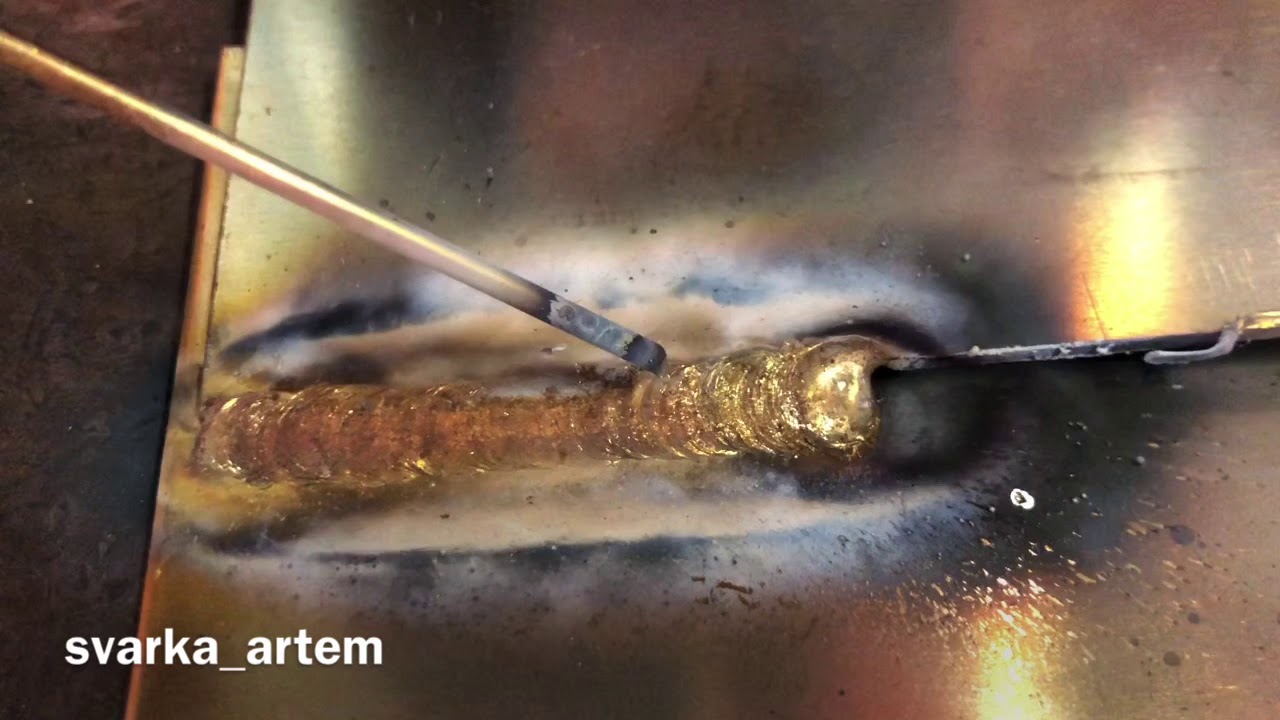
технология и особенности ТИГ сварки
В небольших объемах медь и ее сплавы можно паять низкотемпературным припоем при помощи газовой горелки. Это подойдет для ремонта радиатора или деталей электротехники. Но в больших объемах или там, где требуется повышенная прочность соединения, необходима только сварка. Как варить медь и ее сплавы при помощи аргонодуговой сварки TIG, какие особенности нужно учитывать и каких ошибок избегать, рассмотрим в этой статье.
- Особенности и сложности газовой сварки меди
- Технология сварки меди и ее сплавов
- Настройка аппарата для сварки меди аргоном
- Какие аппараты подойдут для сварки меди
- Пошаговый процесс ТИГ сварки меди
- Присадки, прутки и электроды для сварочных работ
- Какой газ использовать для дуговой сварки
Особенности и сложности газовой сварки меди
Медь – это мягкий, податливый для механической обработки цветной металл, отлично сопротивляющийся коррозии.
Поэтому его активно используют в теплообменниках газовых колонок и настенных котлов, системах кондиционирования воздуха, холодильных установках, трубках для передачи жидкости, топлива. Температура плавления меди составляет 1083 ⁰С. Возможны сплавы меди с цинком (латунь) или оловом (бронза), которые обладают повышенной механической прочностью и активно используются в сантехнике. При сварке меди аргонодуговым методом TIG возникают следующие сложности:
-
На поверхности меди и ее сплавов всегда присутствует тугоплавкая пленка. Это оксид, образующийся при контакте молекул металла с кислородом, находящимся в воздухе. Например, температура плавления оксида меди достигает 1380 ⁰С, поэтому при сварке возникают трудности. Если установить слишком маленькую силу тока, она не проплавит оксид, соединение будет непрочным. При установке высокой силы тока оксид расплавится, но основной металл начнет легко прожигаться, потечет. Образуются дыры, утратится прочность и герметичность шва.
-
Еще одна трудность при сварке меди – повышенная теплопроводность материала. По этому свойству медь уступает только серебру. Нагрев электрической дугой ведет к температурному расширению заготовок, их подвижности и деформациям.
-
При сварке тонких пластин до 2 мм лучше использовать графитовую подложку, чтобы разогретый материал не проваливался. Для тонкостенных заготовок потребуется присадочная проволока. Она подбирается по составу, идентичному с основным материалом. Если речь идет о сварке сплавов меди (бронза, латунь), проволока тоже должна быть с добавлением цинка или олова.
-
В процессе самой сварки медь плавится достаточно быстро, поэтому нужно не медлить, держа горелку на одном месте. В противном случае снова будут прожоги, большое количество расплавленного металла в сварочной ванне начнет выплескиваться или растекаться.
-
По завершении шва на поверхности меди и ее сплавов всегда образуется серый налет.
Он портит внешний вид изделия и нуждается в механическом удалении. Когда изделие остынет, это можно сделать ветошью, а для полного блеска – щеткой по металлу или наждачной бумагой.

 Он портит внешний вид изделия и нуждается в механическом удалении. Когда изделие остынет, это можно сделать ветошью, а для полного блеска – щеткой по металлу или наждачной бумагой.
Он портит внешний вид изделия и нуждается в механическом удалении. Когда изделие остынет, это можно сделать ветошью, а для полного блеска – щеткой по металлу или наждачной бумагой.
Технология сварки меди и ее сплавов
Качество шва при сварке меди и ее сплавов аргоном зависит от правильности подготовки материала. Очень важно удалить оксидный слой на 20-30 мм от линии соединения.
Сперва металл обрабатывается щеткой со стальной щетиной. Таким инструментом удобно полазить в труднодоступные места, зачищать трубы. Большие ровные поверхности лучше пройти болгаркой с лепестковым кругом. Подойдет и дрель с насадкой-щеткой. Затем кромки обрабатываются растворителем.
Если толщина заготовок 1-2 мм, выставляется зазор 0,5-1 мм, чтобы расплавленный металл затекал внутрь для образования обратного валики. Тогда шов получится прочным и герметичным.
С увеличением сечения пластин зазор между ними тоже увеличивается. При толщине сторон свыше 5 мм потребуется односторонняя разделка кромок V-образным способом под углом 50-60⁰. Широкая «классическая» разделка под 45⁰ не нужна, поскольку у расплавленной меди повышенная текучесть. Достаточно узкой разделки, чтобы получить глубокое проплавление и небольшой по ширине шов. Когда стороны имеют сечение от 12 мм, нужна двухсторонняя Х-образная разделка кромок.
При толщине сторон свыше 5 мм потребуется односторонняя разделка кромок V-образным способом под углом 50-60⁰. Широкая «классическая» разделка под 45⁰ не нужна, поскольку у расплавленной меди повышенная текучесть. Достаточно узкой разделки, чтобы получить глубокое проплавление и небольшой по ширине шов. Когда стороны имеют сечение от 12 мм, нужна двухсторонняя Х-образная разделка кромок.
Настройка аппарата для сварки меди аргоном
Насколько хорошо получится сварить медь или ее сплав аргоном, зависит от верности выбранного режима. Инвертор TIG настраивается исходя из толщины медных заготовок. Обычно сварка ведется постоянным током. Рекомендуемые параметры по настройкам аппарата для сварки меди аргоном приведены в таблице.
| Толщина заготовок, мм | Сила тока, А | Подача газа, л/мин | Диаметр электрода, мм |
|---|---|---|---|
| 1,0 | 50-70 | 7-8 | 1,6-2,0 |
| 1,5 | 60-80 | 7-8,5 | 2,4 |
| 2,5 | 90-110 | 8-10 | 2,4-3,2 |
| 3,0 | 120-140 | 9-11 | 3,2 |
Предпродувка защитным газом 0,5 с обязательна для вытеснения окружающего воздуха из зоны возбуждения электрической дуги. Иначе медь сразу начнет кипеть, образуются поры. Важно настроить возрастание напряжения на 15-20% от стартового тока, что позволит избежать дефектов в начале шва. Спад тока в конце составляет 10-15% и позволит аккуратно заварить кратер без образования свища. Постпродувка устанавливается на 5-7 секунд, чтобы охладить шов, содействуя кристаллизации сварочной ванны.
Иначе медь сразу начнет кипеть, образуются поры. Важно настроить возрастание напряжения на 15-20% от стартового тока, что позволит избежать дефектов в начале шва. Спад тока в конце составляет 10-15% и позволит аккуратно заварить кратер без образования свища. Постпродувка устанавливается на 5-7 секунд, чтобы охладить шов, содействуя кристаллизации сварочной ванны.
Какие аппараты подойдут для сварки меди
Если медь будет хорошо очищена от оксидной пленки перед сваркой, работу можно вести при помощи обычного TIG инвертора, работающего постоянным током. Характеристики аппарата подбираются под максимальную толщину заготовок. Когда предстоит сваривать медные трубки теплообменников, приваривать резьбы или тонкостенные листовые конструкции, достаточно бытового инвертора ТИГ на 200 А. Отличная недорогая модель – БАРСВЕЛД Profi TIG-207 D. Или можно купить инвертор для сварки меди – REAL TIG 200 Сварог. У обеих версий максимальная сила тока составляет 200 А, поэтому вы сможете сваривать медные детали сечением до 5-6 мм.
Если часто требуется работать с толстостенными материалами 7-10 мм, лучше купить сварочный аппарат Сварог TIG 315 P TECH E103 AC/DC, который выдает до 315 А. Но для его подключения потребуется 380 V. Хороший вариант по соотношению цены и качества – это БАРСВЕЛД Profi TIG-317 DP AC/DC с силой тока 315 А и цифровым управлением.
Если предстоят большие объемы по сварке меди, где не предполагается тщательная зачистка кромок (нет времени, людей для таких процессов), воспользуйтесь аппаратом с импульсным режимом, например, Аврора Система 200 AC/DC ПУЛЬС. Он работает с переменным током. На старте подается повышенная сила тока, чтобы пробить оксид.
Затем амперы автоматически падают до предустановленного значения, что сварщику было комфортно варить медь. Устанавливается прямая полярность («+» на изделии, а «-» на горелке). Тогда поток электронов направлен от электрода к заготовкам. Это содействует образованию узкого шва с глубоким проплавлением. Прямая полярность позволяет вести работу на меньшей силе тока, чтобы не перегревать медное изделие.
Прямая полярность позволяет вести работу на меньшей силе тока, чтобы не перегревать медное изделие.
Пошаговый процесс ТИГ сварки меди
Далее предлагаем подробную инструкцию по сварке меди вольфрамовым электродом в среде инертного газа:
- Зачистите медные детали до 20 мм от линии будущего шва.
- Обработайте стык растворителем и вытрите поверхность насухо.
- При необходимости сделайте разделку кромок, установите зазор между деталями 1-2 мм.
- Если предстоит варить толстые изделия 5-10 мм, прогрейте их пламенем горелки, предотвратив местную деформацию.
- Подведите иглу к изделию и установите несколько прихваток с разных сторон, предотвратив тем самым расширение зазора или уход от заданной формы конструкции.
- Зажгите дугу в начале линии стыка, держите ее на расстоянии 5 мм от поверхности.
- Дождитесь образования лужицы расплавленного металла.
- Второй рукой подайте в сварочную ванну присадочную проволоку. Подача выполняется капельно, чтобы не было излишних наплавлений, неоправданного перерасхода материала.
- Полукруглыми движениями электрода разровняйте упавшую каплю по линии стыка, добейтесь сплавления присадки с кромками.
- Передвиньте постепенно электрод дальше и повторите процесс.
 Подача выполняется капельно, чтобы не было излишних наплавлений, неоправданного перерасхода материала.
Подача выполняется капельно, чтобы не было излишних наплавлений, неоправданного перерасхода материала.
Если где-то образовался высокий бугор из-за обилия присадки, можно вернуться дугой назад и разровнять его. По завершении шва отведите дугу на сплошной участок поверхности, постепенно отдалите иглу от изделия, чтобы снизить температуру сварочной ванны. Выключите подачу тока и держите горелку над замком шва, чтобы постпродувка его остудила. Если в инверторе есть функция спада, сила тока снизится автоматически при нажатии на кнопку в 4-х тактном режиме.
Присадки, прутки и электроды для сварочных работ
Для сварки меди и ее сплавов в среде аргона понадобится:
- Защитная маска. Лучше использовать маску-хамелеон, чтобы четко устанавливать горелку на начало шва. В мастерской достаточно обычной принудительной вытяжки. При сварке сплава меди с цинком в небольшом помещении или внутри сосуда (большого котла, печи, емкости) необходима маска с турбоблоком, который будет подавать чистый воздух. Хороший вариант по цене – БАРСВЕЛД МС 307 ПРЕМИУМ (FULL COLOR).
- Неплавящийся электрод. В горелку устанавливается вольфрамовый электрод, диаметр которого подбирается под толщину металла и силу тока. Медь можно варить «синими» электродами WL-20 -175, считающимися универсальными. Для получения шва повышенного качества лучше купить «красные» вольфрамовые электроды WT-20 -175, специально разработанные для сварки меди.
- Присадочная проволока. Если толщина деталей 1-2 мм, потребуется присадка. Для сварки чистой меди используют медные прутки, например, БАРСВЕЛД CuSi3. Для работы со сплавами применяют присадку с аналогичным составом, например, латунные прутки CuZn40.
 В мастерской достаточно обычной принудительной вытяжки. При сварке сплава меди с цинком в небольшом помещении или внутри сосуда (большого котла, печи, емкости) необходима маска с турбоблоком, который будет подавать чистый воздух. Хороший вариант по цене – БАРСВЕЛД МС 307 ПРЕМИУМ (FULL COLOR).
В мастерской достаточно обычной принудительной вытяжки. При сварке сплава меди с цинком в небольшом помещении или внутри сосуда (большого котла, печи, емкости) необходима маска с турбоблоком, который будет подавать чистый воздух. Хороший вариант по цене – БАРСВЕЛД МС 307 ПРЕМИУМ (FULL COLOR).
Какой газ использовать для дуговой сварки
Медь и сплавы отлично свариваются в среде чистого аргона. Только нужно, чтобы газ был высокого качества (без примесей), иначе может возникнуть случайная реакция при посторонних включениях. Порой применяется смесь аргона с азотом в соотношении 75:25%. Она содействует повышению стабильности электрической дуги, успокаивает сварочную ванну, увеличивает глубину провара. Но такой газ стоит дороже.
Только нужно, чтобы газ был высокого качества (без примесей), иначе может возникнуть случайная реакция при посторонних включениях. Порой применяется смесь аргона с азотом в соотношении 75:25%. Она содействует повышению стабильности электрической дуги, успокаивает сварочную ванну, увеличивает глубину провара. Но такой газ стоит дороже.
Ответы на вопросы: cварка меди и медных сплавов аргоном
Можно ли сварить медь аргоном без присадки?
СкрытьПодробнее
Можно, если толщина стенок составляет 3 мм и выше. Шов получится заподлицо с поверхностью, но достаточно крепкий. При работе с сечением 1,5-2,0 мм лучше использовать присадочную проволоку.
Как вести горелку при аргонодуговой сварке меди?
СкрытьПодробнее
Горелкой совершаются колебательные движения в форме полумесяцев. Это позволяет разравнять присадку, добиться сплавления кромок. При необходимости можно возвращаться дугой назад для разравнивания наплывов.
Как избежать прожогов при сварке меди методом TIG?
СкрытьПодробнее
Работа с пластинами 1,0-2,0 мм толщиной требует наличия графитовой подложки. Снижает тепловложение инверторный аппарат ТИГ с импульсным режимом.
В конце шва образуется кратер, что делать?
СкрытьПодробнее
Не прерывайте дугу резко. Постепенно отводите ее от изделия для снижения температуры и кристаллизации сварочной ванны. Заканчивайте шов на цельном участке материала, отводя дугу в сторону от линии соединения. Используйте сварочные аппараты с функцией спада тока в конце.
Как варить вертикальные швы по меди аргоном?
СкрытьПодробнее
Сварка ведется сверху-вниз. Дугой расплавленный материал нагоняется на линию соединения. Если металл течет, уменьшите силу тока или используйте сварку прерывистой дугой.
Что лучше: пайка или сварка меди?
СкрытьПодробнее
Пайка обходится дешевле по себестоимости оборудования, но выполняется очень медленно. Подходит для периодических работ в небольшом объеме. Если предстоит варить медь часто и в большом количестве, лучше купить инверторный аппарат.
Подходит для периодических работ в небольшом объеме. Если предстоит варить медь часто и в большом количестве, лучше купить инверторный аппарат.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Быстрый просмотрРукав пневматический ⌀ 12 мм, Г-12 (бухта 50 м)
113 руб / м
Собственный импорт
хит продаж
Быстрый просмотрКраги пятипалые спилковые БАРСВЕЛД с подкладкой (нить Kevlar®, спилок КРС)
535 руб / пар
Собственный импорт
Быстрый просмотрУгольник магнитный БАРСВЕЛД MF-50 LBS
365 руб
Быстрый просмотрБаллон аргоновый 40 -150У ( новый, 40 л пустой)
18 370 руб
Собственный импорт
Быстрый просмотрЭлектроды вольфрамовые БАРСВЕЛД WT-20 -175 ⌀ 2,0 мм (красные)
142 руб
Собственный импорт
Быстрый просмотрЭлектроды вольфрамовые БАРСВЕЛД WL-20 -175 ⌀ 1,6 мм (синие)
93 руб
Собственный импорт
Быстрый просмотрМаска сварщика БАРСВЕЛД МС 207 (FULL COLOR)
3 790 руб
Собственный импорт
рекомендуем
Быстрый просмотрАргонодуговой аппарат БАРСВЕЛД Profi TIG-207 D
20 400 руб
Собственный импорт
Быстрый просмотрПрутки медные БАРСВЕЛД CuSi3 ⌀ 1,6 мм (1000 мм)
2 150 руб / кг
Технология сварки меди и ее сплавов
Температура плавления меди 1083°С
Марка | Свариваемость | Технологические особенности сварки |
Медь катодная | Электродная проволока Бр. При толщине более 8-10 мм необходим предварительный подогрев до 200-300°С | |
М00к, М0к, М1к | Хорошая | |
Медь раскисленная | ||
Mlp, М2р, МЗр | Хорошая | |
Медь рафинированная | ||
М2, М3 | Хорошая | |
Бронзы оловянные литейные | Электродная проволока той же марки, что и основной металл При толщине более 10-15 мм необходим предварительный подогрев до 500-600°С Защитные газы Ar, Не, N2 | |
Бр03Ц12С5, Бр05Ц5С5, Бр08Ц4, Бр010Ф1, Бр010Ц2 | Удовлетворительная | |
Бр03Ц7С5Н1, Бр04Ц7С5, Бр010С10 | Плохая | |
Бронзы безоловянистые литейные | ||
БрА9Ж3Л | Хорошая | |
БрА9Мц2Л, БрА10ЖЗМц2, БрА11Ж6Н6, БрА7Мц15Ж3Н2ц2 | Удовлетворительная | |
Бронзы деформируемые | ||
Бр0ф7-0,2, БрХ1, БрКМц3-1, БрБ2 | Хорошая | |
БрАМц9-2, БрАЖН9-5-2, БрАЖ9-4, БрСр1 | Удовлетворительная | |
БрА5, БрА7 | Плохая | |
Латуни деформируемые | Электродная проволока Бр. При толщине более 12 мм необходим предварительный подогрев до 300-350°С | |
JI96, ЛА77-2, ЛК80-2 | Хорошая | |
ЛМцС58-2, ЛС3, Л062-1 | Удовлетворительная | |
ЛС59-1, ЛС60-1 | Плохая | |
 КМц 3-1; МНЖКТ-5-1 -0,2-0,2; Бр.ОЦ 4-3; Бр.ОЦ 4-3; БР.Х 0,7
КМц 3-1; МНЖКТ-5-1 -0,2-0,2; Бр.ОЦ 4-3; Бр.ОЦ 4-3; БР.Х 0,7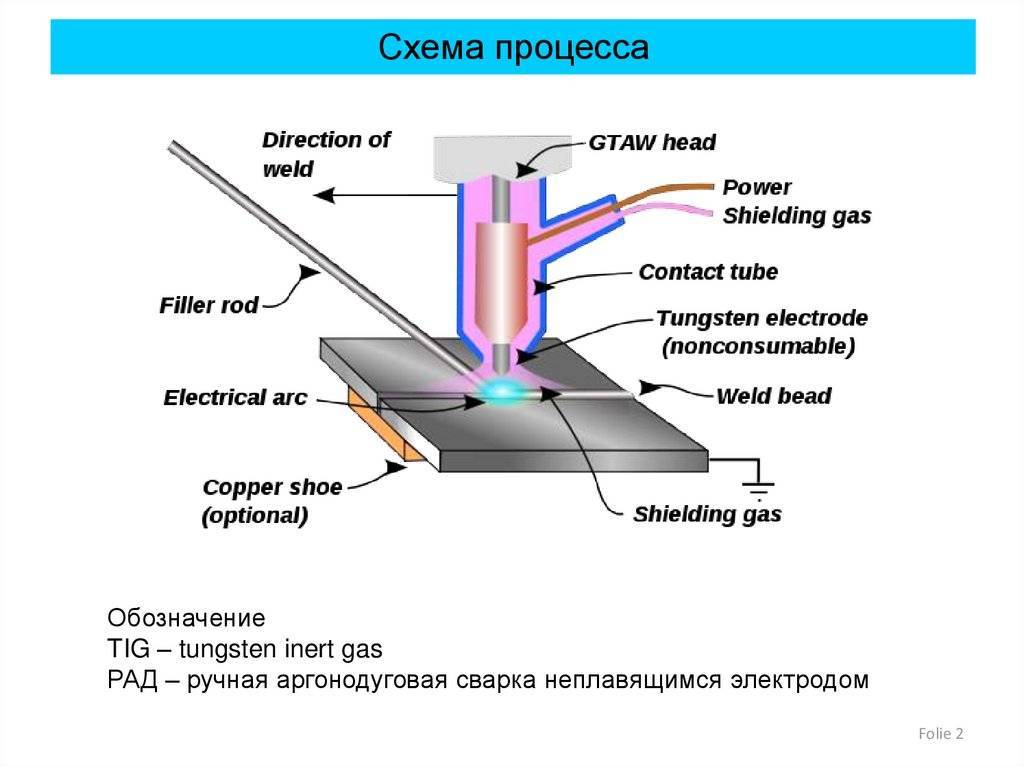 ОЦ 4-3; Бр.КМц 3-1; ЛК62-0,5; ЛК80-3; ЛМц59-0,2
ОЦ 4-3; Бр.КМц 3-1; ЛК62-0,5; ЛК80-3; ЛМц59-0,2Медь и сплавы на ее основе — бронзы, латуни, медно-никелевые сплавы качественно свариваются способом MIG/MAG в инертных газах.
Трудности при сварке
Высокая теплопроводность меди (в 6 раз выше, чем у железа) осложняет сварку соединений с несимметричным теплоотводом;
Большая жидкотекучесть (в 2—2,5 раза выше, чем у стали) затрудняет сварку вертикальных и потолочных швов;
Интенсивное окисление с образованием закиси меди (Cu2О), хорошо растворяемой в расплавленном металле, приводит к образованию трещин;
Активная способность меди поглощать газы (кислород и водород) при расплавлении приводит к пористости шва и горячим трешинам
Большой коэффициент линейного расширения меди (в 1,5 раза выше чем у стали) влечет та собой значительные деформации и напряжения
Подготовка к сварке
Разделку меди и ее сплавов на мерные заготовки можно выполнять шлифовальной машинкой, труборезом, на токарном или фрезерном станке, а также плазменно-дуговой резкой.
Кромки под сварку подготавливают механическим способом. Для меди толщиной 6-18 мм рекомендуются V- и X-образные разделки.
Свариваемые детали и присадочную проволоку очищают от окислов и загрязнений до металлического блеска и обезжиривают. Механическую зачистку кромок выполняют наждачной бумагой, металлическими щетками и т.д. Использовать наждачную бумагу и абразивный камень с крупным зерном не рекомендуется.
Главное при сварке меди — защита сварочной ванны от кислорода. Она достигается при помощи раскисления фосфором, алюминием и серебром. Поэтому следует использовать электродную проволоку, легированную этими раскислителями.
Свариваемые кромки и присадочную проволоку можно очищать травлением в растворе, состоящем из:
- 75 см3/л HNO2;
- 100см3/л H2SO4:
- 1 см3/л НСl
с последующей промывкой в воде и щелочи и сушкой горячим воздухом.
Предварительный подогрев конструкций с толщиной стенки 10-15 мм возможен газовым пламенем, рассредоточенной дугой или другими способами.
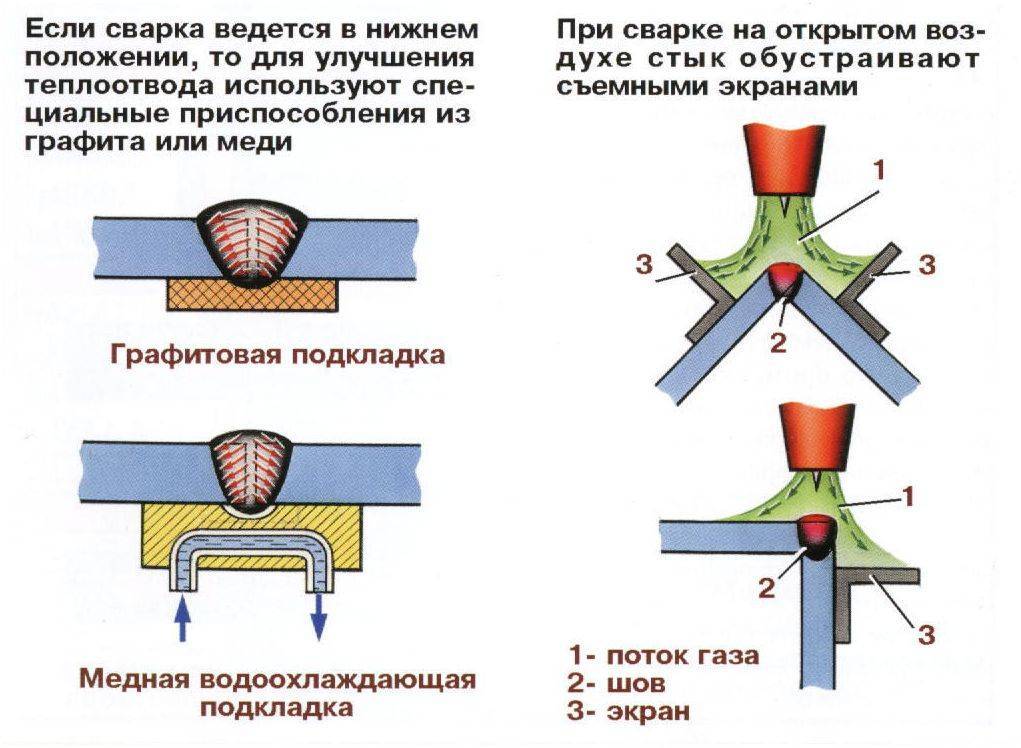
Сборку стыков под сварку ведут либо в приспособлениях, либо с помощью прихваток. Зазор в стыкуемых заготовках соблюдают одинаковым на всем протяжении. Прихватки должны быть минимального сечения, чтобы в процессе сварки их можно было переплавить. Поверхность прихваток необходимо очистить и осмотреть, чтобы на них не было горячих трещин. При сварке в нижнем положении используют графитовые подкладки или медные пластины, охлаждаемые водой.
Выбор параметров режима сварки
Плавящимся электродом в защитных газах эффективнее всего сваривать медь толщиной не менее 6-8 мм. Сварку ведут на постоянном токе обратной полярности.
Медь хорошо сваривается плавящимся электродом в аргоне, азоте, в смеси аргона с азотом и в гелии. Из-за высокой теплопроводности меди для получения надежного провара в начале сварки и хорошего сплавления кромок детали подогревают до 200-500°С. При сварке в аргоне подогрев необходим при толщине металла более 4,5 мм, а в азоте — более 8 мм
Одним из важнейших параметров режима сварки меди плавящимся электродом является длина дуги.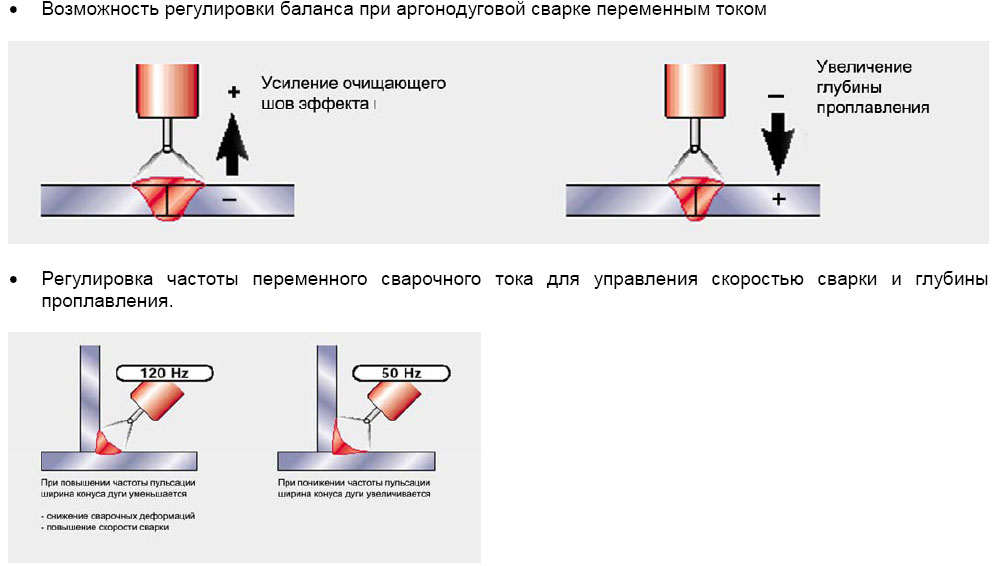 Шов качественно формируется при длине дуги 4-5 мм.
Шов качественно формируется при длине дуги 4-5 мм.
Стыковые соединения сваривают на подкладных элементах. Импульсно-дуговая сварка (ИДС) в аргоне дает возможность выполнять вертикальные и потолочные швы, позволяет сваривать тонкий металл. При сварке в азоте процесс идет с короткими замыканиями (КЗ) с повышенным разбрызгиванием или крупнокапельным переносом (КР)
Техника сварки
Для повышения стойкости металла шва к образованию горячих трещин рекомендуются проволоки Бр.АЖНМц 8,5-4-5-1,5; Бр.МцФЖН 12-8-3-3; ММц40, Механические свойства сварных соединений в этом случае соответствуют свойствам основного металла.
Ориентировочные режимы сварки меди в нижнем положении
Вид соединения | Размеры, мм | Процесс сварки | Газ | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки, м/ч | Диаметр электрода, мм | Вылет электрода, мм | Расход газа, л/мин | |
S | b | |||||||||
0,8-1 | 0+0,5 | ИДС | Ar | 80-110 | 18-20 | 30-45 | 0,8-1,2 | 10-14 | 7-9 | |
2-3 | 1-1,5 | ИДС | Ar | 140-210 | 19-23 | 25-35 | 0,8-1,6 | 10-18 | 8-10 | |
5-6 | 2-3 | КЗ | N2 | 250-320 | 24-27 | 22-28 | 1-1,4 | 10-16 | 10-12 | |
8-10 | 3-3,5 | СТР | Ar | 350-550 | 32-37 | 18-20 | 2-3 | 20-35 | 14-16 | |
12-14 | 1,5-2,5 | СТР | Ar | 300-500 | 28-36 | 16-18 | 2-4 | 20-40 | 14-18 | |
16-20 | 3-4 | СТР | Ar | 350-680 | 32-39 | 16-18 | 2-4 | 20-40 | 14-18 | |
Медь сваривают с минимальным числом проходов.
Сварку ведут «углом вперед» справа налево. Для формирования обратной стороны шва стыковых соединений используют графитовые или медные водоохлаждаемые подкладки. Двухсторонние соединения выполняют с формированием шва на весу или по подварочному шву наложенному ручной аргонодуговой сваркой W-электродом.
Бронзы
Бронзы — сплавы меди с алюминием. Их обозначают двумя буквами «Бр» начальными буквами русских названий легирующих элементов и рядом чисел, указывающих содержание этих элементов в %.
Так, марка БрАЖМц 10-3-1,5 означает, что бронза содержит 10% алюминия, 3% железа, 1,5% марганца. В конце некоторых марок литейных бронз ставится буква «Л».
Ориентировочные режимы сварки бронз Бр.АМц 9-2, Бр.АЖМц 9-5-2 и латуни ЛМНЖ 55-3-1 в аргоне в нижнем положении (постоянный ток, обратная полярность, проволока Бр. АМц 9-2)
Вид соединения | Размер, мм | Процесс сварки | Сварочный ток, А | Напряжение на дуге, В | Скорость сварки м/ч | Диаметр электрода, мм | Вылет электрода, мм | Расход газа, л/мин | |
S | b | ||||||||
3 | 0+1 | ИДС | 150-190 | 23-26 | 20-25 | 1-1,5 | 10-16 | 8-10 | |
4-5 | 0+1,5 | ИДС | 140-220 | 23-26 | 20-22 | 1-1,5 | 10-16 | 10-12 | |
8-10 | 0+1,5 0+2 | СТР | 300-400 | 29-33 | 25-32 | 2-4 | 20-35 | 12-16 | |
14-16 | 0+2 | СТР | 400-650 | 33-38 | 20-25 | 2-5 | 20-40 | 16-20 | |
24-26 | 0+2 | СТР | 400-800 | 33-42 | 18-30 | 2-5 | 20-40 | 16-20 | |
Трудность сваривания бронз объясняется их повышенной жидкотекучестью. При сварке бронз возникают трудности, вызванные образованием окиси алюминия, поэтому способ и технологию сварки выбирают такими, как и при сварке алюминия, а режимы — характерные для медных сплавов.
При сварке бронз возникают трудности, вызванные образованием окиси алюминия, поэтому способ и технологию сварки выбирают такими, как и при сварке алюминия, а режимы — характерные для медных сплавов.
Латуни
Сплавы меди с цинком — это латуни, или медноцинковые латуни. Для улучшения свойств в сплав добавляют Al, Mn, Ni, Fe, Sn, Si и др. Такие латуни называются специальными.
Латуни обозначают буквой «Л», справа от которой пишут буквенное обозначение специально вводимых элементов (кроме Zn). затем цифру, указывающую процент меди, и наконец, проценты специально вводимых добавок в той же последовательности, в какой записаны сами элементы. В маркировке элементы обозначаются русскими буквами: Л — алюминий, Б -бериллий, О — олово, С — свинец, Н — никель, Мц — марганец, К — кремний, Мг — магний, X — хром, Ц — цинк.
ЛТ 96 — (томпак) означает медно-цинковую латунь с содержанием 96% меди и 4% цинка.
Л 68 — медноцинковая латунь с содержанием 68% меди и 32% цинка.
ЛАЖМц 70-6-3-1 — это специальная латунь с содержанием 70% меди, 6% алюминия, 3% железа, 1% марганца, 20% цинка.
Особенность сварки латуней — интенсивное испарение цинка при температуре 907°С. При этом ухудшаются механические свойства сварного соединения. Для уменьшения выгорания цинка эффективны сварка на пониженной мощности дуги, применение присадочной проволоки с кремнием, который создает на поверхности сварочной ванны окисную пленку (SiO2), препятствующую испарению цинка.
Как сваривать медь методом TIG
Медь является одним из металлов, которые используются дольше всего, поскольку на протяжении всей истории ее следы остаются. Однако благодаря своим положительным свойствам он полезен и сегодня.
Время от времени сварщики получают работу, требующую сварки медных труб или других компонентов, и немногие знакомы с этим процессом.
Сварка меди — не самая простая задача из-за ее уникальных свойств, которые могут привести к растрескиванию, деформации или накручиванию. Метод сварки TIG может очень помочь в контроле тепла, и сегодня мы дадим вам представление о том, как успешно сваривать медь TIG.
Метод сварки TIG может очень помочь в контроле тепла, и сегодня мы дадим вам представление о том, как успешно сваривать медь TIG.
Свойства и важность меди
Медь — мягкий, ковкий металл, хорошо проводящий электричество и тепло. Это один из самых распространенных элементов на Земле, который содержится в рудах, а также в следовых количествах в горных породах и почве. Медь использовалась на протяжении тысячелетий в различных областях, включая ювелирные изделия, монеты и архитектуру.
Медь сегодня используется в различных областях, включая электропроводку и сантехнику. Он также используется для изготовления монет и украшений, а также для строительства зданий и памятников.
Медь также используется в автомобильной промышленности для изготовления теплообменников и радиаторов, а также радиаторов для электронных компонентов. В медицинской промышленности медь используется для медицинских имплантатов, таких как кардиостимуляторы, а также для хирургических инструментов. К ним относятся определенные сорта, но для обычной бытовой сварки и применения вам следует покупать бескислородную медь.
К ним относятся определенные сорта, но для обычной бытовой сварки и применения вам следует покупать бескислородную медь.
Как сварить медь методом TIG: почему медь плохо поддается сварке?
Медь является очень сложным материалом для сварки, поскольку она имеет несколько свойств, которые могут повлиять на свариваемость. Чистая медь является пластичным металлом, что означает, что она относительно податлива и может легко деформироваться без разрушения. Это может привести к деформации и искривлению материала во время сварки, что затрудняет получение чистого, прочного шва.
Еще одна проблема заключается в том, что медь обладает высокой теплопроводностью, а это означает, что она быстро и легко передает тепло. Это может привести к более быстрому охлаждению сварного шва, что приведет к неполному сплавлению и ухудшению качества сварного шва.
Кроме того, медь имеет низкую температуру плавления, что может привести к ее перегреву и слишком быстрому возгоранию во время сварки. Это может быть особенно проблематично при попытке сварки тонких или небольших кусков меди, так как трудно контролировать тепло.
Это может быть особенно проблематично при попытке сварки тонких или небольших кусков меди, так как трудно контролировать тепло.
Является ли сварка TIG хорошим методом сварки меди?
Основным преимуществом сварки меди TIG является высокое качество сварных швов, которое достигается за счет точного контроля параметров сварки. Это включает в себя размер и форму сварочной ванны, скорость процесса сварки и подводимое тепло. Кроме того, сварка TIG очень универсальна, поскольку ее можно использовать для различных металлов и сплавов, включая медь, медные трубы или медные фитинги.
Сварку ВИГ можно использовать для тонких материалов, что делает ее идеальной для соединения тонких медных деталей или ремонта хрупких изделий. Однако у сварки TIG есть свои недостатки. Это более медленный процесс, чем другие методы сварки, и он требует больше навыков и опыта. Кроме того, он не обеспечивает высокой скорости наплавки, поэтому может не подходить для применений, требующих крупномасштабной сварки.
Как сварить медь методом TIG – краткое описание
Для сварки меди методом TIG вам потребуется несколько ключевых компонентов. Во-первых, вам нужен подходящий сварочный аппарат TIG для работы. Правильный сварочный аппарат TIG для меди должен иметь более высокий сварочный ток, чем для стали, из-за термических свойств меди.
Вам также понадобится вольфрамовый электрод, обычно сделанный из чистого вольфрама или торированного вольфрама. Размер и тип вольфрамового электрода будут зависеть от толщины свариваемой меди и силы тока сварочного аппарата.
Кроме того, в качестве защитного газа рекомендуется использовать 100% гелий с прямой полярностью, но сварщики также используют смеси Ar/He. Это поможет защитить сварной шов от загрязнения и достичь желаемой температуры и провара на медных трубах или медных трубах.
При сварке методом TIG вы должны держать присадочный стержень внутри защитного газа, чтобы предотвратить загрязнение. После того, как вы установили сварочную ванну, вы должны быстро использовать высокие токи (около 200 А) и оставить сварной шов как можно быстрее, чтобы предотвратить накопление тепла и его распространение через металл.
Наконец, вам понадобится присадочный материал, которым может быть чистый стержень из медного сплава, в зависимости от применения. Несмотря на то, что это может показаться сложным, вы можете успешно добиться этого, следуя нашему пошаговому руководству.
Сварочный аппарат TIG для меди
Для сварки TIG меди вам понадобится сварочный аппарат TIG с источником постоянного тока (CC), а также ножная педаль или сенсорное управление.
Сила тока, необходимая для сварки меди методом TIG, зависит от толщины материала. Как правило, сварочные аппараты TIG для любителей рассчитаны на силу тока от 25 до 250 ампер. Однако из-за термических свойств медь потребует на 30-50 ампер больше по сравнению со сталью той же толщины.
Полярность для сварки ВИГ меди должна быть установлена на отрицательный электрод постоянного тока (DCEN). Это означает, что электрод (вольфрам) будет подключен к отрицательной стороне источника питания, а заготовка (медь) будет подключена к положительной стороне. Таким образом, вы получите достаточно тепла и проникновения.
Таким образом, вы получите достаточно тепла и проникновения.
Есть несколько полезных функций. Например, импульсная функция может быть полезна при сварке тонких материалов, так как она помогает снизить тепловложение и улучшить качество сварного шва. Кроме того, функция продувки может быть полезна для защиты сварочной ванны от окисления. Наконец, контроль баланса может быть полезен при сварке меди, поскольку он позволяет пользователю контролировать соотношение очищающего действия и проплавления.
Как сваривать медь методом TIG: выбор вольфрама для сварки меди
Лучшие вольфрамовые электроды для сварки TIG меди изготавливаются из торированного вольфрама. Торированный вольфрам — это тип вольфрама, который был легирован небольшим количеством оксида тория (ThO2). Эта добавка к вольфраму способствует увеличению его электропроводности, что важно при сварке меди.
Кроме того, торированный вольфрам также имеет более высокую температуру плавления, чем чистый вольфрам, что делает его более устойчивым к износу в процессе сварки. Это важно при сварке меди, так как медь имеет относительно высокую температуру плавления и может легко вызвать разрушение вольфрамового электрода во время сварки. Торированные вольфрамовые электроды также имеют более низкий уровень загрязнения по сравнению с другими вольфрамовыми электродами, что делает их идеальным выбором для сварки меди. Медь лучше всего сваривается остроконечным электродом (sharp point).
Это важно при сварке меди, так как медь имеет относительно высокую температуру плавления и может легко вызвать разрушение вольфрамового электрода во время сварки. Торированные вольфрамовые электроды также имеют более низкий уровень загрязнения по сравнению с другими вольфрамовыми электродами, что делает их идеальным выбором для сварки меди. Медь лучше всего сваривается остроконечным электродом (sharp point).
Присадочные стержни для ВИГ для меди
При сварке ВИГ меди лучше всего использовать стержни из кремниевой бронзы. Сплавы кремниевой бронзы известны своей превосходной прочностью и хорошей свариваемостью. Они также имеют низкую температуру плавления, что делает их идеальными для сварки меди. Они обеспечивают превосходную коррозионную стойкость и хорошую электропроводность. Кроме того, они также относительно недороги, что делает их экономичным выбором для сварки меди.
По сравнению с другими типами присадочных прутков, такими как прутки из алюминиевой бронзы или раскисленной TIG, сплавы кремниевой бронзы обладают превосходной прочностью и свариваемостью. Они также имеют более низкую температуру плавления, чем другие присадочные стержни, что позволяет выполнять сварку быстрее и проще.
Они также имеют более низкую температуру плавления, чем другие присадочные стержни, что позволяет выполнять сварку быстрее и проще.
Кроме того, они обеспечивают превосходную коррозионную стойкость, что важно при сварке меди. Кроме того, присадочная проволока из оголенной меди ERCu может использоваться, когда чистота свариваемой меди превышает 98%. Альтернативой является сплошной медный электрический провод, который может дать подходящие результаты в определенных случаях.
Выбор защитного газа
Для сварки TIG требуются инертные газы, которые не взаимодействуют и не загрязняют вольфрам или сварочную ванну. Обычно используемыми газами TIG являются аргон и гелий. Чистый аргон идеально подходит для любой сварки TIG толщиной менее 1/8 дюйма. Однако аргону несколько не хватает тепла, что имеет решающее значение в борьбе со свойствами меди.
Сварка ВИГ меди со 100% гелием
Все медные сплавы очень хорошо поглощают тепло, в 4 раза больше, чем мягкая сталь. Сваривая медь со 100% гелием, вы получаете дополнительную теплопередачу, что делает этот метод сварки намного более быстрым, с большим проплавлением и более высокими токами, чем обычно.
Сваривая медь со 100% гелием, вы получаете дополнительную теплопередачу, что делает этот метод сварки намного более быстрым, с большим проплавлением и более высокими токами, чем обычно.
Со 100% гелием вы получаете все необходимое для успешной сварки толстой меди, но не без недостатков.
Чистый гелий не обеспечивает наилучшей стабильности дуги, он дорог и может вызвать разбрызгивание из-за более высокой температуры. Кроме того, вокруг него может быть слишком жарко, поэтому вам следует быть особенно осторожным.
Медь для сварки ВИГ со смесью He/Ar – 80 % гелия, 20 % аргона. его толщина. Гелий обеспечивает отличное тепло и проникновение, что отлично работает с медью или другими толстыми металлами. Тем не менее, аргон дешевле и помогает стабилизировать дугу, поэтому сварщики обычно используют смесь гелия и аргона при сварке меди методом TIG.
В отличие от 75/25 Ar/He для стали, для различных медных сплавов по-прежнему требуется смесь, богатая гелием, что является более дорогостоящим, но дает отличные результаты. Однако существуют разные мнения и личные предпочтения сварщиков, а некоторые даже предпочитают 100% аргон на более тонких кусках медного листа.
Однако существуют разные мнения и личные предпочтения сварщиков, а некоторые даже предпочитают 100% аргон на более тонких кусках медного листа.
Подготовка под сварку
Подготовка под сварку меди методом ВИГ является важным этапом, который нельзя упускать из виду. Перед сваркой поверхность меди следует очистить от грязи, пыли и жира, которые могут присутствовать. Это делается с помощью проволочной щетки или шлифовального круга, чтобы удалить любые следы постороннего материала.
Важно подготовить зону сварки, правильно зачистив кромки. Это делается путем шлифовки краев, чтобы убедиться, что они находятся заподлицо и не будут мешать процессу сварки. Этот шаг также помогает обеспечить максимальную прочность сварного шва и отсутствие слабых мест из-за плохой подготовки.
Предварительный нагрев меди
Правильная температура предварительного нагрева меди для сварки ВИГ зависит от толщины материала, но обычно она составляет от 50 до 750 °F. Предварительный нагрев меди производится из-за высокой теплопроводности меди, но он не должен превышать максимально рекомендуемую температуру 800 °F.
Сегменты соединяемых металлических деталей должны быть предварительно равномерно подогреты. Это помогает постепенно рассеивать тепло, а это, в свою очередь, снижает вероятность образования трещин.
Кроме того, высокие температуры помогут вам поддерживать стабильную дугу с надлежащим проплавлением по всему сварному шву. Если детали остынут, медь будет поглощать тепло, а не достигать температуры плавления, необходимой для ее сплавления с другой деталью и присадочным стержнем.
Безопасность сварки при сварке меди
Из-за термических свойств меди предварительный нагрев основного металла и использование 100% гелия может привести к сильному выделению тепла. Кроме того, медь обладает высокой проводимостью, а это означает, что она может быстро передавать электрический ток. В результате контакт с дугой или чрезмерное тепло могут привести к серьезным ожогам или поражению электрическим током.
Вот почему вы всегда должны носить надлежащие средства индивидуальной защиты (СИЗ), такие как защитные очки, перчатки и огнестойкую одежду.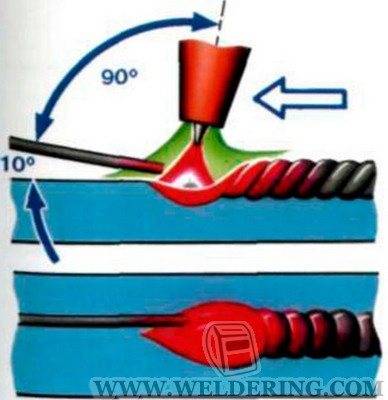 Также важно следить за тем, чтобы на рабочем месте не было горючих материалов, так как искры, образующиеся во время сварки, могут воспламенить эти материалы. Сплавы меди, такие как цинк, могут выделять токсичные пары меди, поэтому убедитесь, что вы проводите сварку в хорошо проветриваемом помещении или используете респиратор, если нет местной или общей вытяжной системы.
Также важно следить за тем, чтобы на рабочем месте не было горючих материалов, так как искры, образующиеся во время сварки, могут воспламенить эти материалы. Сплавы меди, такие как цинк, могут выделять токсичные пары меди, поэтому убедитесь, что вы проводите сварку в хорошо проветриваемом помещении или используете респиратор, если нет местной или общей вытяжной системы.
Кроме того, убедитесь, что вы используете подходящий источник питания для выполняемой работы; если источника питания недостаточно для силы тока, необходимой для сварки меди, это может привести к повреждению как источника питания, так и оператора.
Техника сварки меди
Ключом к успешной сварке любого металла, включая медь, является постоянство. Сохраняйте умеренную длину дуги и подавайте стержень с постоянной скоростью. Но имейте в виду, что медь быстро остывает. Поэтому не следует идти слишком медленно.
Слишком медленное движение приведет к гашению дуги, но вы можете решить эту проблему, увеличив нагрев с помощью ножной педали или управления горелкой. Конечно, до тех пор, пока вы не прожжете дыры насквозь.
Конечно, до тех пор, пока вы не прожжете дыры насквозь.
При сварке листовой меди методом TIG следите за тем, чтобы не прожечь ее. Поскольку медь требует сильного нагрева, вы можете легко ее прожечь, поэтому будьте осторожны. Вы можете использовать импульсную функцию для работы с тонкими металлами, но обычная сварка TIG выполняется с полярностью DCEN, что обеспечивает лучшее проплавление и тепловложение.
Альтернативы сварке меди ВИГ
Помимо процессов сварки, вы можете соединять медь другими методами, в том числе:
- Сварка кислородом-ацетиленом прочное соединение с минимальным подводом тепла. В этом типе сварки используются кислород и ацетилен, которые смешиваются и воспламеняются на конце сварочной горелки. Это создает чрезвычайно горячее пламя, которое нагревает металл до необходимой температуры плавления. В зависимости от типа свариваемой меди температура этого пламени может колебаться от 2600 до 3000 градусов по Фаренгейту (1427-1649Цельсия). Этот метод сварки дешевле, чем сварка TIG, и может использоваться для тонкостенных металлов или крупных литых деталей.
- Пайка : Пайка является еще одной альтернативой сварке ВИГ меди, которая включает использование тепла и присадочного металла для соединения двух кусков металла вместе. Этот тип сварки не требует высоких температур, как другие виды сварки, и обычно используется для более тонких материалов. Наиболее распространенный припой, используемый для меди, представляет собой сплав, состоящий из олова и свинца, хотя также доступны бессвинцовые сплавы. Преимущество пайки перед сваркой TIG заключается в том, что она требует меньше времени и энергии, а также является более рентабельной.
- Пайка : Подобно пайке, пайка является еще одной альтернативой сварке ВИГ меди, которая включает использование тепла и прутка для пайки для соединения двух кусков металла вместе. Этот тип сварки требует более высоких температур, чем пайка, обычно от 1400 до 2000 градусов по Фаренгейту (760-1093 по Цельсию). Хотя пайка может быть не такой прочной, как сварка ВИГ меди, ее можно использовать в ситуациях, когда прочность и эстетика не имеют большого значения. Кроме того, пайка обычно более рентабельна, чем другие виды сварки, из-за относительно недорогого оборудования и расходных материалов.
 Этот метод сварки дешевле, чем сварка TIG, и может использоваться для тонкостенных металлов или крупных литых деталей.
Этот метод сварки дешевле, чем сварка TIG, и может использоваться для тонкостенных металлов или крупных литых деталей. Хотя пайка может быть не такой прочной, как сварка ВИГ меди, ее можно использовать в ситуациях, когда прочность и эстетика не имеют большого значения. Кроме того, пайка обычно более рентабельна, чем другие виды сварки, из-за относительно недорогого оборудования и расходных материалов.
Хотя пайка может быть не такой прочной, как сварка ВИГ меди, ее можно использовать в ситуациях, когда прочность и эстетика не имеют большого значения. Кроме того, пайка обычно более рентабельна, чем другие виды сварки, из-за относительно недорогого оборудования и расходных материалов.Заключительные мысли
Сварка меди методом ВИГ может быть сложной задачей, но первым шагом к получению прочного сварного шва является понимание проблем и проблем. Как только вы освоитесь с настройками сварки, подготовкой, присадочным материалом и выбором вольфрама, вы готовы к успеху.
Подготовка к сварке для вашего медного проекта имеет решающее значение, как и сам процесс сварки, поэтому не стесняйтесь тратить больше времени на рассмотрение всех вариантов. Наконец, следуя нашему подробному руководству, вкладывая практику и терпение, у вас не должно быть слишком много проблем при сварке меди TIG.
Ресурсы:
- https://www.weldingtipsandtricks.com/tig-copper-welding. html
- https://workshopinsider.com/weld-copper/
- https://www.everlastgenerators.com/forums/showthread.php/4589-Can-you-weld-copper-with-your-TIG-welder
- https://www.metalworkmasters.com/welding/how-to-tig-weld-copper/
- https://blog.thepipingmart.com/metals/tig-welding-copper-nickel-pipes-an-overview/
 html
htmlСварка меди и медных сплавов
Медь и ее сплавы, включая латунь и бронзу, являются важными металлами из-за их электро- и теплопроводности и коррозионной стойкости. В данной статье будут рассмотрены специфические требования, методы, оборудование и приемы сварки этих металлов с сохранением их характеристик материала.
Традиционная сварка меди может быть сложной задачей, поскольку ее высокая теплопроводность заставляет ее отводить тепло от сварного шва намного быстрее, чем, например, сталь. В результате требуются высокие уровни энергии и тепла, чтобы полностью расплавить две заготовки и создать прочный сварной шов.
Методы сварки меди
Высокая теплопроводность и скорость расширения меди и сплавов, таких как латунь, также могут вызвать коробление и деформацию сварных швов легче, чем стали. Чтобы предотвратить это, заготовки могут нуждаться в предварительном нагреве. Также может помочь использование зажимов и приспособлений, сварка в правильной последовательности и более близкое расположение прихваточных швов.
Чтобы предотвратить это, заготовки могут нуждаться в предварительном нагреве. Также может помочь использование зажимов и приспособлений, сварка в правильной последовательности и более близкое расположение прихваточных швов.
Некоторые металлы, легирующие медь, такие как алюминий, реагируют с кислородом с образованием оксидных пленок на поверхности. Они должны быть удалены перед сваркой вместе с любой заводской грязью или другими загрязнениями с поверхностей, чтобы они не попали в сварной шов. Эти частицы имеют тенденцию испаряться при высокой температуре сварки, оставляя пустоты и вызывая пористость.
Во избежание этого осматривайте и очищайте заготовки и сварные соединения до и после каждого этапа прихватки и сварки. Используйте только шлифовальные круги и проволочные щетки, которые использовались для обработки нержавеющей стали или меди/медно-никелевого сплава, но никогда не применяйте их для обработки углеродистой стали, чтобы предотвратить загрязнение частицами углерода.
Ниже приведены основные варианты материала решетки гриля:
Медь в основном сплавляется с оловом, цинком, алюминием, кремнием и никелем, а также с небольшим количеством других элементов. Латунь — это сплав меди с цинком, а бронза — сплав меди с оловом, алюминием или кремнием.
Медно-никелевые сплавы — еще одна распространенная комбинация: либо 90/10 (90% меди до 10% никеля), либо 70/30 (70% меди до 30% никеля). Для этого материала можно не беспокоиться о создании зон термического влияния, которые могут изменить характеристики металла.
Точный состав каждого медного сплава определяет его физические свойства, такие как температура плавления, которые, в свою очередь, влияют на его сварочные характеристики. Например, сварка медно-никелевого сплава на самом деле проще, чем сварка меди, потому что его более низкая теплопроводность не требует предварительного нагрева.
Процесс сварки
По данным Ассоциации по развитию меди, MIG или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) и TIG или дуговая сварка вольфрамовым электродом в среде защитного газа (GTAW) являются хорошим выбором для сварки всех типов меди и медных сплавов.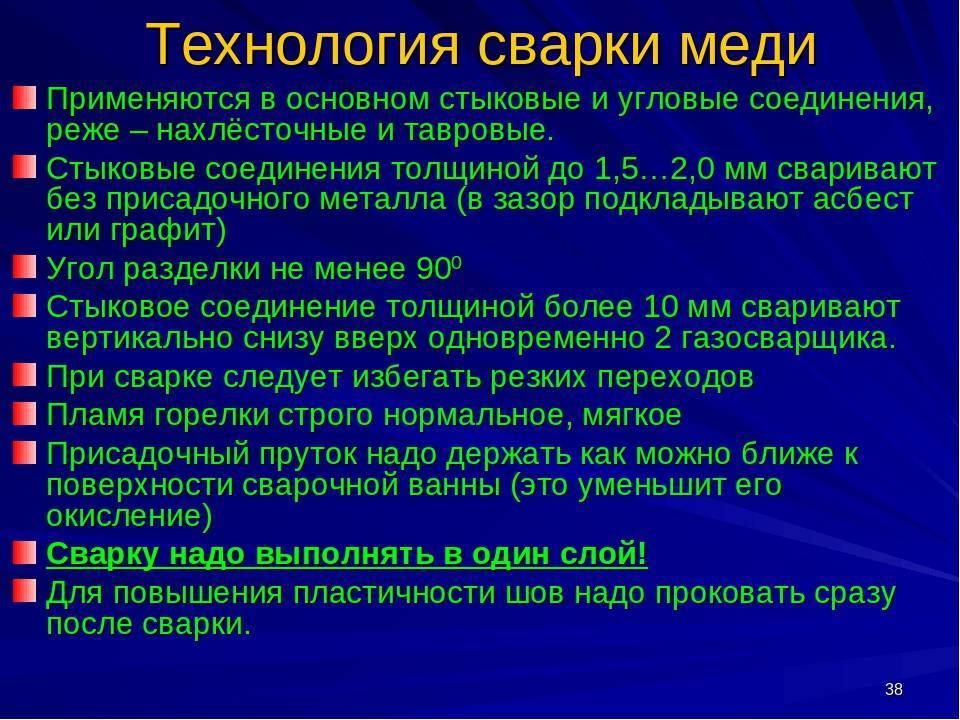
Дуговая сварка в защитном металле (SMAW) или электродуговая сварка может использоваться с некоторыми медными сплавами, такими как алюминиевая бронза, кремниевая бронза и медно-никелевый сплав.
Газовая защита важна для предотвращения образования оксидов в процессе сварки, что может привести к пористости. Обязательно держите присадочный металл в пределах защиты газового щита, чтобы предотвратить окисление.
Для меди используются те же вольфрамовые электроды, которые используются для сварки стали методом TIG.
Предотвращение эффектов сварки
Неполное проплавление сварного шва может произойти из-за высокой теплопроводности металлов. Эти сплавы, включая латунь, содержащую менее 20% цинка, предварительно нагревают перед сваркой.
Некоторые медные сплавы, включая медно-никелевый сплав, подвержены горячему растрескиванию после охлаждения сварного шва. Чтобы этого не произошло, тщательно очищайте поверхность заготовок от даже небольшого количества загрязнений.