поставке отходов деревообработки.
В промышленном производстве в сырье добавляют химические реагенты – хлористый кальций, сернокислый алюминий, жидкое стекло. При домашнем изготовлении рекомендуется выдерживать щепу три месяца на улице при этом опилки следует периодически перемешивать. Чтобы ускорить процесс в насыпь добавляют окись кальция – на один кубометр идет 200 литров 1.5 % раствора.
В роли вяжущего элемента подойдет портландцемент 400 – 600 марки. Смесь состоит на 10-15 % из цемента и не более 1% пластификаторов и деминерализаторов. Перед смешиванием составляющих частей, древесный компонент заливают 10 % раствором извести, потребуется выдержать 3 часа. На промышленных предприятиях такая методика вымачивания в технической емкости занимает до 3 дней.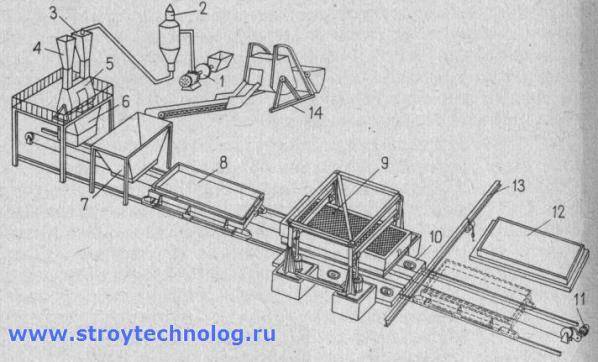
Все компоненты смешиваются в бетономешалке. В итоге получится однородная масса без комков. Состав воды-щепы-цемента равен 4:3:3. Смесь должна быть немного рассыпчатой по консистенции и при сжатии держать форму.
Процесс получения древоблоков
На стадии формовки используются лотки, которые придают изделиям стандартные размеры. Если требуется сделать блоки нестандартных габаритов, в формы вставляются пластины, которые увеличивают размер и массу изделия. Плита может быть треугольной или трапециевидной.
Для ускорения затвердевания в раствор добавляют сухую хлористо-кальциевую смесь. Заливание раствора делают слоями в три этапа в заранее обработанные формы известью. Далее смесь потребуется утрамбовать.
Верхнюю поверхность блоков рекомендуется выровнять шпателем или правилом. После залить штукатурной смесью, примерно на 20 мм.
Когда образовалась у стройматериала форма, его уплотняют при помощи деревянного приспособления обитого металлической рамой. Наиболее прочным и надежным является стройматериал, который выстоял и затвердел на протяжении 10 суток при температуре +150 градусов Цельсия. Чтобы блоки не пересыхали, их периодически поливают водой.
Чтобы блоки не пересыхали, их периодически поливают водой.
Оборудование
Нужные агрегаты по изготовлению арболита продаются в сборе и включают в себя все циклы обработки и приготовления. Передовые технологии позволяют делать различные объемы стройматериала с разными размерами. Для сооружения станка своими руками, понадобятся такие агрегаты:
- щепорез, который также можно сконструировать своими руками;
- бетонорастворомешалка либо смесительный аппарат;
- пресс-формы;
- вибростанок.
Производить арболит можно самостоятельно организовав выпуск блоков, и при этом минимизировать затраты на нужную технику. Станок для дробления щепы также изготавливается своими руками при помощи использования подручных устройств. Для экономии средств вибросито заменяют на ручной метод просеивания.
Агрегат для изготовления рабочего раствора рекомендуется заменить автобетономешалкой. Ручной способ замешивания в методике недопустим, так как имеется риск образования в растворе комков и сгустков.
Формы требуемой величины делают из обычных деревянных ящиков. Дно и бока рекомендуется, заслать линолеумом либо пленкой из полиэтилена, это позволит составу не влипать в стенки.
Когда формы будут залиты по технологии, смесь уплотняют. Для этого понадобится молоток для простукивания стенок в емкости и дрель, которой делают вибропресс. Также используют самостоятельно сделанный вибростол. Этот аппарат уменьшит время изготовления и повысит производительность.
Если условия для сушки материала не подходят, рекомендуется воспользоваться сушильной камерой. Такой метод сушки увеличит затраты на производство и сделает прочность блоков выше.
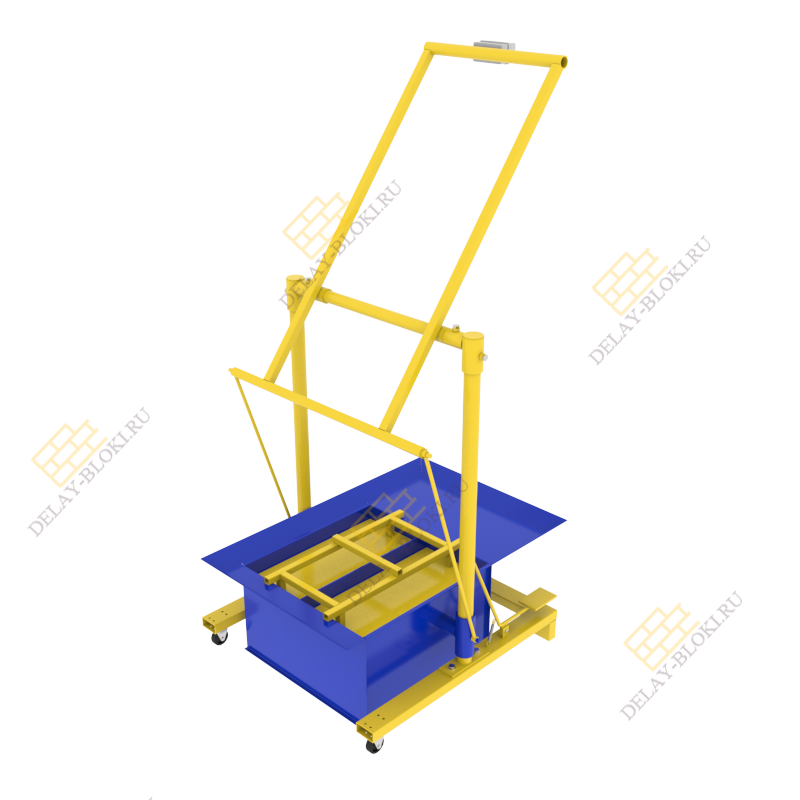
Станок для блоков арболита своими руками чертеж
- Вибропресс с механизмом фиксации формы.
- Форма с функцией самозапечатывания.
- Подъемно-поворотный бункер с механической подвеской.
- Лебедка для управления бункером.
- Смеситель.
- Лебедка для подъема дозаторов с подвеской.
- Тележка с дозатором для щепы.
- Дозатор для цемента на тележке.
- Емкость для приготовления древесного консерванта.
- Платформа наклонная.
- Поддон.
- Рокла.
- Металлическая конструкция.

Производство своими руками
Технология самостоятельного изготовления арболита не сложная при наличии необходимого инструмента и устройств. Если соблюдать все правила и критерии изготовления, правильно рассчитать компоненты продукт будет иметь высокое качество и прочность.
Материалы и приспособления:
- Специальная емкость для компонентов.
- Вибрирующий стол.
- Поверхность с ударно встряхивающими функциями.
- Металлические поддоны.
- Для того чтобы получить качественный раствор необходима автобетономешалка. Если смешивать собственноручно, то для получения раствора нужной консистенции понадобится много времени и сил.
- Специальные пластиковые формы необходимых размеров. Арболитовые блоки имеют прямоугольную форму, стандартные размеры – 500х189х300 мм и 500х188х200 мм.
- Специальный станок профессионально измельчит щепу.
- При помощи пресса получается высокая плотность материала. При процессе трамбовки из материала по максимуму убирается воздух.
- Камера для сушки блоков из арболита превращает структуру в твердый однокомпонентный материал.
- Лопаты для того чтобы загрузить смесь в формы.
- Армирующая сетка применяется для скрепления древоблоков.

При наличии таких приспособлений в среднем производится за месяц от 400 до 500 кубометров строительной смеси. Рекомендуемая минимальная величина производственного помещения 500 м2. Расходы электроэнергии составят 15-45 кВт?ч. При подготовительных работах органические компоненты заливают жидким цементом до образования однородной массы. Соблюдая пропорции и расчеты, получившаяся смесь должна быть сыпучей.
Бункеры и формы имеют стандартный размер 20х40х60 см их можно сварить или сделать наборными из раскроенных листов металла. Рекомендуется блоки при изготовлении располагать вертикально, это упростит трамбовку при малой площади пресса.
Рекомендуется блоки при изготовлении располагать вертикально, это упростит трамбовку при малой площади пресса.
Отзывы и рекомендации специалистов при самостоятельном производстве блоков
Эксперты и частные строители, практикующие изготовление арболитовых блоков оставляют отзывы, в которых советуют следовать правилам, помогающим достичь высокого качества продукции.
- В технологии производства рекомендуется применять не только щепу больших размеров, но и применять опилки и деревянную стружку.
- Консистенцию древесины обрабатывают таким образом, чтобы из нее удалился сахар. Методика позволит предотвратить дальнейшее вспучивание готового материала, что категорически недопустимо в постройке домов.
- В процессе изготовления раствор нужно тщательно перемешать и проследить, чтобы все части были в цементном растворе. Этот момент важен для качественного и прочного скрепления древесных и прочих материалов в блоках.
- При изготовлении важно добавлять алюминий, гашеную известь и прочие компоненты. Например, добавленное в состав жидкое стекло не будет позволять впитывать влагу готовому стройматериалу, а гашеная известь обладает антисептическими свойствами.
- Хлористый калий не позволит образоваться в структуре микроорганизмам и прочим веществам, влияющим неблагоприятно на материал.
- При смешивании компонентов рекомендуется следить за пропорциональностью, чтобы приготовленная смесь соответствовала требованиям производства блоков из арболита.
 Например, добавленное в состав жидкое стекло не будет позволять впитывать влагу готовому стройматериалу, а гашеная известь обладает антисептическими свойствами.
Например, добавленное в состав жидкое стекло не будет позволять впитывать влагу готовому стройматериалу, а гашеная известь обладает антисептическими свойствами.Оборудование для производства бетонных блоков
Борьба за теплоизоляцию зданий в современных условиях не является серьезной и актуальной. Используя доступные методы, чтобы снизить затраты на отопление, население увеличивает теплоизоляцию стен, крыш, окон, всего, что потенциально может быть местом утечки тепла. На стены наносятся десятки и сотни килограммов минеральной ваты, пенопласта, пенопласта, без учета возможных проблем в будущем из-за повышенной пожарной опасности зданий.
Более продуманные варианты дают промышленные методы и производственные технологии решения проблемы. Чаще всего это можно сделать с помощью готовых строительных блоков исходя из бетонной массы. Свойства блоков из арболита позволяют серьезно пересмотреть отношение к энергосбережению в малоэтажном строительстве:
- Абсолютная безопасность — бетон, способ производства и используемое сырье;
- Древесно-бетонная кладка с высокой механической прочностью, позволяющая использовать бетонные блоки в качестве основного строительного материала, а не в качестве дополнительного изолятора;
- Низкая стоимость производства и простота управления оборудованием и технологическим процессом.
На такую продукцию имеется стандарт №19222-84. Рецепт гастромонии изготовления блока обязателен для всех, кто занимается его изготовлением на продажу или для строительства дома. В жизни каждый решает сам, как сделать дома бетонный блок.
Рецепты формовочных смесей ↑
В своей основе технология изготовления арболита из камня использует:
- Раствор портландцемента не ниже 400, с небольшой добавкой пылевидного песка. Часто добавки игнорируют, а зря. Очень небольшое количество песка поможет связать излишки извести в формовочном песке;
- Измельченная щепа или стружка, очищенная от коры, гнили и грязи. Это наиболее дорогостоящий компонент смеси, так как для нормального качества необходимо дополнительно нарезать стружку, 80% которой соответствует рекомендуемому стандартному размеру вилки, длиной от 15 до 20 мм и сечением 5 × 5. Насколько однородный и прочный заполнитель для дерева, зависит от прочности бетонного блока;
- Вода с растворенным сульфатом алюминия и хлоридом кальция, известным коагулянтом, делает сцепление частиц цемента с поверхностью древесины более прочным;
- Гидратированная известь используется для предварительной химической обработки шпатлевки.
 Часто добавки игнорируют, а зря. Очень небольшое количество песка поможет связать излишки извести в формовочном песке;
Часто добавки игнорируют, а зря. Очень небольшое количество песка поможет связать излишки извести в формовочном песке;Важно! Перед заливкой бетонного камня под давлением проверьте, какая порода древесины определенно не подходит из-за плохой устойчивости к гниению. Например, древесина тополя.
Для производства обычно выбирается массовое соотношение цемента и древесного наполнителя в примерно равных пропорциях воды, в соотношении 1: 1,2 к массе цемента, сульфата алюминия или СаCl Два -7-8 кг на куб песка. . Из добытого объема воды необходимо отфильтровать 70 л и растворить химические вещества, а затем смешать с основным составом раствора.
. Из добытого объема воды необходимо отфильтровать 70 л и растворить химические вещества, а затем смешать с основным составом раствора.
Проверить перед запуском в серию ↑
Крайне важно перед запуском производства и погрузкой сырья проверить все наличные компоненты на адгезию и уточнить рецептуру партии. Для этого готовят несколько партий с разным количественным содержанием компонентов и отправляют на вибратор.
Часто при промышленном производстве бетонных блоков аналогичные контрольные образцы проходят параллельно с первичным производством на ручном оборудовании, что позволяет контролировать качество процесса.
Производство даже самой маленькой партии бетонного камня потребует значительной физической силы и здоровья. И самое главное — качество и прочность получаемого материала зависят от уровня приготовления смеси и точности приложенного усилия прижатия блока. Так что наилучшее качество даст только специализированное оборудование для производства бетонных блоков.
В технологической цепочке производства используется следующее оборудование:
- Строгально-дробильное оборудование, способное перерабатывать самое разнообразное древесное сырье, чаще всего применяется на дробильных и дробильных установках, раздельных, измельчителях, дробилках древесных отходов;
- Смесительная станция и миксер.Эти файлы чаще всего для перемешивания используют миксеры периодического действия или строительные миксеры. В специализированных линиях производство смеси осуществляется на оборудовании с непрерывным характером работы. Очень сложно подобрать нужную консистенцию, посмотрите видео, как выглядит готовая бетонная смесь;
- Распределители смеси. Раскладку формовочного материала в небольших количествах можно производить вручную из бункера для хранения, но часто используют дозирующий шнек, наполняющее оборудование, смесь заготовок форм;
- Прессовое оборудование необходимо в любых объемах производства.Запрессовать в форму смесь цемента и наполнителя вручную трамбовкой очень сложно, а простое формование не дает блоков прочности, которые легко достигаются на вибропрессах или другом оборудовании. Научиться работать на таком оборудовании достаточно просто за полчаса практики или видео в Сети;
- Сушильная камера. Их часто не воспринимают как промышленное оборудование, но их роль в производстве арборлоо не менее важна, чем прессование.
 Научиться работать на таком оборудовании достаточно просто за полчаса практики или видео в Сети;
Научиться работать на таком оборудовании достаточно просто за полчаса практики или видео в Сети;Оборудование для смешивания ↑
Больше, чем просто специализированное оборудование для первичного приготовления компонентов смеси, требует операции по резке и измельчению заготовленной щепы, обрезков и дефектных изделий из древесины.Его следует нарезать на стружку или стружку примерно такого же размера и рядом. Как выглядит готовый наполнитель, лучше посмотрите одно онлайн-видео.
Перед измельчением сырье тщательно промывают струей воды под высоким давлением, что позволяет отделить грязь, корку, грибок на поврежденных участках древесины. После разрезания и измельчения наполнитель может подвергаться щелочной обработке, которая стремится удалить из древесины гемицеллюлозу, сахар, грибок и паразитов.
Процедура работает при длительном замачивании в 15% растворе гашеной извести.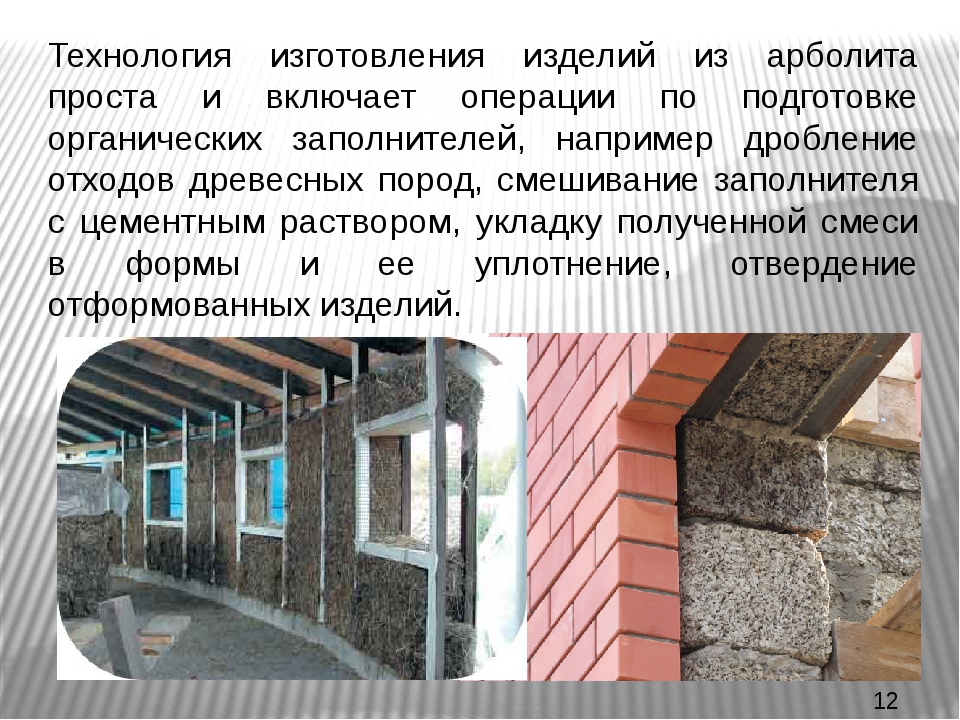 Иногда химическую обработку заменяют обработкой в течение 20 минут перегретым паром под давлением 10-15 атм на специальном оборудовании. Эта обработка резко увеличивает способность перегретой древесины к сжатию, прочность бетона увеличивает блок на 15%. В роликах, которых много в сети, часто эта операция не показана.
Иногда химическую обработку заменяют обработкой в течение 20 минут перегретым паром под давлением 10-15 атм на специальном оборудовании. Эта обработка резко увеличивает способность перегретой древесины к сжатию, прочность бетона увеличивает блок на 15%. В роликах, которых много в сети, часто эта операция не показана.
Формовочное оборудование при производстве бетонных блоков ↑
После нагрева форм и ополаскивания раствором извести происходит дозирование и оценка смеси стальных или чугунных профилей — блоков, смесь подвергается сжатию, как в статических, так и в вибрационных машинах-прессах.Первые часто изготавливаются и используются в кустарном производстве бетонных блоков, второй тип прессового оборудования используется на линиях и трубопроводах для серийного производства.
Статические машины-прессы часто используются как оборудование для мелкосерийного, изолированного или тестового производства.
Вибропресс отличается низким энергопотреблением, высоким качеством прессования и небольшими габаритами. Более того, плохая подготовка наполнителя зачастую только вибрация пресса может довести необходимый уровень прочности и качества до индекса ГОСТ.
Более того, плохая подготовка наполнителя зачастую только вибрация пресса может довести необходимый уровень прочности и качества до индекса ГОСТ.
Простота конструкции позволила многим машиностроительным предприятиям наладить производство специализированного оборудования вибропрессов для кустарного самодельного бетонного блока. Например, машины саратовского производства АРБ2, массой чуть менее 90кг. Для смены оборудования позволяет прессовать до 5 м Три смешивают в готовых блоках.
Камера сушки бетонных блоков ↑
Прессованные блоки готовых форм транспортируют в помещение с заданной влажностью.Далее формы раскладываются на поддонах и аккуратно разбираются, высвобождая свежепросеянную бетонную плиту.
Грипп смеси закончится через два дня, а нормальная сила агрегата наберется не раньше, чем через 17-28 дней. За это время вам нужно будет обеспечить влажную атмосферу и постоянную температуру сушки бетонных блоков. В противном случае блоки могут потрескаться или отслоиться из-за возрастающих внутренних напряжений.
В кустарном производстве часто прессованные партии бетонных блоков укладывают в темное место, накрывая полиэтиленовой пленкой и тканевым защитным тентом.Два-три дневных блока вносят в комнату и выкладывают одним слоем на бетонном полу. Через неделю блоки можно будет хранить связками.
Достаточно частым недостатком, по которому можно отличить кустарное производство арболитов от промышленного оборудования, является малая прочность угловых секций блока. У «умельцев» они не припрессовывают, не трескаются и не крошатся. Как выглядит качественный бетонный блок, изготовленный на промышленном оборудовании, лучше посмотреть на видео.
Для изготовления индивидуального строительства арболит — настоящая находка, он дешевле и проще в эксплуатации, чем шлакоблок или пеноблок.
Связанные с контентом
(PDF) ДЕРЕВЯННАЯ ЗОЛА КАК ЭФФЕКТИВНОЕ СЫРЬЕ ДЛЯ БЕТОННЫХ БЛОКОВ
IJRET: Международный журнал исследований в области техники и технологий eISSN: 2319-1163 | pISSN: 2321-7308
_______________________________________________________________________________________
Том: 04 Выпуск: 02 | Февраль 2015 г. , доступно по адресу http: // www.ijret.org 229
, доступно по адресу http: // www.ijret.org 229
Сменный материал в производстве бетона. В исследовании
оценивались физические свойства древесной золы из пяти
различных источников, которые пришли к выводу, что образцы древесной золы
имеют различные значения удельного веса, которые варьируются от 162
кг / м3 до максимум 1376 кг / м3 ( 13). Удельный вес древесной золы
составлял 2.26 и 2,60. Низкий удельный вес
и удельный вес древесной золы указывает на
возможность снижения удельного веса бетонного материала
путем частичной замены цемента древесной золой.
Количество золы, образующейся после сжигания, может варьироваться
в зависимости от типа биотоплива (14). Химические соединения
, присутствующие в древесной золе и золе древесной биомассы, были изучены
(15), и более высокий процент CaO был зарегистрирован в большинстве типов древесины, включая березу, сосновую кору,
еловую кору.
В Шри-Ланке песчано-цементные блоки широко используются в строительной отрасли
, так как они быстро цементируются. Эти блоки
в основном построены с использованием цемента и мелкого заполнителя
стандартного состава. Это исследование проанализировало
прочности на сжатие, коэффициентов водопоглощения и теплоемкости
песчано-цементных блоков, изготовленных из древесной золы
, с помощью лабораторных экспериментов.
2.МАТЕРИАЛЫ И МЕТОДЫ
2.1 Сбор древесной золы
Древесную золу собирали в компании Tasma International
Multiservice (Pvt) Ltd, Шри-Ланка. Был определен химический состав золы
, были определены такие элементы, как
общий калий, фосфор, азот, магний,
кальций и кремний.
2.2 Производство блоков
Древесная зола просеивалась через сито 75 мкм для удаления грубых частиц
, присутствующих в золе, перед использованием для производства блоков
. Для этого исследования было подготовлено пять комплектов цементных блоков
Для этого исследования было подготовлено пять комплектов цементных блоков
; S1, S2, S3, S4 и S5. Первый набор
блоков (S1), который является контрольным набором, был подготовлен путем смешивания
цемента и песка в пропорциях 1: 6, используемых в местном процессе производства блоков
. Блоки S2, S3, S4 и S5
были приготовлены путем смешивания древесной золы в качестве частичной замены
цемента в следующих процентах; 10%, 15%, 20%,
25% соответственно и выполнили тот же процесс, что и для подготовки блока
S1.Оценка блоков с различным содержанием древесной золы
позволит нам определить оптимальный процент золы
, который можно использовать без каких-либо значительных отрицательных отклонений
от стандартного цементного блока
(S1).
2.3 Структурные свойства цементных блоков
2.3.1 Прочность на сжатие
Прочность на сжатие исследовали в лаборатории
с помощью дробилки. Три образца были протестированы на
Три образца были протестированы на
каждого набора блоков и были протестированы в возрасте 7, 14 и
21 день.Средняя прочность на сжатие была определена
путем усреднения соответствующих значений прочности на сжатие
. Проведено сравнение прочностных характеристик блоков S2, S3, S4 и S5
с цементным блоком S1.
2.3.2 Водопоглощение
Водопоглощение было выполнено во всех пяти наборах цементных блоков
. Блоки образцов из каждого набора, включая контроль
(S1), были протестированы на водопоглощение, предполагая, что это
репрезентативных единиц совокупности.Блоки образцов
сушили в печи в течение 24 часов при температуре 100-105 ° C
до тех пор, пока масса не стала постоянной, и измеряли сухую массу блоков
(W1). Затем те же блоки
погружали в воду на 24 часа и измеряли влажный вес
каждого блока (W2). Процент водопоглощения
отдельных блоков образцов был определен с использованием следующего уравнения
.
Процент водопоглощения = [(W2 — W1) / W1] x 100
Где, W1 = сухой вес образца в печи, W2 = влажный
вес образца
2.3.3 Тепловыделение
Испытание на удержание тепла проводилось с использованием тепловизионного сканера
. Блок образцов из каждого набора выдерживали в печи
при 100-105 ° C в течение 24 часов и измеряли излучательную способность
в течение 2 часов. Затем были вычислены тепловыделение и диаграмма излучения
всех блоков образцов, включая испытательные образцы
и контрольный образец.
3. РЕЗУЛЬТАТЫ
3.1 Химический состав древесной золы
Было обнаружено, что общее процентное содержание магния и кальция
равно 0.9 и 5,7 соответственно. Количество кремния
меньше 32,5 мг / кг, что является минимальным пределом обнаружения
оборудования. Процентное содержание калия, фосфора
,
и азота составляло 4,9, 2,4 и 0,03 соответственно.
3.2 Прочность на сжатие
Прочность на сжатие цементных блоков, измеренная при
различных временах отверждения, приведена в таблице 1. Она показывает, что значение прочности на сжатие
Она показывает, что значение прочности на сжатие
для всех блоков образцов увеличивается на
со временем отверждения (Рисунок 1).Результаты теста ANOVA One Way
показали, что существует значительная разница между
блоков образцов с точки зрения прочности на сжатие на всех
стадиях отверждения (7 дней отверждения: p <0,001, 14 дней отверждения
: p <0,001, 21 день отверждения: p = 0,003). Прочность на сжатие
S5 была значительно ниже, чем
контрольного блока (S1) на всех стадиях отверждения, что указывает на его несовместимость
в качестве строительного материала (Tukey HSD, p <
0.05). Оптимальная прочность на сжатие дается при 15% замене древесной золы
после 21 дня отверждения.
Кирпич и плитка | строительный материал
Кирпич и плитка , изделия из конструкционной глины, выпускаемые в виде стандартных единиц, используемые в строительстве.
Кирпич, впервые произведенный в высушенной на солнце форме не менее 6000 лет назад и предшественник широкого спектра конструкционных глиняных изделий, используемых сегодня, представляет собой небольшую строительную единицу в форме прямоугольного блока, сформированного из глины или сланца. или смеси и обожжены (обожжены) в печи или печи для получения прочности, твердости и термостойкости.Первоначальная концепция древних кирпичных мастеров заключалась в том, что блок не должен быть больше, чем то, с чем может легко справиться один человек; сегодня размер кирпича варьируется от страны к стране, и кирпичная промышленность каждой страны производит кирпичи разных размеров, которые могут исчисляться сотнями. Большинство кирпичей для большинства строительных целей имеют размеры примерно 5,5 × 9,5 × 20 сантиметров (2 1 / 4 × 3 3 / 4 × 8 дюймов).
или смеси и обожжены (обожжены) в печи или печи для получения прочности, твердости и термостойкости.Первоначальная концепция древних кирпичных мастеров заключалась в том, что блок не должен быть больше, чем то, с чем может легко справиться один человек; сегодня размер кирпича варьируется от страны к стране, и кирпичная промышленность каждой страны производит кирпичи разных размеров, которые могут исчисляться сотнями. Большинство кирпичей для большинства строительных целей имеют размеры примерно 5,5 × 9,5 × 20 сантиметров (2 1 / 4 × 3 3 / 4 × 8 дюймов).
Структурная глиняная плитка, также называемая терракотовой, представляет собой более крупную строительную единицу, содержащую множество полых пространств (ячеек), и используется в основном в качестве подкладки для облицовки кирпичом или для оштукатуренных перегородок.
Структурную облицовочную плитку из глины часто глазируют для использования в качестве открытой отделки. Настенная и напольная плитка — это тонкий шамотный материал с натуральной или глазурованной отделкой. Карьерная плитка — это плотный шампунь для полов, террас и промышленных помещений, где требуется высокая стойкость к истиранию или воздействию кислот.
Карьерная плитка — это плотный шампунь для полов, террас и промышленных помещений, где требуется высокая стойкость к истиранию или воздействию кислот.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Кирпич шамотный применяется в мусоросжигательных печах, котельных, промышленных и домашних печах, каминах.Канализационная труба обжигается и покрывается глазурью для использования в канализационных системах, системах промышленных сточных вод и общей канализации. Дренажная плитка бывает пористой, круглой, а иногда и перфорированной, и используется в основном для сельскохозяйственного дренажа. Кровельная черепица изготавливается в виде полукруглой (испанская черепица) и различной плоской черепицы, напоминающей сланец или кедровую дрожь; он широко используется в странах Средиземноморья.
Существует также множество изделий из цемента и заполнителей, которые заменяют и обычно выполняют те же функции, что и изделия из конструкционной глины, перечисленные выше. Эти изделия из неглинистого кирпича и плитки кратко описаны в конце статьи. Однако основная тема этой статьи — кирпич и плитка из шамота.
Эти изделия из неглинистого кирпича и плитки кратко описаны в конце статьи. Однако основная тема этой статьи — кирпич и плитка из шамота.
шамотный кирпич и плитка — два самых важных продукта в области промышленной керамики. Для получения справочной информации о природе керамических материалов см. Статьи, представленные в Industrial Ceramics: Outline of Coverage, особенно статьи о традиционной керамике. О длительном рассмотрении основного применения шамотного кирпича и плитки см. Статью «Строительство зданий».
Обзор
Encyclopædia Britannica, Inc.
История кирпичного производства
Глиняный кирпич, высушенный на солнце, был одним из первых строительных материалов. Вполне возможно, что на реках Нил, Евфрат или Тигр после наводнений отложившаяся грязь или ил потрескались и образовали лепешки, которые можно было бы превратить в грубые строительные блоки для постройки хижин для защиты от непогоды. В древнем городе Ур в Месопотамии (современный Ирак) первая настоящая арка из обожженного на солнце кирпича была построена около 4000 г. до н. Э.Сама арка не сохранилась, но ее описание включает первое известное упоминание о минометах, отличных от грязи. Для скрепления кирпичей использовалась битумная слизь.
до н. Э.Сама арка не сохранилась, но ее описание включает первое известное упоминание о минометах, отличных от грязи. Для скрепления кирпичей использовалась битумная слизь.
Обожженный кирпич, несомненно, уже производили просто путем тушения огня с помощью сырцовых кирпичей. В Уре гончары открыли принцип закрытой печи, в которой можно было контролировать тепло. Зиккурат в Уре — образец ранней монументальной кирпичной кладки, возможно построенной из высушенного на солнце кирпича; через 2500 лет (около 1500 г. до н.э.) ступени были заменены обожженным кирпичом.
По мере того, как цивилизация распространялась на восток и запад от Ближнего Востока, росло производство и использование кирпича. Великая Китайская стена (210 г. до н. Э.) Была построена из обожженных и высушенных на солнце кирпичей. Ранними примерами кирпичной кладки в Риме были реконструкция Пантеона (123 г. н.э.) с беспрецедентным кирпичом и бетонным куполом, 43 метра (142 фута) в диаметре и высоте, а также Ванны Адриана, где для строительства использовались терракотовые столбы. поддерживающие полы, подогреваемые ревущими кострами.
поддерживающие полы, подогреваемые ревущими кострами.
Эмалирование, или остекление кирпича и плитки, было известно вавилонянам и ассирийцам еще в 600 г. до н.э., опять же благодаря гончарному искусству.Великие мечети Иерусалима (Купол Скалы), Исфахана (в Иране) и Теграна являются прекрасными примерами глазурованной плитки, используемой в качестве мозаики. Некоторые из голубых оттенков этих глазурей не могут быть воспроизведены с помощью существующих производственных процессов.
Западная Европа, вероятно, использовала кирпич как строительную и архитектурную единицу больше, чем в любой другой области мира. Это было особенно важно в борьбе с разрушительными пожарами, которые хронически поражали средневековые города. После Великого пожара 1666 года Лондон превратился из деревянного города в город из кирпича исключительно для защиты от огня.
Кирпичи и кирпичные постройки были привезены в Новый Свет первыми европейскими поселенцами. Коптские потомки древних египтян, живших в верховьях Нила, назвали свою технику изготовления сырцового кирпича tōbe. Арабы передали это имя испанцам, которые, в свою очередь, принесли искусство производства сырцовых кирпичей в южную часть Северной Америки. На севере Голландская Вест-Индская компания построила первое кирпичное здание на острове Манхэттен в 1633 году.
Арабы передали это имя испанцам, которые, в свою очередь, принесли искусство производства сырцовых кирпичей в южную часть Северной Америки. На севере Голландская Вест-Индская компания построила первое кирпичное здание на острове Манхэттен в 1633 году.
Образец цитирования: MineralBuilt, новый блок CMU, спроектированный архитекторами
Франсиско Гомес
Форма агрегата MineralBuilt была значительно упрощена по сравнению с прототипами, отлитыми вручную.Удаление выбивных канавок с внутренней стороны шпиля значительно улучшило производственный процесс.
Эта статья впервые появилась в ARCHITECT .
«В этом проекте бетонные блоки рассматриваются как ткань. Это умно, красиво и соблазнительно». — Присяжный Рэнди Дойч, AIA
В течение многих лет Франциско Гомес, AIA, доцент и заместитель декана аспирантуры Техасского университета в Школе архитектуры Остина и соучредитель Gomes + Staub Architects (GSA ) , искал недорогой и надежный строительный продукт, который обладал бы прочностью каменной кладки и гибкостью конструкции деревянного каркаса. Обычные бетонные кладочные блоки (CMU) по-прежнему требуют нескольких рабочих мест одновременно для координации электрических, сантехнических, изоляционных и других систем.
Обычные бетонные кладочные блоки (CMU) по-прежнему требуют нескольких рабочих мест одновременно для координации электрических, сантехнических, изоляционных и других систем.
В 2012 году Гомес и соучредитель GSA Дабни Стауб взяли дело в свои руки, чтобы улучшить CMU. Они начали с того, что узнали все, что могли о строительстве каменной кладки, опросили производителей блоков и каменщиков. Гомес даже провел неделю в Мичигане в ремесленной школе, управляемой производителем каменной кладки Бессер, где он научился создавать и работать с CMU.
После нескольких итераций пара создала MineralBuilt, модульную бетонную единицу, состоящую из лицевой оболочки длиной 18 дюймов и высотой 8 дюймов и перпендикулярной опоры, расположенной чуть не по центру, общей глубиной 10 дюймов. Кроме того, стеновой блок включает арматуру стен, изоляцию, проводку, сантехнику и телекоммуникационные соединения после установки. В качестве бонуса блоки можно укладывать чередующимися полосами для левшей и правшей без необходимости использования специально обрезанных концевых блоков, угловых блоков или блоков для обрамления окон и дверей.
Франсиско Гомес
Эволюция формы MineralBuilt
Франсиско Гомес
Каждый блок MineralBuilt состоит из торцевой оболочки и перпендикулярной опоры
Франсиско Гомес
Схема сборки
Франсиско Гомес
План-образец с использованием блоков MineralBuilt
Полученная конфигурация предлагает преимущества и повышенную эффективность в производстве, доставке и строительстве.Гомес сказал, что в блоках используется на треть меньше цемента и заполнителя, чем в обычных блоках, и их можно изготавливать на 50 процентов быстрее — и все это на стандартном производственном оборудовании CMU. Между тем, стандартная поставка блоков MineralBuilt на поддонах может вместить на 33 процента больше блоков, чем обычные блоки CMU, и, следовательно, покрыть на 50 процентов большую площадь стены. В центре тяжести блоков есть поручни, которые помогают строителям и судоходным работникам. Вместо двух полых отверстий обычного CMU блоки MineralBuilt создают открытую полость на внутренней стороне стены, при этом опоры служат опорами, на которые можно повесить гипсокартон или другую отделку.Такая договоренность означает, что каменщикам больше не нужно ждать других сделок, прежде чем закрывать стены; вместо этого, услуги и изоляция могут быть добавлены после того, как кладка стен будет поднята, в открытой полости или через стратегически расположенные выемки и выбивки.
В центре тяжести блоков есть поручни, которые помогают строителям и судоходным работникам. Вместо двух полых отверстий обычного CMU блоки MineralBuilt создают открытую полость на внутренней стороне стены, при этом опоры служат опорами, на которые можно повесить гипсокартон или другую отделку.Такая договоренность означает, что каменщикам больше не нужно ждать других сделок, прежде чем закрывать стены; вместо этого, услуги и изоляция могут быть добавлены после того, как кладка стен будет поднята, в открытой полости или через стратегически расположенные выемки и выбивки.
Франсиско Гомес
Сравнение эффективности
По его словам,
Gomes гордится простотой MineralBuilt и низкими эксплуатационными расходами. «Он использует те же самые материалы и технологии, что и обычная кладка [и нацелен] на потребности большинства зданий в том виде, в каком они фактически построены.”
Франсиско Гомес
Коммерческая пресс-форма, предназначенная для проведения испытаний MineralBuilt на производственном оборудовании.
Франсиско Гомес
Слева: запуск тестовых партий с различными итерациями пресс-формы, уточняющими настройками обработки, а также синхронизацией заполнения и вибрации. Справа: адаптация конструкции MineralBlock для промышленного производства на традиционных блочных заводах заняла 18 месяцев и несколько пробных запусков в смену в 4 часа утра.
Франсиско Гомес
Полномасштабный макет
Франсиско Гомес
Полномасштабный макет, показывающий установку гидроизоляции, балок, горизонтальной арматуры и металлической обшивки с помощью стяжек из нержавеющей стали
Франсиско Гомес
Застежки-молнии из нержавеющей стали были обнаружены как эффективный метод крепления горизонтальной легкой обшивки с помощью экспериментов с полномасштабным макетом стены.
Кредиты на проекты
Проект: MineralBuilt
Проектная фирма: Gomes + Staub, Остин, Техас.Франциско Гомес, AIA, Dabney Staub
Ассистенты по исследованиям / партнеры: Ханна Бэкон, Хьюго Рейнольдс, Клэр ван Монфранс, Райан МакКиман, Шелли МакДэвид, AIA
Изготовители: Featherlite Building Products, Dynco Manufacturing, W236 9056 MacFabing I-Corps Национального научного фонда, Техасский университет в Остине, Гомес + Стауб, MineralBuilt
Инженер-конструктор: Сотрудничество инженеров-архитекторов. Чарльз Наив
Поверенный по интеллектуальной собственности: Meunier Carlin & Curfman.Мередит Струби
Особая благодарность: Техасский университет в Остине, Управление коммерциализации технологий. Тревор Гриник; Бессер, Всемирный центр бетонных технологий
Победители премии ARCHITECT R + D 2018
Чтобы прочитать больше подобных статей, посетите ARCHITECT.
Подробнее о Besser Co
Найдите продукты, контактную информацию и статьи о Besser Co
биобетонных блоков из переработанной древесины
Деревянные блоки Naturbloc Bois имеют все те же качества, что и бетонные блоки, с точки зрения внешнего вида и использования … за исключением того, что они сделаны из переработанной древесины!
Alkern — один из ведущих производителей бетонных изделий во Франции, имеющий около 30 производственных площадок.Ее клиентами являются предприятия, работающие в сфере строительства, наружного строительства и общественных работ, и это лишь некоторые из них. Предвидя нормативные изменения и желая уменьшить свое воздействие на окружающую среду, компания начала использовать подход к исследованиям и разработкам с целью предлагать продукты из биологических источников на основе экономики замкнутого цикла с низким углеродным следом.
Его флагманский продукт сейчас? Бетонный строительный блок … но сделанный из дерева! Деревянные блоки Naturbloc Bois имеют все те же качества, что и бетонные блоки, с точки зрения внешнего вида и использования… кроме того, что они сделаны из переработанного дерева! На самом деле, эти блоки не на минеральной основе, а сделаны из древесных заполнителей, полученных из старых поддонов.
История настолько проста, насколько она приятна: бетонные изделия доставляются на поддонах, поэтому у Группы оказалось большое количество неиспользованных поддонов — блоки Naturbloc Bois изготавливаются путем измельчения этих поддонов. Фактически от 75% до 85% продукции поступает из поддонов Группы, а остальная часть — от местных лесопилок.
Технические характеристики бетона без вредного воздействия
Деревянные блоки Naturbloc Bois обладают рядом преимуществ для окружающей среды.Прежде всего, они используют то, что в противном случае было бы древесными отходами Alkern, и воздействие CO 2 ограничено во время производства (ниже, чем у бетона). Кроме того, блоки упаковываются на необработанные поддоны из устойчиво управляемых лесов (PEFC), которые повторно используются семь-восемь раз для транспортировки. В конце своей жизни они станут завтрашними Naturbloc Bois.
Кроме того, блоки упаковываются на необработанные поддоны из устойчиво управляемых лесов (PEFC), которые повторно используются семь-восемь раз для транспортировки. В конце своей жизни они станут завтрашними Naturbloc Bois.
Наконец, деревянные блоки Naturbloc Bois на 100% пригодны для вторичной переработки, что является неоспоримым преимуществом, если учесть, что каждый год в строительной отрасли образуется 40 миллионов метрических тонн отходов, 75% из которых, как и бетон, являются инертными, то есть не разложить.
Помимо экологических аспектов, блоки Naturbloc Bois имеют те же технические характеристики, что и бетонные блоки: термическая и звукоизоляция, механическая стойкость, огнестойкость, устойчивость к плесени и плесени, а также долговечность. У них есть неоспоримое преимущество в использовании: поскольку они вдвое легче обычных бетонных блоков, с ними намного легче обращаться и укладывать, что снижает риск проблем с опорно-двигательным аппаратом.
Они не только используются в тех же ситуациях, что и несущие бетонные блоки, но и укладываются с использованием тех же методов.
В ассортимент Naturbloc Bois входят опорные блоки, стяжки, основания для внутренних стен … Короче говоря, все, что вам нужно для строительства стен — несущих или ненесущих — для всех типов обычных конструкций, таких как индивидуальные дома, коллективные жилые дома, офисы, учреждения здравоохранения и образования.
Кредиты: Основное изображение © Getty Images
Какой строительный материал лучший?
Все мы знаем историю трех поросят.Один строит дом из соломы, другой из палок, а третий строит свой дом из кирпичей. Первые два дома легко обрушатся на большого злого волка, но кирпичный дом стоит прочно, показывая важность тяжелой работы и выбора правильного строительного материала для вашей конструкции.
Хотя не бывает большого злого волка, который взорвет ваш дом или бизнес, очевидно, что одни строительные материалы лучше подходят для вашего проекта, чем другие. Сегодня большинство конструкций состоит из дерева, стали, бетона или кирпичной кладки. У каждого материала есть свои сильные и слабые стороны, которые следует учитывать.
У каждого материала есть свои сильные и слабые стороны, которые следует учитывать.
В большинстве случаев инженеры и архитекторы используют комбинацию этих материалов в своих проектах, чтобы сбалансировать стоимость, эстетику, структурную целостность и долговечность. Мы подробно расскажем об этих сильных и слабых сторонах, чтобы вы могли принять активное участие в оценке проекта своей структуры.
Дерево
Люди тысячелетиями использовали древесину для строительства жилищ и построек.Несмотря на вековой технологический прогресс и изобретение многих синтетических материалов, дерево по-прежнему остается популярным выбором для строительных проектов.
Популярность
Wood объясняется его относительной доступностью. Он также легкий и с ним легко работать. Он действует как изолятор, удерживая теплый воздух внутрь и холодный воздух.
И хотя может показаться, что вырубка деревьев для строительства здания вредна для окружающей среды, древесина может быть экологически безопасным вариантом, если ее покупать у ответственного поставщика древесины, приверженного устойчивому лесному хозяйству. Древесина также имеет более низкий углеродный след, чем другие материалы, поскольку для ее производства требуется меньше воды и энергии.
Древесина также имеет более низкий углеродный след, чем другие материалы, поскольку для ее производства требуется меньше воды и энергии.
Однако у дерева есть несколько недостатков. Он не всегда идеален для того, чтобы выдерживать большой вес, а это значит, что дерево не лучший вариант для многоэтажных зданий. И в отличие от некоторых синтетических материалов, дерево хранится «всего» несколько сотен лет, прежде чем со временем распадется. Он также подвержен воздействию огня и влаги и может стать жертвой разрушительных термитов.
Стремясь устранить некоторые недостатки традиционной древесины, производители разработали несколько изделий из древесины.Это промышленные строительные материалы, полученные путем связывания древесных частиц, волокон, прядей или фанеры вместе с образованием композитного материала.
Эти композитные материалы, спроектированные и изготовленные в соответствии с точными спецификациями, часто могут выдерживать достаточно большие нагрузки, чтобы заменить сталь и бетон в некоторых конструкциях. Также они могут обладать влаго- и огнестойкими свойствами. Однако важно отметить, что эти прочные промышленные материалы могут иметь более высокую цену по сравнению с традиционной древесиной.
Также они могут обладать влаго- и огнестойкими свойствами. Однако важно отметить, что эти прочные промышленные материалы могут иметь более высокую цену по сравнению с традиционной древесиной.
Сталь
Сталь
— популярный строительный материал, потому что он прочный, но не очень тяжелый. Это делает его идеальным материалом для больших многоэтажных зданий, а также производственных и промышленных объектов. В отличие от дерева, сталь может противостоять влаге и не подвержена воздействию термитов и огня. Кроме того, он прослужит намного дольше, чем дерево.
Сталь
позволяет укладывать широкие открытые конструкции, сохраняя при этом структурную целостность здания, в отличие от кирпичной кладки.Он также податлив, что дает дизайнерам возможность исследовать более нетрадиционные формы зданий.
Как производимый материал, стальные материалы стабильны и предсказуемы, что упрощает воспроизводимое, точное и точное мастерство.
Однако использование стали для каркаса здания будет дороже, чем дерево. Хороший инженер-строитель сможет сэкономить, используя достаточно стали, чтобы безопасно построить ваше здание и выдержать вышеуказанную нагрузку, одновременно контролируя и ограничивая ненужные расходы.
Хороший инженер-строитель сможет сэкономить, используя достаточно стали, чтобы безопасно построить ваше здание и выдержать вышеуказанную нагрузку, одновременно контролируя и ограничивая ненужные расходы.
Таким образом, хотя сталь является привлекательной альтернативой дереву из-за ее повышенной прочности и долговечности, она будет более дорогостоящей.
Бетон
Бетон — это смесь цемента, таких заполнителей, как песок или камень, и воды. Эта смесь разливается в формы, которые затем сохнут и затвердевают, образуя все, от стен до опорных балок и тротуаров.
Бетон
одновременно долговечен и прочен, что делает его отличным вариантом для фундамента вашей конструкции. Он может выдержать вес вышеупомянутой конструкции, а также может выдерживать влажную почву, которая его окружает.
Бетон также можно использовать для возведения целых конструкций. Это отделка, не требующая особого ухода, долговечная и выдерживающая множество экологических угроз. Для дополнительной прочности бетон можно армировать стальной арматурой.
Кроме того, бетонные здания энергоэффективны, они способны пассивно передавать тепло, поглощаемое в течение дня, и отводить его ночью, когда прохладнее.
Тем не менее, бетон требует другого набора навыков для установки по сравнению с деревом или металлом.Вы обязательно должны работать с надежной и опытной бетонной командой, чтобы убедиться, что ваша структура построена правильно и выдержит испытание временем.
По сравнению с деревом и металлом бетон может быть более дорогим в использовании для вашей конструкции. Однако его преимущества могут сделать его привлекательным вариантом. Долговечность и энергоэффективность бетона могут в долгосрочной перспективе снизить затраты владельцев зданий на эксплуатацию и техническое обслуживание, благодаря чему эти большие первоначальные затраты легче поглотить.
Кладка
В то время как бетонные конструкции устанавливаются как одна конструкция, в каменной кладке используется множество меньших блоков, соединенных вместе, чтобы образовать одну конструкцию. Обычные кладочные материалы включают глиняные кирпичи, бетонные блоки, камень и многое другое.
Обычные кладочные материалы включают глиняные кирпичи, бетонные блоки, камень и многое другое.
Каменные конструкции — от пирамид до греческих храмов — являются одними из старейших сохранившихся построек в мире. Спустя тысячелетия кладка остается популярным строительным материалом.
Каменная кладка, способная выдержать вес нескольких этажей, является проверенным несущим материалом и может быть усилена стальными балками для дополнительной поддержки. Masonry также предлагает строительные решения из различных материалов, цветов, размеров и форм, что дает больше творческого контроля над дизайном вашей конструкции.
Кладка обеспечивает отличную защиту от огня и может противостоять влажным условиям и вредителям. Как и бетон, кладка может быть довольно эффективной для обогрева и охлаждения здания, поскольку кирпичи или блоки сохраняют изрядное количество тепла зимой и остаются прохладными летом.
Однако кладка не лишена недостатков. Кирпичи, камни или блоки относительно тяжелые, и для их правильной установки требуется довольно много времени. Из-за этого для завершения проекта часто требуются специализированные мастера, и хороший план проекта имеет важное значение для продолжения проекта.
По сравнению с деревом, сталью и бетоном, каменная кладка обычно более дорогая. Кирпичи требуют труда, чтобы превратить сырье в строительные материалы, которые затем должны быть доставлены и установлены мастерами. Бетон требует меньше производственных трудозатрат, но все же требует довольно сложного процесса монтажа, независимо от того, является ли бетон монолитным или сборным.
В целом, каменная кладка представляет собой прочный и привлекательный вариант для вашей конструкции, будь то для создания основных несущих стен или для использования в качестве фасада.
Какие строительные материалы лучше всего подходят для вас
У всех стройматериалов есть свои плюсы и минусы. Понимание этих преимуществ и недостатков позволит вам сопоставить их с целями, которые вы ставите перед своим проектом. Таким образом, вы сможете определить, какой материал или комбинация материалов лучше всего подходят для вашего проекта.
Поскольку то, из чего вы решили построить свою структуру, является важным решением, важно проконсультироваться с опытной командой дизайнеров. В компании Horst Construction мы будем использовать наш 125-летний опыт, чтобы предложить вам различные варианты для ваших конкретных потребностей.
Чтобы узнать больше и получить помощь с вашим строительным проектом, позвоните нам или отправьте нам сообщение!
Опубликовано: 18 августа, 2020
Экологичные материалы для низкоуглеродных зданий | Международный журнал низкоуглеродных технологий
Аннотация
В этом документе рассматриваются некоторые вопросы, касающиеся энергии, выбросов углерода и устойчивости строительства, с особым упором на строительную промышленность Индии.Обсуждаются использование экологически чистых природных материалов в прошлом, связанные с этим вопросы долговечности и влияние энергоемких материалов, используемых в настоящее время, на выбросы углерода и устойчивость. Обсуждаются некоторые статистические данные по строительному сектору Индии в отношении материалов, производимых в больших количествах, и энергетических последствий. Приведены примеры материалов с низким содержанием энергии. Анализ общей воплощенной энергии в традиционных и альтернативных строительных системах показывает почти 50% -ное сокращение воплощенной энергии зданий.Представлены возможные варианты использования твердых отходов в строительных материалах.
1 ВВЕДЕНИЕ
Строительные материалы и технологии, а также методы строительства развивались веками. Искусство и наука строительства зданий началась с использования природных материалов, таких как камни, почва, солома / листья, необработанная древесина и т. Д. На производство и использование этих природных материалов для строительства почти не тратится энергия. Некоторые проблемы, связанные с долговечностью природных материалов, таких как почва, солома / листья, древесина и т. Д.вести к поиску прочных строительных материалов с тех пор, как этот человек начал строительную деятельность. Обжиг кирпича представляет собой один из первых примеров использования тепловой энергии для производства прочных строительных материалов. Металлические изделия, известь и изделия на ее основе представляют собой другие энергоемкие материалы, используемые для строительства. Открытие природных неорганических связующих, таких как пуццолановые материалы, привело к получению известково-пуццоланового (LP) цемента, и это проложило путь к изобретению портландцемента в 1824 году.Портландцемент и сталь принесли революционные изменения в строительную практику с начала двадцатого века. Позже пластмассы и пластмассовые изделия вошли в строительную промышленность. Таким образом, путь развития строительных материалов и технологий прослеживается в Таблице 1. По мере того, как мы переходили от материалов с нулевым потреблением энергии к более современным материалам для строительных работ, стало неизбежно тратить больше энергии и природных ресурсов. Эти современные материалы энергоемки и их перевозят на большие расстояния, прежде чем использовать в строительстве.В контексте сокращения выбросов углерода и проблем глобального потепления необходимо обратить внимание на использование современных строительных материалов с учетом (i) энергоемкости материалов, (ii) потребляемых природных ресурсов и сырья, (iii) ) переработка и безопасная утилизация и (iv) воздействие на окружающую среду. Неизбирательное использование природных ресурсов и энергоемкие процессы производства строительных материалов не приведут к экологически безопасным вариантам. В этом документе рассматриваются определенные вопросы, касающиеся энергии, выбросов углерода и устойчивости строительства зданий, с особым упором на строительную промышленность Индии.
Таблица 1.
Энергопотребление и разработки в строительных материалах.
| До 4000 г. до н.э. . | 4000 г. до н.э. – 1800 г. н.э. . | 1800 AD – по настоящее время . |
|---|---|---|
| Грунт, камни, тростник / солома, высушенный на солнце кирпич / саман, необработанная древесина | Кирпич из обожженной глины, известь, изделия из чугуна, известково-пуццолановый цемент | Алюминий, сталь, стекло, портландцемент, пластмассы , другие умные материалы, наноматериалы и т. д. |
| Энергетические материалы | Среднеэнергетические материалы | Высокоэнергетические материалы |
| До 4000 г. до н.э. . | 4000 г. до н.э. – 1800 г. н.э. . | 1800 AD – по настоящее время . |
|---|---|---|
| Грунт, камни, тростник / солома, высушенный на солнце кирпич / саман, необработанная древесина | Кирпич из обожженной глины, известь, изделия из чугуна, известково-пуццолановый цемент | Алюминий, сталь, стекло, портландцемент, пластмассы , другие умные материалы, наноматериалы и т. д. |
| Энергетические материалы | Среднеэнергетические материалы | Высокоэнергетические материалы |
Таблица 1.
Энергопотребление и развитие строительных материалов.
| До 4000 г. до н.э. . | 4000 г. до н.э. – 1800 г. н.э. . | 1800 AD – по настоящее время . |
|---|---|---|
| Грунт, камни, тростник / солома, высушенный на солнце кирпич / саман, необработанная древесина | Кирпич из обожженной глины, известь, изделия из чугуна, известково-пуццолановый цемент | Алюминий, сталь, стекло, портландцемент, пластмассы , другие умные материалы, наноматериалы и т. д. |
| Энергетические материалы | Среднеэнергетические материалы | Высокоэнергетические материалы |
| До 4000 г. до н.э. . | 4000 г. до н.э. – 1800 г. н.э. . | 1800 AD – по настоящее время . |
|---|---|---|
| Грунт, камни, тростник / солома, высушенный на солнце кирпич / саман, необработанная древесина | Кирпич из обожженной глины, известь, изделия из чугуна, известково-пуццолановый цемент | Алюминий, сталь, стекло, портландцемент, пластмассы , другие умные материалы, наноматериалы и т. д. |
| Энергетические материалы | Среднеэнергетические материалы | Высокоэнергетические материалы |
2 ЭНЕРГЕТИЧЕСКИЕ И МАТЕРИАЛЬНЫЕ РЕСУРСЫ В ИНДИЙСКОМ СТРОИТЕЛЬСТВЕ
Индийская строительная отрасль является одной из крупнейших по объему потребляемого сырья / природных ресурсов и объему произведенных строительных материалов / продукции. В строительной индустрии производится и потребляется большое количество разнообразных материалов.Материалы, производимые и потребляемые в больших количествах, перечислены в таблице 2. Количество произведенных материалов, их сырье и затраты энергии представлены в таблице. Количество произведенных материалов и потребление энергии основаны на отчетах и документах [1–3, 24, 25] и некоторых оценках. Суммарные затраты энергии на эти материалы, потребляемые в больших количествах, составляют 3155 × 10 6 ГДж в год. Было подсчитано (в 1991 г.), что 22% выбросов парниковых газов (ПГ) приходится на строительный сектор Индии [1].В настоящее время выбросы парниковых газов в строительном секторе могут составить 30%. Производство цемента и выбросы CO 2 для глобальных и индийских условий показаны в Таблице 3. Эти цифры основаны на данных из [3, 25]. Цифры показывают, что за 20 лет выбросы CO 2 от производства цемента / клинкера увеличились более чем вдвое, несмотря на повышение энергоэффективности производственного процесса, а также использование смешанных цементов.
Таблица 2.
Строительные материалы массово производятся в Индии.
| Тип материала . | Годовое потребление . | Сырье . | Энергия . |
|---|---|---|---|
| Кирпич из обожженной глины | 150 × 10 9 | Плодородная почва (500 × 10 6 тонн) | 600 × 10 6 GJ |
| Цемент | 187 × 10 6 тонн | Известняк, гипс, оксиды | 650 × 10 6 GJ |
| Конструкционная сталь | 45 × 10 6 тонны | Железная руда, известняк | 1800 × 10 6 GJ |
| Крупные заполнители | 25092 × 1091 6 3 | Гранит / базальт | 30 × 10 6 GJ |
| Мелкие заполнители | 350 × 10 6 м 3 | Речной песок / камни | 75 × 10 6 GJ |
| Тип материала . | Годовое потребление . | Сырье . | Энергия . |
|---|---|---|---|
| Кирпич из обожженной глины | 150 × 10 9 | Плодородная почва (500 × 10 6 тонн) | 600 × 10 6 GJ |
| Цемент | 187 × 10 6 тонн | Известняк, гипс, оксиды | 650 × 10 6 GJ |
| Конструкционная сталь | 45 × 10 6 тонны | Железная руда, известняк | 1800 × 10 6 GJ |
| Крупные заполнители | 25092 × 1091 6 3 | Гранит / базальт | 30 × 10 6 GJ |
| Мелкие заполнители | 350 × 10 6 м 3 | Речной песок / камни | 75 × 10 6 GJ |
Таблица 2.
Строительные материалы массово производятся в Индии.
| Тип материала . | Годовое потребление . | Сырье . | Энергия . |
|---|---|---|---|
| Кирпич из обожженной глины | 150 × 10 9 | Плодородная почва (500 × 10 6 тонн) | 600 × 10 6 GJ |
| Цемент | 187 × 10 6 тонн | Известняк, гипс, оксиды | 650 × 10 6 GJ |
| Конструкционная сталь | 45 × 10 6 тонны | Железная руда, известняк | 1800 × 10 6 GJ |
| Крупные заполнители | 25092 × 1091 6 3 | Гранит / базальт | 30 × 10 6 GJ |
| Мелкие заполнители | 350 × 10 6 м 3 | Речной песок / камни | 75 × 10 6 GJ |
| Тип материала . | Годовое потребление . | Сырье . | Энергия . |
|---|---|---|---|
| Кирпич из обожженной глины | 150 × 10 9 | Плодородная почва (500 × 10 6 тонн) | 600 × 10 6 GJ |
| Цемент | 187 × 10 6 тонн | Известняк, гипс, оксиды | 650 × 10 6 GJ |
| Конструкционная сталь | 45 × 10 6 тонны | Железная руда, известняк | 1800 × 10 6 GJ |
| Крупные заполнители | 25092 × 1091 6 3 | Гранит / базальт | 30 × 10 6 GJ |
| Мелкие заполнители | 350 × 10 6 м 3 | Речной песок / камни | 75 × 10 6 GJ |
Таблица 3.
Производство цемента и выбросы CO 2 (млн тонн в год).
| . | 1990 . | 2005 г. . | 2010 (прогноз) . | ||
|---|---|---|---|---|---|
| Global | |||||
| Потребление / производство цемента | 1040 | 2270 | 2800 | ||
| CO 2 выпущено | 940 | Потребление / производство цемента | 45 | 127 | 200 |
| CO 2 выпущено | 41 | 94 | 148 | ||
| . | 1990 . | 2005 г. . | 2010 (прогноз) . | ||
|---|---|---|---|---|---|
| Global | |||||
| Потребление / производство цемента | 1040 | 2270 | 2800 | ||
| CO 2 выпущено | 940 | Потребление / производство цемента | 45 | 127 | 200 |
| CO 2 выпущено | 41 | 94 | 148 | ||
Таблица 3.
Производство цемента и выбросы CO 2 (млн тонн в год).
| . | 1990 . | 2005 г. . | 2010 (прогноз) . | ||
|---|---|---|---|---|---|
| Global | |||||
| Потребление / производство цемента | 1040 | 2270 | 2800 | ||
| CO 2 выпущено | 940 | Потребление / производство цемента | 45 | 127 | 200 |
| CO 2 выпущено | 41 | 94 | 148 | ||
| . | 1990 . | 2005 г. . | 2010 (прогноз) . | ||
|---|---|---|---|---|---|
| Global | |||||
| Потребление / производство цемента | 1040 | 2270 | 2800 | ||
| CO 2 выпущено | 940 | Потребление / производство цемента | 45 | 127 | 200 |
| CO 2 выпущено | 41 | 94 | 148 | ||
Энергия и сырье необходимы для производства строительных материалов продукты.Основные сырьевые ресурсы включают почву, камни, песок, древесину / древесные продукты, полезные ископаемые, химикаты и т. Д. Энергетические ресурсы включают электричество, уголь, нефть и газ, биомассу и т. Д. Потребление энергии при производстве и транспортировке строительных материалов напрямую связано с выбросам парниковых газов и связанным с ними экологическим последствиям. Индийская строительная промышленность растет угрожающими темпами (> 8% в год). Помимо удовлетворения спроса на энергию, еще одним важным аспектом являются материальные ресурсы для устойчивого роста.Было подсчитано, что плодородный верхний слой почвы на всей территории округа на глубину 300 мм будет израсходован для производства обожженного глиняного кирпича примерно через 60 лет (при совокупной скорости роста в 5%) [2]. Это тревожная ситуация. Аналогичные аргументы возникают в случае агрегатов (как крупных, так и мелких), когда природные камни и выходы скальных пород, а также русла рек эксплуатируются без разбора. Устойчивость нынешнего способа производства и потребления строительных материалов и применяемых в настоящее время строительных практик вызывает сомнения.
Чрезмерная эксплуатация сырьевых ресурсов и широкое использование энергоемких материалов может истощить энергетические и материальные ресурсы и может отрицательно повлиять на окружающую среду. С другой стороны, трудно удовлетворить постоянно растущий спрос на здания, используя только энергоэффективные традиционные материалы (например, грязь, солому, дерево и т. Д.) И методы строительства. Существует потребность в энергоэффективных, экологически чистых и устойчивых альтернативах строительства. Для достижения этих целей необходимо оптимальное использование имеющихся энергетических ресурсов и сырья.Некоторые из руководящих принципов при разработке устойчивых альтернативных строительных технологий: (а) энергосбережение, (б) минимизация использования высокоэнергетических материалов, (в) минимизация транспортировки и максимальное использование местных материалов и ресурсов, (г) децентрализованное производство и максимальное использование местных навыков, (e) утилизация промышленных и шахтных отходов для производства строительных материалов, (f) переработка строительных отходов и (g) использование возобновляемых источников энергии. Строительные технологии, произведенные в соответствии с этими руководящими принципами, могут стать устойчивыми и способствовать более эффективному совместному использованию ресурсов, особенно энергетических, с минимальным ущербом для окружающей среды.
3 ПРИМЕРЫ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ТЕХНОЛОГИЙ С НИЗКИМ УГЛЕРОМ
Идеальные строительные материалы с учетом низких выбросов углерода, наименьшего углеродного следа и возможности переработки и повторного использования — это такие природные материалы, как почва, камни и древесина / биомасса. Необработанные или наименее обработанные натуральные материалы имеют ограничения, особенно в отношении прочности и долговечности. Обработка и транспортировка природных материалов связаны с расходами энергии, что приводит к выбросам углерода.Чтобы свести к минимуму выбросы углерода, необходимо, чтобы технологии устройств производили строительные материалы и изделия с минимальными затратами энергии. Краткие сведения о некоторых строительных материалах и методах обсуждаются ниже.
3.1 Смешанные цементы
Это цементы, содержащие большое количество одного или нескольких дополнительных цементирующих материалов (CCM), таких как летучая зола угля, гранулированный шлак, микрокремнезем и реактивная зола рисовой шелухи. Большой объем CO 2 выделяется непосредственно в процессе производства цемента (0.9 т / т клинкера). Уменьшение количества клинкера за счет его замены на CCM приводит к меньшим выбросам CO 2 . В настоящее время ведется значительный объем исследований и разработок в направлении использования CCM в портландцементах, и возможно замещение до 40% CCM. Мехта [3] представил дорожную карту по обеспечению устойчивости мировой бетонной промышленности. Он предсказал, что выбросы CO 2 в цементно-бетонной промышленности резко сократятся к 2030 году. Выбросы CO 2 к 2030 году составят 940 × 10 6 тонн, что соответствует уровню 1990 года, хотя будет значительное увеличение общего объема израсходованного бетона.
3,2 стабилизированные глиняные блоки для кирпичной кладки
Кирпичи из обожженной глины в основном производятся путем обжига (при высокой температуре) обработанной глины. Глиняные минералы претерпевают необратимые изменения, придавая кирпичу прочность за счет больших затрат энергии. Здесь сохранение энергии, а также глинистые минеральные ресурсы важны с экологической точки зрения. Стабилизированные глиняные блоки (SMB) — это энергоэффективные экологически чистые альтернативы обожженным глиняным кирпичам. Это твердые блоки, изготовленные путем уплотнения смеси грунта, песка, стабилизатора (цемент / известь) и воды.После 28-дневного отверждения эти блоки используются для возведения стен. Прочность блока на сжатие во многом зависит от состава почвы, плотности блока и процентного содержания стабилизатора (цемент / известь). Основными преимуществами малого и среднего бизнеса являются: (а) энергоэффективность, отсутствие необходимости сжигания, экономия энергии на 60–70% по сравнению с обожженным глиняным кирпичом, (б) децентрализованное производство, возможно производство на месте, (в) использование других промышленных твердых материалов. отходы, такие как каменная пыль, летучая зола и т. д. и (d) легкость регулирования прочности блока путем регулирования содержания стабилизатора.Более подробную информацию о SMB можно найти в литературе [4–11]. На рисунке 1 показано несущее кирпичное здание SMB.
Рис. 1.
Несущая кладка СМБ.
Рис. 1.
Несущая кладка СМБ.
3,3 Уплотненные блоки летучей золы
Смесь извести, летучей золы и пыли камнедробилки может быть уплотнена в блок высокой плотности. Известь вступает в реакцию с минералами летучей золы, образуя нерастворимые в воде связи, придающие блоку прочность.Эти реакции протекают медленно при температуре окружающей среды (∼30 ° C) и могут быть ускорены либо низкотемпературным отверждением паром [12, 13], либо использованием таких добавок, как фосфогипс [14] (промышленные отходы). Прочность блока зависит от состава смеси, плотности и процентного содержания стабилизатора / добавок. Некоторые преимущества технологии: (а) децентрализованное производство в мелкомасштабных отраслях промышленности, (б) утилизация промышленных отходов и (в) энергоэффективность и экологичность. На рис. 2 показана малогабаритная установка для производства блоков из уносовой золы.
Рис. 2.
Мелкосерийный цех по производству блоков из уплотненной летучей золы.
Рис. 2.
Мелкосерийное производство блоков уплотненной золы-уноса.
3,4 Утрамбованные земляные стены
Утрамбованная земля — это метод формирования прочных стен путем уплотнения обработанного грунта последовательными слоями во временной опалубке. Существует два типа конструкций из утрамбованной земли: стабилизированная утрамбованная земля и нестабилизированная утрамбованная земля.Нестабилизированная утрамбованная земля состоит в основном из почвы, песка и гравия. В то время как стабилизированная утрамбованная земля помимо почвы, песка и гравия содержит такие добавки, как цемент или известь. Нестабилизированные утрамбованные земляные стены представляют собой варианты с почти нулевым содержанием углерода, но с некоторыми недостатками, такими как (а) потеря прочности при насыщении и (б) эрозия из-за ветрового дождя. Обычно нестабилизированные утрамбованные стены толще (400 мм и более) и нуждаются в хорошей защите от воздействия влаги. Использование неорганических добавок, таких как цемент, для стен из утрамбованного грунта практикуется с последних 5–6 десятилетий.Примеры успешного использования укрепленной цементом утрамбованной земли для стен можно увидеть в Австралии, США, Европе, Азии и многих других странах [15–20]. Некоторые из преимуществ строительства утрамбованной земли включают: (а) низкую энергоемкость, (б) используемые материалы пригодны для вторичной переработки и большая часть материалов доступна на месте, (в) утрамбованная земля предлагает широкий выбор текстур и отделок, (г) гибкость в плане формы зданий и (д) прочность и толщину стен можно легко регулировать в случае стабилизированных утрамбованных земляных стен.На рисунке 3 показана несущая стабилизированная утрамбованная земляная конструкция.
Рисунок 3.
Несущее стабилизированное утрамбованное земляное здание.
Рисунок 3.
Несущее стабилизированное утрамбованное земляное здание.
3,5 Низкоэнергетические напольные и кровельные системы
Напольные и кровельные системы представляют собой сборку двух или более строительных материалов или изделий. Например, наиболее часто используемые железобетонные (ЖБИ) плиты состоят из арматурной стали, бетона и других неструктурных элементов, таких как отделка пола, штукатурка и краски.Энергоемкость железобетонной плиты возникает из-за энергоемкости различных составляющих ее материалов. Композитная кладка для кровли с аркой или система перекрытий, железобетонная шпатлевка, каменные своды без армирования и т. Д. Представляют собой некоторые из вариантов с низкой энергоемкостью для перекрытий и кровельных плит. На рисунках 4–6 показаны некоторые из этих альтернативных систем полов или кровли. Краткие технические подробности этих кровельных систем можно найти в [2].
Рисунок 4.
Кровельная арочная система из композитной кладки.
Рис. 4.
Кровельная арочная система из композитной кладки.
Рисунок 5.
Перекрытие перекрытия из шпатлевки SMB.
Рисунок 5.
Перекрытие пола из шпатлевки SMB.
Рисунок 6.
Неармированная каменная крыша свода SMB.
Рис. 6.
Неармированная крыша каменного свода SMB.
4 ЭНЕРГИЯ В СТРОЙМАТЕРИАЛАХ И СТРОИТЕЛЬНЫХ СИСТЕМАХ
Энергия в зданиях состоит из двух компонентов: (i) первичная энергия (воплощенная энергия), которая идет на материалы и сборку здания, и (ii) энергия для обслуживания / обслуживания здания в течение его полезного срока службы.Второй очень сильно зависит от климатических изменений в конкретном регионе. Первый — это разовые вложения, которые могут варьироваться в широких пределах в зависимости от выбора строительных материалов и технологий. Основное внимание в настоящем исследовании уделяется первичной энергии и связанным с ней выбросам углерода. При оценке потребления первичной энергии в строительных технологиях и строительных системах учитывались значения удельного энергопотребления (основных материалов) 4, 5,75 и 42 МДж / кг цемента, извести и стали соответственно.Внесенная энергия в различных системах стен и перекрытий / кровли приведена в таблице 4. Из значений энергии, приведенных в таблице 4, можно сделать следующие наблюдения. по сравнению с энергией кирпичной кладки из жженой глины. Энергетическая ценность кладки SMB и стабилизированной утрамбованной земляной стены составляет около 20–25% энергии кладки из обожженного глиняного кирпича. Кладка блока летучей золы демонстрирует снижение на 40-50% воплощенных значений энергии по сравнению с энергией в кирпичной кладке из обожженного глиняного кирпича
Композитная кладочная кровельная система с домкратом и аркой показывает снижение воплощенной энергии на 40-50% по сравнению с RC плита.Использование плиты-заполнителя SMB приводит к экономии энергии на 20-25% по сравнению с энергией в плите RC.
Таблица 4.
Энергия, воплощенная в различных системах стен и перекрытий / кровли.
| Тип строительного элемента . | Энергия на единицу (ГДж) . |
|---|---|
| Кладка из обожженного глиняного кирпича (м 3 ) | 2,00–3,40 |
| Кладка SMB (м 3 ) | 0.50–0,60 |
| Кладка блока зольной пыли (м 3 ) | 1,00–1,35 |
| Стабилизированная земляная стена с утрамбовкой (м 3 ) | 0,45–0,60 |
| Неуплотненная земляная стена м 3 ) | 0,00–0,18 |
| Железобетонная плита (м 2 ) | 0,80–0,85 |
| Домкрат-арка из композитной кладки SMB (м 2 ) | 0,45.55 |
| Заполняющая плита СМБ (м 2 ) | 0,60–0,70 |
| Неармированная кладка крыши свода (м 2 ) | 0,45–0,60 |
| Энергия на единицу (ГДж) . | |
|---|---|
| Кладка из обожженного глиняного кирпича (м 3 ) | 2,00–3,40 |
| Кладка SMB (м 3 ) | 0.50–0,60 |
| Кладка блока зольной пыли (м 3 ) | 1,00–1,35 |
| Стабилизированная земляная стена с утрамбовкой (м 3 ) | 0,45–0,60 |
| Неуплотненная земляная стена м 3 ) | 0,00–0,18 |
| Железобетонная плита (м 2 ) | 0,80–0,85 |
| Домкрат-арка из композитной кладки SMB (м 2 ) | 0,45.55 |
| Заполненная плита SMB (м 2 ) | 0,60–0,70 |
| Неармированная крыша свода из каменной кладки (м 2 ) | 0,45–0,60 |
Таблица 4. 9000 Энергия различная стеновые и напольные / кровельные системы.
| Тип строительного элемента . | Энергия на единицу (ГДж) . | |
|---|---|---|
| Кладка из обожженного глиняного кирпича (м 3 ) | 2.00–3,40 | |
| Кладка SMB (м 3 ) | 0,50–0,60 | |
| Кладка блока летучей золы (м 3 ) | 1,00–1,35 | |
| земляная стена из стабилизированного грунта 3 ) | 0,45–0,60 | |
| Неустойчиво утрамбованная земляная стена (м 3 ) | 0,00–0,18 | |
| Железобетонная плита (м 2 ) | 0,80–0,85 | 0.45–0,55 |
| Заполняющая плита SMB (м 2 ) | 0,60–0,70 | |
| Неармированная крыша свода из каменной кладки (м 2 ) | 0,45–0,60 |
строительный элемент
.
.
Исследования [Honey ], Сузуки и др. [22], Debnath et al. [23], а также Венкатарама Редди и Джагадиш [24] подчеркивают переход в строительстве с кирпича, стали, бетона и алюминия на другие низкоэнергетические альтернативные материалы с целью экономии затрат на электроэнергию и сокращения выбросов углерода при строительстве зданий.Обсуждаемые выше альтернативные материалы относятся к классу энергосберегающих вариантов при строительстве зданий.
5 ВНУТРЕННЯЯ ЭНЕРГИЯ В ЗДАНИЯХ
Энергия, воплощенная в зданиях, во многом зависит от типа используемых строительных материалов и технологий. Ж / б конструкции с заполнением стен — самый распространенный и популярный метод создания построек. Стекло и алюминий широко используются для изготовления проемов и облицовки зданий. Реализуемая энергия в таких зданиях может варьироваться от 5 до 10 ГДж / м 2 [22, 24].Внесенная энергия в несущих кирпичных зданиях (2–3 этажа) жилого назначения находится в пределах 3–5 ГДж / м 2 [23, 24].
Энергетическая ценность различных строительных материалов и технологий обсуждалась в предыдущих разделах. Общая воплощенная энергия двух типов зданий представлена в Таблице 5. В таблице приведены подробные данные о характеристиках здания, этажности и застроенной площади, а также общей воплощенной энергии. Для сравнения были рассмотрены обычное двухэтажное несущее кирпичное здание и двухэтажное здание из кирпичной кладки СМБ.Суммарная энергия двух зданий, приведенная в Таблице 5, основана на фактических количествах материалов, использованных для строительства этих зданий. Энергетическая ценность дверей и окон не учитывается при расчетах воплощенной энергии, потому что они сделаны из дерева и изделий из древесины.
Таблица 5.
Суммарная вложенная энергия в несущих кирпичных зданиях.
| Тип здания . | Этажность и площадь застройки . | Общая поглощенная энергия (ГДж / м 2 ) . |
|---|---|---|
| Обычное здание | ||
| Несущая кирпичная кладка, пол и крыша из железобетонных плит, пол из бетонной черепицы | 2 и 150 м 2 | 2,95 |
| Строительство с альтернативными технологиями | Стабилизированная кладка из глиняных блоков, пол и крыша из заполнителя SMB, пол из терракотовой плитки | 2 и 161 м 2 | 1.53 |
| Тип здания . | Этажность и площадь застройки . | Общая поглощенная энергия (ГДж / м 2 ) . |
|---|---|---|
| Обычное здание | ||
| Несущая кирпичная кладка, пол и крыша из железобетонных плит, пол из бетонной черепицы | 2 и 150 м 2 | 2,95 |
| Строительство с альтернативными технологиями | Стабилизированная кладка из глиняных блоков, пол и крыша из заполнителя SMB, пол из терракотовой плитки | 2 и 161 м 2 | 1.53 |
Таблица 5.
Суммарная вложенная энергия в несущих кирпичных зданиях.
| Тип здания . | Этажность и площадь застройки . | Общая поглощенная энергия (ГДж / м 2 ) . |
|---|---|---|
| Обычное здание | ||
| Несущая кирпичная кладка, пол и крыша из массивной железобетонной плиты, пол из бетонной плитки | 2 и 150 м 2 | 2.95 |
| Строительство с альтернативными технологиями | ||
| Стабилизированная кладка из глиняных блоков, пол и крыша из заполнителя SMB, пол из терракотовой плитки | 2 и 161 м 2 | 1,53 |
| Этажность и площадь застройки . | Общая поглощенная энергия (ГДж / м 2 ) . | |
|---|---|---|
| Обычное здание | ||
| Несущая кирпичная кладка, пол и крыша из массивной железобетонной плиты, пол из бетонной плитки | 2 и 150 м 2 | 2.95 |
| Строительство с альтернативными технологиями | ||
| Стабилизированная кладка из глиняных блоков, пол и крыша из заполнителя SMB, пол из терракотовой плитки | 2 и 161 м 2 | 1,53 |
Всего воплощено Несущая способность обычного двухэтажного кирпичного дома составляет 2,95 ГДж / м 2 . Для двухэтажного здания используются альтернативные строительные материалы, такие как стены SMB, кровля из заполнителя SMB и т. Д., воплощенная энергия составляет 1,53 ГДж / м 2 , что составляет почти половину от обычного здания с кирпичной стеной. Это ясно указывает на то, что использование альтернативных энергосберегающих строительных технологий приводит к значительному сокращению (~ 50%) воплощенной энергии, тем самым открывая путь к эффективному использованию энергетических ресурсов и одновременно сокращая выбросы парниковых газов.
6 ПОТЕНЦИАЛ ТВЕРДЫХ ОТХОДОВ ПРОМЫШЛЕННЫХ И РУДНИКОВ ДЛЯ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ И ИЗДЕЛИЙ
Помимо сокращения выбросов энергии и углерода, необходимость сохранения сырьевых ресурсов подчеркивалась в предыдущих разделах.Производство строительных материалов, потребляемых в больших количествах (кирпич, цемент, сталь, заполнители), оказывает большое давление на природные сырьевые ресурсы. Чтобы удовлетворить спрос на новые конструкции и поддерживать строительную деятельность, становится неизбежным изучение использования твердых промышленных / шахтных отходов для производства строительных материалов. Асокан Паппу и др. [26] собрали данные о неорганических твердых отходах, образующихся в промышленности и на шахтах в Индии, как показано в таблице 6. Крупные горнодобывающие предприятия, промышленность и тепловые электростанции образуют твердые отходы в больших количествах.К таким отходам относятся красный шлам, угольная зола, шлак, летучая зола, рудные хвосты и др. неиспользованные в течение нескольких десятилетий. Сотни миллионов тонн неиспользованных отходов хранятся в кучах и плотинах, создавая опасность для окружающей среды и загрязнения. Например, 200 × 10 6 тонн хвостов железной руды хранятся в дамбе в Кудремухе в Индии. Такие отходы могут использоваться для производства кирпичей / блоков, замены мелких заполнителей в бетоне, частичной замены цемента в бетоне, известково-пуццолановых цементов и т. Д.Есть попытки утилизировать отходы шахт в качестве строительных материалов [27, 28]. Повторное использование и переработка разрушенных строительных отходов — еще одна почти неизученная область исследований. В определенной степени имеет место переработка таких материалов, как сталь, камень и древесина из снесенных построек. Но такие материалы, как битые кирпичи / блоки, бетон, заполнители, раствор и т. Д., Все еще не производятся организованным образом. Такие материалы можно измельчать и обрабатывать для использования в новых постройках.
Таблица 6.
Неорганические промышленные / твердые отходы шахт в Индии (Источник: Асокан Паппу и др. [26]).
| Вид твердых отходов . | × 10 6 т / год . |
|---|---|
| Зола-унос | 112 |
| Отходы угольных шахт | 60 |
| Отходы известняка | 18 |
| Строительные отходы | 9055 9055 9055 9055 |
| Хвосты железной руды | 11 |
| Хвосты медных рудников | 4 |
| Мраморная пыль | 6 |
| Красный шлам, шламы обжига, цинковые шламы, фосфористые шламы хвосты шахт и т. д. | 20 |
| Неорганические промышленные / шахтные твердые отходы (всего) | 257 |
| Тип твердых отходов . | × 10 6 т / год . |
|---|---|
| Зола уноса | 112 |
| Отходы угольных шахт | 60 |
| Отходы известкового камня | 18 |
| Строительные отходы | 9055 9055 9055 9055 |
| Хвосты железной руды | 11 |
| Хвосты медных рудников | 4 |
| Мраморная пыль | 6 |
| Красный шлам, шламы обжига, цинковые шламы, фосфористые шламы хвосты шахт и т. д. | 20 |
| Твердые неорганические промышленные / шахтные отходы (всего) | 257 |
Таблица 6.
Неорганические промышленные / твердые отходы шахт в Индии (Источник: Асокан Паппу и др. [26]).
| Вид твердых отходов . | × 10 6 т / год . |
|---|---|
| Зола-унос | 112 |
| Отходы угольных шахт | 60 |
| Отходы известняка | 18 |
| Строительные отходы | 9055 9055 9055 9055 |
| Хвосты железной руды | 11 |
| Хвосты медных рудников | 4 |
| Мраморная пыль | 6 |
| Красный шлам, шламы обжига, цинковые шламы, фосфористые шламы хвосты шахт и т. д. | 20 |
| Неорганические промышленные / шахтные твердые отходы (всего) | 257 |
| Тип твердых отходов . | × 10 6 т / год . |
|---|---|
| Зола уноса | 112 |
| Отходы угольных шахт | 60 |
| Отходы известкового камня | 18 |
| Строительные отходы | 9055 9055 9055 9055 |
| Хвосты железной руды | 11 |
| Хвосты медных рудников | 4 |
| Мраморная пыль | 6 |
| Красный шлам, шламы обжига, цинковые шламы, фосфористые шламы хвосты шахт и т. д. | 20 |
| Неорганические промышленные / шахтные твердые отходы (всего) | 257 |
7 ЗАКЛЮЧИТЕЛЬНЫЕ ЗАМЕЧАНИЯ
Подробно обсуждались некоторые вопросы, касающиеся воплощенной энергии в зданиях, выбросов углерода и устойчивости используемых в настоящее время методов строительства.Освещены проблемы удельного энергопотребления в строительном секторе и необходимость экономии сырьевых ресурсов. Трудно поддерживать строительную деятельность для удовлетворения будущего спроса на здания с использованием доступных в настоящее время энергоемких материалов и строительных технологий / технологий. Были обсуждены некоторые примеры альтернативных низкоэнергетических материалов, и проведенный энергетический анализ здания с использованием таких материалов был сравнен с анализом обычного здания.Анализ показывает, что воплощенная энергия зданий с использованием низкоэнергетических материалов и технологий приводит к 50% экономии общей воплощенной энергии. Существует большой потенциал и возможности для использования твердых промышленных и горнодобывающих отходов для производства строительных материалов с целью продвижения устойчивых методов строительства.
ССЫЛКИ
1
Рабочий документ проектного предложения «Проект по энергоэффективным и возобновляемым источникам энергии в Индии» (Документ: TA3 – DA ARUN – 95–001 / 1PDC)
,
1995
Development Alternatives, Нью-Дели
2.
Устойчивые строительные технологии
,
Curr Sci
,
2004
, vol.
87
(стр.
899
—
907
) 3.
Цементы и бетонные смеси для обеспечения устойчивости
Труды Всемирного конгресса по проектированию конструкций
2–7 ноября 2007 г.
Бангалор, Индия
4.
Блоки из стабилизированного грунта для строительства зданий
,
Примечания к зарубежным зданиям, № 184
,
1980
5,.
Свойства кладки из грунтово-цементных блоков
,
Masonry Int
,
1989
, т.
3
(стр.
80
—
4
) 6.
Прочностные, долговечные и усадочные характеристики блоков цементно-стабилизированного грунта
,
Cement Concr Composites
,
1995
, vol.
17
(стр.
301
—
10
) 7,.
Влияние состава грунта на прочность и долговечность грунтоцементных блоков
,
Indian Concr J
,
1995
, vol.
69
(стр.
517
—
24
) 8,.
Стабилизированные грязевые блоки: проблемы, перспективы
Труды Международной конференции по строительству Земли — EarthBuild2005
19–21 января 2005 г.
Сидней, Австралия
(стр.
63
—
75
) 9,,.
Оптимальная оценка грунта для цементно-грунтовых блоков
,
J Materials Civil Engg (ASCE)
,
2007
, vol.
19
(стр.
139
—
48
) 10,.
Прочностные и упругие свойства кладки из стабилизированных глиняных блоков с использованием цементно-грунтовых растворов
,
J Mater Civil Engg (ASCE)
,
2006
, vol.
18
(стр.
472
—
6
) 11,.
Прочность сцепления при растяжении муфт кладки из цементных блоков с использованием цементно-грунтовых растворов
,
J Mater Civil Engg (ASCE)
,
2006
, vol.
18
(стр.
36
—
45
) 12,.
Блоки из стабилизированного паром стабилизированного грунта для каменного строительства
,
Energy Buildings
,
1998
, vol.
29
(стр.
29
—
33
) 13,.
Свойства стабилизированных известью блоков парового отверждения для кирпичной кладки
,
Mater Struct (RILEM)
,
2002
, vol.
35
(стр.
293
—
300
) 14,. ,
Летучая зола для устойчивого развития
,
2002
Ark Communications
15,.
Использование грунта-цемента в домостроении в Пенджабе
,
Indian Concr J
,
1950
, vol.
24
(стр.
91
—
6
) 16. ,
The Rammed Earth Experience
,
1982
1-е издание
Blue Mountain Press
17.
Rammed Earth: традиционные методы, современные технологии, устойчивое будущее
,
Building Eng
,
2002
(стр.
22
—
4
) 18,. ,
Земляное строительство — подробное руководство
,
2004
Intermediate Technology Publications
19,,,.,
Руководство по проектированию и строительству утрамбованного грунта
,
2005
Книжный магазин BRE
20.,
Строения из земли и соломы. Структурный дизайн для утрамбованной земли и архитектуры из соломенных тюков
,
1996
Пресс для экологического проектирования
21,.
Влияние строительства зданий на энергию и углекислый газ
,
Energy Buildings
,
1994
, vol.
20
(стр.
205
—
17
) 22,,.
Оценка потребления энергии и выбросов CO 2 в результате жилищного строительства в Японии
,
Energy Buildings
,
1995
, vol.
22
(стр.
165
—
9
) 23,,.
Сравнительная оценка потребности в энергии для различных типов жилых домов в Индии
,
Energy Buildings
,
1995
, vol.
23
(стр.
141
—
6
) 24,.
Энергия обычных и альтернативных строительных материалов и технологий
,
Energy Buildings
,
2003
, vol.
35
(стр.
129
—
37
) 25
Капсульный отчет о производительности сектора инфраструктуры (2008–09)
,
Правительство Индии, Министерство статистики и реализации программ, Нью-Дели, Индия
26,.
Образование твердых отходов в Индии и потенциал их переработки в строительных материалах
,
Building Environ
,
2007
, vol.
42
(стр.
2311
—
20
) 27,.
Определение характеристик хвостов рудника Kolar Gold Fields для цианидного и кислотного дренажа
,
Geotech Geol Eng
,
2006
, vol.
24
(стр.
1545
—
59
) 28.
Утилизация хвостов железной руды Кудремух в качестве мелкозернистого заполнителя в бетоне и растворах
Проект НИОКР, финансируемый Департаментом науки и технологий правительства Индии
© Автор 2009.