Технология производства керамогранита
Керамогранит — исключительный по техническим качествам материал, поэтому необходимо, чтобы используемое для его производства сырьё было абсолютно чистым и обладало по возможности совершенной геохимической структурой. Итак, качество сырья является непреложным условием производства хороших изделий.
Процесс изготовления керамогранита начинается со складирования сырья, которое бывает трёх видов: глинистые, неглинистые и инертные материалы. Глинистое сырьё составляют каолиновые глины и каолины, придающие сырьевой основе связывающие свойства и пластичность, что впоследствии, после прессования, позволяет плитке сохранять свою форму. Неглинистые материалы — полевые шпаты — уменьшают пористость обожженных изделий, облегчая процесс спекания и придавая материалу прочность, компактность и стойкость.
Инертные материалы — это кварцевые пески; они образуют «остов» плитки. К сырьевым материалам относятся также пигменты, которые являются оксидами или смесями оксидов металла, почти все они изначально натурального происхождения, переработанные затем особым образом, используются для получения цвета, требуемого производством. После выгрузки и складирования сырья в специальные отсеки, в которых поддерживается постоянная температура, начинается технологический процесс, на первом этапе которого производится помол и окрашивание сырья, которое впоследствии составит основную сырьевую смесь. Сырьё загружается в приёмные бункера, откуда ленточные конвейеры подают его к соответствующим установкам.
После выгрузки и складирования сырья в специальные отсеки, в которых поддерживается постоянная температура, начинается технологический процесс, на первом этапе которого производится помол и окрашивание сырья, которое впоследствии составит основную сырьевую смесь. Сырьё загружается в приёмные бункера, откуда ленточные конвейеры подают его к соответствующим установкам.
Для начала сырьевые материалы, строго дозированные на весовых конвейерах, перемешиваются по заданной рецептуре, в результате чего получается основная сырьевая смесь. Эта смесь подвергается последующей обработке, призванной обеспечить абсолютную однородность массы по размеру и по влажности частиц материалов.
Итак, первый шаг — это достижение гранулометрической однородности. А достигается она в результате мокрого (т.е. в присутствие воды) помола материалов в мельницах, имеющих вид огромных стальных цилиндров, непрерывное вращение которых обеспечивается мощными электродвигателями. Внутри каждой мельницы имеются несколько сообщающихся камер, каждая из которых содержит определённое количество мелющих тел. Последние в результате вращения цилиндров падают одно на другое, измельчая частицы сырьевой смеси.
Последние в результате вращения цилиндров падают одно на другое, измельчая частицы сырьевой смеси.
В качестве мелющих тел используются натуральные материалы (галька) или шары различных размеров из натуральных компонентов, переработанных специальным образом (например, из спечённого глинозёма). Результат — водная суспензия, частицы которой обладают достаточно мелкой и однородной величиной.
Внутри мельница состоит из нескольких сообщающихся камер, разделённых прорезиненными сетками. В каждой камере содержатся мелющие тела, уменьшающиеся по мере перемещения из одной камеры в другую. Смесь перемещается из одной камеры мельницы в другую, только когда зернистость материалов достигает нужных размеров. Получаемая масса — водная суспензия, частицы которой обладают достаточно мелкой и однородной величиной, чтобы можно было перейти к следующей стадии обработки. Эта суспензия называется шликером.
Полученный шликер поступает в огромные подземные бассейны, где, во избежание отстаивания (т. е. оседания составных частей), непрерывно перемешивается с помощью пропеллерной мешалки. Затем сырьевая смесь окрашивается, и получаются те тона, которые впоследствии составят смесь пресспоршка. Окрашивание осуществляется путём добавления в шликер приготовленных ранее красителей, система дозирования которых полностью компьютеризована.
е. оседания составных частей), непрерывно перемешивается с помощью пропеллерной мешалки. Затем сырьевая смесь окрашивается, и получаются те тона, которые впоследствии составят смесь пресспоршка. Окрашивание осуществляется путём добавления в шликер приготовленных ранее красителей, система дозирования которых полностью компьютеризована.
Теперь шликер должен быть обезвожен до нужной степени. Данная операция производится в атомизаторе (башенном распылительном сушиле). Содержащийся в бассейнах шликер при помощи насосов подаётся в атомизатор. Это огромный стальной цилиндр, оснащённый газовой горелкой, которая доводит внутреннюю температуру до 550 градусов. Проходя под высоким давлением через форсунки, шликер распыляется внутрь сушила, где попадает под поток горячего воздуха. Вода быстро испаряется через верхнюю часть атомизатора, а высушенная смесь, пресспорошок, высыпается на транспортёр через его нижнюю часть, который доставляет его в бункера хранения. Цель атомизации — высушить шликер до получения материала, степень влажности которого идеальна для его прессованию.
Процент влажности полученного пресспорошка составляет около 6 %. Это идеальный показатель, обеспечивающий правильное выполнение прессования, в процессе которого плитки обретают форму. Пресспорошки являются главным ингредиентом смесей, которые будут подвергнуты прессованию. Перед прессованием порошки поступают в бункера хранения, где охлаждаются до температуры окружающей среды и становятся однородными по остаточной влажности.
Далее различные цвета извлекаются из бункеров и перемешиваются посредством автоматизированного оборудования в соответствии с формулой или рецептом. Количество цветовых сочетаний бесчисленно. На этом этапе возможно обогащение порошков другими материалами, в виде гранул, порошков или чешуек, придающими готовым изделиям особые эстетические и технические свойства. Полученные таким образом составы являются конечным результатом процесса обработки сырьевых материалов.
Этап прессования преследует три цели: формование плитки – придание пресспорошку установленной формы; трамбование пресспорошка — процедура, позволяющая сырой и ещё необожженной плитке выдерживать последующие нагрузки; уплотнение – предельное сокращение пористости плитки.
Этап формовки начинается с подачи пресспорошка к прессам. Прессование включает четыре стадии:
- Сначала форма наполняется пресспорошком, который подаётся из расходных бункеров, расположенных над прессами.
- Затем форма закрывается, и выполняется первичное прессование под небольшим давлением. В этом случае содержащийся в плитке воздух сжимается и удаляется при лёгком открывании формы.
- После этого имеет место вторичное прессование, которое и обусловливает создание сырой плитки.
- И в последнюю очередь плитка извлекается из формы, а одновременно идёт новая загрузка пресспорошка для последующего прессования.
На этом этапе формованная плитка пока ещё не готова к обжигу, так как её остаточная степень влажности слишком высока. Поэтому плитка перемещается в сушилку, расположенную на линии сразу после пресса. Функция сушилки – довести степень влажности плитки до значения, близкого к нулю. Далее, сохраняя температуру 80-100°C, плитка возвращается на линию для последующей обработки. Сушилки являются экологически чистыми установками, так как сушка в них осуществляется теплоносителем, поступающим из печи, что обеспечивает значительную экономию энергии. После сушки плитки, при необходимости, декорируются и затем обжигаются.
Далее, сохраняя температуру 80-100°C, плитка возвращается на линию для последующей обработки. Сушилки являются экологически чистыми установками, так как сушка в них осуществляется теплоносителем, поступающим из печи, что обеспечивает значительную экономию энергии. После сушки плитки, при необходимости, декорируются и затем обжигаются.
Как делают керамогранит: технология изготовления, состав, этапы, оборудование
Керамический гранит — один из востребованных строительных материалов, который изготавливают из качественных огнеупорных глин с включением кварцевого песка, полевого шпата, %каолина|Каолин%, окрашивающих компонентов и других добавок. Смесь кладут под пресс с высоким давлением и обжигают при 1200 градусах, что придает керамограниту прочность и твердость.
В статье подробнее разберем последовательность и особенности изготовления керамогранита и технологию процесса, а также обсудим качества готового материала, сделавшего его настолько популярным.
Характеристика керамогранита
Основу керамогранита составляют два вида глины, в состав которых включены минеральные кварцсодержащие материалы и натуральные пигменты.
Чтобы избежать трещин, формирование глазури производится в несколько приемов. В результате получается относительно толстое, при этом идеально плоское и гладкое покрытие.
Состав керамогранита близок к натуральному граниту. Но основное отличие в том, что в нем нет радиоактивных соединений, которые встречаются в обычном камне. Производители контролируют составы и не допускают лишних добавок. Смесь готовится путем перемешивания всех компонентов (минералы, полевой шпат, кварц) с их прессованием под серьезным давлением. После высыхания спрессованного камня керамогранит обжигают при высокой температуре — до 1300 градусов. На последнем этапе наносят эмаль методом смальтирования.
MILKIWAY SILVER
За основу при производстве берется та же технология, что и у природного материала. Отличие только в том, что процесс на всех этапах контролирует мастер, что дает возможность получить качественный декоративный материал. Он становится прочным, стойким к влиянию негативных факторов, привлекательно выглядит.
Немаловажным плюсом керамогранита считается повышенная стойкость к износу. Применяемая технология изготовления керамогранита придает материалу высокую морозоустойчивость, снижает подверженность к действию ультрафиолета, механическим воздействиям. Эти характеристики производители подтверждают при помощи экспертиз.
Керамогранит, состав которого дает материалу высокую плотность, отличается низким водопоглощением. На него не воздействуют щелочные материалы и кислоты, такая плитка способна выдерживать серьезные механические нагрузки, перепады температур и другие трудности. Также он настолько прочен, что способен справляться с влиянием открытого огня.
Поверхности керамогранита различаются от метода обработки:
На матовой плитке после есть тонкий слой смальты, который дает небольшой отблеск. Поверхность не подвергается обработке, исключение — механическая подрезка кромок. %Глазурованный|Глазурованный% матовый керамогранит не скользит даже при полном покрытии влагой.

Полуполированный камень изготавливают путем частичной срезки верхнего слоя. За счет этого на поверхности объединены матовые и глянцевые области.
Полировка дает возможность получить оригинальный материал с гладкой и ровной блестящей поверхностью благодаря срезке верхнего матового слоя после обжига.

Компании, производящие плитку керамогранит, предлагают глазурованный и неглазурованный декоративный камень.
CALACATTA BRONZE
В зависимости от числа обжигов керамогранит называется монокоттурой и бикоттурой. Монокоттура имеет один обжиг — на 2-3 часа материал кладут в печь при 1300 градусов и не спеша остужают. Бикоттуру производят с двумя обжигами. Сначала при температуре 1100 градусов для формирования керамической основы, после — при 700 градусах для скрепления глазури.
Бикоттуру берут для облицовки в большинстве ситуаций, так как из-за недлительного воздействия высоких температур декоративные качества сохраняются лучше, а поверхность остается идеально гладкой. Также размеры плитки не меняются при производстве, а монокоттура немного трансформирует свой формат.
Также размеры плитки не меняются при производстве, а монокоттура немного трансформирует свой формат.
Камень отличается высокой прочностью (материал выдерживает нагрузку до двух тонн), длительностью службы (от 30 лет), однородностью цвета, износостойкостью (по шкале МООСа — 8-9 баллов из 10). Укладывать его разрешено везде: от фасадов зданий до ванных, потому что керамогранит устойчив к влаге, огню, морозу, кислотным составам.
Производство керамогранита налажено в России, Польше, Италии, Испании, Турции и многих других странах. Марки, которые занимаются этим строительным материалом, постоянно меняют и улучшают технологии производства, добавляют новые текстуры, экспериментируют с дизайнами и оттенками.
Состав для изготовления керамогранита
ROMANO CREMA
Состав керамогранита близок к природному материалу — граниту. Но керамика получается благодаря химическому взаимодействию между несколькими ингредиентами. Обычно в составе встречаются:
Тугоплавкая глина.
Делает материал устойчивым к повышенным температурам, дает хорошие теплоизоляционные свойства. Также благодаря этому компоненту плитка приобретает устойчивость к перепадам температур.Каолин. Основные его свойства — повышенная огнеупорность, низкая пластичность и связующая способность. Он придает керамограниту особую прочность.
%Кварцевый песок |Кварцевый песок%. База керамики любого типа, которую отличает твердость, тугоплавкость, устойчивость к влиянию кислот и щелочей.
Полевой шпат. В расплавленном виде он заполняет мелкие поры, а при охлаждении немного дает усадку. Компонент обеспечивает составу хорошую вязкость для достижения хорошей плотности изделий.
Пигменты. За основу берут красящие порошки в виде металлических оксидов кобальта, железа, хрома и других элементов и их смесей. Чтобы оттенок получился предсказуемым, остальные компоненты подбирают с минимумом окрашивающих добавок.
 Делает материал устойчивым к повышенным температурам, дает хорошие теплоизоляционные свойства. Также благодаря этому компоненту плитка приобретает устойчивость к перепадам температур.
Делает материал устойчивым к повышенным температурам, дает хорошие теплоизоляционные свойства. Также благодаря этому компоненту плитка приобретает устойчивость к перепадам температур.Дополнительно при производстве плитки керамогранита при необходимости берут ангоб, который маскирует грубую фактуру и защищает плитку от внешних факторов, а также электролит для улучшения текучести массы.
Базой для пресс-порошка служит шликер — жидкая глиняная масса или глиняный клей для соединения деталей. Его готовят путем смешивания глины, добавления электролита и воды, а после смесь превращается в суспензию. Так получается добиться равномерного распределения составляющих по всей массе.
| На соотношение компонентов влияет вид материала, необходимый класс износостойкости, оттенок и назначение. Состав подбирают именно с их учетом. |
|---|
Технология изготовления керамогранита
Стройматериал создается только из натурального сырья – глины. Он подвергается однократному (монокоттура) или двукратному (бикоттура) %обжигу|Обжиг%, поэтому сырье отличается огнеупорными характеристиками и включает минимум красящих элементов.
CODE ASH
Производители керамогранита берут за основу полевой шпат, огнеупорные глины, кварцевый песок и каолин. До применения все из них подвергаются проверке — входному контролю. Каждый современный цех имеет компьютеризированное оборудование, что позволяет быстро проводить сложные анализы с высокой точностью.
На каждом этапе сырье подвергается многоступенчатому технологическому контролю, после которого его пропускают или не пропускают для дальнейшей работы.
Этапы изготовления керамогранита
Изготовление керамики считается сложным процессом как в плане заготовки, так и по уровню организации. Стадий очень много, причем для получения разных видов манипуляции будут немного отличаться.
При учете всех технологий, которые применяют при изготовлении керамогранита, получается создать материал с достаточно прочной и плотной структурой. Благодаря этому, он считается одинаково подходящим для отделки внутренних и внешних покрытий.
PULPIS GREY
Поэтапно разберем, как делают плитку керамогранит:
Выбор сырья. На этой стадии требуется внимательность, потому что от качества массы заготовки сильно зависят характеристики готового продукта. Для керамогранита обязательно подбирают мягкую и пластичную глину, которую после окрашивают пигментом.
Важно, чтобы компоненты для материала хранились в отдельных отсеках. В них под определенной температурой и при нужной влажности они готовятся к дальнейшим этапам производства. Сырье загружают в контейнеры, в которых они попадают на производственную линию и в нужной дозировке включаются в будущий состав.Подготовка замеса. Представляет собой смешивание компонентов и получение порошка, который является заготовкой для формовки. Готовое сырье нужно тщательно измельчить в специальной мельнице. В ней раствор получается максимально однородным, а материал после прочным. Когда состав измельчен, его доставляют в смесительную камеру мельницы, где готовится порошок. Далее из раствора выпаривают воду, помещая его в камеру с горячим воздухом при температуре свыше 600 градусов. Полученный состав полностью готов к прессованию.
Окрашивание. Добавление красителей, хранящихся в отдельных емкостях. Оттуда сырье для керамогранита автоматически передается в атомизатор, где полностью обезвоживается благодаря газовым горелкам.
Формовка плитки.
На этот этап допускается только материал с влажностью не более 7%. Плитку формуют в прессе под давлением в два этапа. На первом из состава нейтрализуют воздух, а после происходит сама формовка. Этот этап позволяет получить высокую плотность и минимальную пористость продукта. Также соблюдение всех правил при проведении процедуры на выходе дает изделие нужной формы, размера и фактуры.Сушка. Готовые формы сушат в тепловых камерах с горячим воздухом. Этот этап нужен, чтобы окончательно убрать ненужную влагу — в итоге ее показатель должен составлять не больше нескольких сотых процента.
Обжиг. Один из самых серьезных этапов, где контролю уделяют особое внимание. От его качества зависят как свойства керамогранита, так и качество оттенка. При высокой температуре ингредиенты быстро плавятся и взаимодействуют, создавая монолитный материал. Для обжига используют крупные производственные печи, разделенные на секции с определенной температурой. Плитка находится в каждом отсеке установленное время.
В течение этого процесса керамогранит проходит четыре обязательные стадии:
 В них под определенной температурой и при нужной влажности они готовятся к дальнейшим этапам производства. Сырье загружают в контейнеры, в которых они попадают на производственную линию и в нужной дозировке включаются в будущий состав.
В них под определенной температурой и при нужной влажности они готовятся к дальнейшим этапам производства. Сырье загружают в контейнеры, в которых они попадают на производственную линию и в нужной дозировке включаются в будущий состав. На этот этап допускается только материал с влажностью не более 7%. Плитку формуют в прессе под давлением в два этапа. На первом из состава нейтрализуют воздух, а после происходит сама формовка. Этот этап позволяет получить высокую плотность и минимальную пористость продукта. Также соблюдение всех правил при проведении процедуры на выходе дает изделие нужной формы, размера и фактуры.
На этот этап допускается только материал с влажностью не более 7%. Плитку формуют в прессе под давлением в два этапа. На первом из состава нейтрализуют воздух, а после происходит сама формовка. Этот этап позволяет получить высокую плотность и минимальную пористость продукта. Также соблюдение всех правил при проведении процедуры на выходе дает изделие нужной формы, размера и фактуры. В течение этого процесса керамогранит проходит четыре обязательные стадии:
В течение этого процесса керамогранит проходит четыре обязательные стадии:подготовительный обжиг — проводится при температуре 400 градусов;
предварительный прогрев — достигает 900 градусов, подготавливает плитку к дальнейшему обжигу;
основной обжиг — проводится при температуре 1300 градусов, затем объем плитки сокращается на 5–10%, а уровень влагопоглощения становится почти нулевым;
плавное снижение температурного режима. Это не позволит плитке повредиться из-за резких температурных перепадов.
MAGNUM MARFIL
После обжига глазурованный керамогранит проходит еще одну процедуру. Высушенную плитку кладут в глазуровочную камеру, в которой на нее наносят декоративный слой. Из-за этого дополнительного этапа такой вид керамогранита дороже неглазурованного аналога.
Еще один возможный этап — ректификация. Это процесс, при котором плитке придается идеальная форма. В идеале отклонения по размерам продукции в партии не должны превышать 0,5 мм, а стороны должны оказаться идеально ровными. Это ускорит процесс укладки.
Это ускорит процесс укладки.
После остывания изделие превращается в особенно прочное: имеет минимум пор и обладает повышенной стойкостью.
MAGNUM GRIS
| При обжиге керамогранита нужно внимательно отслеживать уровень температуры, так как от него зависит расцветка получившегося стройматериала. Контроль больше всего важен, когда гранит покрывают глазурью. Слишком высокая температура ведет к пережогу поверхности, а если температурный режим окажется ниже нормы, то форма получится недожженной и менее прочной. |
|---|
Сортировка и контроль качества. На этой стадии производства керамогранита проверяют габариты плит, плоскостность и точность формы. Материал фильтруют по оттенку, калибру и сорту, а после держат только в специальной таре.
Плитка может дополнительно обрабатываться. На керамогранитной поверхности можно сформировать любую фактуру. Для этого применяют шлифовальные станки с алмазными абразивами.
Некачественную плитку после сортировки убирают из партии, а после отдают на переработку специальному оборудованию. После сортировки качественный керамогранит отправляют на оптовые склады для реализации в магазинах города, страны или поставки за рубеж.
Оборудование для изготовления керамогранита
Изготовление керамического гранита возможно организовать только на крупных предприятиях. Это обусловлено тем, что технология достаточно трудоемкая, требует больших вложений. В производственных цехах размещают автоматизированные установки, которые на наиболее сложных этапах контролируют операторы.
ROMANO GREY
В линии задействованы:
Отдельные емкости для каждого компонента смеси.
Ленточный транспортер, который перевозит необходимые объемы.
Шаровая мельница — труба в виде конуса с шаровыми жерновами из твердых материалов.
Смесительная камера для производства шликера.
Сушилка, в которую смесь попадает под давлением через форсунки.
Под воздействием горячего воздуха капли высыхают, образуя сыпучие сферические гранулы.Силосы, где пресс-порошок выдерживается некоторое время до начала изготовления. Из них сырье дозированно поступает и транспортируется дальше.
Бункер дозации пресса — масса подается порционно в объеме, требуемом для формовки одной плиты.
Гидравлический пресс для формовки плитки.
Сушильные камеры. Бывают вертикальными или горизонтальными, сушка в обоих производится при помощи потока горячего воздуха.
Печи тоннельного типа, где есть возможность поддерживать разную температуру в секторах. Они функционируют постоянно, а весь цикл обжига одной партии занимает до 50 минут.
Струйный принтер. Автоматизированный комплекс, главное назначение которого — нанесение рисунка на облицовочную плитку с использованием струйной печати. Сейчас это наиболее современная технология в мире керамики.
Автоматизированные роботы-упаковщики.
Приступают к работе на конечном этапе производства.
 Под воздействием горячего воздуха капли высыхают, образуя сыпучие сферические гранулы.
Под воздействием горячего воздуха капли высыхают, образуя сыпучие сферические гранулы. Приступают к работе на конечном этапе производства.
Приступают к работе на конечном этапе производства.Где используется керамогранит
Изготовление плитки керамогранита изначально было актуально лишь для технических помещений. Гранит покупали для отделки напольных покрытий в комнатах с серьезными нагрузками — это промышленные цеха, общественные места и торговые площадки.
В последние годы число разновидностей плитки значительно выросло, поэтому расширилась и сфера применения материала. Сейчас керамогранит применяют для облицовки современных зданий, используют как отделочный материал фасадов и внутреннего обустройства полов и стен.
ELEGANT ARMANI CHOCO
Для укладки нужно покупать только специальные клеевые составы. Для коллекций бренда Laparet хорошо подходят клеи Titan и Monolith, изготовленные на надежной основе и только с экологичными компонентами. Выбор клеев огромен: можно выбрать составы для любого формата плитки, внутренней и внешней облицовки, а также системы «теплый пол». Клеи отличаются надежностью и долговечностью, они не подвержены воздействию высокой влажности и низких температур, не нуждаются в пластификаторах.
В союзе с качественным и правильно уложенным керамогранитом облицовка будет служить более 30 лет без потери своих свойств. Также гранит часто выбирают благодаря его прочности, стойкости к механическим повреждениям и истиранию. Он не разрушается под действием экстремально низких температур или высокой влажности, легко выдерживает температурные колебания.
Большой выбор дизайнов, расцветок и фактур позволяет экспериментировать и воплощать оригинальные дизайнерские решения для различных комнат или фасадов зданий. У производителей можно подобрать материал любого цвета и фактуры, подходящей под стиль вашего офисного помещения или домашнего пространства.
Благодаря особой технологии производства, керамогранит обладает важными техническими характеристиками:
Низкое водопоглощение. Показатель находится на уровне нескольких сотых процента, что намного меньше показателей натурального гранита — около 5 %. Эта характеристика дает материалу хорошую морозостойкость. Исходя из этого укладку плиток из керамогранита на цементную подушку проводят лишь в отапливаемых помещениях.
За их пределами керамогранит укладывают только с металлоконструкциями или со специальными клеевыми составами.Стойкость к воздействию химических веществ. Благодаря этому, очищение керамики не занимает много времени и не требует серьезной подготовки и подбора средств.
Ударная стойкость и прочность на изгиб. Это облегчает укладку и эксплуатацию покрытия.
Стойкость к перепадам температур и высокой влажности, что особенно важно для сложных помещений: террас, ванных комнат.
Длительное сохранение первоначального цвета и устойчивость к выгоранию.
Геометрия. Влияет на легкость укладки материала. Основывается на минимальном различии размеров плит из одной партии после обжига. У брендов, производящих керамогранит, калибры и различия плиток варьируются от 0,1 до 0,7%.
Способность противостоять загрязнениям. Благодаря однородности, в поры материала попадает минимум грязи, а условий для размножения вредных микроорганизмов не создается.
Даже неполированное матовое покрытие моется легко при помощи абразивных и порошкообразных средств.Возможность производства плитки с твердой структурной поверхностью и антискользящими свойствами. Это хороший выбор для облицовки покрытий на улице.
 За их пределами керамогранит укладывают только с металлоконструкциями или со специальными клеевыми составами.
За их пределами керамогранит укладывают только с металлоконструкциями или со специальными клеевыми составами. Даже неполированное матовое покрытие моется легко при помощи абразивных и порошкообразных средств.
Даже неполированное матовое покрытие моется легко при помощи абразивных и порошкообразных средств.Разобравшись, как делают керамогранит, легче понять, почему он настолько востребован у владельцев домов и квартир и универсален. Он считается отличным выбором для помещений с высокой проходимостью — как гостиных и прихожих в домах, так и в торговых комплексах, магазинах и других общественных местах. Он способен органично вписаться в любое пространство и украсить его. Главное условие — стоит покупать материал только у надежных производителей, которые гарантируют соблюдение технологий производства и применение качественного сырья.
Источники
etoprosto.ru/ru/articles/kak-delayut-keramogranit—reportazh-s-fabriki/
infradom.ru/2021/08/22/из-чего-делают-керамогранит-из-чего-де/
mdv63.ru/raznoe-2/keramogranit-kak-delayut-iz-chego-delayut-i-kak-delayut. html
html
Производственный процесс керамогранита Ceramic District
Производственный процесс керамогранита Ceramic District
Особый выбор: Ceramic District — это торговая марка Steuler Tile Group, предназначенная специально для архитекторов и дизайнеров. Изображение предоставлено Ceramic District
- Автор: Architonic
Марка плитки премиум-качества, произведенная в Германии, от Ceramic District полностью удовлетворяет потребности архитекторов. s и дизайнеров интерьеров, расширяя возможности создание первоклассной керамической архитектуры.
Поэтически снятое видео, созданное Ceramic District, представляет собой последовательность сцен, в которых можно заглянуть за стены, казалось бы, заброшенного завода. Показано, что природное сырье, такое как глина, полевой шпат, кварц и каолин, проходит через различные этапы производства: зачерпывание экскаватором, просачивание с ленточных конвейеров, протекание по желобам, смешивание в огромных барабанах, прежде чем их обожгут и, наконец, аккуратно уложат в кучу. многослойные стопки готовой плитки.
многослойные стопки готовой плитки.
На самом деле, конечно, в производстве керамической плитки участвуют самые разные люди. Ceramic District был запущен в 2020 году как часть Steuler Tile Group — одного из крупнейших в Германии производителей керамогранита и керамогранита, основанного в Мюлакере в Баден-Вюртемберге и управляемого семьей на протяжении четырех поколений. Ноу-хау брендов Steuler опирается на более чем 150-летнюю традицию. Благодаря изысканному выбору аутентичных материалов, Ceramic District напрямую удовлетворяет потребности архитекторов и дизайнеров, которых в своих проектах консультирует и поддерживает команда экспертов компании.
Предоставлено Ceramic District Дизайн плитки Quarzsprung передает характер глазури, содержащей диоксид титана, которая сначала наносится в вязком состоянии, а затем обжигается. Для коллекции были отобраны двенадцать воспроизводимых образцов. Изображение предоставлено Ceramic District
Изображение предоставлено Ceramic District
Последним дополнением к ассортименту продукции являются четыре взаимосвязанные, но отдельные коллекции – первая, специально разработанная для портфолио Ceramic District. При разработке коллекций дизайнеры и керамисты компании исследовали и тестировали современные технические возможности, чтобы удовлетворить самые высокие требования к качеству и дизайну. В каждой из четырех коллекций представлен керамогранит толщиной 6 мм, который обрабатывается и перерабатывается в серийно выпускаемые изделия в единственном экземпляре.
Например, при использовании Feuergold на плитку с помощью цифровой печати наносится настоящее 24-каратное золото. Как тонкая пленка, она покрывает поверхность фарфора антрацитового цвета, позволяя тонко просвечивать первоначальную текстуру плитки. Feuergold предназначен для роскошных интерьеров – отелей, спа-салонов или эксклюзивных интерьеров домов, где требуется нотка гламура, чтобы стены сияли.
Предоставлено Ceramic District Для Streuwerk есть четыре дизайна: Square, Mauresk, Diamond и Stil с цветочным узором. Возможна также персонализация. Доступны размеры 180×120, 60×120, 60×60, 30×30 и 15×15 см. Изображение предоставлено Керамическим районом
Возможна также персонализация. Доступны размеры 180×120, 60×120, 60×60, 30×30 и 15×15 см. Изображение предоставлено Керамическим районом
Для коллекции Quarzsprung разработчики продукта позаимствовали термин из производства керамики. Имеется в виду критический момент при нагреве и охлаждении керамической массы — точка инверсии кварца, когда изменяется кристаллическая структура кварца и изменяется его удельный объем. При производстве необходимо учитывать это поведение материала, чтобы на обжигаемом объекте не образовались трещины или трещины.
Предоставлено Ceramic District Feuergold обязан своим названием настоящему 24-каратному золоту, наносимому на него цифровой печатью во время производства. Базовая текстура плитки из керамогранита все же слегка проступает. Доступен в размере 60×120 см. Изображение предоставлено Керамическим районом
Химический эффект дал название коллекции, но сам дизайн имитирует течение вязкой глазури. «Как и другие коллекции плитки, дизайн был создан в контексте производства», — объясняет Штефан Гриммайзен, глава недавно созданного подразделения Ceramic District. Глазурь из диоксида титана была вылита на фон антрацитового цвета и затем обожжена. Многочисленные испытания привели к двенадцати воспроизводимым образцам. Очевидно, что такие поверхности сложно смоделировать в студии и тем более в графическом программном обеспечении. Двенадцать отсканированных мотивов печатаются цифровым способом на плитках размером 30×30 см и запечатываются под стеклом, защищающим их от механических и химических воздействий. Незначительные неровности, такие как небольшие впадины и канавки, являются преднамеренными деталями дизайна плитки, который был задуман для отделки стен. В сочетании с монохромной плиткой цвета антрацит серия Quarzsprung предлагает привлекательный контраст между несовершенством и однородностью.
Глазурь из диоксида титана была вылита на фон антрацитового цвета и затем обожжена. Многочисленные испытания привели к двенадцати воспроизводимым образцам. Очевидно, что такие поверхности сложно смоделировать в студии и тем более в графическом программном обеспечении. Двенадцать отсканированных мотивов печатаются цифровым способом на плитках размером 30×30 см и запечатываются под стеклом, защищающим их от механических и химических воздействий. Незначительные неровности, такие как небольшие впадины и канавки, являются преднамеренными деталями дизайна плитки, который был задуман для отделки стен. В сочетании с монохромной плиткой цвета антрацит серия Quarzsprung предлагает привлекательный контраст между несовершенством и однородностью.
Коллекция WabiSabi имеет очень похожую типологию, но каждое изделие действительно уникально. Во время производства металлический порошок наносится с помощью сита, который погружается в керамическую глазурь и обжигается при температуре более 1000 градусов по Цельсию.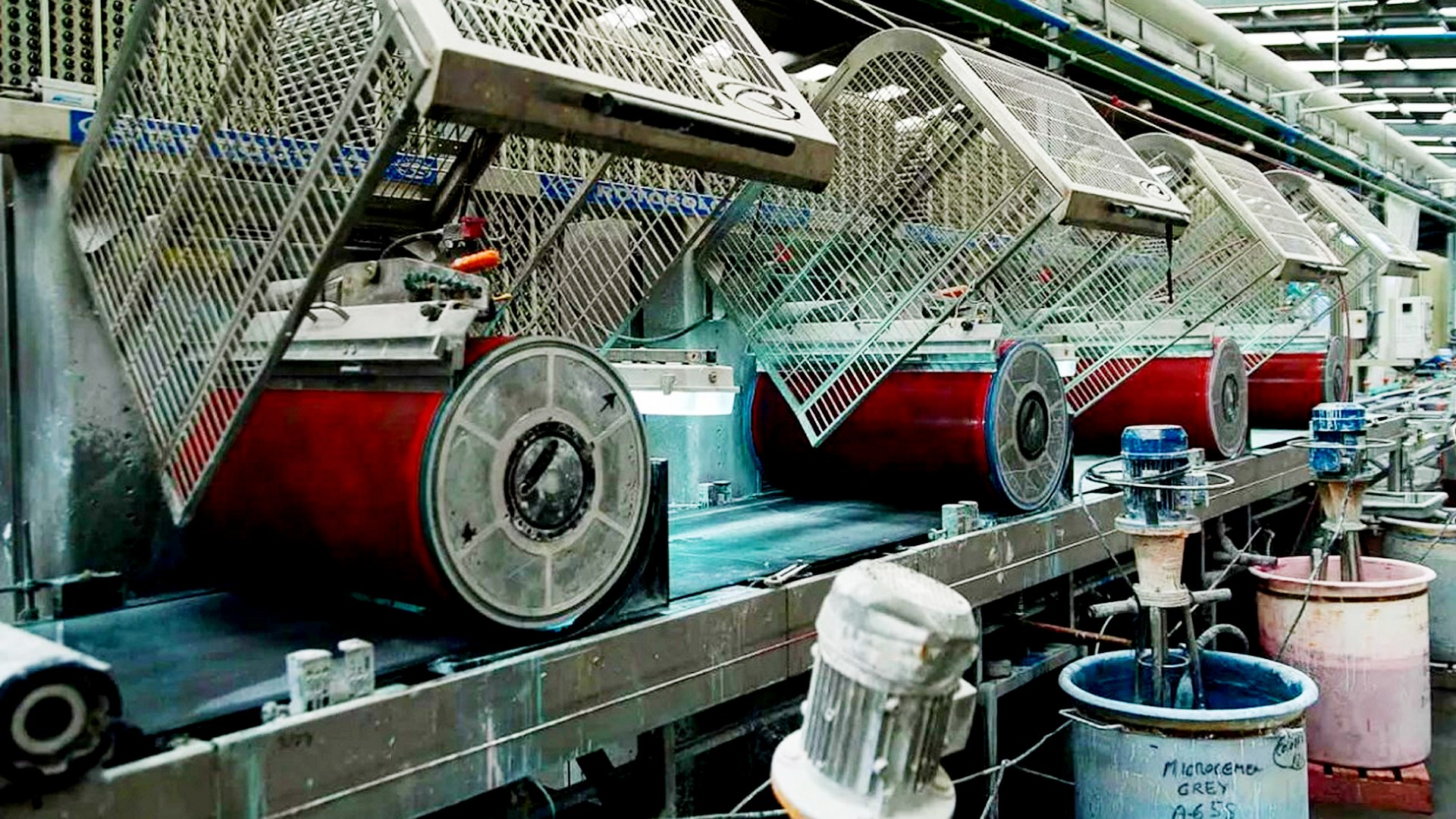 В зависимости от падения света это приводит к уникальным оттенкам оттенков. Для WabiSabi были разработаны три палитры, плитки которых можно использовать в монохромной цветовой гамме или комбинировать друг с другом. Здесь небольшие неровности также преднамеренны, они меняют цвет в зависимости от перспективы и падения света, а случайные структуры создают увлекательные мозаичные макеты.
В зависимости от падения света это приводит к уникальным оттенкам оттенков. Для WabiSabi были разработаны три палитры, плитки которых можно использовать в монохромной цветовой гамме или комбинировать друг с другом. Здесь небольшие неровности также преднамеренны, они меняют цвет в зависимости от перспективы и падения света, а случайные структуры создают увлекательные мозаичные макеты.
Узнайте больше о керамическом квартале.
Предоставлено Ceramic District На японском языке ваби-саби означает несовершенное. Серия плитки, названная в честь этой эстетической концепции, также не стремится к совершенству, а позволяет изменять цвета и структуру в зависимости от падения света. Изображение предоставлено Ceramic District
Серия Streuwerk с самым современным дизайном. Это также самая универсальная из четырех коллекций. Как и все коллекции, она изготавливается на заказ и может быть легко изменена. В процессе производства на изделия наносится мелкий стеклянный гранулят, который при обжиге переплавляется в перламутровый полупрозрачный рельефный узор. Дизайнеры Ceramic District разработали цветочный мотив, а также три графических рисунка, а также могут выполнить индивидуальные мотивы по запросу. Трехмерная поверхность не только создает элегантное отражение света, но и при необходимости выполняет тактильную функцию. «Например, на полу перед лестницей можно разместить знаки внимания, — говорит Штефан Гриммайзен. Кроме того, Streuwerk не скользит, подходит для настенной и напольной установки и поставляется в пяти комбинируемых форматах.
Дизайнеры Ceramic District разработали цветочный мотив, а также три графических рисунка, а также могут выполнить индивидуальные мотивы по запросу. Трехмерная поверхность не только создает элегантное отражение света, но и при необходимости выполняет тактильную функцию. «Например, на полу перед лестницей можно разместить знаки внимания, — говорит Штефан Гриммайзен. Кроме того, Streuwerk не скользит, подходит для настенной и напольной установки и поставляется в пяти комбинируемых форматах.
WabiSabi доступен в виде плитки 30×30 см в трех цветах: Jade Murrina, French Blue и Vulcano Black. Изображение предоставлено Ceramic District
«Поэзия — это истина, обитающая в красоте», — написал однажды шотландский поэт Роберт Гилфиллан. Красота Керамического квартала ясна, а истина, в соответствии с идеей короткометражного фильма, заключается в архаике: в производственных процессах, которые все еще существуют сегодня, а также в сырье, которое по большей части поступает из регионов. .
Ссылка: Architonic. «Производственный процесс керамогранита в керамическом районе» 1 июня 2021 г. ArchDaily. Доступ .
«Производственный процесс керамогранита в керамическом районе» 1 июня 2021 г. ArchDaily. Доступ .
Как обрабатывается сырье для производства керамической и фарфоровой плитки?
ТИЭИК ГРУП
ТИЭИК ГРУП
«Индия миру» | Производитель и дистрибьютор керамической плитки и сантехники с клиентской сетью в более чем 50 странах.
Опубликовано 12 октября 2021 г.
+ Подписаться
Керамическая и фарфоровая плитка использует различные минералы в качестве сырья для производства плитки. Мы обсуждали некоторые виды сырья, используемого для производства керамической и фарфоровой плитки, в предыдущей статье. Здесь мы объясним, как эти минералы перерабатываются для производства бисквитной плитки с помощью гидравлического пресса.
Здесь мы объясним, как эти минералы перерабатываются для производства бисквитной плитки с помощью гидравлического пресса.
При каждом производстве керамической или фарфоровой плитки исходные минералы сначала проверяются на качество в заводской лаборатории. Общие параметры, такие как водопоглощение, прочность, цвет, белизна, проверяются на оборудовании. Как только сырые минералы или глина, как они говорят, одобрены лабораторией, эта глина обрабатывается.
Мы разделим весь процесс на три этапа, и этот же процесс применим к каждому производству и к каждой партии продукции:
- Измельчение
Необработанная глина бывает разных размеров и с комками, поэтому сначала она подается в оборудование варочной мельницы с помощью роликов. Варочная мельница — это машина, которая измельчает или измельчает сырую глину. Мельница для варки керамики или фарфора представляет собой огромные металлические цилиндры с камнями внутри, и при подаче сырой глины мельница вращается с помощью роторных ремней. Это фактически превращает сырую глину в мелкие частицы. Камни внутри мельницы для варки варьируются в зависимости от размера, необходимого для частиц конечного материала. Производительность варочной мельницы также определяет количество плитки в одной и той же партии, т. е. каждый материал варочной мельницы производит одну партию тела плитки.
Это фактически превращает сырую глину в мелкие частицы. Камни внутри мельницы для варки варьируются в зависимости от размера, необходимого для частиц конечного материала. Производительность варочной мельницы также определяет количество плитки в одной и той же партии, т. е. каждый материал варочной мельницы производит одну партию тела плитки.
Теперь эта глина измельчается и высыпается в подземное хранилище, где вода смешивается с глиной. Для поддержания текучести суспензии необходимо постоянно ее перемешивать. Для перемешивания навозной жижи используются специальные двигатели, поэтому в ней не образуются комки.
2. Распылительная сушка
Шлам из подземного хранилища не перекачивается в распылительную сушилку. Распылительная сушилка представляет собой вертикальную конусообразную сушилку, которая превращает суспензию в мелкий порошок. Суспензия перекачивается из верхней части распылительной сушилки, и после того, как она проходит через высокую температуру, суспензия высушивается в виде порошка. Эта порошкообразная форма сырой глины не готова пройти процесс прессования для производства бисквитной плитки.
Эта порошкообразная форма сырой глины не готова пройти процесс прессования для производства бисквитной плитки.
3. Склад
Однако это невозможно при непрерывном процессе производства плитки. (Помните, что фабрика по производству плитки работает 24 часа в сутки.) Чтобы поддерживать постоянство и простоту производства, фабрика использует несколько силосов для хранения сырой порошковой глины. Эти силосы установлены в соответствии с производственными мощностями завода. Каждая партия сырья хранится в нескольких силосах, но они никогда не смешиваются с несколькими партиями для поддержания качества продукции.
Это заключительный этап обработки сырья перед подачей глины в пресс для производства бисквитной плитки. Несколько шагов варьируются в зависимости от самого продукта. Например, процесс производства керамической плитки прост и требует меньших мощностей по сравнению с заводами по производству фарфоровой плитки. В то время как при производстве с двойной загрузкой, наряду с телом плитки, цвета на верхней поверхности также обрабатываются и хранятся в отдельных бункерах.