Ремонт сварочных инверторов своими руками: диагностика и методы устранения
Когда ломается сварочный аппарат, срываются планы по работе. Требуется найти причину поломки и устранить ее. Если оборудование уже не на гарантии, не обязательно обращаться в сервисный центр. Некоторые проблемы можно распознать и отремонтировать своими силами. В статье мы рассмотрим возможные неисправности в разных инверторных аппаратах, способы диагностики и методики ремонта. Так же затронем, какие лучше покупать сварочные аппараты, чтобы реже сталкиваться с их поломками.
В этой статье:
- Устройство инверторного сварочного аппарата
- Диагностика поломок инверторных сварочных аппаратов
- Конкретные признаки неисправности и способы ремонта
- Советы при сварке
Устройство инверторного сварочного аппарата
Чтобы повысить шансы на успех при ремонте сварочного аппарата, нужно немного разобраться в его устройстве. Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.
Все виды оборудования для ММА, TIG и MIG сварки имеют общий инверторный блок, только в случае ручной дуговой сварки процесс ведется плавящимся электродом в обмазке, а у аргоновой горелки предусматривается неплавящийся вольфрамовый электрод и канал для подачи защитного газа. У полуавтоматов дополнительно есть барабан и подающий механизм.
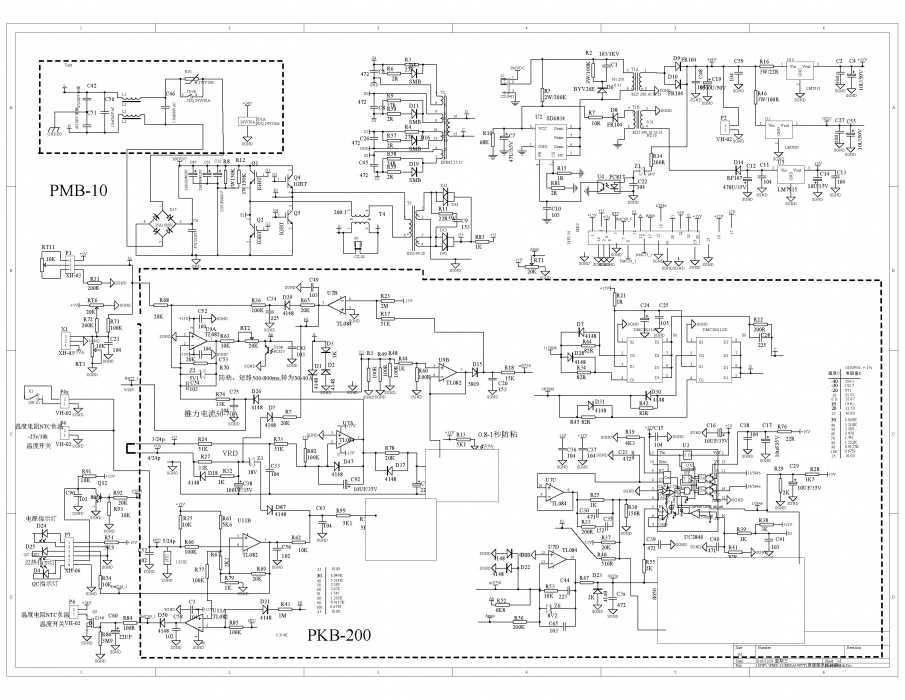
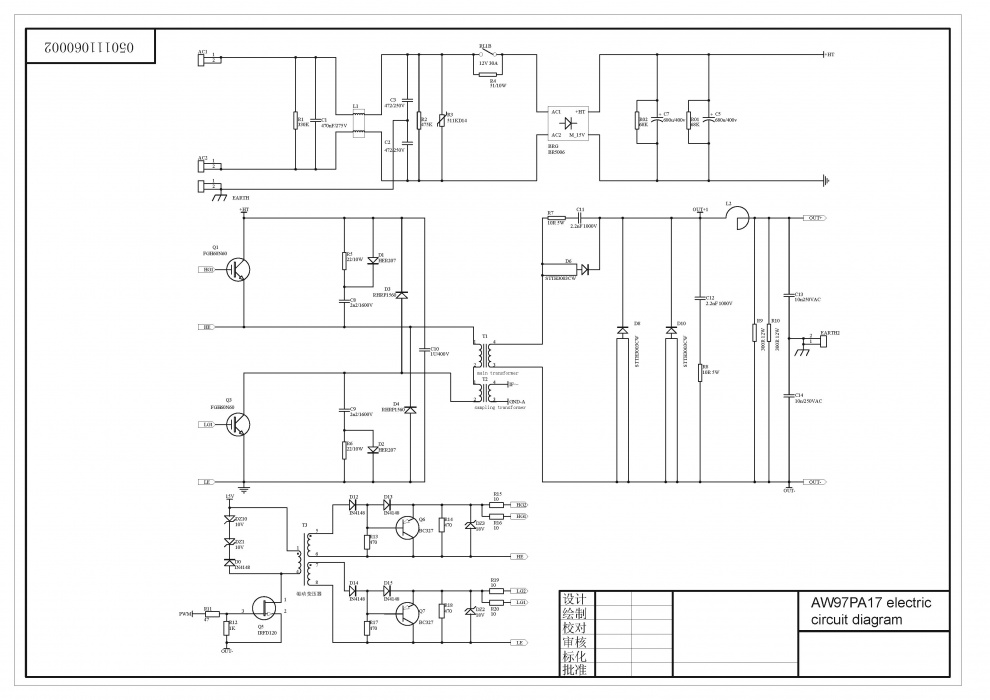
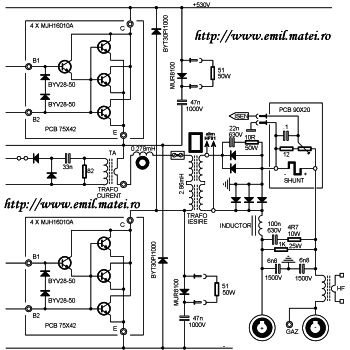
Инверторный блок, выдающий преобразованный постоянный ток для сварки, состоит из следующих элементов:
 Фильтр устраняет негативное воздействие.
Фильтр устраняет негативное воздействие.
Основным элементом выступает плата управления с ключами. Это транзисторные ключи типа Mosfet или более современные — IGBT. Содержат по 2 или по 4 ключа, соответственно делятся на полумостовые и мостовые. Обеспечивают экономичный расход электроэнергии, нагрузку и тонкие настройки сварочного тока.
Суть работы инвертора заключается в получении от сети переменного тока с частотой 50 Гц, его выпрямления, преобразования снова в переменный, но с уже повышенной во много раз частотой. На выходе ток снова выпрямляется и сварка ведется постоянным током.
Диагностика поломок инверторных сварочных аппаратов
Когда сварочный аппарат не работает, из него пошел дым, ощущается запах гари, необходима диагностика. В домашних условиях это делается так:
В домашних условиях это делается так:
-
Отключите аппарат от сети -
Выкрутите винты боковой крышки -
Осмотрите платы, конденсаторы, транзисторы, клеммы -
Подергайте провода рукой
Искать необходимо черные следы (если что-то сгорело) или слабый, болтающийся контакт. Чаще всего инверторы перестают работать по причине перегорания одного из элементов. Тогда аппарат полностью не включается или гудит, но не варит. Задача — найти проблемный модуль и заменить его или восстановить контакт.
Если визуальный осмотр ничего не дал, диагностика продолжается при помощи мультиметра. Не специалисту нельзя лезть в инвертор, находящийся под напряжением. Проверка сопротивления и заявленных параметров по напряжению и силе тока — это удел мастеров. Любителю можно только прозвонить отключенную от питания электросхему.
Для этого установите переключатель в мультиметре в режим прозвона. Часто он обозначен колокольчиком или иконкой проверки целостности цепи. В зависимости от радиодетали, которую вы планируете проверять, применяется различные способы проверки, а также выбор параметров на мультиметре. В общем смысле необходимо один контакт детали прислонить в одному щупу, а другой — к другой. На экране мультиметра должна загореться единица (контакт есть или иное обозначение). Если на дисплее нули, вы нашли сгоревший элемент (зависит от вида радиодетали).
Его нужно выпаять и заменить на новый с аналогичной маркировкой. Пайку лучше производить станцией с оловоотсосом, чтобы не залить припоем соседние контакты, создав дорожку для короткого замыкания после включения:
-
Нагрейте ножки сгоревшего элемента и расшевелите его в печатной плате, извлеките наружу -
Обезжирьте место соединения канифолью -
Вставьте новый элемент в отверстия печатной платы -
Подайте припой и дождитесь его застывания
Чтобы прозвонить тестером диодные мосты, их, как правило, предварительно потребуется выпаять из общей схемы, т. к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
к. порой они запараллелены, что не дает возможности верного определения неисправного моста.
Это общие принципы диагностики и ремонта. Далее рассмотрим поломки разной степени сложности, возможные причины и способы устранения.
Конкретные признаки неисправности и способы ремонта
Поломки сварочного инвертора можно разделить по степени сложности. Некоторые вполне реально устранить своими руками в домашних условиях.
Сварочный инвертор искрит, но не варит
СкрытьПодробнее
Проблема характеризуется отсутствием сварочной дуги, но небольшой контакт проявляется при проведении электродом по изделию. Это простая поломка, связанная со слабым соединением. Проверьте жесткость присоединения сварочного кабеля и массы к гнездам в аппарате. Если они болтаются, закрепите. Проверьте присоединение массы к изделию. Если это самодельный крючок — лучше прихватите его сваркой. Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Даже в случае использования «крокодила» пошевелите его, чтобы улучшить контакт.
Искрить электрод может по причине неверно выбранной силы тока. Иногда «крутилка» случайно сбивается при перестановке аппарата, если задеть ее одеждой. Чтобы такого не происходило, используйте инверторы с защитным экраном, закрывающим панель управления. Такой есть, например у аппарата для сварки EWM PICO 160 CEL PULS ММА
Искрить, но не варить инвертор может из-за слабого входящего напряжения. Проверьте тестером показания в розетке. Если они ниже 220 В, то поможет стабилизатор напряжения или сварочные аппараты, рассчитанные на работу с пониженным входящим током. Например сварочный инвертор РЕСАНТА САИ-220 варит при входном напряжении 140 В. Конечно, 220 А он не выдает при заниженных параметрах входящего тока, зато получится приварить листы железа к воротам, сварить бак для дачи и пр.
Чем больше просадка напряжения, тем ниже сварочный ток.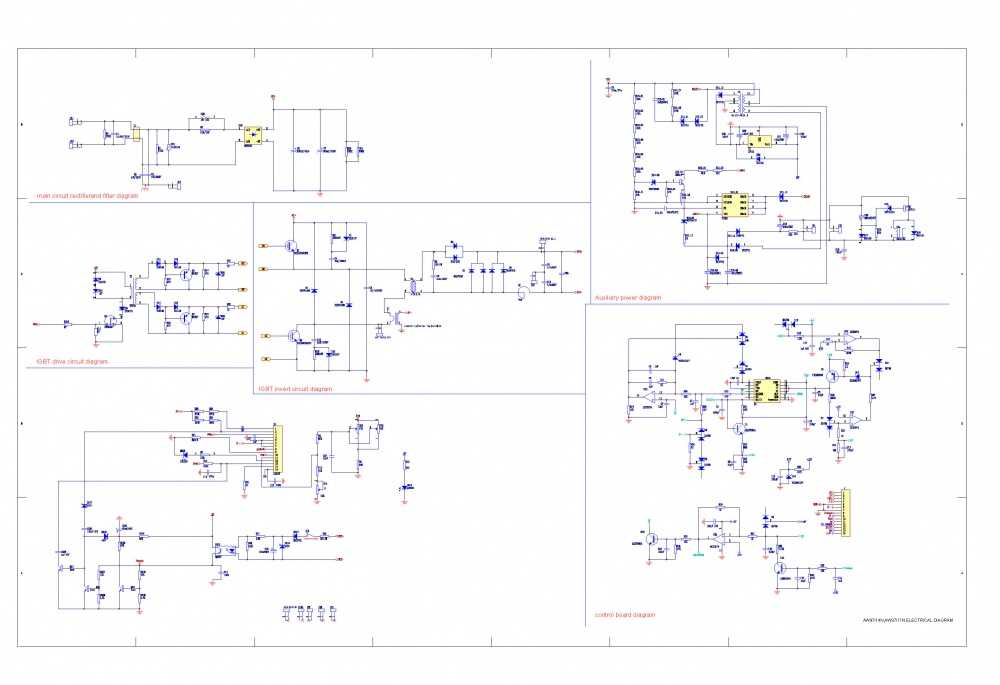 Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
Вот таблица напряжения на плату при сварке инвертором с пределом 160 А, показывающая взаимозависимость параметров.
|
Напряжение от сети, В |
Сопротивление, Ом |
Сварочный ток, А |
|---|---|---|
|
220 |
0 |
160 |
|
210 |
1 |
150 |
|
197 |
2 |
145 |
|
180 |
3 |
115 |
|
165 |
4 |
105 |
Длинный сетевой провод приводит к повышенному сопротивлению и снижает входящий ток. Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Здесь поможет переподключение в более близкую розетку коротким проводом или использование инверторов, рассчитанных на пониженное напряжение.
Длинные сварочные кабеля массы и электрододержателя тоже выступают повышенным сопротивлением, снижая силу тока. Попробуйте подсоединить короткие кабеля 3-4 м и повторить возбуждение дуги.
Электрод прилипает к металлу
СкрытьПодробнее
Электрод может прилипать по тем же причинам, что и искрить: низкий сварочный ток, длинный сетевой провод и сварочные кабеля, пониженное напряжение в сети. Но порой такое случается при сварке тонкого металла. Сварочный ток 60-80 А прожигает металл, а низкий 30-50 А вызывает прилипание электрода.
Тогда выбирайте сварочный инвертор с функцией антизалипание. Например ESAB BUDDY ARC нем есть специальный режим, который при пониженных рабочих токах «чувствует» момент прилипания электрода и кратковременно подает повышенный ток. Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Действие длится секунду, после чего сила тока спадает до установленной сварщиком. Этого достаточно, чтобы электрод не прилип, а металл не прожегся.
Не регулируется ток
СкрытьПодробнее
Когда невозможно изменить силу тока, дело в самом переключателе. Он неисправен механически или по электрической части. Снимите пластиковую «крутилку» и попробуйте провернуть шток пассатижами.
Если регулятор не реагирует, значит нужно прозвонить его контакты мультиметром. В случае обрыва регулятор меняют целиком, отпаяв клеммы и выкрутив его из корпуса. Установите новый регулятор и проверьте работу аппарата.
Почему сварочный аппарат включается, но не варит
СкрытьПодробнее
Если лампочка «Сеть» горит и гудит вентилятор, но сварочный аппарат не варит, скорее всего, он перегрелся. У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У каждого инвертора есть своя продолжительность включения(ПВ) или продолжительность нагрузки (ПН). Она указывается в % и означает, сколько из 10 минут оборудование может работать беспрерывно на определенном токе.
У бытовых моделей чаще всего показатель ПВ 30-40%, поэтому проварив 5-10 минут подряд устройство уходит в защиту, чтобы не сгореть. Подождите 20-30 минут, пока аппарата не остынет и попробуйте варить снова. Если требуются длительные регулярные сварочные работы, используйте аппараты с ПВ 60-100%, как например инвертор БАРСВЕЛД Profi ARC-507 D для трехфазной сети или сварочник ТОРУС-250 Экстра для двухфазной. Среди полуавтоматов хорошо зарекомендовал себя по продолжительности нагрузки Аврора PRO OVERMAN 200
Сварочный инвертор не включается/не работает
СкрытьПодробнее
Если на инверторе не горят лампочки, возможно, оборван сетевой провод.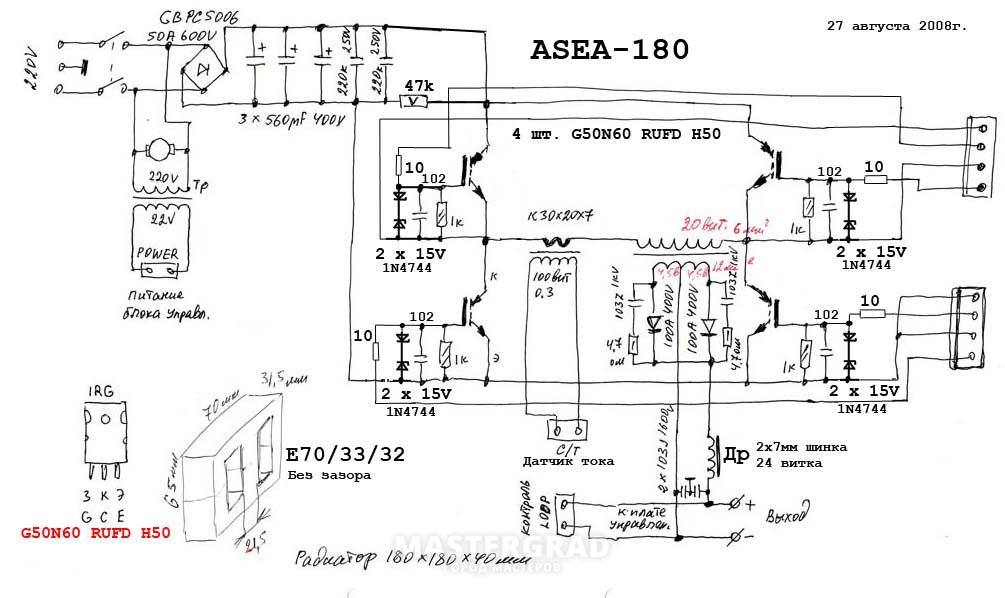 Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Разберите корпус и проверьте надежность контактов сетевого кабеля. Вторая вероятная причина — большой слой пыли на плате, — аппарат ушел в защиту, чтобы избежать короткого замыкания. Разберите корпус и продуйте аппарат сжатым воздухом от компрессора. Если компрессора нет, используйте мягкую щетку.
Когда инвертор не включается, проверьте входной диодный мост и силовые конденсаторы.
Советы при сварке
Чтобы сварочные аппараты не ломались, важно соблюдать ряд простых советов:
-
Подбирайте правильные режимы сварки -
Периодически проверяйте плотность контактов сварочных кабелей и сетевого провода -
При пониженном напряжении используйте аппараты, рассчитанные на просадку -
Не перегружайте инвертор сверх его паспортного ПВ. Давайте оборудованию остывать -
Следите, чтобы корпус не накрыли сверху рабочей одеждой или другими материалами, задерживающими теплообмен -
Не размещайте инвертор в запыленных помещениях
Если предстоит регулярно варить в тяжелых строительных условиях, применяйте сварочные аппараты с защитой корпуса резиновыми накладками, как это есть у аргоновой модели Сварог REAL TIG 200 или ММА полуавтомат ESAB Rebel EMP
Выбрать надежные полуавтоматы, инверторы TIG и аппараты РДС можно среди проверенных брендов EWM, Fronius, Lincoln Electric, ESAB. Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Или обращайте внимание на категорию «профессиональные» и «полупрофессиональные», где модели изначально рассчитаны на более продолжительную работу. Тогда реже придется сталкиваться с поломками и чинить их.
Ответы на вопросы: как отремонтировать сварочный аппарат своими руками?
Как часто нужно продувать инвертор от пыли?
СкрытьПодробнее
Это зависит от степени запыленности помещения, где он расположен. Если рядом ведется абразивная резка металла, шлифовка, полировка нержавейки, то чистку рекомендуется производить еженедельно. продувка необходима каждый месяц, а лучше каждую неделю. В обычных гаражных условиях профилактическая продувка достаточна раз в 6 месяцев.
Что делать, если инвертор слабо варит?
СкрытьПодробнее
Проверьте напряжение в розетке, оно должно соответствовать ГОСТу. Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Если оно низкое, попробуйте варить в другое время суток. Если напряжение нормальное, постарайтесь подключить аппарат в сеть с минимальной длиной провода (сетевые провода 220 V создают дополнительное сопротивление).
Чем и как продуть инвертор от пыли?
СкрытьПодробнее
Для этого подойдет любой компрессор. В большинстве моделей ничего разбирать не требуется. На лицевой стороне есть перфорация для вентиляции. Наставьте шланг на нее и включите подачу воздуха. Пыль выйдет с обратной стороны за вентилятором.
Как быть, если сварочный аппарат сильно тарахтит при сварке?
СкрытьПодробнее
Для трансформаторов — это обычный звук работы. Сделать ничего нельзя. Если начал тарахтеть инвертор, проверьте прочность крепления кожуха. Часто винтики раскручиваются от вибрации и корпус начинает резонировать.
Что делать, если разболталось гнездо кабеля массы/держателя?
СкрытьПодробнее
Если разъем болтается, это создает плохой контакт, что приведет к поломке аппарата. Разъем необходимо заменить. мешает варить. Разъем можно заменить, добравшись с обратной стороны. Купите точно такой же для своей модели инвертора.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Вернуться к списку
Товары
Собственный импорт
Быстрый просмотр
Аргонодуговой аппарат БАРСВЕЛД Profi TIG-217 DP AC/DC (220 В)
70 850 руб
Купить
Re:Evolution БАРСВЕЛД – это переворот, крутой перелом в истории сварочного оборудования ТМ БАРСВЕЛД! Благодаря наработанному опыту производства и накопленным знаниям
Быстрый просмотр
Сварочный полуавтомат ESAB Caddy Mig C200i (с горелк. )
)
155 308.49 руб
Купить
Caddy Mig C200I — это компактный, переносной сварочный полуавтомат со встроенным механизмом подачи для проволоки в 5 кг. бобинах. Идеально
Быстрый просмотр
Сварочный инвертор FUBAG IR 200 (220 В)
9 470 руб
Купить
Инверторный аппарат для сварки штучными покрытыми электродами (ММА) создан с использованием усовершенствованной технологии IGBT. Аппарат использует электрическую дугу между электродом
Неисправности и методика ремонта инверторных сварочных аппаратов своими руками
Все большую популярность среди мастеров сварщиков завоевывают инверторные сварочные аппараты благодаря своим компактным размерам, небольшой массе и приемлемым ценам. Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Как и любое другое оборудование, данные аппараты могут выходить из строя по причине неправильной эксплуатации или из-за конструктивных недоработок. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но существуют поломки, которые устраняются только в сервисном центре.
Содержание
- 1 Устройство сварочного инвертора
- 2 Как работает инвертор
- 3 Причины поломок инверторов
- 4 Особенности ремонта
- 5 Основные неисправности агрегата и их диагностика
- 5.1 Аппарат не включается
- 5.2 Нестабильность сварочной дуги или разбрызгивание металла
- 5.3 Сварочный ток не регулируется
- 5.4 Большое энергопотребление
- 5.5 Электрод прикипает к металлу
- 5.6 Горит перегрев
Устройство сварочного инвертора
Сварочные инверторы в зависимости от моделей работают как от бытовой электрической сети (220 В), так и от трехфазной (380 В). Единственное, что нужно учитывать при подключении аппарата к бытовой сети – это его потребляемая мощность. Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Если она превышает возможности электропроводки, то работать агрегат при просаженной сети не будет.
Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямительный блок. Этот блок, состоящий из диодного моста, размещен на входе всей электрической цепи аппарата. Именно на него подается переменное напряжение из электросети. Чтобы снизить нагревание выпрямителя, к нему прикреплен радиатор. Последний охлаждается вентилятором (приточным), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Реализована она с помощью термодатчика, который при достижении диодами температуры 90° разрывает цепь.
- Конденсаторный фильтр. Подсоединяется параллельно к диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В, и по емкости от 470 мкФ для каждого конденсатора.
- Фильтр для подавления помех.
 Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр. - Инвертор. Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полные мостовые. Ниже приведена схема полумостового преобразователя, имеющего 2 транзисторных ключа, на основе устройств серий MOSFET или IGBT, которые чаще всего можно увидеть на инверторных аппаратах средней ценовой категории.Схема же полного мостового преобразователя является более сложной и включает в себя уже 4 транзистора. Данные типы преобразователей устанавливают на самых мощных аппаратах для сварки и соответственно — на самых дорогостоящих.
Так же, как и диоды, транзисторы устанавливаются на радиаторы для лучшего отвода от них тепла. Чтобы защитить транзисторный блок от всплесков напряжения, перед ним устанавливается RC-фильтр.
- Высокочастотный трансформатор. Устанавливается после инвертора и понижает высокочастотное напряжение до 60-70 В. Благодаря включению в конструкцию данного модуля ферритового магнитопровода, появилась возможность снизить вес и уменьшить габариты трансформатора, а также уменьшить потери мощности и повысить КПД оборудования в целом. К примеру, вес трансформатора, имеющего железный магнитопровод и способного обеспечивать ток в 160 А, будет около 18 кг. Но трансформатор с ферритовым магнитопроводом при тех же характеристиках тока будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, в составе которого находятся специальные диоды, с большой скоростью реагирующие на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что не способны обычные диоды. Мост оборудован радиаторами, предотвращающими его перегрев. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
- Плата управления. Управлением всеми операциями инвертора занимается микропроцессор, который получает информацию и контролирует работу аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению, подбираются идеальные параметры тока для сварки разного рода металлов. Также электронное управление позволяет экономить электроэнергию за счет подачи точно рассчитанных и дозированных нагрузок.
- Реле плавного пуска. Чтобы во время пуска инвертора не перегорели диоды выпрямителя от высокого тока заряженных конденсаторов, применяется реле плавного пуска.
 Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушать работу других приборов, подключенных к данной электрической сети. Чтобы убрать помехи, перед выпрямителем устанавливают фильтр.
 На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.
На выходе модуля размещаются две медных клеммы, обеспечивающих надежное подключение к ним силового кабеля и кабеля массы.Как работает инвертор
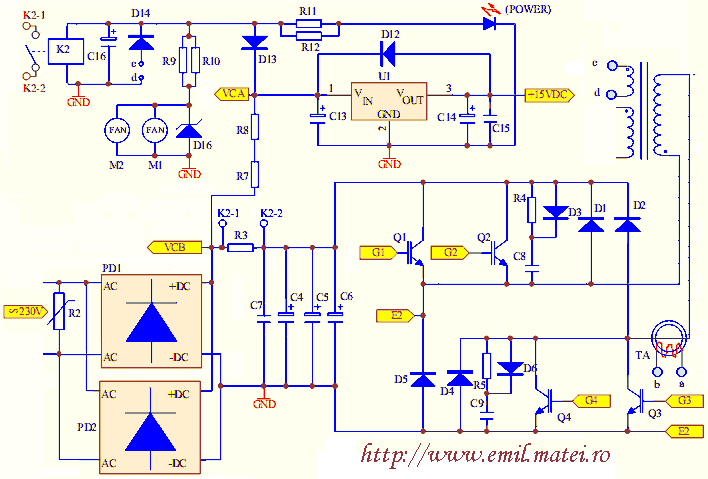
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
Причины поломок инверторов
Современные инверторы, особенно сделанные на основе IGBT-модуля, достаточно требовательны к правилам эксплуатации. Объясняется это тем, что при работе агрегата его внутренние модули выделяют много тепла. Хотя для отвода тепла от силовых узлов и электронных плат используются и радиаторы, и вентилятор, этих мер порой бывает недостаточно, особенно в недорогих агрегатах. Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Поэтому нужно четко следовать правилам, которые указаны в инструкции к аппарату, подразумевающие периодическое выключение установки для остывания.
Обычно это правило называется “Продолжительность включения” (ПВ), которая измеряется в процентах. Не соблюдая ПВ, происходит перегрев основных узлов аппарата и выход их из строя. Если это произойдет с новым агрегатом, то данная поломка не подлежит гарантийному ремонту.
Также, если инверторный сварочный аппарат работает в запыленных помещениях, на его радиаторах оседает пыль и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и поломке электрических узлов. Если от присутствия пыли в воздухе избавиться нельзя, требуется почаще открывать корпус инвертора и очищать все узлы аппарата от накопившихся загрязнений.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Поломки случаются по причине появления конденсата на разогретой плате управления, в результате чего происходит замыкание между деталями данного электронного модуля.
Особенности ремонта
Отличительной особенностью инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. К тому же, из строя могут выходить диодные мосты, транзисторные блоки, трансформаторы и другие детали электрической схемы аппарата. Чтобы провести диагностику своими руками, требуется иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышесказанного становится понятно, что, не имея необходимых навыков и знаний, приступать к ремонту аппарата, особенно электроники, не рекомендуется. В противном случае ее можно полностью вывести из строя, и ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Основные неисправности агрегата и их диагностика
Как уже говорилось, инверторы выходят из строя из-за воздействия на “жизненно” важные блоки аппарата внешних факторов. Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут происходить из-за неправильной эксплуатации оборудования или ошибок в его настройках. Чаще всего встречаются следующие неисправности или перебои в работе инверторов.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.
Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Неисправности и способы ремонта инверторных сварочных аппаратов своими руками
Инверторные сварочные аппараты завоевывают все большую популярность среди сварщиков благодаря своим компактным размерам, небольшому весу и приемлемой цене. Как и любое другое оборудование, эти устройства могут выйти из строя из-за неправильной эксплуатации или из-за конструктивных недостатков. В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но бывают поломки, которые устраняются только в сервисном центре.
В некоторых случаях ремонт инверторных сварочных аппаратов можно провести самостоятельно, изучив устройство инвертора, но бывают поломки, которые устраняются только в сервисном центре.
Содержание
- 1 Сварное инверторное устройство
- 2 Как работает инвертор
- 3 Причины расщеплений инверторов
- 4 Особенности ремонта
- 5 Основные неисправности и их диагностики
- 5.1. Устройство не включает
- и их диагностика
- 5.1. Устройство не включает
- . 5.2 Нестабильность сварочной дуги или брызги
- 5.3 Сварочный ток не регулируется
- 5.4 Большой расход электроэнергии
- 5.5 Электрод прилипает к металлу.
- 5.6 Горит перегрев
Устройство сварочного инвертора
В зависимости от моделей сварочные инверторы работают как от бытовой электросети (220 В), так и от трехфазной (380 В). Единственное, что необходимо учитывать при подключении устройства к бытовой сети, это его энергопотребление.
Если она превышает пропускную способность проводки, то блок не будет работать при плоской сети.Итак, в устройство инверторного сварочного аппарата входят следующие основные модули.
- Первичный выпрямитель . Этот узел, состоящий из диодного моста, ставится на входе всей электрической цепи устройства. Это переменное напряжение, подаваемое из сети. Для уменьшения нагрева выпрямителя к нему присоединен радиатор. Последний охлаждается вентилятором (всасывающим), установленным внутри корпуса агрегата. Также диодный мост имеет защиту от перегрева. Он реализован с помощью термодатчика, который при достижении диодами температуры 90°, разрывает цепь.
- Фильтр конденсатора . Он подключен параллельно диодному мосту для сглаживания пульсаций переменного тока и содержит 2 конденсатора. Каждый электролит имеет запас по напряжению не менее 400 В и емкость 470 мкФ на каждый конденсатор.
- Фильтр подавления помех . Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушить работу других устройств, подключенных к этой электрической сети. Для удаления помех перед выпрямителем установлен фильтр.
- Инвертор . Отвечает за преобразование переменного напряжения в постоянное. Преобразователи, работающие в инверторах, могут быть двух типов: двухтактные полумостовые и полномостовые. Ниже представлена схема полумостового преобразователя, имеющего 2 транзисторных ключа на базе приборов серии MOSFET или IGBT, которые чаще всего можно увидеть на инверторных устройствах средней ценовой категории. Схема полного мостового преобразователя более сложная и уже включает 4 транзистора. Эти типы преобразователей устанавливаются на самые мощные аппараты для сварки и, соответственно, на самые дорогие.
Так же, как и диоды, транзисторы монтируются на радиаторы для лучшего отвода тепла от них. Для защиты транзисторного блока от скачков напряжения перед ним установлен RC-фильтр.
- Высокочастотный трансформатор . Он устанавливается после инвертора и снижает высокочастотное напряжение до 60-70 В. За счет включения в конструкцию этого модуля ферритового магнитопровода стало возможным уменьшить вес и уменьшить размеры трансформатора, а также снизить потери мощности и повысить КПД оборудования в целом. Например, вес трансформатора, имеющего железный магнитопровод и способного обеспечить ток силой 160 А, будет около 18 кг. А вот трансформатор с ферритовым магнитопроводом при тех же токовых характеристиках будет иметь массу около 0,3 кг.
- Вторичный выходной выпрямитель. Состоит из моста, который состоит из специальных диодов, с большой скоростью реагирующих на высокочастотный ток (открытие, закрытие и восстановление занимает около 50 наносекунд), на что обычные диоды не способны. Мост оборудован радиаторами для предотвращения его перегрева. Также выпрямитель имеет защиту от скачков напряжения, реализованную в виде RC-фильтра. На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления.
- Плата управления . Всеми операциями инвертора управляет микропроцессор, который получает информацию и управляет работой аппарата с помощью различных датчиков, расположенных практически во всех узлах агрегата. Благодаря микропроцессорному управлению подбираются идеальные параметры тока для сварки различных видов. металлов. Кроме того, электронное управление экономит энергию, обеспечивая точно рассчитанные и дозированные нагрузки.
- Реле плавного пуска . Чтобы диоды выпрямителя от большого тока заряженных конденсаторов не сгорели во время пуска инвертора, используется реле плавного пуска.
Принцип работы инвертора
Ниже представлена схема, наглядно показывающая принцип работы сварочного инвертора.
Итак, принцип работы этого модуля сварочного аппарата следующий. Первичный выпрямитель инвертора получает напряжение от бытовой электросети или от генераторов, бензиновых или дизельных.
Входной ток переменный, но проходя через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где преобразуется обратно в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее высокочастотное напряжение снижается трансформатором до 60-70 В с одновременным увеличением тока. На следующем этапе ток снова поступает в выпрямитель, где преобразуется в постоянный, а затем подается к выходным клеммам устройства. Все текущие преобразования управляется микропроцессорным блоком управления. Причины поломок инвертора
Современные инверторы, особенно выполненные на основе модуля IGBT, достаточно требовательны к правилам эксплуатации. Это объясняется тем, что при работе агрегата его внутренние модули выделяют много тепла . Хотя для отвода тепла от блоков питания и электронных плат используются как радиаторы, так и вентилятор, иногда этих мер бывает недостаточно, особенно в недорогих блоках.
Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.Это правило обычно называется «Вовремя» (PV), которое измеряется в процентах. При несоблюдении ПВ происходит перегрев основных узлов аппарата и выход их из строя. Если такое случилось с новым блоком, то данная поломка не подлежит гарантийному ремонту.
Также при работе инверторного сварочного аппарата в запыленных помещениях пыль скапливается на его радиаторах и мешает нормальной теплоотдаче, что неизбежно приводит к перегреву и выходу из строя электрических компонентов. Если избавиться от присутствия пыли в воздухе невозможно, часто приходится вскрывать корпус инвертора и очищать все компоненты аппарата от скопившейся грязи.
Но чаще всего инверторы выходят из строя, когда они работают при низких температурах. Сбои возникают из-за конденсата на нагреваемой плате управления, в результате чего происходит короткое замыкание между деталями электронного модуля.
Особенности ремонта
Отличительной чертой инверторов является наличие электронной платы управления, поэтому диагностировать и устранить неисправность в данном блоке может только квалифицированный специалист. . Кроме того, могут выйти из строя диодные мосты, транзисторные блоки, трансформаторы и другие части электрической цепи устройства. Чтобы провести диагностику своими руками, необходимо иметь определенные знания и навыки работы с такими измерительными приборами, как осциллограф и мультиметр.
Из вышеизложенного становится понятно, что, не имея необходимых навыков и знаний, не рекомендуется приступать к ремонту аппарата, особенно электроники. В противном случае он может быть полностью выведен из строя, а ремонт сварочного инвертора обойдется в половину стоимости нового агрегата.
Неисправности основных блоков и их диагностика
Как уже было сказано, инверторы выходят из строя из-за воздействия на «жизненно важные» блоки устройства внешних факторов.
Также неисправности сварочного инвертора могут возникать из-за неправильной эксплуатации оборудования или ошибок в его настройках. Наиболее часто встречаются следующие неисправности или перебои в работе инверторов.Устройство не включается
Очень часто эта поломка вызвана неисправностью сетевого кабеля аппарата. Поэтому нужно предварительно снять крышку с блока и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно проблема кроется в дежурном источнике питания устройства. Техника ремонта «дежурки» на примере инвертора марки «Ресант» показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание
Эта неисправность может быть вызвана неправильной настройкой тока для электрода определенного диаметра.
Совет! Если на упаковке к электродам нет рекомендованных значений тока, то его можно рассчитать по следующей формуле: на каждый миллиметр оборудования должен приходиться сварочный ток в пределах 20-40 А.
Вы следует также учитывать скорость сварки . Чем он меньше, тем меньшее значение тока должно быть установлено на панели управления установки. Помимо силы тока, которая соответствует диаметру добавки, вы можете воспользоваться таблицей ниже.
Сварочный ток не регулируется
Если сварочный ток не регулируется, причиной может быть выход из строя регулятора или обрыв подсоединенных к нему проводов. Необходимо снять корпус блока и проверить надежность соединения проводников, а также при необходимости прозвонить регулятор мультиметром. Если с ним все в порядке, то эта поломка может быть вызвана коротким замыканием в дросселе или выходом из строя трансформатора вторичной обмотки, что нужно будет проверить мультиметром. При обнаружении неисправности в этих модулях их необходимо заменить или перемотать к специалисту.
Большое энергопотребление
Чрезмерное энергопотребление, даже если устройство не нагружено, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов.
В этом случае отремонтировать их самостоятельно не получится. Необходимо передать трансформатор мастеру для перемотки.Электрод прилипает к металлу.
Это происходит при падении сетевого напряжения . Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется подобрать и отрегулировать режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если устройство подключено к удлинителю с малым сечением провода (менее 2,5 мм 2 ).
Часто падение напряжения, вызывающее залипание электрода, происходит при использовании удлинителя сети слишком большого размера. В этом случае проблема решается подключением инвертора к генератору.
Горит перегрев
Горящий индикатор указывает на перегрев основных модулей агрегата. Также устройство может самопроизвольно отключаться, что свидетельствует о срабатывании тепловой защиты .
Чтобы эти перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если PV = 70%, то устройство должно работать в следующем режиме: после 7 минут работы агрегату будет выделено 3 минуты на остывание.На самом деле различных поломок и причин их вызывающих может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, какой алгоритм используется для диагностики сварочного инвертора в поисках неисправности. Как диагностируется устройство, вы можете узнать, посмотрев следующее обучающее видео.
Генератор какого размера для сварки? (Как рассчитать)
Генератор какого размера мне нужен для работы сварочного аппарата?
Меня часто об этом спрашивают.
Есть веские причины, почему это имеет смысл.
- Вам нужно отремонтировать ворота, которые находятся недостаточно близко к электросети
- Грузовик друга сломался на дороге
- Вы хотите построить теплицу в своем саду
Но если он слишком мал, вы можете повредить или убить свой дорогой сварочный аппарат.
Слишком большой, и он может стоить слишком дорого, его трудно передвигать, и он может занимать слишком много места.
Как определить размер генератора для вашего сварочного аппарата
Этот вопрос обычно принимает одну из следующих форм, например:
- Генератор какого размера мне нужен для сварочного аппарата на 180 А?
- Будет ли работать сварочный аппарат от генератора на 7000 ватт?
- Насколько большой сварочный аппарат вы можете запустить с генератором размера X?
На самом деле это одни и те же вопросы. Вы просто с разных точек зрения спрашиваете.
Вот как это делается
Генераторы, как и сварочные аппараты, бывают разных размеров. Доступно множество функций и опций. И вам нужно будет решить, хотите ли вы выходное напряжение 120 вольт, 240 вольт или и то, и другое.
Самое сложное, на что следует обратить внимание, это то, что генераторы рассчитаны на суммарную выходную мощность в ВАТТАХ, а сварочные аппараты рассчитаны на выходную АМПЕРУ.
Это означает, что вам нужно выяснить, сколько ватт требуется сварочному аппарату для получения номинального тока.
Сколько ватт потребляет ваш сварочный аппарат?
Существует очень простое математическое уравнение для перемещения между вольтами, амперами и ваттами:
Вольты x Амперы = Ватты два очка».
Думайте о вольтах так же, как о давлении воды. Это доступный «толчок», который запускает электричество.
Амперы : Амперы — это способ измерения электрического тока.
Продолжая нашу аналогию с водоснабжением, думайте об амперах как о скорости потока в трубах, быстром или медленном.
Ватт : Ватт измеряет тепловую энергию. Когда электроны проходят через цепь, трение создает тепло, измеряемое в ваттах.
Итак, вам нужно напряжение, которое использует сварочный аппарат, умноженное на входной ток сварочного аппарата.
Найдите входную мощность вашего сварочного аппарата
Шаг 1: Найдите уровни мощности и тока
Во-первых, вам нужно знать, какие уровни мощности и тока необходимы вашему сварочному аппарату.
Обычно эту информацию можно найти в руководстве.Вот пример из руководства для PrimeWeld Stick 160.
Пример того, как найти мощность и уровни тока вашего сварочного аппарата
Посмотрите на «Напряжение питания (В)». Это ваше входное напряжение.
Важно использовать «плюс 15 процентов» для расчетов, чтобы убедиться, что ваш переносной генератор достаточно велик для ваших нужд.
110 вольт + 15% = 126,5 вольт
220 вольт + 15% = 253 вольта
Шаг 2: Рассчитайте входной ток
Во-вторых, вам нужен «Входной ток (А)».
Максимальный входной ток на стороне 110 вольт составляет 46,3 ампера.
Теперь вы можете посчитать:
126,5 вольт x 46,3 ампер = 5 856,95 ватт , число «рабочих ватт». Но вам все равно нужно добавить хороший запас прочности для «стартовых ватт». Рекомендуется использовать дополнительные 30 процентов.
Давайте проверим цифры на 220 вольт.
Входной ток на стороне 220 составляет 32,9 ампер.
253 вольта x 32,9 ампера = 8323,7 ватт для вашей рабочей нагрузки на стороне 220. Как всегда, добавьте 30-процентный запас прочности, чтобы обеспечить достаточную пусковую мощность для вашей машины. Я расскажу об этих 30 процентах через минуту.
Если вы хотите, чтобы этот сварочный аппарат работал только в режиме 110 вольт, вам понадобится генератор мощностью 6000 Вт (6 кВт), ПЛЮС 30 процентов для запуска и скачков нагрузки (еще 2 кВт), что означает, что вам нужен сварочный генератор мощностью 6000 Вт в рабочем режиме и 8000 Вт в пиковой нагрузке.
Для беспрепятственной работы сварочного аппарата с полной мощностью на стороне 220 вольт вам потребуется 8 500 рабочих ватт и 11 000 пиковых ватт.
Возможно, у вас нет доступа к руководству. Что тогда?
Каждый электроинструмент и электроприбор имеет информационную этикетку, на которой указана его электрическая информация. Обычно он находится на задней панели сварочного аппарата или внутри корпуса.
Потребляемая мощность вашего сварочного аппарата будет указана на этой этикетке. Вот пример из Titanium MIG 140, машины, которая потребляет 120 вольт. Обратите внимание, что на этикетке также есть информация о MIG 170 из той же серии, машине, которая питается от 120 или 240 вольт.
Еще раз проверяя спецификации, здесь есть числа для «Токового входа». С этой маркировкой легче работать, чем с некоторыми другими, потому что она дает как входное напряжение, так и входной ток, необходимые сварщику.
Несложно сосчитать, какая мощность в ваттах вам нужна от генератора для вашего сварочного аппарата. Для версии на 140 ампер умножьте:
120 вольт на входе x 23 ампера = 2760 ватт
Однако это только базовый номер. Электроинструментам свойственно потреблять гораздо больше энергии для запуска, чем требуется для поддержания их работы.
Изготовители генераторов советуют добавлять до 30 процентов к рабочим ваттам для учета пусковых устройств.
2 760 Вт x .30 = 828 Вт
Добавить эту 30 -процентную маржу безопасности к базовой цифровой цифре 2760 Вт:
2,760 + 828 = 3 588
. Это составляет 3 600 Вт. Этому сварочному аппарату потребуется генератор мощностью 2800 Вт с пиковой мощностью 3600 Вт.
Заметки на вынос:
- НЕ ЗАБЫВАЙТЕ , чтобы добавить заданный допуск, например, в нашем примере было плюс-минус 15 процентов. ВСЕГДА ДОБАВЛЯЙТЕ ДОПУСК.
- НЕ ЗАБУДЬТЕ ДОБАВИТЬ 30 процентов от общей мощности, чтобы покрыть начальный скачок напряжения. Исключением из этого правила является использование значения, известного как «I1max». Дополнительную информацию см. в следующем разделе.
Входные значения могут иметь и другие имена
Иногда существует несколько различных типов электрических параметров. У вас может не быть номинала на этикетке, который конкретно называется «входное напряжение» или «входной ток», но для них есть другие названия.
Однако не стоит путать. Вместо этого проверьте значения с этими именами:
Входное напряжение
- Макс. мощность
- Максимальное напряжение
- В макс. или Vмакс.
- Uмакс или Uмакс
- U1макс
Входной ток
- Максимальный ток
- Максимальный ток
- А макс.
- I макс
- I1max
Обратите внимание, что вариант 5 в обоих случаях имеет обозначение 1max. Это имя конкретно указывает на основную входную мощность.
I2 или I2max означает выходную мощность.
Номинал I1max уже настроен на импульсную или пусковую мощность. Если вы рассчитываете с помощью I1max, у вас уже есть максимальная стартовая мощность БЕЗ необходимости добавлять 30 процентов.
Еще один блок, который иногда можно увидеть на генераторе для сварщиков, — это киловольт-ампер или кВА.
Для данного устройства 1000 вольт x 1 ампер = 1 кВА , то же, что 1 киловатт (кВт).
Помните: Вольты x Амперы = Ватты
Поскольку 1 кВА = 1 кВт , генератор, производящий 6 кВА пиковой мощности, также имеет номинальную мощность 6 кВт.
Различия в источниках питания между инверторами и трансформаторами
Одним из важных вариантов выбора является то, питается ли ваш сварочный аппарат от трансформатора или является инверторным сварочным аппаратом. Это важно, потому что у генераторов для сварщиков есть качество, называемое «грязной мощностью».
«Грязная мощность» означает небольшие и повторяющиеся колебания уровня мощности при работе двигателя.
Эти колебания мощности называются «гармоническими искажениями» и измеряются в единицах полного гармонического искажения или THD. Он представлен в процентах, например, «5 процентов THD».
Сварщики с питанием от трансформатора вполне прощают грязную энергию от генератора. Почти любой современный генератор может привести в действие сварочный аппарат с трансформаторным питанием.
Проблема с машинами с инверторным питанием. Обычно называемые сварочными аппаратами IGBT и MOSFET, они имеют проблемы с грязным питанием, поскольку их схемы управления легко повреждаются гармоническими искажениями в источнике питания.
Не вдаваясь в технические подробности, в этих конструкциях используются конденсаторы для фильтрации искажений и сглаживания напряжения питания. Еще одним преимуществом инверторной мощности является то, что сам сварочный аппарат может быть легче.
Многие современные генераторы снабжены инверторными фильтрами, что делает их безопасными для сварщиков с инверторным питанием.
Если у вас есть сварочный аппарат с трансформаторным питанием, THD не является проблемой, но если вы хотите запустить компьютер, что-нибудь цифровое, сварочный аппарат с IGBT или MOSFET, вам необходимо, чтобы THD был ниже 6 процентов.
Подробнее о инверторных и трансформаторных сварочных аппаратах читайте здесь.
Другие факторы, влияющие на ваш выбор
Проблемы высокогорья
На больших высотах меньше кислорода.
Бензиновые, дизельные и пропановые двигатели работают менее эффективно, производя меньшую мощность. Ваш сварочный генератор будет производить меньше энергии на больших высотах, чем на уровне моря. Производители генераторов советуют планировать потери мощности в размере 3,5% на каждые 1000 футов подъема.В зависимости от высоты она может быть едва заметной, а может быть и намного меньшей мощности. Производители генераторов предлагают в помощь высотные комплекты.
Дополнительные инструменты и оборудование
Если вам нужно использовать дополнительные инструменты, такие как пилы, шлифовальные машины, дрели и т.п., вам необходимо добавить к мощности как минимум еще 2000 Вт, поскольку многие шлифовальные машины и сабельные пилы потребляют до 1800 Вт для работать.
Также обратите внимание на вентиляторы, обогреватели и освещение. На самом деле может быть дешевле купить меньший генератор для этих принадлежностей, чем один большой, чтобы работать как со сварочным аппаратом, так и с дополнительными инструментами.
Вот неполный список распространенных устройств и их потребляемая мощность:
Прибор Рабочие Вт Пусковая мощность Кофеварка 1750 0 Микроволновая печь 625 Вт 625 800 Одиночная лампа CFL мощностью 60 Вт, эквивалентная 15 0 Радио 50-200 0 Комнатный кондиционер: 10 000 БТЕ 1500 2200 Мелкая бытовая техника 200 1700 8 дюймов. Настольный шлифовальный станок 1400 2500 Мойка высокого давления: 1 л.с. 1200 3600 7-1/4 дюйма. Циркулярная пила 1400 2300 Электрическая цепная пила: 14 дюймов. Бар, 2 л.с. 1100 0 10 дюймов. Настольная пила 1800 4500 Сверло: 3/8 дюйма, 4 А 440 600 Сверло: 1/2 дюйма, 5,4 А 600 900 Переносной обогреватель (керосин, дизельное топливо): 90 000 БТЕ 500 725 Зарядное устройство: 60 А с усилителем 250 А 1500/5750 0 Ноутбук 65 0 Компьютерный ЖК-монитор 25 0 Струйный принтер 15 0 Планшет 12 0 Зарядное устройство для сотового телефона 10 0 Сколько времени работы?
Это время, в течение которого генератор может работать на полную мощность с полным баком топлива.
Некоторые могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они усердно работают.Шум
Генераторы громкие, хотя обычно не такие громкие, как некоторые инструменты и транспортные средства. Также следует учитывать выхлопные газы, поскольку существует опасность угарного газа. Вы не можете безопасно поместить генератор внутрь, и на всех них есть этикетки, предупреждающие вас не делать этого.
Вы должны убедиться, что он хорошо вентилируется, защищен от столкновений или падающих предметов, шнуры могут безопасно достигать рабочей зоны, а шум не будет проблемой там, где он находится.
Проверьте уровень громкости в дБ, чтобы узнать, насколько он громкий. Все, что больше 90 дБ вреден для слуха. 120 децибел и выше эквивалентны буквально оглушающим звукам, таким как дрэг-рейсеры, артиллерия, реактивный самолет и охотничьи ружья.
Размещение
В этой таблице приведены некоторые рекомендации национальных производителей электрооборудования (NEMA) по длине удлинительного шнура.
По возможности подключайте устройства непосредственно к генератору.Ваша кофеварка может варить, пока вы не сделаете перерыв, затем вы сможете налить чашку, как только подойдете и выключите генератор.
Общая мощность Шнур 10 калибра Шнур 12 калибра Шнур 14 калибра Шнур 16 калибра 2400 250 футов 150 футов 100 футов 75 футов 4800 125 футов 75 футов 50 футов 25 футов 7 200 60 футов 35 футов 25 футов 10 футов 9 600 30 футов 15 футов 10 футов 0 12 000 15 футов 0 0 0 Генераторы с рабочей мощностью 4 кВт и более могут легко весить более двухсот фунтов.
Комплекты колес, ручки в стиле тачки и подъемные тюки для крюков — все это элементы, которые значительно облегчают установку такого тяжелого оборудования.Связанные : Провода какого размера для удлинителей сварочного аппарата?
Таблица размеров генератора для сварщиков
Вот краткая справочная таблица, которую я составил, чтобы дать вам представление о том, какой размер генератора вам нужен, в зависимости от текущего уровня вашего сварщика.
Текущий уровень сварщика Минимальный размер генератора Рекомендуемый размер генератора До 160 А 7кВА 0р 7000 Вт 8000+ Вт 180–200 А 8 кВА или 8000 Вт 10 000+ Вт 210-250А 13 кВА или 13 000 Вт 15 000+ ватт Лучшие генераторы для сварщиков
Я возьму здесь мощные портативные генераторы.
Вы не хотите, чтобы ваш генератор работал слишком усердно, работая на полную мощность. На вашей новой силовой установке легче, если она не тяжело дышит, чтобы выполнить работу.
Более чистая и стабильная мощность, меньший износ и более длительный срок службы — это вознаграждение за небольшие дополнительные инвестиции.
По этой причине я бы не опускался ниже 7000 ватт.
Модель Чемпион 9375 ДуроМакс XP12000EH Силовая лошадь 9000ES Рабочие Вт 7 500 9 500 7 250 Пусковая мощность 9 375 12 000 9000 Вес 224 фунта 224 фунта 209 фунтов Двигатель Чемпион 420cc DuroMax 18 л.с. Дх520 12,2 л.с. IGBT-безопасный Нет (8-16% THD) Нет (12 % THD) Да Розетки – 120/240В 30А с замком (L14-30R)
– (2) УЗО 120 В (5-20R),
– 120/240 В 50 А (14-50R)– (2) бытовых розетки 120 В GFCI
– (1) розетка 120 В 30 А с поворотным замком
– (1) розетка 240 В 30 А
– (1) розетка 240 В 50 А– (4) 5-20R 120В-20А,
– (1) L5-30R 120В-30А с замком,
– (1) L14-30R 120/240В-30А с замком
– (1) 12В пост. токаВремя работы 8 часов при 1/2 нагрузки 9 часов при 1/2 нагрузки
5 часов. при полной нагрузке9,6 часов при 1/2 нагрузке
5,7 ч при полной нагрузкеУровень шума 74 дБ 74 дБ 98 дБ Дополнительно Электростартер, комплект колес, счетчик моточасов Электрический стартер, двухтопливный, комплект колес, зарядное устройство 12 В Электростарт, двухтопливный, комплект колес, отсечка при низком уровне масла Где купить Северный инструмент Амазонка Северный инструмент Лучшие инверторные генераторы для сварщиков
Инверторный генератор специально разработан для питания чувствительного оборудования, такого как цифровые устройства, компьютеры и сварочные аппараты IGBT/MOSFET.
Если в вашем магазине есть что-то, вы никогда не должны быть дешевыми; это ваш инверторный генератор. Наберитесь терпения и накопите на следующий больший размер.
«Я действительно хотел бы иметь меньше силы. Это было бы прекрасно!»
Никто никогда не говорил.
Модель PowerHorse 7500i Цифровой гибрид Champion 8750 Briggs & Stratton ELITE8000 Рабочие Вт 6 500 7000 8000 Пиковая мощность 7 500 8 750 10 000 Вес 333 фунта 155,4 фунта 224 фунта Двигатель PowerHorse 420cc Чемпион 420cc Бриггс энд Страттон 420cc IGBT-безопасный Да (КНИ 1,5 %) Да (≤ 3% THD) Да (3-6% THD) Розетки – (4) 20А 120В GFCI,
– (1) 50А 120/240В 14-50R,
– (1) 30А 120/240В L14-30R,
– (1) 30А 120В L5-30R,
– (2 ) USB– (1) Блокируемая розетка 120/240 В 30 А (L14-30R)
– (4) 120 В 20 А бытовых розеток с защитой GFCI (5-20R)
– 12 В постоянного тока автомобильный– (4) бытовые розетки GFCI 120 В,
– (1) розетки 120/240 В 30 А с замкомВремя работы 16 часов. при нагрузке 1/410,5 часов 9 часов. при 1/2 нагрузки Уровень шума 55 дБ 72 дБ Нет рейтинга Дополнительно Электростартер, комплект колес, отсечка при низком уровне масла, цифровая система мониторинга, зарядка через USB, подключение к другому генератору Электрический стартер, комплект колес, легкий и компактный Электростартер, комплект колес, счетчик моточасов, Bluetooth InfoHub, монитор CO/отключение Где купить Северный инструмент
(бесплатная доставка)Амазонка Амазонка Часто задаваемые вопросы о генераторах для сварщиков
Будет ли работать сварочный аппарат от генератора на 3000 Вт?
В примере с Titanium мы обнаружили, что он может работать при токе 140 ампер при мощности 2800 Вт.
Таким образом, если машина рассчитана на мощность 3000 Вт (а не на пиковую мощность 3000), она может работать с большинством небольших 120-вольтовых сварочных аппаратов при токе менее 120 ампер. Тем не менее, он будет работать на полную мощность все время.Будет ли работать сварочный аппарат от генератора на 5000 Вт?
Вы можете работать до 180-200 ампер на 240-вольтовом генераторе, рассчитанном на 5000 рабочих ватт и 6000 начальных ватт, но он будет проводить много времени на высоких оборотах. Генератор с пиковой мощностью 5000 ватт будет ограничен сварочным аппаратом на 120 вольт на 140 ампер при работе на полную мощность.
Какой размер генератора для сварочного аппарата на 220 В?
Недостаточно информации для ответа на этот вопрос. Вам нужно знать входную мощность сварочного аппарата на 220 В, чтобы определить необходимый вам размер генератора.
Входное напряжение x Входной ток = Входная мощность в ваттах
Помимо того, что он подключается к сети 220 вольт, вам также необходимо знать входной ТОК для этого сварочного аппарата.
 Если она превышает пропускную способность проводки, то блок не будет работать при плоской сети.
Если она превышает пропускную способность проводки, то блок не будет работать при плоской сети.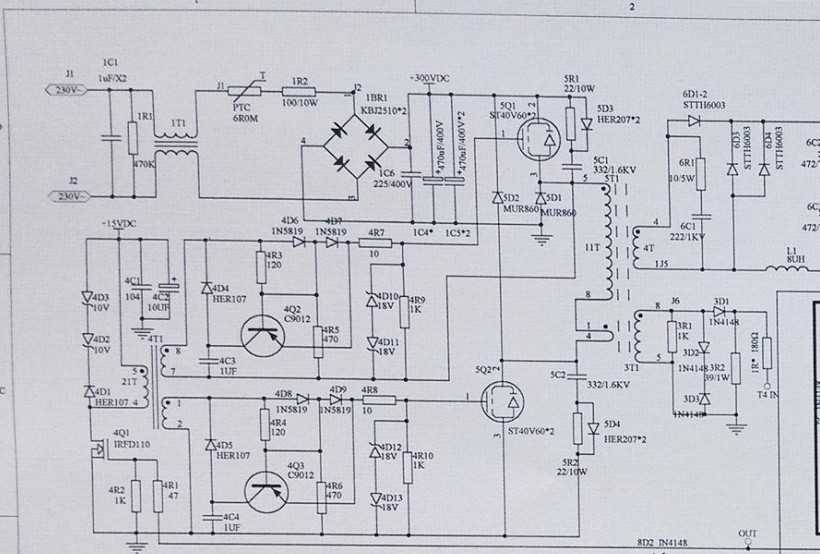 Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушить работу других устройств, подключенных к этой электрической сети. Для удаления помех перед выпрямителем установлен фильтр.
Во время процессов преобразования тока в инверторе возникают электромагнитные помехи, которые могут нарушить работу других устройств, подключенных к этой электрической сети. Для удаления помех перед выпрямителем установлен фильтр.
 На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления.
На выходе модуля размещены две медные клеммы, обеспечивающие надежное подключение к ним кабеля питания и кабеля заземления. Входной ток переменный, но проходя через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где преобразуется обратно в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее высокочастотное напряжение снижается трансформатором до 60-70 В с одновременным увеличением тока. На следующем этапе ток снова поступает в выпрямитель, где преобразуется в постоянный, а затем подается к выходным клеммам устройства. Все текущие преобразования управляется микропроцессорным блоком управления.
Входной ток переменный, но проходя через диодный блок, становится постоянным . Выпрямленный ток поступает на инвертор, где преобразуется обратно в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее высокочастотное напряжение снижается трансформатором до 60-70 В с одновременным увеличением тока. На следующем этапе ток снова поступает в выпрямитель, где преобразуется в постоянный, а затем подается к выходным клеммам устройства. Все текущие преобразования управляется микропроцессорным блоком управления.  Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.
Поэтому необходимо строго соблюдать правила, которые указаны в инструкции к устройству, подразумевающие периодическое отключение агрегата на охлаждение.
 Также неисправности сварочного инвертора могут возникать из-за неправильной эксплуатации оборудования или ошибок в его настройках. Наиболее часто встречаются следующие неисправности или перебои в работе инверторов.
Также неисправности сварочного инвертора могут возникать из-за неправильной эксплуатации оборудования или ошибок в его настройках. Наиболее часто встречаются следующие неисправности или перебои в работе инверторов.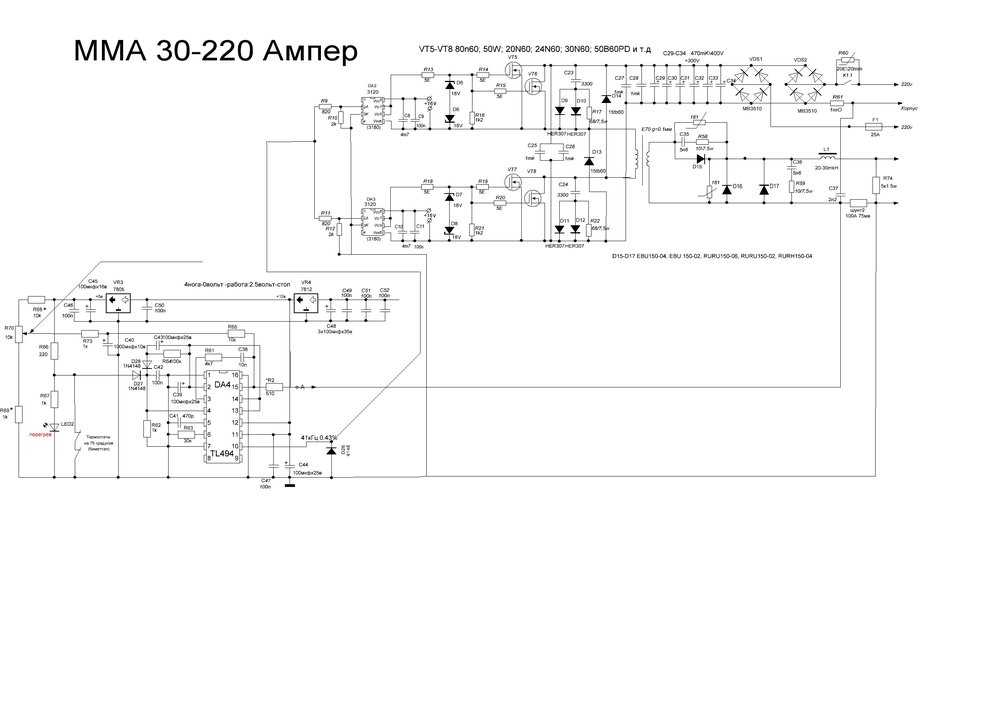
 В этом случае отремонтировать их самостоятельно не получится. Необходимо передать трансформатор мастеру для перемотки.
В этом случае отремонтировать их самостоятельно не получится. Необходимо передать трансформатор мастеру для перемотки. Чтобы эти перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если PV = 70%, то устройство должно работать в следующем режиме: после 7 минут работы агрегату будет выделено 3 минуты на остывание.
Чтобы эти перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если PV = 70%, то устройство должно работать в следующем режиме: после 7 минут работы агрегату будет выделено 3 минуты на остывание.

 Обычно эту информацию можно найти в руководстве.
Обычно эту информацию можно найти в руководстве.



 Бензиновые, дизельные и пропановые двигатели работают менее эффективно, производя меньшую мощность. Ваш сварочный генератор будет производить меньше энергии на больших высотах, чем на уровне моря. Производители генераторов советуют планировать потери мощности в размере 3,5% на каждые 1000 футов подъема.
Бензиновые, дизельные и пропановые двигатели работают менее эффективно, производя меньшую мощность. Ваш сварочный генератор будет производить меньше энергии на больших высотах, чем на уровне моря. Производители генераторов советуют планировать потери мощности в размере 3,5% на каждые 1000 футов подъема.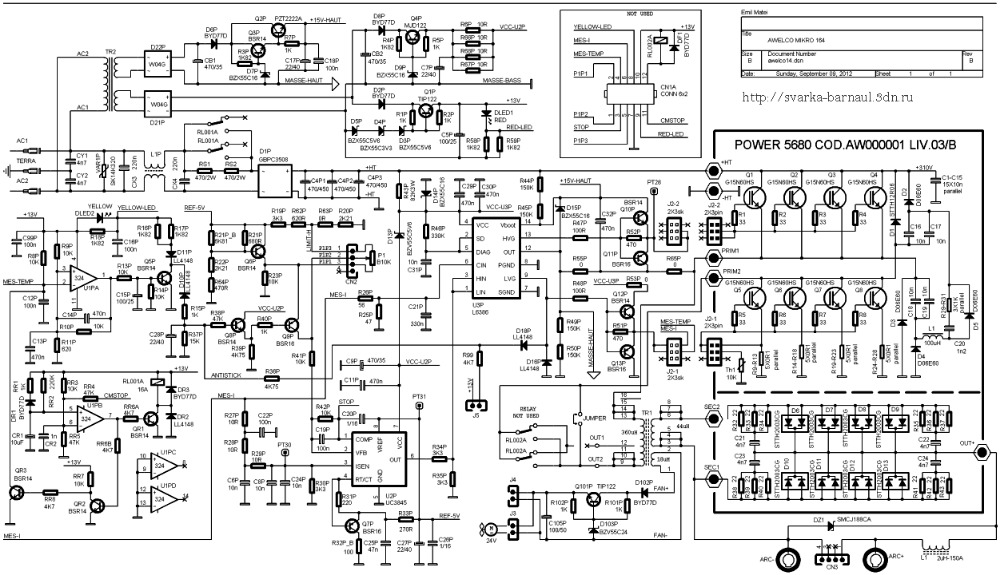

 Некоторые могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они усердно работают.
Некоторые могут работать до 8-10 часов, в то время как некоторые большие генераторы могут работать только пару часов между заправками, если они усердно работают. По возможности подключайте устройства непосредственно к генератору.
По возможности подключайте устройства непосредственно к генератору. Комплекты колес, ручки в стиле тачки и подъемные тюки для крюков — все это элементы, которые значительно облегчают установку такого тяжелого оборудования.
Комплекты колес, ручки в стиле тачки и подъемные тюки для крюков — все это элементы, которые значительно облегчают установку такого тяжелого оборудования.
 тока
тока
 при нагрузке 1/4
при нагрузке 1/4 Таким образом, если машина рассчитана на мощность 3000 Вт (а не на пиковую мощность 3000), она может работать с большинством небольших 120-вольтовых сварочных аппаратов при токе менее 120 ампер. Тем не менее, он будет работать на полную мощность все время.
Таким образом, если машина рассчитана на мощность 3000 Вт (а не на пиковую мощность 3000), она может работать с большинством небольших 120-вольтовых сварочных аппаратов при токе менее 120 ампер. Тем не менее, он будет работать на полную мощность все время.