Технология производства пластиковых окон, этапы изготовления
Оглавление
- Этапы производства пластиковых окон
- Особенности производства пластиковых окон
Компания «Вега» — лидирующий поставщик промышленного оборудования от крупнейших китайских и европейских производителей. У нас вы можете заказать современное и высокоавтоматизированное оборудование для производства стеклопакетов для организации или модернизации своего бизнеса.
Специалисты «Вега» всегда готовы помочь в выборе оборудования и взять на себя обслуживание. Но владельцы бизнеса все равно должны понимать конструкцию пластиковых окон и процесс их производства. Именно этими знаниями мы и поделимся в статье.
Рис. 1. Металлопластикове окно
Этапы производства пластиковых окон
Производство пластиковых окон и стеклопакетов — не одно и то же. Стеклопакет — герметичная конструкция из нескольких стекол. И его изготовление — это только один из основных этапов в производстве окон или отдельный вид производственной деятельности.
Конструкция пластикового окна содержит один или несколько стеклопакетов, совмещенных с рамой, фурнитурой, створками и другими элементами. Все нужные для производства пластиковых окон детали можно купить в готовом виде или производить самостоятельно. Об изготовлении стеклопакетов мы писали ранее. В рамках этой статьи рассмотрим конкретно процесс производства пластиковых окон.
Процесс изготовления пластикового окна включает в себя 12 производственных этапов.
Создание электронного чертежа
Это подготовительный этап. Мастер-замерщик выезжает к заказчику, измеряет оконный проем, анализирует место установки и конструкцию здания. На основе сделанных замеров и с учетом пожеланий заказчика, государственных норм, разрабатывается цифровой чертеж окна, на основе которого будут проводиться все дальнейшие работы.
Рис. 2. Конструкция оконного блока
Заготовка и нарезка профилей
На данном этапе осуществляется нарезка профилей ПВХ на заготовки. Профиль нарезается на заготовки запланированной длины под углом с помощью дисковой пилы с высокой скоростью вращения. Качество готового изделия во многом зависит от точности выполнения данных работ, поэтому следует тщательно следить за соблюдением технологии нарезки и соответствием необходимым стандартам.
Качество готового изделия во многом зависит от точности выполнения данных работ, поэтому следует тщательно следить за соблюдением технологии нарезки и соответствием необходимым стандартам.
Профиль ПВХ может содержать от 1 до 8 камер. Чем больше количество камер, тем лучше окно будет сохранять тепло и защищать от непогоды и шума на улице. Для России рекомендуется использовать 3-5 камерный профиль — он оптимален для местного климата.
Фрезерование монтажных отверстий под фурнитуру и создание дренажа
Для предотвращения образования конденсата между профилем и стеклопакетом в створках окна проделываются водоотливные дренажные отверстия. Они размещаются на равноудаленном расстоянии.
Вручную или же на специализированных станках проделываются отверстия для монтажа оконной фурнитуры и ручки. Проделывается отверстие под язычок замка.
Армирование металлических профилей
Металлические армирующие профили укрепляют ПВХ и придают конструкции дополнительную жесткость. Они устанавливаются по периметру всей конструкции и закрепляются с помощью саморезов.
Они устанавливаются по периметру всей конструкции и закрепляются с помощью саморезов.
Нарезка армирующих профилей осуществляется по шаблону дисковой или ленточной пилой. Перед устанвкой заготовки зачищают от заусенцев и шлифуют на станке.
Сварка металлопрофилей
Один из ключевых этапов, на котором осуществляется соединение готовых армированных профилей. Для обеспечения высокой прочности и симметрии оконной рамы осуществлять работы рекомендуется на специализированных автоматах.
Сварка на автомате осуществляется по всем четырем углам одновременно. Технология автоматной сварки предполагает нагрев торцов рамы до состояния плавления с помощью тефлоновых нагревающих элементов. После прогрева профиля тефлоновые пластины поднимаются, а части рамы или створок сдавливаются. После остывания швов их прочность проверяется автоматом путем оказания давления на ключевые точки опоры конструкции.
Зачистка и шлифовка сварочных швов
Для придания окну презентабельного внешнего вида проводится зачистка сварочных швов.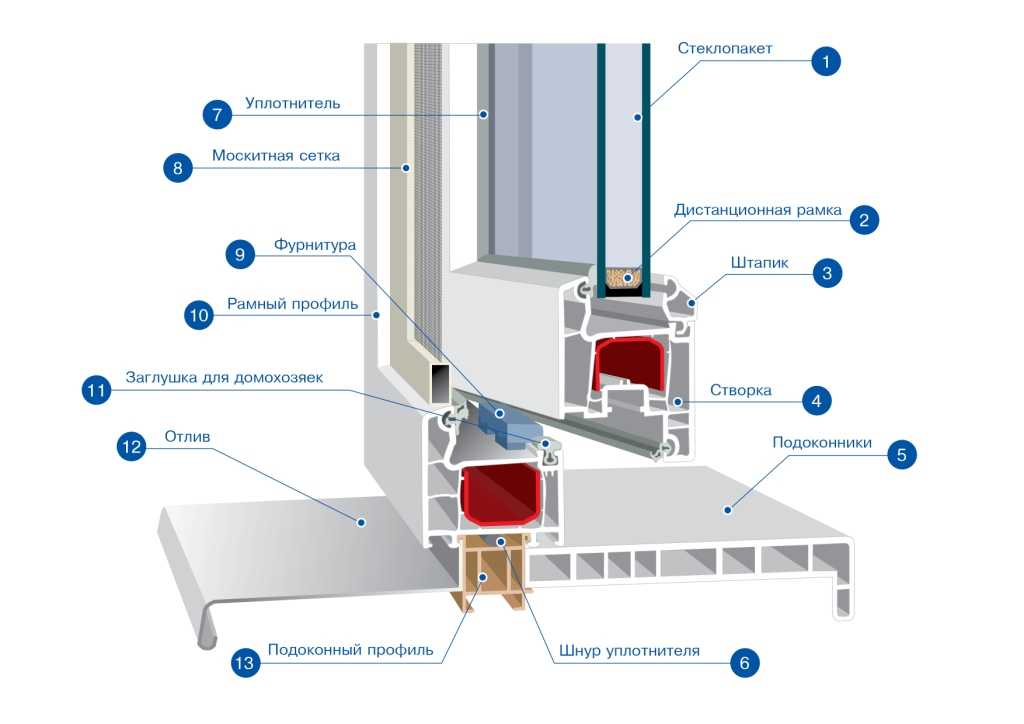 Работы выполняются на шлифовальном станке и с программным управлением.
Работы выполняются на шлифовальном станке и с программным управлением.
Фрезеровка и установка импоста в раму
Импост — конструктивный элемент, разделяющий окно на секции. Для подгонки импоста под геометрию конкретного окна используют фрезерные установки с ЧПУ или импостовые станки. После обрезки и обработки импоста он устанавливается в оконную конструкцию с помощью уголков и саморезов.
Установка фурнитуры
Оконная фурнитура — значимый элемент окон, влияющий на легкость в управлении, защиту от продува и взлома. Фурнитура может включать в себя элементы для поворота, откидывания микропроветривания. Главные элементы фурнитуры — ручка и замок.
Монтаж фурнитуры осуществляется на специальном стенде или вручную. Поскольку все окна имеют разную конструкцию и геометрию, некоторые элементы потребуется дополнительно подгонять под размеры окна. Особенно это касается обвязочной и ответной фурниры.
Уплотнение окон
В конструкцию пластикового окна входит ряд уплотнителей, задача которых создать полноценную защиту от проникновения воздуха, шума, влаги внутрь помещения. Каучуковые или более современные уплотнители устанавливаются на рамном профиле, вдоль стеклопакета, пазов и створок.
Каучуковые или более современные уплотнители устанавливаются на рамном профиле, вдоль стеклопакета, пазов и створок.
Проклеивать уплотнители можно вручную или с помощью специальных закатных роликов. Перед уплотнением поверхность обязательно следует очистить монтажным ножом, гравером или пневмофрезером.
Навешивание створок
Готовые створки аккуратно навешиваются на предусмотренные проектом петли пластиковой рамы и фиксируются. Петли маскируются декоративными пластиковыми накладками. В завершение этого этапа мастер проверяет фиксацию элементов и работоспособность механизма открывания-закрывания.
Рис. 3. Уплотнение зазоров
Остекление
Стеклопакеты обычно поставляются на предприятия по производству окон с заводов, специализирующихся на их производстве. Готовые стеклопакеты устанавливаются в раму на профильные рейки — штапики. Процесс остекления предполагает предварительную установку вставок в профиль и раму для обеспечения определенного зазора между профилем и стеклопакетом.
После установки стеклопакет закрепляется штапиками. Это пластиковые заготовки, которые изготавливаются определенной формы и длины, имеют защелку для прижимной фиксации. Штапики вставляются в пазы и фиксируются по всему периметру рамы с помощью молотка с поверхностью, не царапающей пластик.
Перед остеклением конструкция предварительно тщательно очищается от пыли и стружек. Обязательно очищаются и стекла с обеих сторон.
Проверка качества готового изделия
Производство полного цикла в обязательном порядке должно включать в себя отдел технического контроля и лабораторию для проверки качества готового стеклопакета. Проверка качества профиля осуществляется по следующим параметрам:
- внешний вид профиля;
- масса погонного метра;
- герметичность и прочность сварных швов;
- светопрозрачность;
- ветроустойчивость;
- способность к деформации;
- соответствие габаритам;
- термоустойчивость.


После детальной проверки стеклопакет очищается, приводится в товарный вид и отправляется клиенту для последующего монтажа.
Особенности производства пластиковых окон
Технология изготовления пластиковых окон может в значительной степени отличаться в зависимости от масштабов производства, особенностей конструкции и оборудования. Процесс изготовления может включать в себя оклеивание профилей перед нарезкой цветной пленкой в качестве декоративного элемента, монтаж элементов дополнительного утепления и герметизации.
Производство пластиковых окон сложный процесс. Но большинство профильных предприятий России и Европы все еще остаются слабо автоматизированными и большинство процессов выполняется вручную.
Компания «Вега» предлагает изменить это и оснастить свое предприятие технологичным современным оборудованием. Последние новинки науки и техники позволят добиться высоких результатов в своей отрасли, первыми реализовывать инновационные решения и удовлетворять любые запросы клиентов. Использование автоматизированных станков — гарантия качества на каждом этапе разработки и основа первоклассной продукции.
Использование автоматизированных станков — гарантия качества на каждом этапе разработки и основа первоклассной продукции.
Как изготавливаются пластиковые окна – основные этапы производства
Производство окон из ПВХ профиля состоит из нескольких этапов и выполняется на технологичном оборудовании нового поколения. Для самых ответственных процессов сегодня используют станки с ЧПУ, благодаря которому удается достичь высокой точности резки и сборки. При производстве окон задействованы как форматно-раскроечные центры, так и станки для фрезерования, нарезки штапиков, сварки деталей и зачистки угловых соединений. Изготовление оконных конструкций всегда выполняется в строго определенной последовательности, и эта статья расскажет обо всех основных этапах производства.
Замер пластиковых окон
Процесс изготовления всегда начинается с замера, причем эту процедуру нельзя обособить ото всех остальных этапов. Ее рекомендуется доверить профессионалу, поскольку только специалисту известны все нюансы этого процесса. Когда заказчики решают самостоятельно определить габариты окон, они допускают стандартные ошибки, вследствие которых размеры окон и проемов не совпадают в большую или меньшую стороны. Оба варианта плохи, поскольку они провоцируют:
Ее рекомендуется доверить профессионалу, поскольку только специалисту известны все нюансы этого процесса. Когда заказчики решают самостоятельно определить габариты окон, они допускают стандартные ошибки, вследствие которых размеры окон и проемов не совпадают в большую или меньшую стороны. Оба варианта плохи, поскольку они провоцируют:
- необходимость выполнения дополнительных работ по адаптации проемов перед установкой окон с неправильными размерами;
- разгерметизацию конструкций по периметру монтажного шва;
- деформацию створок и рам;
- разгерметизацию стеклопакета.
В ряде случаев при неправильно определенных размерах приходится заказывать новые окна. Если размеры предоставил клиент, все работы выполняются за его счет.
Составление спецификации
Сегодня определение размеров деталей и их количества выполняется на компьютерах с применением специального программного обеспечения – вручную с калькулятором никто расчеты не производит. После передачи документации замерщиком проектировщик вводит все необходимые данные в компьютер, и программа вычисляет размеры рам, створок, стеклопакетов и каждого составного элемента в отдельности. Затем эти сведения в электронном виде передаются в цеха по изготовлению стеклопакетов и оконных или дверных блоков.
После передачи документации замерщиком проектировщик вводит все необходимые данные в компьютер, и программа вычисляет размеры рам, створок, стеклопакетов и каждого составного элемента в отдельности. Затем эти сведения в электронном виде передаются в цеха по изготовлению стеклопакетов и оконных или дверных блоков.
Некоторые производители окон могут заказывать стеклопакеты у фирм, которые специализируется только на выпуске этой продукции. Однако суть технологического процесса от того, где именно будут изготовлены эти элементы окон, не изменяется.
Производство стеклопакета
Этот этап изготовления окон также частично автоматизирован. Все крупные и средние предприятия по производству стеклопакетов сегодня используют для резки стекла центры с ЧПУ. Причем в некоторых случаях автоматизация коснулась не только процедуры раскроя, но и сборки готовых изделий. Весь процесс производства стеклопакетов выглядит следующим образом:
- Раскрой стекол – независимо от способа резки производится с таким условием, чтобы на краях не было сколов. Для этого все линии срезов обрабатываются специальным составом, который не дает стеклам «самозалечиваться».
- Мойка стекол – эта процедура выполняется машинным или ручным способом, но в любом случае грязь должна удаляться с использованием деминерализованной воды.
- Изготовление дистанционных рамок (спейсеров) – выполняется путем гибки специальных металлических профилей или методом их сборки с применением соединительных уголков.
- Первичная герметизация – во время этой процедуры на дистанционные рамки (спейсеры) равномерным слоем наносится бутиловый герметик.
- Сборка – подготовленный спейсер с нанесенным герметиком укладывается на стекло и выравнивается по краям. Затем с обратной стороны накладывается второе стекло.
- Прессование – чтобы достичь высокого качества соединения дистанционной рамки и стекол, выполняют обжим стеклопакета.
- Вторичная герметизация – когда завершена обработка в прессе, по периметру спейсера наносится еще один слой герметика, который надежно «закупоривает» стеклопакет.
 Для этого все линии срезов обрабатываются специальным составом, который не дает стеклам «самозалечиваться».
Для этого все линии срезов обрабатываются специальным составом, который не дает стеклам «самозалечиваться».

Когда герметик пройдет полный цикл полимеризации, на который требуется от 3 до 12 часов, стеклопакет готов для транспортировки в цех, где осуществляется основное производство пластиковых окон.
Изготовление оконных и дверных блоков из ПВХ профилей
Этот процесс состоит из нескольких этапов – нарезки, фрезерования, армирования, сварки (сплавления), шлифовки соединительных швов, интеграции импостов и обвязки фурнитурой. После этого конструкцию оконных или дверных блоков можно считать фактически готовой. Останется только вставить стеклопакеты в световые проемы створок.
Подготовка ПВХ профилей
Этот этап включает в себя несколько процедур. Чтобы подготовить профили к сборке оконных конструкций, с ними последовательно выполняют три операции:
- Раскрой – по спецификации, которая поступила с компьютера в отделе проектирования на станок с ЧПУ в цеху, под углом в 45 градусов нарезаются профили из ПВХ.
- Фрезерование – во время этого этапа в определенных зонах некоторых деталей прорезаются небольшие отверстия. Такая процедура необходима для создания дренажных каналов в конструкциях дверных и оконных блоков.
- Армирование – по размерам уже раскроенных профилей нарезаются стальные вкладыши, которые вставляются во внутренние камеры и фиксируются саморезами по металлу. Благодаря этому значительно увеличивается жесткость деталей из пластика.

После выполнения перечисленных мероприятий профили считаются готовыми к сборке в рамы и створки. Эти этапы выполняются на станках для сварки и зачистки.
Сборка оконных и дверных блоков
Оптимальный результат, при котором обеспечивается высокая прочность и точность соединений, достигается при одновременном соединении всех стыков рамы или створки. То есть должны быть выполнены сразу все 4 угловых соединения. Этого можно достичь только на автоматизированном оборудовании. Сплавление профилей выполняется при высокой температуре и давлении. Если нарушить оптимальный режим сварки, качество швов будет неудовлетворительным.
Сплавление профилей выполняется при высокой температуре и давлении. Если нарушить оптимальный режим сварки, качество швов будет неудовлетворительным.
Для достижения нужных параметров в строго фиксированные зазоры между деталями из ПВХ профилей опускаются специальные тефлоновые элементы, которые расплавляют пластик. После достижения нужной температуры пластины с антипригарным покрытием быстро поднимаются, и все детали одновременно прижимаются друг к другу и удерживаются до полного застывания пластика. Перед тем, как перейти к следующему этапу, автомат самостоятельно проверяет прочность соединительных швов.
Зачистка угловых соединений
Поскольку при соединении деталей из ПВХ расплавленный пластик частично выдавливается наружу, стыки после сплавления профилей выглядят очень грубо. Создается впечатление, что рамы и створки покрыты широкими шрамами по углам. Чтобы придать конструкциям нормальный вид, весь проступивший наружу пластик убирают при помощи специального фрезеровального станка. На этом оборудовании не только со стыков убираются излишки поливинилхлорида, но и шлифуются уменьшенные в размерах швы. Благодаря этой процедуре рамы и створки из ПВХ профилей приобретают презентабельный внешний вид.
На этом оборудовании не только со стыков убираются излишки поливинилхлорида, но и шлифуются уменьшенные в размерах швы. Благодаря этой процедуре рамы и створки из ПВХ профилей приобретают презентабельный внешний вид.
Если для изготовления окон используется ламинированный профиль, после сварки и зачистки швов в местах угловых соединений проступают узкие белые полосы. Этот технологический изъян устраняется путем закрашивания стыков специальными маркерами, цвет которых совпадает с цветом декоративной пленки.
Не так давно на рынке появилась технология производства бесшовных окон, позволяющая сделать сварочные швы незаметными для невооруженного глаза.
Фрезеровка и интеграция импостов
Импосты вставляются в уже готовые конструкции. Чтобы выполнить интеграцию импостов, их необходимо адаптировать под форму профилей. Эта процедура выполняется при помощи специального фрезера, который снимает излишки пластика. После подгонки импосты либо крепятся при помощи уголков и саморезов, либо ввариваются в основную конструкцию.
После подгонки импосты либо крепятся при помощи уголков и саморезов, либо ввариваются в основную конструкцию.
Установка систем открывания створок
Монтаж фурнитуры выполняется на специальных стендах. Если такое оборудование отсутствует, обвязку крепят вручную с использованием шаблонов. Вместе с монтажом основной фурнитуры выполняются крепеж ответных планок изнутри световых проемов и фиксация ручек управления системами открывания, которые соединяются с запорным механизмом фурнитуры.
Крепление контуров уплотнения
Для фиксации уплотнителей в профилях предусмотрены специальные пазы. Чем больше количество контуров, тем выше уровень герметичности окон. Вследствие этого рекомендуется использовать системы, у которых их количество составляет не менее трех штук. Уплотнительные контуры разной формы вставляются в пазы как на рамах, так и створках, после чего оконные или дверные блоки готовы к завершающим этапам сборки.
Навешивание створок
Элементы механизма открывания (петель) имеются и на раме, и на створках. Благодаря этому при выполнении процедуры навешивания нужно просто вставить створки в световые проемы и зафиксировать фурнитуру.
Установка стеклопакетов
Перед выполнением этой процедуры необходимо протереть уплотнители и стекла, а также удалить остатки размазанного герметика, если таковые имеются. На внутренней стороне рам и створок не должно быть пыли и прочего мусора. Стеклопакеты вставляются в световые проемы после фиксации рихтовочных пластин, после чего фиксируются при помощи прижимных штапиков. Эти операции выполняются вручную и в строго определенной последовательности. Иногда стеклопакеты вставляются в проемы уже на объекте во время монтажа окон. Однако такой вариант возможен лишь в тех случаях, когда производитель абсолютно уверен в правильности размеров.
Регулировка фурнитуры и проверка качества
Перед отправкой на объект, где будет произведен монтаж, окна еще раз визуально осматриваются, и контролер качества убеждается в отсутствии дефектов. Также изучается работа фурнитуры – створки не должны цепляться за раму, а запорный механизм обязан обеспечить плотный прижим всех подвижных элементов оконной конструкции. В случае необходимости выполняется регулировка фурнитуры.
Также изучается работа фурнитуры – створки не должны цепляться за раму, а запорный механизм обязан обеспечить плотный прижим всех подвижных элементов оконной конструкции. В случае необходимости выполняется регулировка фурнитуры.
Как изготавливаются окна и дверные блоки из НПВХ
Как изготавливаются окна и дверные блоки из НПВХ
- Home
Около
BPF
- О BPF
- История BPF
- ВОЗ, ВОЗ, ВОЗ, БПФ
- .
- Вступить в БНФ
BPF Ключевые документы
- Годовой обзор
- Участники
- Обзор условий бизнеса
Структура BPF
- Media Pack
- News
и Public
NEW
- Информация для общественности
Общие обновления
- Присоединиться к списку рассылки
События
События BPF
- Seminars
- Webinars
- Webinar Archive
- Seminar Slides
- Chemical Recycling 2022
- Annual Dinner
Awards
- Horners Awards
Trade Shows
- Trade Shows
Issues
Окружающая среда
- Морские отходы
- Операция Clean Sweep
- Устойчивое развитие
Упаковка
- Пластмассы: концепция экономики замкнутого цикла
- Где я могу переработать свой пластик?
- Упаковка
- Eco Design
Health
- Coronavirus Обновление
- Health & Safect
Plastipedia
Пластиковые материалы
- . Реактопласты
- Полимеры: на биологической основе/разлагаемые
- Polymer Prices
- Polymer Zone
Applications
- Applications (Plastics in Use)
Industry Guidelines
- Plastipedia Home
- Energy Use
- Standards
- BPF Literature & Guides
- Life Cycle Analysis
Пластиковые процессы
- .
Каталог
Поиск
- Главная
- Поиск Каталог
- Каталог A-Z
Обзор
- Местоположение и категория
- Категория бизнеса
- BPF Группа
Найти поставщика
- Работа
Область
 Реактопласты
Реактопласты PVC-U представляет собой жесткую версию полимера поливинилхлорида. Чтобы сделать материал пригодным для использования в производстве окон и дверей, в материал включают ряд специальных добавок, придающих ему ударопрочность, стойкость цвета и долговечность.
Процесс экструзии используется для создания профилей, предназначенных для включения деталей, необходимых для изготовления и сборки многих компонентов, необходимых для окон и дверей с высокими эксплуатационными характеристиками.
Профили нарезаются по размеру и подвергаются ряду механических операций, чтобы на готовом изделии можно было установить фурнитуру и образовать каналы отвода воды. Затем они соединяются вместе с помощью сварки плавлением и/или механических креплений, чтобы сформировать желаемую конфигурацию продукта. Внутри профилей из НПВХ, где это необходимо, закрепляются стальные или алюминиевые арматурные секции для обеспечения дополнительной прочности. Можно использовать и другие вставки для улучшения тепловых характеристик и увеличения удержания винтов.
Хотите найти поставщика поливинилхлорида?
Информационное видео
В следующем видеоролике показан процесс изготовления окон из ПВХ. Видео предоставлено компанией Veka Plc, членом BPF Windows Group.
Видео предоставлено компанией Veka Plc, членом BPF Windows Group.
Ресурсы
1. Информационный бюллетень BPF Windows Group 1: Вопросы окружающей среды
2. Металлические стабилизаторы и ПВХ
3. Ожидаемый срок службы
4. Сжигание ПВХ
5. Гидрополимеры: возможности вторичной переработки ПВХ в замкнутом цикле
6. Краткая история Windows. Руководство по удобному дизайну замены
Складное стекло: как, почему и правда о Samsung Z Flip
11 февраля 2020 года Samsung представила первый в мире складной стеклянный телефон: Galaxy Z Flip. Samsung заявила, что нарушила законы физики, согнув стекло, в частности, совершив «скачок от полимерных экранов к технологии ультратонкого стекла».
Samsung сделала вид, что изобрела новую запатентованную форму стекла, и компания даже назвала его Samsung Ultra Thin Glass (UTG). «Мы сделали невозможное и создали ультратонкое стекло, которое складывается», — говорилось в презентации компании, добавляя, что оно «защищает ваш экран от царапин».
«Мы сделали невозможное и создали ультратонкое стекло, которое складывается», — говорилось в презентации компании, добавляя, что оно «защищает ваш экран от царапин».
Но, как мир увидит несколько дней спустя, физику не так-то просто игнорировать.
GIF: Samsung
Эксперты по стеклу могли бы предупредить вас о том, что произошло дальше, когда выяснилось, что предполагаемый «скачок» Samsung действительно использует полимер и в конце концов его легко поцарапать. Пыленепроницаемый «волоконный щит» Samsung сразу же провалил агрессивное испытание на попадание пыли, а претензии компании к стеклу теперь сводились к нелепому слогану «жесткий, но нежный».
Но Samsung не лгала о главном нововведении: Galaxy Z Flip — действительно складной стеклянный телефон. Просто стекло на самом деле сделано немецким производителем Schott, оно покрыто мягким, царапающимся пластиковым слоем сверху, и, будем надеяться, будущие телефоны со складным стеклом не потребуют такой дополнительной защиты.
Чтобы понять почему, вам, вероятно, следует сначала понять, как стекло вообще может складываться.
Изображение: Schott
Настоящее гибкое стекло
Если честно, я сам до сих пор ломаю голову над этим. Стекло хрупкое; даже если вы каким-то образом никогда сами не разбивали стекло, вы точно знаете, как оно звучит, когда оно разбивается. Трудно даже представить, как такой хрупкий материал можно превратить в сгибаемую раскладушку, поэтому я не удивлен, когда Samsung столкнулся с обвинениями в том, что ультратонкое стекло Galaxy Z Flip может быть вовсе не стеклом.
И все же физика складного стекла удивительно проста, по словам двух ученых-материаловедов, а также представителей производителя Gorilla Glass Corning и самого Schott. Короткая версия: практически что-нибудь из можно согнуть, если сделать его достаточно тонким.
«Одно из самых распространенных заблуждений о стекле состоит в том, что оно разбивается, потому что оно изначально слабое» — Corning
«Все известные нам очень жесткие материалы могут в той или иной степени сгибаться», — говорит доктор Матиас из Schott. Мидлак, химик, который сейчас руководит развитием бизнеса компании по производству ультратонкого стекла. «Если вы думаете о дереве, 2×4 нельзя согнуть, но если вы выточите очень тонкий его кусок […] то же самое верно и для стекла», — сказал он мне в конце прошлого года. Хотя может показаться, что обычное оконное стекло не сгибается перед тем, как разбиться, достаточно тонкая полоска стекла на самом деле может.
Мидлак, химик, который сейчас руководит развитием бизнеса компании по производству ультратонкого стекла. «Если вы думаете о дереве, 2×4 нельзя согнуть, но если вы выточите очень тонкий его кусок […] то же самое верно и для стекла», — сказал он мне в конце прошлого года. Хотя может показаться, что обычное оконное стекло не сгибается перед тем, как разбиться, достаточно тонкая полоска стекла на самом деле может.
Когда вы сгибаете материал, стекло или что-то другое, вы естественным образом растягиваете материал снаружи изгиба — и даже стекло имеет некоторую гибкость. «Вы можете представить себе металлическую пружину между каждыми двумя атомами, и эта пружина удлиняется, когда вы растягиваете два атома в стороны», — говорит Эркка Франкберг, научный сотрудник Университета Тампере, изучающий нетрадиционные формы стекла.
Демонстрационная машина изгибает чуть менее гибкое стекло Schott. Изображение: Schott
Основная хитрость: вы можете растянуть химические связи материала только до того, как они разорвутся, понятие, известное как предел прочности при растяжении. Но если вы используете более тонкий лист стекла, вы растягиваете меньше материала в том же пространстве, сгибаете меньше слоев и растягиваете меньше химических связей, говорит Мидлак. Это оказывает меньшее растягивающее усилие на стекло, позволяя вам сильнее согнуть его, прежде чем оно треснет. Утончение стекла — один из «двух основных приемов», позволяющих заставить его сгибаться, — говорит доцент кафедры материаловедения Массачусетского технологического института Джуеджун Ху, — потому что студенты-физики узнают, что растяжение линейно зависит от толщины.
Но если вы используете более тонкий лист стекла, вы растягиваете меньше материала в том же пространстве, сгибаете меньше слоев и растягиваете меньше химических связей, говорит Мидлак. Это оказывает меньшее растягивающее усилие на стекло, позволяя вам сильнее согнуть его, прежде чем оно треснет. Утончение стекла — один из «двух основных приемов», позволяющих заставить его сгибаться, — говорит доцент кафедры материаловедения Массачусетского технологического института Джуеджун Ху, — потому что студенты-физики узнают, что растяжение линейно зависит от толщины.
Когда толщина стекла составляет менее ста микрон (около толщины человеческого волоса), тогда оно может изгибаться достаточно далеко для изготовления основных складных гаджетов, говорят эксперты. Если вам нужен телефон, который складывается внутрь без большого зазора между петлями, мы говорим о десятках микрон. Подумайте об алюминиевой фольге.
Новейшее сверхтонкое стекло Schott. Изображение: Schott
Такая тонкость уже возможна со стеклом, существующим сегодня. Четыре года назад я потрогал 70-микронный лист стекла Schott и согнул его своими руками. Samsung говорит, что в Z Flip используется стекло толщиной 30 микрон, а Schott говорит, что в лаборатории оно также уменьшилось до 25 микрон. И Corning, и Schott используют несколько схожие методы, каждый из которых создает плавающий стеклянный лист в воздухе, вытягивая тонкие ленты расплавленного стекла из чанов особой формы.
Четыре года назад я потрогал 70-микронный лист стекла Schott и согнул его своими руками. Samsung говорит, что в Z Flip используется стекло толщиной 30 микрон, а Schott говорит, что в лаборатории оно также уменьшилось до 25 микрон. И Corning, и Schott используют несколько схожие методы, каждый из которых создает плавающий стеклянный лист в воздухе, вытягивая тонкие ленты расплавленного стекла из чанов особой формы.
Но тонкости самой по себе недостаточно. Второй «главный трюк» для гибкого стекла заключается в том, чтобы укрепить его против дефектов, особенно на поверхности, где они могут привести к катастрофическим разрушениям, когда стекло подвергается нагрузке. Эксперты говорят, что крошечного пузырька воздуха, пылинки или крошечной царапины в процессе производства или обработки может быть достаточно, чтобы разрушить кусок гибкого стекла. «Все напряжения, которые вы создаете в стекле, имеют тенденцию концентрироваться на этих небольших дефектах, и именно там оно приведет к трещине», — говорит Франкберг.
Вот где химические ванны и термическая обработка могут помочь укрепить и закалить стекло, о чем мы писали ранее, но компромисс заключается в том, что они могут облегчить царапины на стекле. И по мере того, как ваше стекло становится тоньше — достаточно тонким, чтобы его можно было согнуть — царапина становится еще более тревожной.
Царапины опаснее
Хотя Мидлак говорит, что кусок стекла Schott «может служить вечно» в контролируемых условиях, если он выдержит первое испытание на изгиб, он признает, что одна царапина может изменить это. «Если вы поцарапаете его чем-то… это будет первоначальный дефект, который позже может вызвать проблемы», — говорит он. Если кусок стекла с достаточно большой царапиной согнуть с достаточным напряжением, сосредоточенным на «предварительной трещине», говорит Франкберг, «он будет распространяться со скоростью звука и катастрофически проходить через весь материал».
Компания Corning использует пену, чтобы легко проиллюстрировать почему трещины могут быть проблемой при изгибе. Изображение: Corning
Изображение: Corning
Следует помнить, что, хотя стекло более устойчиво к царапинам, чем пластик, оно не является устойчивым к царапинам — оно может царапаться при твердости по шкале Мооса 5 или 6 вместо 2 или 3 для пластика, но царапается во всяком случае. Бьюсь об заклад, у вас есть крошечные царапины на традиционном стеклянном экране вашего телефона прямо сейчас. Но я также предполагаю, что вам никогда не придется сгибать свой традиционный экран, как в случае со складным телефоном. Теперь это намного важнее.
Франкберг считает, что, вероятно, именно поэтому Samsung Galaxy Z Flip до сих пор имеет пластиковую защитную пленку на экране. Не для предотвращения царапин или облегчения изгиба, а в качестве «жертвенного слоя», который царапается 90 272 вместо 90 273 стекла, чтобы в будущем было меньше потенциальных катастрофических трещин. «Вероятно, они получают меньше возвратов продукции из-за дополнительного слоя», — предполагает он.
Mydlak от Schott на самом деле намекнул мне на это в конце прошлого года, до анонса Z Flip: «Скорее всего, вы бы вообще не касались голого стекла, а что-то поверх него», — сказал Mydlak, когда я спросил о том, царапины были бы поводом для беспокойства с первой партией складных стеклянных телефонов.
Зак Нельсон, также известный как JerryRigEverything, снимает «защитный слой» Z Fold. Изображение: JerryRigEverything
Я должен добавить, что мы до конца не знаем, что Samsung и его партнеры делают со стеклянным экраном Schott, прежде чем добавлять его в телефон. Компания Schott смогла только подтвердить, что поставляет свое сверхтонкое стекло Samsung, заявив, что «не может комментировать какие-либо детали обработки необработанного стеклянного материала». И хотя Samsung признала, что поставляется с предустановленной защитной пленкой для экрана, компания объявила в среду, что она также «впрыскивает» в стекло «специальный материал на нераскрытую глубину для достижения постоянной твердости», что бы это ни значило. Samsung не хочет говорить больше, и это звучит довольно тихо.
Но у Samsung есть еще один партнер, участвующий в этом процессе. Он работает с корейским производителем экранов Dowoo Insys над этим стеклом с 2013 года, сообщает Yonhap News , и недавно заблокировал его, став крупнейшим акционером компании. Предположительно, у Samsung есть эксклюзивная технология Dowoo, но нет ультратонкого стекла Schott, и, как сообщается, Samsung решила использовать оба для экрана Galaxy Z Flip.
Предположительно, у Samsung есть эксклюзивная технология Dowoo, но нет ультратонкого стекла Schott, и, как сообщается, Samsung решила использовать оба для экрана Galaxy Z Flip.
Что хорошего в стекле?
Все это по-прежнему не дает ответа на вопрос: что хорошего в складном стекле, если оно все равно царапается, как пластик? Один ответ заключается в том, что это может длиться дольше; Шотт говорит, что стекло не разрушается со временем, как пластик. Также следует учитывать оптическую четкость. Кроме того, как отметил Дитер Бон, стекло Galaxy Z Flip — с полимерным покрытием или без него — просто приятнее на ощупь, чем оригинальный Galaxy Fold с пластиковым покрытием. Складка на сгибе менее заметна, и хотя ее можно разгладить ногтем, она кажется более твердой, чем на Galaxy Fold.
Но компания Corning, производитель стекла Gorilla Glass, хочет, чтобы вы знали, что защитная пленка для экрана Galaxy Z Flip может не понадобиться через год или два. Компания сообщила мне, что образцы ее нового гибкого стекла уже находятся в руках производителей устройств. Компания ожидает, что устройства появятся на рынке в ближайшие 12–18 месяцев, и она стремится обеспечить «долговечность, устойчивость к царапинам и оптическую четкость» в одном корпусе для складных устройств.
Компания сообщила мне, что образцы ее нового гибкого стекла уже находятся в руках производителей устройств. Компания ожидает, что устройства появятся на рынке в ближайшие 12–18 месяцев, и она стремится обеспечить «долговечность, устойчивость к царапинам и оптическую четкость» в одном корпусе для складных устройств.
Хотя представитель еще не может сказать , как Corning это делает, или прямо подтвердить, что пластик не будет использоваться, пластик, похоже, не является целью: «Сегодня, когда вы покупаете телефон с Gorilla Glass, вы прикасаемся к стеклу… вот над чем мы работаем».
Массовое производство достаточно тонкого стекла, которое можно надежно сгибать, — непростая задача, соглашаются Корнинг и Шотт. В прошлом году Мидлак сказал мне, что Schott все еще решает несколько производственных вопросов, например, как правильно резать, упаковывать и отправлять рулоны самых тонких очков, которые она разработала, не повреждая их в пути. Похоже, что существование Galaxy Z Flip означает, что некоторые из них уже решены, но низкая производительность также может быть одной из причин, по которой складные телефоны такие невероятно дорогие, и почему Corning еще предстоит полностью понять это.
Ультратонкое стекло Corning. Изображение: Corning
Трудно винить Samsung в том, что она так упорно настаивала, даже если обе ее складные модели вылетели из ворот — во-первых, она хочет продавать складные экраны и другим компаниям, поскольку все это — но-раскрыто в своем последнем пресс-релизе. Но это не делает менее неприятным видеть, что телефон, который был обещан как устойчивый к царапинам, может быть легко поцарапан, и это не означает, что вам нужно покупать. Хотя, если вы это сделаете, Samsung говорит The Verge , что вы можете получить бесплатную защитную пленку для экрана и/или разовую замену экрана за 119 долларов, если ваше устройство не поцарапается.
Изображение: Corning
Франкберг еще не убежден. «Мое честное мнение как материаловеда: я бы не стал покупать такие телефоны на данном этапе, потому что размер царапины, которую нужно сломать, очень мал», — говорит он, указывая на то, как одна песчинка может разрушить складной стеклянный экран.