Сварка меди аргоном в домашних условиях, инвертором, полуавтоматом (сложность, технология)
Содержание:
- 1 Введение
- 2 Свариваемость меди
- 3 Доступные способы
- 4 Свариваемость меди и ее сплавов
- 5 Альтернативные методы
- 6 Заключение
- 7 Видео: Сварка меди полуавтоматом
Введение
Медь активно применяется в промышленности, ювелирном деле и строительстве техники. Этот желтовато-красноватый металл знает каждый школьник и любой взрослый человек. Состыковка и пайка меди – это процессы, с которыми непременно сталкивается любой сварщик-профессионал или любитель.
Оригинальные ювелирные изделия делают из меди
Свариваемость меди
Сварка меди – это достаточно сложный процесс, требующий от человека хорошего понимания ее химической чистоты и свойств. Небольшое содержание фосфора, серы или свинца увеличивает качество сваривания металла. Сварочные особенности:
Специальный паяльник для медных изделий
- Медь склонна к окислению.
 В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;
В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин; - Большая осадка при охлаждении;
- В разогретом состоянии металл хорошо поглощает газы (водород и кислород) из воздуха. Превышение концентрации сторонних газов увеличивает сложность сваривания. Процесс поглощения сторонних газов можно посмотреть на видео;
- Неоднородная структура приводит к образованию зернистости в процессе термической обработки;
- Из-за хорошей проводимости электричества медь требует специальных инструментов, способных развивать высокую мощность;
- Высокая температура плавления и текучесть сильно ограничивает возможности драгоценного металла к свариванию. Этот процесс можно проводить только на горизонтальной поверхности;
 В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;
В момент термической обработки на поверхности металла образовываются тугоплавкие окисления с последующим образованием трещин;Для качественного процесса сварки медь необходимо подготовить и вооружиться специальным инструментом.
Доступные способы
Чтобы вы могли смотреть видео на телевизоре или компьютере во время изготовления сварных конструкций используют разные способы – дуговую ручную, сварку инвертором или вольфрамовыми электродами.
Сварка меди угольным электродом
Подготовка материала требует тщательной очистки. При помощи ацетона, ветоши и других растворителей удаляются все загрязнения, которые могут стать поставщиками вредных примесей – свинца и серы. Сварка меди не переносит присутствия жидкостей, жиров или масла.
После очищения с поверхности заготовки необходимо убрать окисленную пленку при помощи металлической щетки или сетки из нержавейки.
Инвертор для сварки меди
Для более тщательной обработки еще пользуются абразивным инструментом, с помощью которого добиваются идеальной полировки детали до блеска. Помните, что очистка детали является важным этапом, от которого зависит качество проделанного труда.
Детали с толстыми стенками (от 5 мм и больше) требуют дополнительно подогрева до 300-700 градусов, в этом заключается успешность процедуры сваривания меди. Особенно не рекомендуется пропускать этот пункт для массивных деталей. Чем больше размер заготовки, тем сильнее она нуждается в предварительном нагреве.
- Сварка металлическими покрытыми электродами
Графитовый электрод для сварки медных жил
При помощи таких электродов медь с толщиной стенок более 2 мм варят под углом в 60 градусов. Тоненький металл (от 3 до 5 мм) сваривается без разделки кромок – дополнительных надрезов на заготовке при помощи состыковки. Все работы проводятся только при помощи постоянного тока.
Для сварки медного изделия с толщиной стенок в 2 мм требуется электрод диаметром 2-3 мм и сила тока в 100 А. Элемент со стенками 8-10 мм нуждается в электроде 6-7 мм и постоянном токе в 400 А. К концу возни с толстой заготовкой необходимо уменьшить силу тока, чтобы предотвратить прожоги или прогорание поверхности.
- Сварка вольфрамовым электродом.
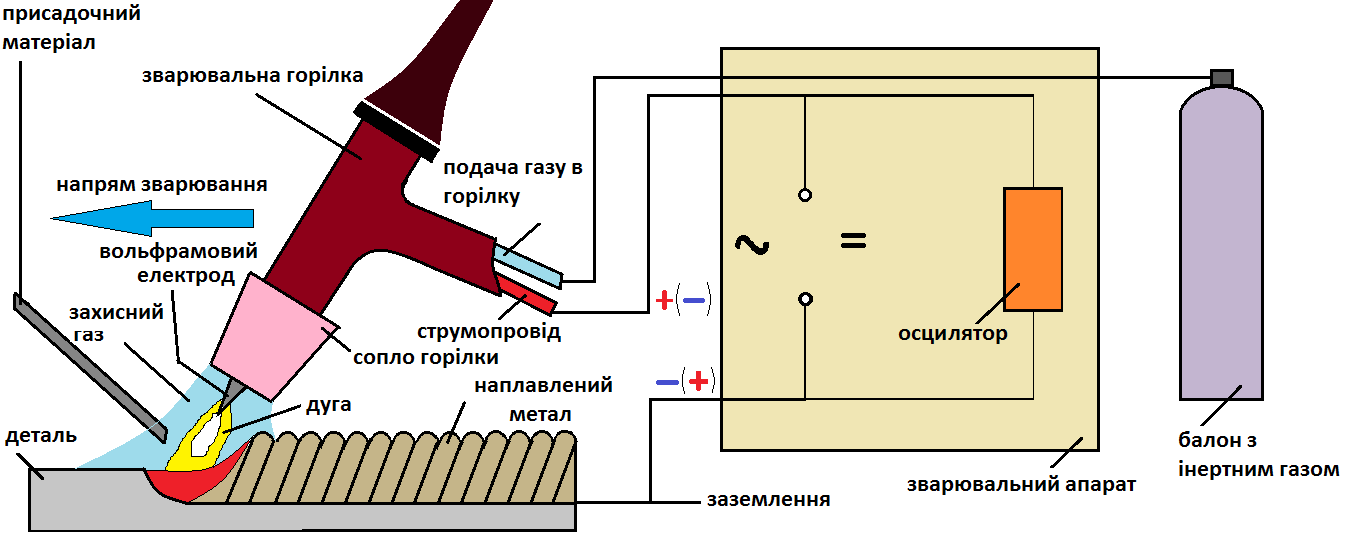
Время и практика показали, что этот метод является оптимальным. Швы, сделанные при помощи вольфрамовых электродов, отличаются аккуратностью и прочностью. Сварочные работы можно проводить в домашних условиях переменного тока. Так же, как и в первом способе, сила тока регулируется в зависимости от толщины медного изделия и диаметра электрода.
Схема процесса сварки ТИГ
Сварка меди аргоном, гелием и азотом практикуется для повышения качества сварочных швов. Стоит отметить, что технологические свойства газов отличаются, поэтому во время работы необходимо учитывать то, что азот требует меньшей силы тока. Во время работы с азотом на поверхности меди возникает парообразование, незначительно уменьшающее качество резки. Что же касается других качеств азота, то для сварки меди требуется почти в 2 раза больше газа. Именно по этой причине аргон чаще используется в сварочных работах с медными изделиями.
Схема аргоновой сварки
Аргоновая состыковка требует особых условий. Например, с медью нельзя работать непостоянным током. Для сварочного процесса требуется доступ к постоянному тому. Именно по этой причине аргоновая состыковка получила свое распространение только на промышленных объектах. В домашних условиях этот метод не практикуется.
Перед свариванием заготовку необходимо нагреть на угольной пластинке инвертором. Профессионалы не рекомендуют зажигать дугу прямо на изделии, чтобы не загрязнить электрод. Аргоновое сваривание доступно только в потолочном или вертикальном положении.
Профессионалы не рекомендуют зажигать дугу прямо на изделии, чтобы не загрязнить электрод. Аргоновое сваривание доступно только в потолочном или вертикальном положении.
- Сварка полуавтоматом
Сварка меди возможна и в полуавтоматическом режиме. Для обеспечения лучшего качества рекомендуется использовать гелий, аргон или азот в качестве защиты поверхности металла от водорода и кислорода. Технология сварки полуавтоматом ничем не отличается от сваривания стали. Как и в первых случаях при сварке полуавтоматом медную заготовку с толстыми стенками необходимо качественно прогреть до 300-500 градусов. Электрод располагается к шву под углом 80 градусов.
Сварка металлов полуавтоматом
Полуавтоматический метод сваривания требует пользования флюсом, который наносится на кромки присадочной проволоки. Время от времени электрод необходимо вставлять во флюс и продолжать сварочные работы. О том, как правильно использовать флюс можете посмотреть на видео или почитать в книгах. Такая технология поможет увеличить качество скрепления и уменьшит количество окислительных операций на поверхности заготовки.
Такая технология поможет увеличить качество скрепления и уменьшит количество окислительных операций на поверхности заготовки.
В состав флюсов входит прокаленная бура вместе с добавками металлического магния и кремниевой кислоты. Использование флюсов вносит определенные трудности в сварочный процесс, а именно – высокий темп работы с металлической поверхностью. Кроме этого, движение руки должно быть непрерывным в одном направлении.
Свариваемость меди и ее сплавов
Медные сплавы типа бронзы и латуни в целом свариваются нормально. Стоит отметить, что латунь теряет значительную часть цинка из-за окислительных процессов и испарений.
Электрошлаковая сварка и ее применение
Для работы со сплавами часто используют инертные газы (аргон и гелий) вместе с присадочными проволоками, которые совпадают с химическим составом заготовки.
Для особо толстых сплавов применяют электрошлаковую сварку. Данный метод применяется для деталей, толщина стенок которых превышает 30 мм. Сварка меди и ее сплавов требует специальных пластинчатых электродов, с внешним видом которых можно ознакомиться на видео в интернете. Особенность электрошлакового способа состоит в том, что температура плавления флюса должна быть ниже плавления меди.
Данный метод применяется для деталей, толщина стенок которых превышает 30 мм. Сварка меди и ее сплавов требует специальных пластинчатых электродов, с внешним видом которых можно ознакомиться на видео в интернете. Особенность электрошлакового способа состоит в том, что температура плавления флюса должна быть ниже плавления меди.
Такая технология позволяет добиться качественного и ровного шва при сварочных работах. Кроме этого, низкая температура плавления флюса не приводит к образованию шлаковой корки. Второй особенностью электрошлаковой сварки являются повышенные сварочные токи и высокая скорость подачи электрода (до 15 км/час).
Альтернативные методы
Медь является металлом с высоким показателем пластичности, поэтому небольшие медные проводки хорошо свариваются термокомпрессионной сваркой. Для изделий с большим сечением рекомендуется применять диффузную сварку в условиях вакуума. В таких условиях медь может свариваться практически с любыми металлическими и даже неметаллическими материалами.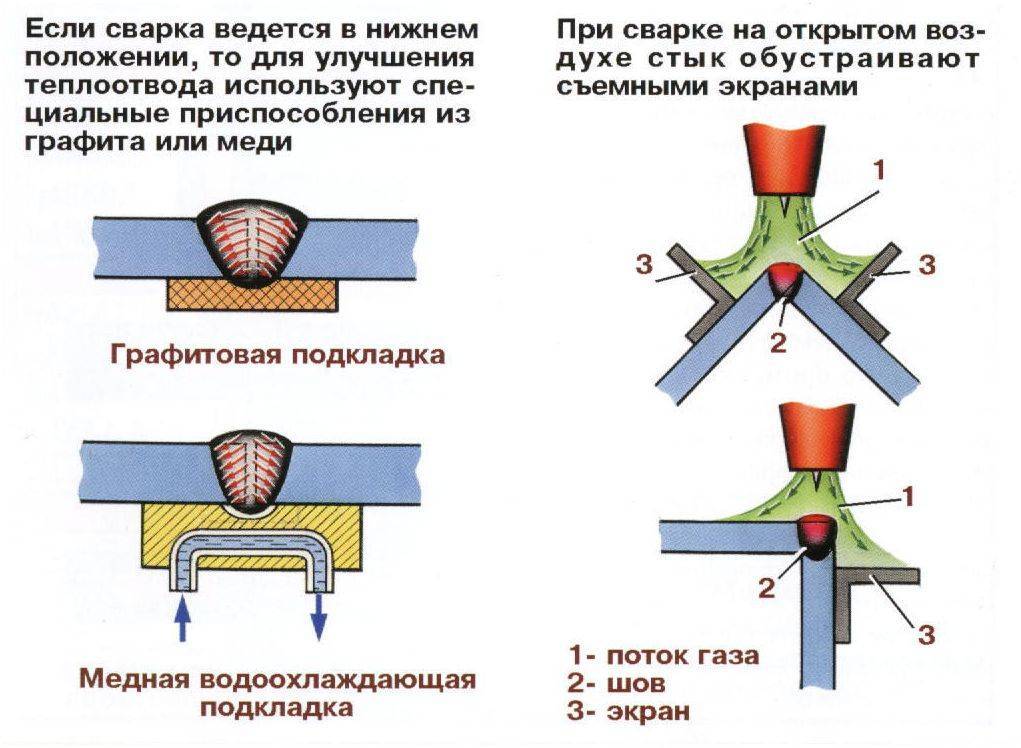
Холодная сварка хорошо скрепляет недвижимые детали
Холодную сварку можно применять в домашних условиях для грубого сваривания медных деталей. Сварка меди холодным способом способна обеспечить удовлетворительное электрическое сопротивление соединений. Для более качественной сварки медных деталей необходимо пользоваться энергетическими установками.
Заключение
Сваривание меди – это технологически сложный процесс, требующий от человека хорошего понимания физико-химических особенностей меди и умения пользоваться специальными инструментами.
Видео: Сварка меди полуавтоматом
Сварка меди и ее сплавов Статьи
Медь отличается от стали и других цветных металлов цветом, высокой плотностью – много выше чем у стали. Именно из-за высокой этого имеются многочисленные особенности сварки меди.
Бронза — это сплав меди с оловом, алюминием, марганцем, железом. Основным легирующим элементом бронзы является олово, называются оловянными. Бронзы есть ещё алюминиевые, кадмиевые. Сплав меди с никелем — мельхиор, сплав с никелем и цинком – нейзильбер. Мельхиор и бронза устойчивы к активному воздействию воды и, поэтому, применяются в основном судовой промышленностью.
Основным легирующим элементом бронзы является олово, называются оловянными. Бронзы есть ещё алюминиевые, кадмиевые. Сплав меди с никелем — мельхиор, сплав с никелем и цинком – нейзильбер. Мельхиор и бронза устойчивы к активному воздействию воды и, поэтому, применяются в основном судовой промышленностью.
Перечислим основные трудности при сварке меди и ее сплавов:
- повышенная окисляемость при нагреве до расплавленного состояния
- высокая чувствительность к вредному влиянию водорода
- склонность к росту зернистости и охрупчиванию свариваемых изделий вследствие нагрева в зоне термической обработки
- влияние примесей, которые приводят к трещинообразованию и охрупчиванию сварочного шва
- сварку меди затрудняют высокая теплоемкость, жидкотекучесть.
При сварке основная задача не допустить растворение газов в меди и ее сплавах. С этой целью используют защитные инертные газы, флюсы и разные покрытия с содержанием борных соединений. Кроме того, при сварке меди и сплавов используют сварочную проволоку с активными раскислителями — кремнием и марганцем.
Кроме того, при сварке меди и сплавов используют сварочную проволоку с активными раскислителями — кремнием и марганцем.
Дуговая сварка в защитных газах (аргонодуговая сварка) может быть выполнена в среде аргона, гелия и их смесей вольфрамовым неплавящимся электродом и плавящейся присадочной проволокой.
При сварке в качестве присадочного материала используют медную сварочную проволоку с добавкой фосфора и кремния. Фосфор и кремний хорошо раскисляют сварочную ванну, снижают пористость и обеспечивают высокие физико-механические свойства сварных швов.
При сварке в небольших объемах медь можно варить газовой сваркой — ацетиленовой газовой горелкой. Ацетиленовые горелки используют в связи с тем, что температура нагрева ацетиленовой горелки выше, чем пропановой. Газовую сварку можно применять как для чистой меди, так и для ее сплавов. Легирование металла производится присадочной проволокой для меди и ее сплавов. Во время сварки тяжелых конструкций (более 10 мм толщиной) используется две горелки: одна для прогрева металла, вторая для самой сварки.
Кроме того, медь и ее сплавы можно варить ручной дуговой сваркой покрытыми электродами. Для этого применяются специальные электроды. Для ручной дуговой сварки и наплавки изделий из технически чистой меди марок М1, М2, МЗ предназначены электроды марки ЛЭЗ Комсомолец-100 со специальным покрытием. Дуговую сварку покрытыми электродами выполняют на постоянном токе обратной полярности, стремясь поддерживать короткую дугу без колебаний электрода. Силу тока на сварочном аппарате выбирают в зависимости от диаметра электрода.
Физические и механические свойства швов обеспечивают подбором химического состава присадочной проволоки для меди и ее сплавов.
Сварку проводит в основном в нижнем положении. При сварке в среде аргона присадочная проволока соответствует составу сплавов или чистой меди. Обычно присадочная проволока от 2 до 7 миллиметров в диаметре. Состав присадочной проволоки должен быть аналогичным свариваемому металлу. При этом получают наилучшее качество шва все виды латуни хорошо свариваются аргонодуговыми сварочными аппаратами. Кроме того при сварке меди и латуни используется автоматическая сварка под флюсом который выполняется на постоянном токе обратной полярности. Специфика сварки латунных изделий заключается в возможном выпаривании цинка в процессе сварки — температура испарения цинка близка к температуре плавления латуни. Снижение содержания цинка в металле шва ухудшает механические свойства соединения. Для предотвращения выгорания цинка необходима сварка на пониженной мощности и применение кремниевых присадочных материалов, которые препятствуют испарения цинка.
При этом получают наилучшее качество шва все виды латуни хорошо свариваются аргонодуговыми сварочными аппаратами. Кроме того при сварке меди и латуни используется автоматическая сварка под флюсом который выполняется на постоянном токе обратной полярности. Специфика сварки латунных изделий заключается в возможном выпаривании цинка в процессе сварки — температура испарения цинка близка к температуре плавления латуни. Снижение содержания цинка в металле шва ухудшает механические свойства соединения. Для предотвращения выгорания цинка необходима сварка на пониженной мощности и применение кремниевых присадочных материалов, которые препятствуют испарения цинка.
При сварке бронз мешает их повышенная жидкотекучесть. При сварке бронз, содержащих алюминий, возникают трудности, вызванные образованием вследствие взаимодействия с атмосферным кислородом оксида алюминия, поэтому способы и технологию выполнения сварки выбирают такие же, как и при сварке алюминия, а режимы —характерные для сварки медных сплавов.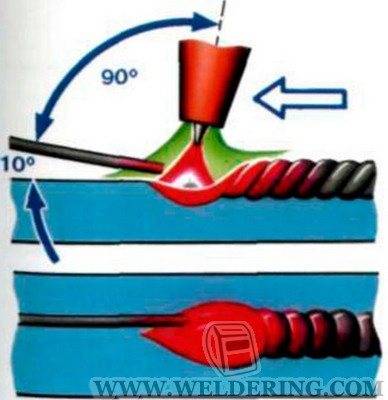
Есть еще много трудностей при сварке цветных металлов, которые рассмотрим в последующих статьях.
Атласная бронза: 5 применений для сварки меди
Медь — один из тех металлов, который является частью нашей повседневной жизни, и мы говорим не только о монетах. Этот металл был невероятно полезен для нас так, как вы, возможно, даже не представляли. Тот факт, что он существует не менее 10 000 лет, означает, что у него было много времени, чтобы оказать влияние.
Для чего используется медь? И как он находит свое место в нашей повседневной жизни?
Типы сварки меди
Мы можем использовать медь по-разному (мы доберемся до них через минуту), но медь просто не кажется нам именно так, как мы собираемся ее использовать. Вместо этого мы должны предпринять шаги, чтобы сделать медь более пригодной для повседневного использования. Один из способов сделать это — использовать различные формы сварки.
Пайка. Пайка — это способ соединения металлов с помощью присадочной проволоки или присадочного материала, который плавится и соединяет металлы. Это простой процесс, который можно использовать для выполнения небольших работ по дому. Хотя сантехники обычно используют его для ремонта медных труб и фитингов.
Это простой процесс, который можно использовать для выполнения небольших работ по дому. Хотя сантехники обычно используют его для ремонта медных труб и фитингов.
Пайка. Пайка также использует присадочный материал, такой как пайка. Однако температуры, используемые в процессе пайки, часто намного выше, чем при пайке. В крупных металлоконструкциях и при работе с изделиями различной толщины часто используется пайка. Это определенно не то, что каждый будет использовать в своем доме.
Сварка. Сварка требует различных методов, обучения и, как правило, некоторых навыков. В некоторых случаях сварки используются защитные газы, такие как аргон и гелий. Использование различных типов смесей может привести к разным результатам при сварке меди. Например, для более толстых деталей может потребоваться больше гелия, в то время как аргон является лучшим выбором, когда медь довольно тонкая. Другие виды сварки вообще не требуют газа. Применений для сварки меди много, но лучше доверить их профессионалам.
Используя любой из этих видов сварки, вы получите довольно полезные изделия из меди.
Использование для сварки меди
Знаете ли вы, что в нашей повседневной жизни так много вещей, с которыми мы соприкасаемся и которые
сделаны из меди? Как мы уже говорили вначале, первое, о чем люди думают, это медные монеты. Но медь
выходит далеко за рамки этого. И большинство этих металлических вещей — результат сварки меди.
1. Медная посуда
Хотите верьте, хотите нет, но медная посуда встречается чаще, чем вы думаете. Эти кастрюли и сковородки можно найти на
кухнях по всему миру. И те, у кого они есть, любят их — благодаря их интенсивной теплопроводности
.
2. Ювелирные изделия
Многие люди могут не знать, но медь часто встречается в ювелирных изделиях. Он имеет тенденцию улучшать эластичность, гибкость, твердость и коррозионную стойкость. Золото — очень распространенный легированный металл, когда дело доходит до 9.0003
Золото — очень распространенный легированный металл, когда дело доходит до 9.0003
медь. Большинство форм 18-каратного золота и стерлингового серебра содержат медь.
3. Перила
Медь обеспечивает безопасность на лестницах, балконах и т. д. Большинство перил, используемых в качестве защитных барьеров или
, за которые можно ухватиться, сделаны из меди. Поскольку медь обладает противомикробными свойствами, а
это поверхности с высокой проходимостью, это отличный выбор.
4. Дверные ручки и ручки
Как и перила, дверные ручки и ручки часто подвергаются прикосновениям. Чтобы они служили долго, а не
поддерживает места размножения микробов, дверные ручки и ручки хорошо себя чувствуют, если они изготовлены из меди. Вы были бы
удивлены, узнав, что почти каждая ручка, к которой вы прикасались в своей жизни, содержит некоторое количество меди.
5. Провода и трубы
Провода и трубы
Видели вы это или нет, но в вашем доме проложено множество проводов и труб. В вашем
водопроводе, электропроводке и т. д. используется медь. Это, опять же, благодаря его противомикробным свойствам
и его способности проводить электричество с высокой эффективностью.
Узнайте больше об использовании меди в Atlas Bronze
Осознаем мы это или нет, но медь является одним из тех металлов, которые играют важную роль в нашей жизни каждый
день. От сантехнических труб до ювелирных изделий и всего, что между ними, вероятно, наступит время, когда вам это понадобится. И когда вы это сделаете, Atlas Bronze уже здесь.
Свяжитесь с нашей профессиональной командой сегодня по телефону (800) 478-0887. Они готовы ответить на все ваши вопросы
об использовании медной сварки.
Как паять, паять и сваривать нержавеющую сталь с медью — за 5 простых шагов! – Learn to Moonshine
Если вы строите проект, требующий соединения детали из меди и нержавеющей стали, эта статья научит вас, как это сделать. В моем случае я собирал самодельный перегонный куб, и мне нужно было прикрепить тройные зажимные втулки из нержавеющей стали к 2-дюймовой медной колонне. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
В моем случае я собирал самодельный перегонный куб, и мне нужно было прикрепить тройные зажимные втулки из нержавеющей стали к 2-дюймовой медной колонне. Это очень распространенное соединение в пивоваренной и дистилляционной промышленности, и знание правильного способа соединения этих двух разнородных металлов обеспечит успех проекта. Можно приобрести 2-дюймовый медный наконечник, который можно припаять на месте, но он довольно дорогой по сравнению с наконечниками из нержавеющей стали, и у нас были обсуждения в группе Facebook о том, что медные наконечники со временем не герметизируются должным образом. Из-за мягкости меди эти наконечники могут быть подвержены царапинам и вмятинам. По этим причинам я думаю, что буду придерживаться трехзажимного наконечника из нержавеющей стали. Таким образом, большой вопрос заключается в том, можно ли соединить медь путем пайки, пайки или даже сварки, и если можно, то как это сделать?
Можно ли сваривать медь и нержавеющую сталь?
Так можно ли сваривать медь и нержавеющую сталь? Короткий ответ: «Да», они могут быть сварены вместе, но это чрезвычайно сложно и обеспечивает очень небольшую прочность конструкции. Почему ты спрашиваешь ? Ну вот длинный ответ.
Почему ты спрашиваешь ? Ну вот длинный ответ.
При сварке меди и нержавеющей стали возникают две проблемы. Во-первых, эти два металла имеют существенно разные температуры плавления. Нержавеющая сталь плавится при температуре около 1400 ° C, а медь плавится при 1085 ° C, разница составляет 315 ° C, что делает формирование лужи из двух металлов чрезвычайно трудным. Кроме того, существуют металлургические проблемы смешивания разнородных металлов в процессе сварки. Поскольку нержавеющая сталь не полностью растворяется в меди и имеет значительно более высокую температуру плавления, она сначала начнет затвердевать и формировать зернистые/кристаллические структуры. Присутствующая медь останется жидкой и будет вытесняться между этими формирующимися кристаллическими структурами, создавая очень слабую связь. По мере дальнейшего охлаждения сварного шва зерна нержавеющей стали начнут сжиматься из-за охлаждения, что приведет к разрыву зерен. В этот момент медь еще слишком горячая, чтобы добавить структурной прочности зернистой структуре, и в сварном шве образуются большие трещины, это известно как горячее растрескивание. Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
Горячее растрескивание серьезно снижает прочность сварного шва этого типа. Если вы хотите соединить медь и нержавеющую сталь, лучше всего подойдет пайка. Тем не менее, если у вас есть подходящее оборудование и навыки, такие как Eb Industries, сварка меди и нержавеющей стали может быть выполнена.
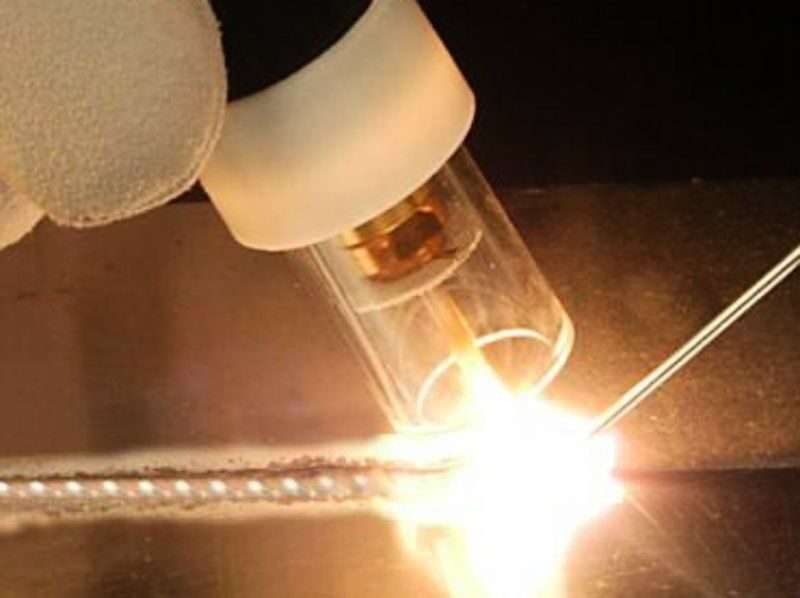
Как приварить медь к нержавеющей стали TIG
На рис. 1 показана сварка нержавеющей стали с медью
Если у вас в гараже нет электронно-лучевого сварочного аппарата, такого как Eb Industries, есть другой способ сварки/пайки нержавеющей стали и меди. Ниже приведено изображение успешного приваривания медной трубы к нержавеющей стали с тройным зажимом. Это было сделано с помощью сварочного аппарата TIG со стержнем из кремниевой бронзы. Теперь технически это можно было бы классифицировать как пайку TIG, потому что нержавеющая сталь имеет более высокую температуру плавления, чем присадочный стержень из кремниевой бронзы. Стержень из кремниевой бронзы имеет температуру плавления около 1050°C, а нержавеющая сталь имеет температуру плавления 1400-1450°C. Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
Этот процесс подробнее обсуждается на adiforums.com, если вам интересно узнать, что говорят некоторые профессионалы о сварке TIG меди и нержавеющей стали.
Если вы хотите попробовать сварить/припаять медь к нержавеющей стали с помощью сварочного аппарата Tig, у Тома Списака III есть несколько полезных советов. Он говорит: «Любой, у кого есть некоторый опыт работы с TIG, должен быть в состоянии сделать это соединение, используя проволоку из силиконовой бронзы, которую легко можно приобрести в вашем местном магазине сварочных материалов. На изображении выше показан сварной шов, который Том сделал между тройным зажимом из нержавеющей стали и медной трубой.
Что потребуется для сварки/пайки меди и нержавеющей стали:
- Tig Welder
- Газ аргон
- 1/16″ Силиконовый бронзовый стержень
- Остроконечная вольфрамовая электродная головка
Процедура сварки TIG:
- Шаг 1: Очистите все детали, подлежащие сварке/пайке, с помощью кусочка Эмори или стальной ваты.
- Шаг 2: Соберите детали, убедившись, что они плотно прилегают друг к другу. Зажать, если требуется.
- Шаг 3: Включите подачу аргона, установите сварочный аппарат TIG на постоянный ток и
33 имп/сек с заостренным вольфрамовым электродом. - Шаг 4: Сконцентрируйте свое тепло на меди Медленно добавляйте наполнитель в бассейн, перетаскивая бассейн к нержавеющей стали
наконечник. Вы не хотите плавить нержавеющую сталь здесь, иначе вы получите структурное растрескивание, как упоминалось выше. - Шаг 5: После завершения сварки проверьте наличие дефектов, очистив участок металлической щеткой, а также проверьте наличие утечек. Если вы строите все еще, как я, вы должны убедиться, что нет утечек.

В этом видеоролике демонстрируется сварка/пайка TIG меди с нержавеющей сталью.
Можно ли спаивать медь и нержавеющую сталь вместе?
Да, медь и нержавеющая сталь могут быть легко спаяны или спаяны вместе с использованием присадочного материала, который обычно содержит олово и серебро. В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
В отличие от сварки, когда мы сплавляем два металла вместе, при пайке или пайке используется наполнитель для соединения двух частей вместе, не расплавляя их. Температура отличает пайку от пайки, так как пайка обычно требует нагрева выше 450 ° C / 840 ° F для соединения деталей с помощью прутка для пайки. Пайка выполняется при температуре ниже 450°C/840°F с использованием припоя. Оба наполнителя содержат серебро, чем выше содержание серебра, тем выше температура плавления и прочнее соединение между деталями. Таким образом, пайка дает гораздо более прочную связь, чем пайка.
Как припаять нержавеющую сталь к меди
Если вы решите спаять компоненты вместе, то с этой задачей отлично справится обычный сантехнический припой, содержащий 95% олова и 5% сурьмы. Вы также можете использовать комплект Lincon Electric Solder Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, для достижения лучших результатов. Оба припоя будут иметь температуру плавления 230°C/450°F и могут быть нагреты простой пропановой или газовой горелкой Mapp. Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Вам нужно будет тщательно очистить обе части и нанести флюс на все поверхности, которые будут спаяны. Для этой работы мне нравится белый флюс Harris. Флюс важен, потому что он растворяет оксиды, образующиеся в процессе нагрева, и способствует проникновению припоя в соединение, обеспечивая защиту от кислорода в воздухе. Ниже представлено видео пайки нержавеющей стали на медь с последующей проверкой соединения на прочность.
Ниже я подробно описал процесс пайки медных фитингов к фитингам из нержавеющей стали в пошаговом формате, что должно упростить его выполнение. Если вы собираетесь паять медь к меди, вас может заинтересовать руководство по пайке меди
Материалы, необходимые для пайки:
- Пропановая или газовая горелка Mapp
- Сантехнический припой, содержащий 95% олова, 5% сурьмы или линкона Электрический припой Stay-Bright Kit с флюсом, который на 95% состоит из олова и на 5% из серебра, лучше
- Белый флюс-паста Harris или эквивалентный флюс убедитесь, что он подходит для травления нержавеющей стали.
- Стальная вата или стальная ткань эмори

Процедура пайки:
- Шаг 1: Очистите все детали, подлежащие пайке, с помощью куска ткани Эмори или стальной шерсти.
- Шаг 2: Нанесите белый флюс на поверхности, подлежащие пайке. Важно использовать флюс, подходящий для нержавеющей стали, так как он должен травить поверхность, чтобы припой мог правильно сцепиться. Вы могли бы использовать
Подойдет соляная (соляная) кислота, фосфорная кислота, фторборатные флюсы и хлорид цинка. - Шаг 3: Соедините две детали вместе и начните нагревать медь с помощью пропановой или газовой горелки MAPP. Не нагревайте нержавеющую сталь напрямую. Как только припой начнет плавиться на меди, переместите тепло на нержавеющую сталь. Нагревайте, пока не увидите, как припой течет в соединение. Затем удалите источник тепла.
- Шаг 4: Дайте детали остыть, пока она не станет теплой, затем сотрите излишки флюса водой с мылом.
- Шаг 5: Выполните тест на утечку, чтобы убедиться, что соединение полностью герметично.
Вот еще несколько продуктов, рекомендованных членами группы Home Disttilers of America в Facebook:
- Серебряный припой Stay-brite 8 1/8″
- Harris SCLF16 Жидкий паяльный флюс, 16 унций
900 85 Как паять Нержавеющая сталь к меди
Медный припой обеспечивает более прочную связь из-за высокого % серебра в прутке для пайки. Но это также будет стоить дороже и требует использования ацетиленовой или газовой горелки Mapp для плавления припоя. Вы можете приобрести прутки для пайки с различным процентным содержанием серебра, а также прутки с флюсовым или непокрытым покрытием. В моем случае я бы порекомендовал использовать прут для пайки 45% серебра, покрытый синим флюсом, который имеет температуру плавления приблизительно 600°C/1100°F для соединения деталей из меди и нержавеющей стали. Если вам требуется большая прочность, вы можете использовать припой из 56% серебра с оранжевым флюсовым покрытием. Вы также можете применить флюс для серебряного припоя Harris «Stay-Silv» или аналогичный продукт для очистки всех деталей перед пайкой. Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Ниже представлено видео, демонстрирующее, как припаивать медь к нержавеющей стали.
Процесс пайки медных фитингов из нержавеющей стали описан ниже в пошаговом формате. Прежде чем начать, важно понимать, что вы можете повредить поверхность нержавеющей стали, перегрев ее в процессе пайки. Хром используется в нержавеющей стали для предотвращения коррозии, когда вы нагреваете нержавеющую сталь до температуры 425–870 °C (800–1600 °F) в течение длительного периода времени, хром может диффундировать с поверхности и образовывать карбиды хрома, что делает сталь уже не нержавеющая. Оставляя его подверженным коррозии и растрескиванию. Вы можете предотвратить это, избегая чрезмерного нагрева деталей и охлаждая детали в воде после 4 минут нагрева.
Материалы, необходимые для пайки:
- Ацетиленовые горелки или газовая горелка Mapp
- Пруток для пайки с синим флюсовым покрытием, 45% серебра Процедура стирания:
- Шаг 1: Очистите поверхность стальной ватой или тканью Эмори.
- Шаг 2: Нанесите флюс на обе поверхности, подлежащие пайке, убедитесь, что у вас есть флюс, способный травить нержавеющую сталь и предназначенный для высокой температуры пайки (более 840 F). здесь.
- Шаг 3: Соедините детали и начните нагревать медь круговыми движениями, следя за тем, чтобы она равномерно нагревалась вокруг трубы. Когда припой начнет течь, переместите горелку ближе к нержавеющей стали, чтобы присадочный материал попал в стык между двумя деталями. Нержавеющая сталь передает тепло медленнее, чем медь, поэтому она не нагревается до нужной температуры почти так же долго. Вот почему мы начинаем нагревать медь в первую очередь. Если вы припаиваете клапан, который может быть чувствителен к температуре, оберните клапан влажным радом, чтобы предотвратить расплавление внутренних частей клапана.
- Шаг 4: Дайте детали остыть, пока она не станет теплой на ощупь, а затем удалите флюс водой с мылом до полного остывания.
- Шаг 5: Выполните тест на утечку, чтобы убедиться, что соединение полностью герметично.
В чем разница между покрытым флюсом и непокрытым серебряным припоем?
Давайте поговорим о преимуществах и недостатках использования прутков для припоя с флюсовым покрытием по сравнению с прутками для припоя без покрытия. Очевидным преимуществом использования стержней для пайки с флюсовым покрытием является удобство. Нам не нужно наносить флюс на детали, которые мы припаиваем, потому что он уже находится на стержне, и поэтому нам не нужно покупать флюс для серебряного припоя отдельно. Недостатком паяльного стержня с флюсовым покрытием является то, что трудно контролировать количество флюса, нанесенного на соединение, когда оно уже находится на стержне, и, что еще хуже, если вы перегреете соединение, флюс может образовать твердую черную стекловидную пленку, которую невероятно трудно удалить. удалять. Я слышал аргументы в пользу того, что лично мне больше нравятся стержни с флюсовым покрытием. Я хотел бы услышать ваше мнение о том, какой метод вы предпочитаете, напишите мне комментарий внизу статьи.
- Шаг 1: Очистите поверхность стальной ватой или тканью Эмори.


