Пайка — определение, процесс, типы, плюсы и минусы
Пайка — это процесс соединения двух или более металлических поверхностей путем подачи расплавленного металла в место соединения. Расплавленный металл имеет более низкую температуру плавления, чем соединяемые детали, чтобы предотвратить их расплавление.
Хотя пайка является одним из самых старых методов соединения, она по-прежнему используется сегодня по веской причине.
Что такое пайка?
Пайка соединяет металлические поверхности вместе с помощью присадочного металла, имеющего низкую температуру плавления. В процессе используется капиллярное действие, при котором однородный жидкий поток присадочного материала соединяется с основным металлом.
Уникальное качество процесса пайки заключается в том, что он сохраняет механические свойства металлов, что полезно в таких областях, как пайка серебра или других подобных металлов.
Процесс пайки
Одним из наиболее важных этапов процесса соединения металлов является очистка поверхности основного металла. Наждачная бумага или проволочная щетка являются отличными инструментами для удаления загрязнений.
Наждачная бумага или проволочная щетка являются отличными инструментами для удаления загрязнений.
Операция пайки начинается с правильного позиционирования, необходимо рассчитать зазоры между швами, чтобы жидкий присадочный металл достиг поверхностного натяжения с заготовкой. Обычно используется горелка для медленного нагрева металлической поверхности заготовки и присадочного металла до температуры пайки.
По мере того как присадочный металл расплавляется, капиллярное действие позволяет ему проходить через узкие пространства, образуя таким образом связь между поверхностями основных металлов.
Паяные соединения формируются по мере остывания вместе со сборкой.
Вот металлы, которые часто соединяются пайкой:
- Алюминий;
- Чугун;
- Магний;
- Медь и медные сплавы;
- Серебро.
Требования к присадочному металлу
- После застывания расплавленного флюса и присадочного металла паяное соединение должно обладать ожидаемыми механическими свойствами.

- Температура пайки должна эффективно обеспечивать надлежащий поток жидкости из расплавленного припоя в соединение.
- Присадочные металлы должны иметь надлежащие условия смачивания для создания прочных связей.

Разница между твердой и мягкой пайкой, а также сваркой
В целом, техника пайки в каждом из данных случаев практически идентична. Единственное исключение состоит в том, что используя при пайке мягкие припои, следует придерживаться температуры не более отметки в 450 градусов Цельсия. Тогда, как производя пайку припоем твердой категории, эта температура существенно превышает 450 градусов, в некоторых случаях эта цифра может быть даже удвоена или утроена, с целью получения качественных и прочных соединений.
При сварке помимо присадочного металла расплавляются заготовки. Это позволяет создавать более прочные соединения, чем при пайке. Такие процессы, как сварка TIG, MIG и электродуговая сварка, работают при гораздо более высоких температурах.
Пайкосварка является разновидностью сварки MIG/MAG. Разница заключается в температуре плавления присадочной проволоки, которая значительно ниже, чем основной металл. Присадочный металл осаждается, чтобы заполнить зазоры посредством капиллярного действия. При этом не происходит значительного сплавления основного металла, но оно может происходить в ограниченном количестве.
Разница заключается в температуре плавления присадочной проволоки, которая значительно ниже, чем основной металл. Присадочный металл осаждается, чтобы заполнить зазоры посредством капиллярного действия. При этом не происходит значительного сплавления основного металла, но оно может происходить в ограниченном количестве.
Различные методы пайки
При пайке используются различные методы нагрева для различных целей и применений. Тепло может быть приложено либо непосредственно к соединению (локализованный), либо ко всей заготовке (диффузный нагрев).
Методы локализованного нагрева:
Пайка с нагревом пламенем — горючий газ образуется при сжигании ацетилена, пропана или водорода с воздухом для нагрева и расплавления присадочного металла. При использовании этой техники требуется флюс для защиты соединения, которое впоследствии необходимо зачистить. Пайка с нагревом пламенем в основном используется для небольших производственных узлов, где вес металла неравномерен.
Индукционная пайка — высокочастотный переменный ток подается в катушку для достижения температуры пайки, которая нагревает заготовку и расплавляет присадочный материал.
Пайка сопротивлением — тепло выделяется за счет электрического сопротивления паяемого сплава, что идеально подходит для высокопроводящих металлов. Этот метод нагрева лучше всего подходит для создания простых соединений между металлами.
Техники диффузного нагрева:
Пайка в печи — Для доведения печи до нужной температуры используется газовый обжиг или нагревательные элементы. Присадочный металл наносится на соединяемые поверхности, затем весь узел помещается в печь и доводится до температуры пайки. Пайка в печи позволяет точно контролировать циклы нагрева и охлаждения металлов. Процесс часто выполняется в вакууме для защиты паяемого сплава от атмосферных условий. При этом также отпадает необходимость в защите флюсом.
Пайка погружением — деталь или узел погружается в ванну с расплавленным присадочным металлом. Для предотвращения окисления на детали наносится паяльный флюс.
Для предотвращения окисления на детали наносится паяльный флюс.
Преимущества:
- Можно соединять разнородные металлы, в отличие от большинства методов сварки.
- Высокая производительность.
- Потребляет меньше энергии, чем сварка.
- Получение более чистых соединений по сравнению с большинством сварочных процессов.
- Цветные металлы не плавятся, сохраняя свою форму и механические свойства.
Недостатки:
- Более слабые результаты по сравнению со сварными соединениями.
- Невозможно соединить компоненты, работающие при высоких температурах.
- Требуются плотные, равномерные зазоры между швами для достижения капиллярного эффекта.
- Нечистые или загрязненные металлы могут стать причиной негерметичности соединений.
Пайка | это… Что такое Пайка?
У этого термина существуют и другие значения, см. Пайка (значения).
Отпайка контакта.
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате, припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от зазора между соединяемыми деталями (от 0,03 до 2 мм), чистоты поверхности и равномерности нагрева элементов. Для удаления оксидной плёнки и защиты от влияния атмосферы применяют флюсы.
Содержание
|
Разновидности
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Соответственно припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют в основном электрический нагрев, для высокотемпературной — в основном нагрев горелкой. В качестве припоя используют сплавы оловянно-свинцовые (Sn 90 % Pb 10 % c t° пл. 220 °C), оловянно-серебряные (Ag 72 % с t° пл. 779 °C), медно-цинковые (Cu 48 % Zn остальное с t° пл. 865 °C), галлиевые (t° пл. ~50°С), висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C) и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки.
Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную. Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактно-реакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционно-флюсовая — без припоя и с припоем. Пайка-сварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера. Капиллярность является общим признаком пайки. Отличительным признаком диффузионной пайки является длительная выдержка при температуре пайки и изотермическая кристаллизация металла шва в процессе пайки. Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Других характерных признаков этот метод не имеет, основное назначение его — повысить температуру распая шва и прочность паяного соединения. Диффузионная пайка может быть развитием любого вида пайки, в том числе капиллярной, реакционно-флюсовой или контактно-реакционной. В последнем случае диффузионная пайка возможна, если второй металл взаимодействующей пары вводится в виде прослойки между соединяемыми металлами. При реакционно-флюсовой пайке происходит совмещение процессов вытеснение из флюса металла, служащего припоем, и его взаимодействия с основным металлом. Наконец, пайка-сварка отличается от других методов пайки количеством вводимого припоя и характером формирования шва, делающим этот метод пайки похожим на сварку плавлением. При соединении разнородных металлов при пайке-сварке возможно оплавление кромки одной из деталей, изготовленной из более легкоплавкого металла.
Бессвинцовые технологии
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE).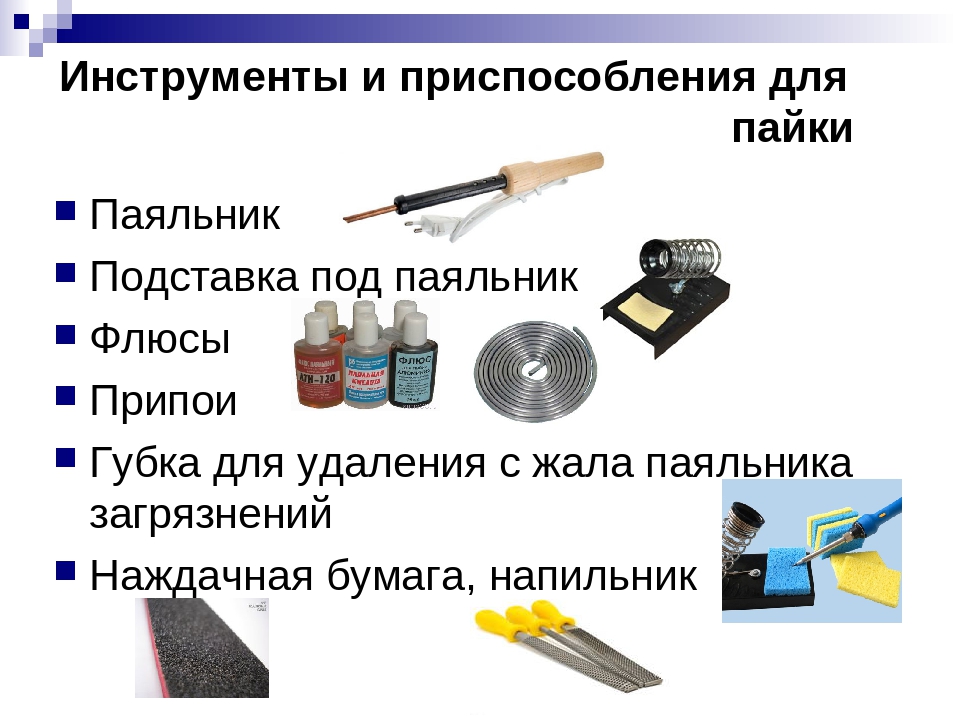 Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своем составе тяжелые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинец.
Стандарты
- ГОСТ 17325-79 — Пайка и лужение. Основные термины и определения.
Технология пайки оловянно-свинцовым припоем
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя. Следующие простые рекомендации помогут достичь высокого качества пайки.
- Хорошо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Драгоценные металлы (золото, серебро, палладий и т. д., а также их сплавы)
- Медь
- Никель, латунь, бронза
- Плохо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения):
- Железо, сталь
- Чугун
- Алюминий
- Детали, подлежащие пайке, следует зачистить до металла (удалить защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
- Для пайки электронных компонентов следует использовать выпускаемый промышленностью оловянно-свинцовый припой с содержанием олова около 61 %, если не указано иное в технологической карте. Припой с таким содержанием олова обладает наименьшей температурой плавления(190°), наименьшей прочностью.
- Для пайки электронных компонентов следует использовать флюсы, не вызывающие коррозию и не обладающие электропроводностью. Такие флюсы имеют надпись коррозионно-пассивен и/или не требует отмывки. Хорошо себя зарекомендовали флюсы в виде геля на канифольной основе.
- Активные флюсы (с содержанием кислот и других вызывающих коррозию веществ), например хлористый цинк, используются для пайки электронных компонентов только при условии последующей промывки растворителями для полного удаления остатков флюса. В бытовых условиях такой вариант практически нереализуем.
- На зачищенное место пайки наносится тонкий слой флюса. Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.
- Залуженные детали фиксируются в необходимом положении и прогреваются паяльником. При необходимости в место нагрева вводится дополнительное количество припоя (капля на паяльнике или касание нагретых деталей припойной проволокой). В изделиях высокой надёжности, как правило, залуженные провода перед пайкой ещё и скручиваются («должно держаться без припоя»).
- Спаиваемые поверхности должны быть неподвижны до полного отвердения припоя. Даже небольшое движение деталей друг относительно друга в момент кристаллизации припоя может очень существенно снизить прочность соединения.
- При необходимости флюс удаляется растворителем.
 Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).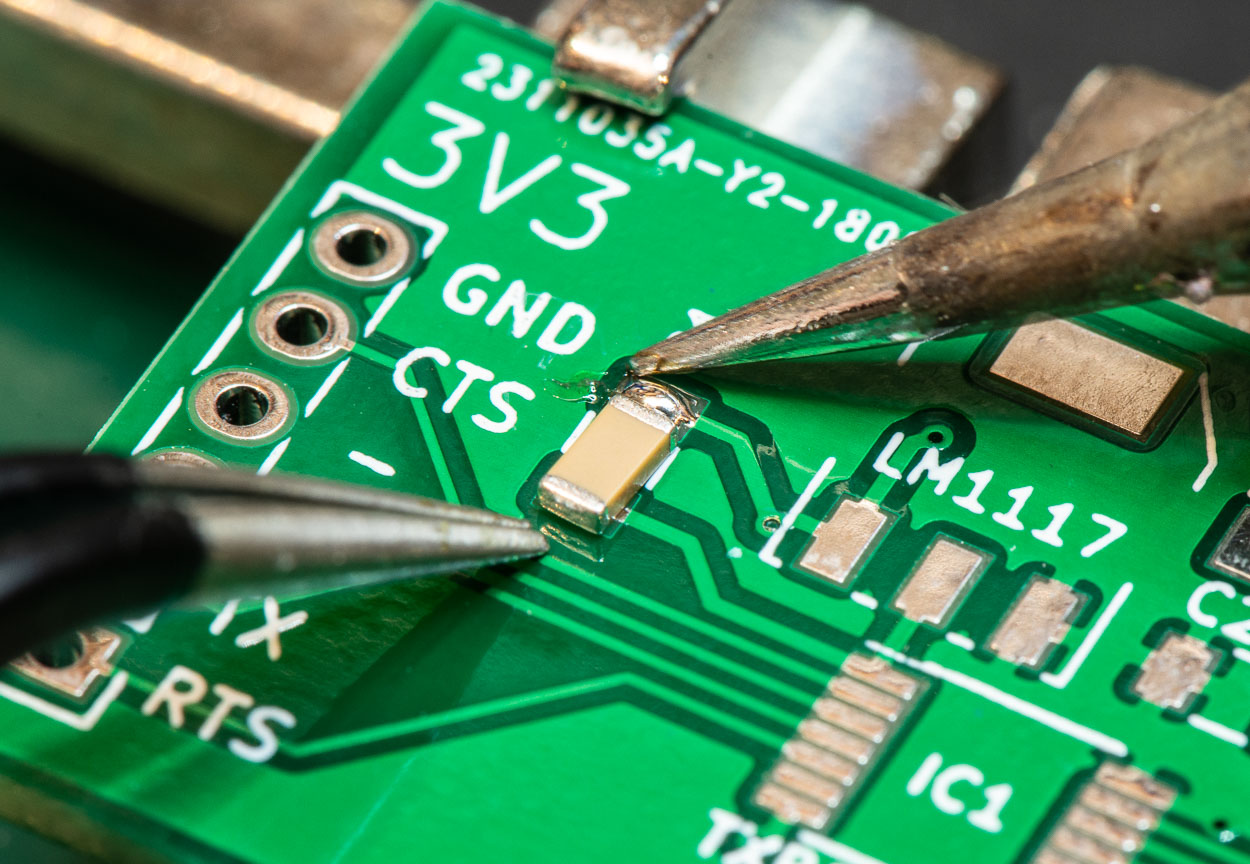 Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.
Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, ровным, без не смоченных островков.См.
 также
также
- Соединение
- Отсос для припоя
- Канифоль
- Холодная пайка
Ссылки
- Основы технологии монтажа в отверстия. Часть I
- Основы технологии монтажа в отверстия. Часть II
- Пайка для начинающих Рекомендации по выбору оборудования и материалов для качественной пайки, а также некоторые общие советы.
- Пайка для начинающих II
- Особенности применения электронных компонентов без содержания свинца (Pb-free)
- Комикс об азах пайки для начинающих
- Как правильно паять? Видеокурс
Литература
- Петрунин И. Е. «Физико-химические процессы при пайке. М., «Высшая школа», 1972;
- Максимихин М. А. Пайка металлов в приборостроении. Л.: ЦЕНТРАЛЬНОЕ БЮРО ТЕХНИЧЕСКОЙ ИНФОРМАЦИИ, 1959
Что такое пайка? Полное руководство (значение, определение и типы)
Браузер не поддерживает сценарий.
Пайка – это процесс соединения различных типов металлов путем плавления припоя.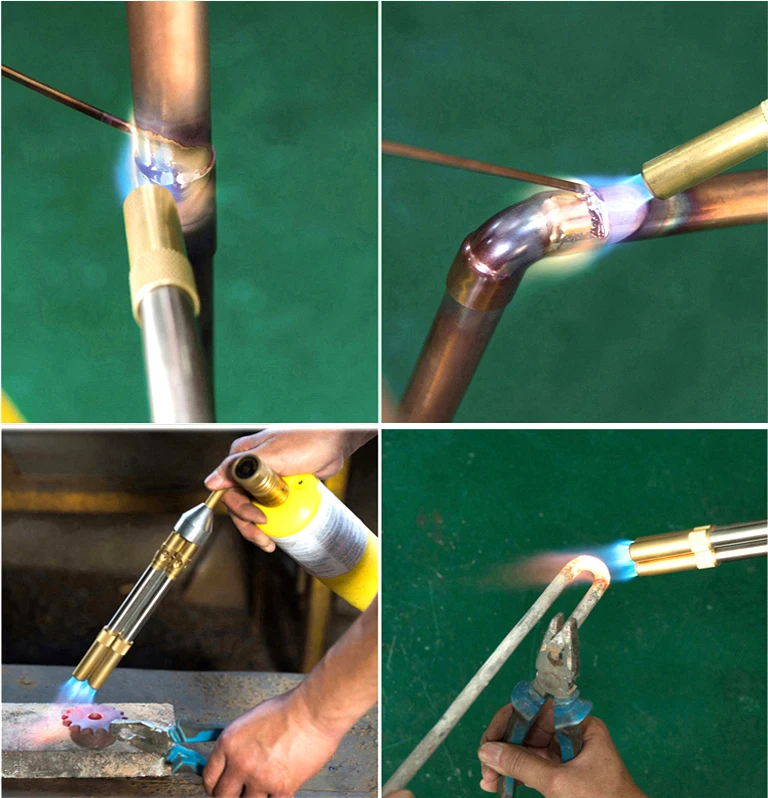 Припой представляет собой металлический сплав, обычно состоящий из олова и свинца, который расплавляют горячим утюгом. Железо нагревается до температуры выше 600 градусов по Фаренгейту, а затем охлаждается, создавая прочную электрическую связь.
Припой представляет собой металлический сплав, обычно состоящий из олова и свинца, который расплавляют горячим утюгом. Железо нагревается до температуры выше 600 градусов по Фаренгейту, а затем охлаждается, создавая прочную электрическую связь.
Содержание
- Как это работает?
- Какие металлы используются?
- Какой флюс можно использовать для пайки?
- Типы
- Использование паяльника
- Для чего нужен паяльник?
- Промышленность
Припой расплавляется под действием тепла утюга, подключенного к регулятору температуры. Он нагревается до температур, превышающих его точку плавления, около 600 градусов по Фаренгейту, что затем заставляет его плавиться, а затем охлаждаться, создавая паяное соединение.
Помимо создания прочных электрических соединений, припой также можно удалить с помощью инструмента для удаления припоя.
Припой представляет собой металлический сплав, используемый для создания прочных постоянных соединений; такие как медные соединения на печатных платах и соединениях медных труб. Он также может поставляться двух разных типов и диаметров, свинцового и бессвинцового, а также может иметь размер от 0,032 до 0,062 дюйма. Внутри ядра припоя находится флюс, материал, используемый для усиления и улучшения его механических свойств.
Припои, используемые при пайке, когда-то были на основе свинца (свинцовый припой), однако в соответствии с правилами припои на основе свинца все чаще заменяются бессвинцовыми припоями, которые могут состоять из сурьмы, висмута, латуни, меди, индия, олова или серебро.
Иногда в месте соединения присутствуют загрязнения, такие как масло, грязь или окисление, флюс помогает предотвратить окисление и иногда может химически очищать металл. В качестве флюса используется канифольный флюс , который улучшает механическую прочность и электрический контакт электрических соединений. Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Иногда также можно нанести «смачивающий агент» для уменьшения поверхностного натяжения.
Существует три типа пайки, при которых используются все более высокие температуры, что, в свою очередь, обеспечивает более прочное соединение:
- Мягкая пайка (90 °C — 450 °C) — Этот процесс имеет самую низкую температуру плавления припоя из всех типов пайки и составляет менее 400 °C. Эти припои обычно представляют собой сплавы, часто содержащие свинец с ликвидусом. температуры ниже 350°С. Из-за низких температур, используемых при мягкой пайке, он вызывает наименьшую термическую нагрузку на компоненты, но не обеспечивает прочных соединений и поэтому не подходит для механических нагрузок. Он также не подходит для использования при высоких температурах, так как этот тип припоя теряет прочность и плавится.
- Твердая (серебряная) пайка (>450 °C) – Латунь или серебро являются связующим металлом, используемым в этом процессе, и требуется паяльная лампа для достижения температур, при которых происходит пайка металлов.
- Пайка (>450 °C) – В этом типе пайки используется металл с гораздо более высокой температурой плавления, чем у металлов, используемых при твердой и мягкой пайке. Однако, как и при пайке твердым припоем, соединяемый металл нагревается, а не плавится. Как только оба материала достаточно нагреты, вы можете поместить между ними припой, который плавится и действует как связующее вещество.

Паяльник представляет собой ручной инструмент , используемый для нагрева припоя , обычно от источника электропитания при высоких температурах выше точки плавления металлического сплава. Это позволяет припою течь между заготовками, которые необходимо соединить.
Этот паяльник состоит из изолированной ручки и нагреваемого металлического наконечника. Качество пайки зависит от чистоты жала вашего паяльника. Для поддержания чистоты пользователь будет держать паяльник и использовать влажную губку для очистки жала паяльника перед пайкой компонентов или выполнением паяных соединений.
В дополнение к паяльнику, s старые присоски являются важной частью паяльной установки. Если наносится слишком много припоя, эти небольшие инструменты используются для удаления припоя, оставляя только то, что нужно.
Паяльники используются в тех случаях, когда требуется больше тепла, поскольку утюги потребляют меньше энергии. Этот инструмент используется для соединения витражей, легкого листового металла и тяжелой электронной пайки. Когда вам нужно периодически паять, паяльник гораздо практичнее, так как он намного быстрее остывает.
Пайка – определение, процесс, типы
Пайка – это процесс соединения двух или более типов металлов путем плавления припоя. Первый паяльник был разработан в 1896 году Ричардом Шнайдером и Августом Тиннерхолом и получил название «Первый электронагревательный аппарат».
Пайка широко используется в электронике, так как она проста и безопасна при соединении чувствительных материалов. Кроме того, этот процесс также известен для металлообработки, сантехники, кровли и соединения проводов. Давайте подробно рассмотрим пайку, чтобы узнать больше.
Давайте подробно рассмотрим пайку, чтобы узнать больше.
Что такое пайка?
При пайке для соединения металлических поверхностей используется присадочный металл с низкой температурой плавления, также известный как припой. Припой обычно состоит из сплава, состоящего из олова и свинца, температура плавления которых составляет около 235°C и 350°C соответственно.
Но при смешивании олова и свинца температура плавления смеси снижается до 183°C. Сплав плавится горячим утюгом при температуре выше 316 ° C (600 ° F).
При остывании припой создает прочную электрическую и механическую связь между металлическими поверхностями. Соединение позволяет металлическим частям достигать электрического контакта, пока они удерживаются на месте.
Обратите внимание, что бессвинцовые припои все чаще используются в качестве альтернативы экологически вредным припоям на основе свинца в соответствии с нормативными требованиями.
Процесс пайки
 youtube.com/embed/E3bNNQZCQAI?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/E3bNNQZCQAI?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Hand soldering»/>
youtube.com/embed/E3bNNQZCQAI?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=0&enablejsapi=1″ frameborder=»0″ sandbox=»allow-scripts allow-same-origin allow-presentation allow-popups allow-popups-to-escape-sandbox» scrolling=»no» src=»https://www.youtube.com/embed/E3bNNQZCQAI?feature=oembed&iv_load_policy=3&modestbranding=1&rel=0&autohide=1&playsinline=0&autoplay=1&enablejsapi=1″ title=»Hand soldering»/>
Ручная пайка
Первым шагом в пайке является надевание защитного снаряжения в хорошо проветриваемом помещении. Далее паяльник следует предварительно нагреть. Для очистки жала паяльника можно использовать влажную губку. Аналогичным образом следует удалить все остатки на поверхности заготовки.
После окончания подготовки пришло время нагреть основной металл до рабочей температуры с помощью горячего утюга. Это поможет предотвратить тепловой удар, активирует припой и в целом улучшит качество соединения.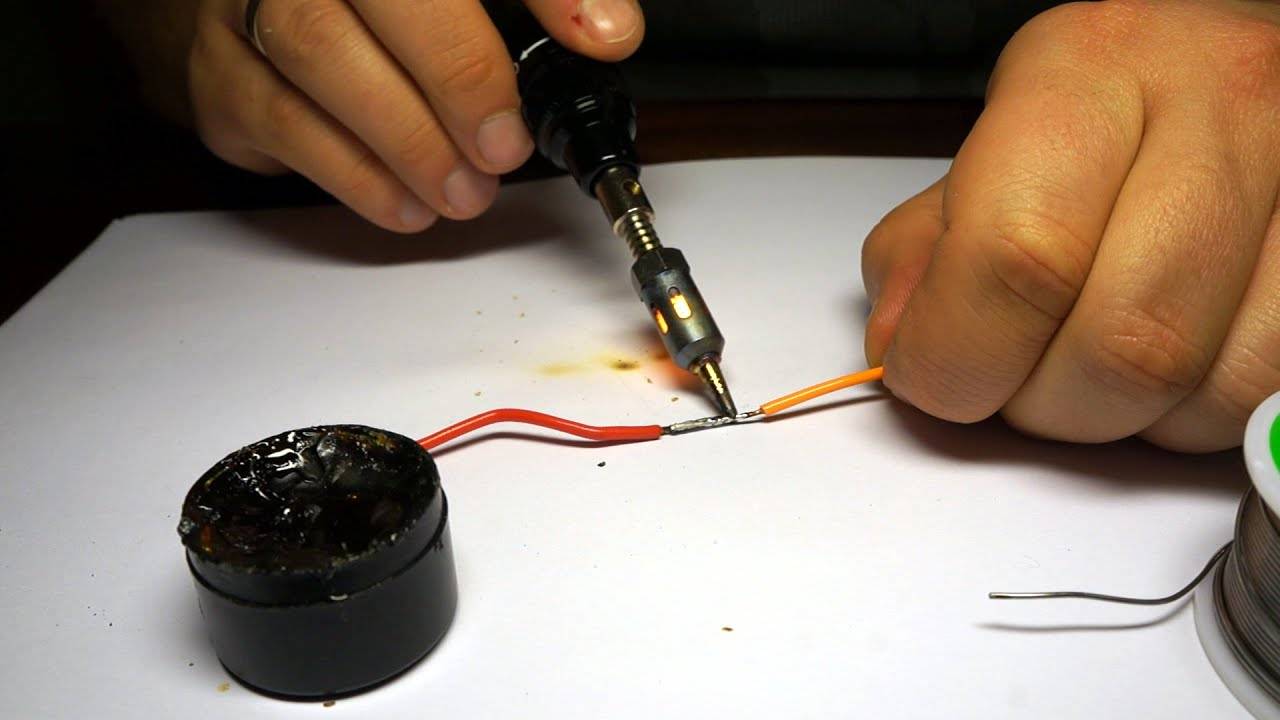 Хорошим показателем того, что металлы хорошо прогреты, является свободное затекание расплавленного припоя в соединение. Материал наполнителя затвердевает по мере остывания, что делает его наиболее подходящим временем для осмотра.
Хорошим показателем того, что металлы хорошо прогреты, является свободное затекание расплавленного припоя в соединение. Материал наполнителя затвердевает по мере остывания, что делает его наиболее подходящим временем для осмотра.
Ключом к успешной пайке является обеспечение того, чтобы соединяемые металлы были чистыми и не содержали оксидов или других загрязнений.
Демонтаж
Время от времени компоненты выходят из строя и требуют замены. Когда эти компоненты механически удерживаются на месте с помощью припоя, процесс, называемый распайкой, удаляет материал чисто и безопасно.
Для расплавления припоя можно использовать паяльник или тепловую пушку , что позволяет безопасно удалять припаянные компоненты. Чтобы удалить жидкий припой, вы можете использовать 9Оловоотсос 0037 в качестве вакуума или паяльный фитиль для поглощения расплавленного припоя.
В качестве альтернативы можно прибегнуть к агрессивному методу с использованием сжатого воздуха , который может сдуть жидкий припой.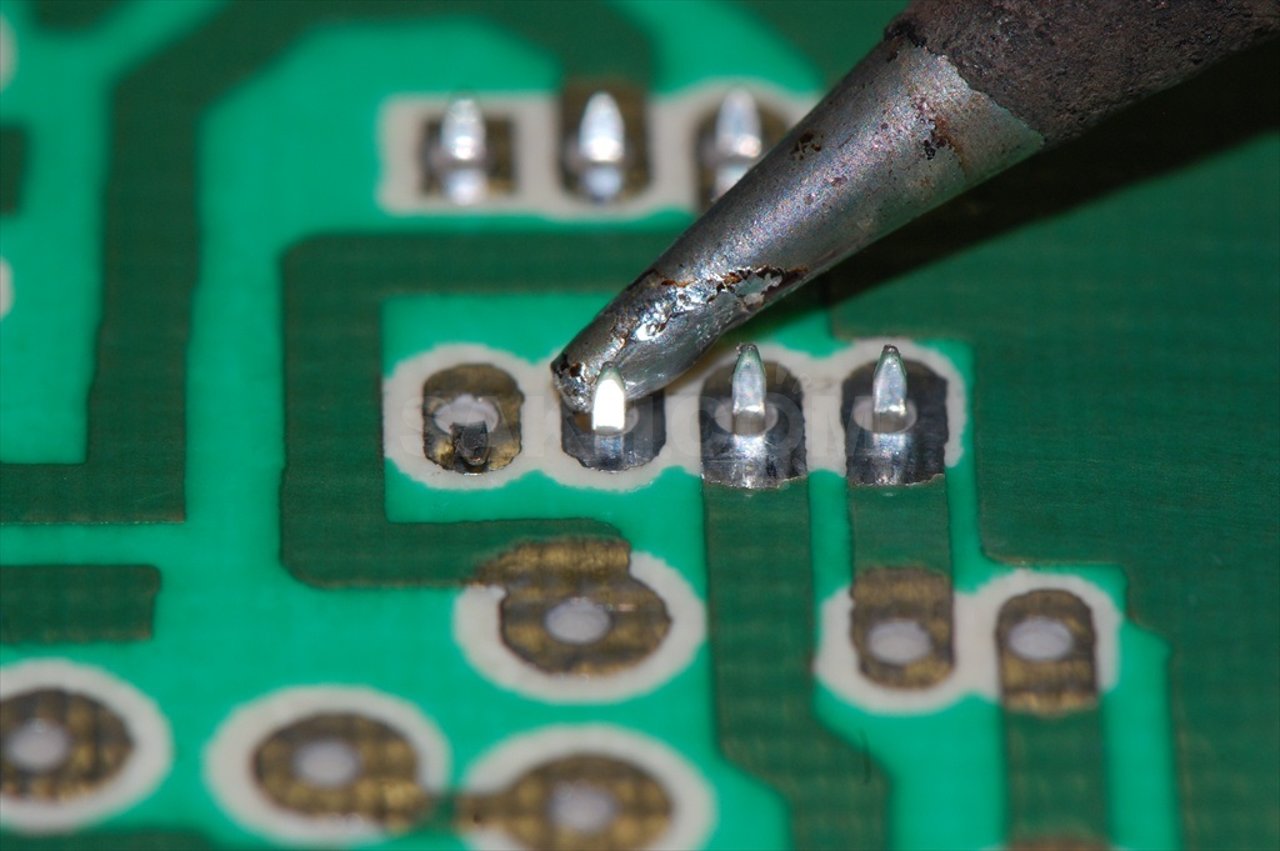
Пайка и сварка
Хотя пайка и сварка представляют собой процессы, при которых соединяются два куска металлического сплава, существуют некоторые ключевые различия в способах соединения металлов.
Пайка использует расплавленные присадочные металлы для соединения нагретых основных материалов. Он работает при более низкой температуре, чем сварка, но требует предварительного нагрева основных материалов для создания эффективного соединения.
Сварка выполняется при более высоких температурах для расплавления присадочного материала и заготовки. Это приводит к более прочной связи с некоторыми изменениями механических свойств металла при нагревании и охлаждении.
Металлы
Пайка хорошо работает со следующими основными металлами:
Золото
Серебро
Железо
Латунь
Медь
Алюминий
Сталь
Титан
В то время как некоторые из этих металлов легко поддаются пайке мягким припоем, для соединения более твердых металлов могут потребоваться присадочные материалы с более высокой температурой плавления.
Паяльные инструменты
Паяльники — это ручные инструменты, которые нагревают припой выше температуры его плавления. Они предлагают широкий выбор размеров, что отлично подходит для различных приложений. Наконечник утюга имеет разные типы и размеры, которые подходят для самых разных проектов.
Паяльники используются, когда более высокие температуры требуют большей мощности. Паяльный пистолет нагревается быстрее и обеспечивает большую гибкость, поскольку его можно использовать в ограниченном пространстве, с тяжелыми электрическими соединениями и металлоконструкциями.
Паяльные станции — это многоцелевые устройства, в которых есть все для небольших проектов. Они более долговечны, чем обычные паяльники, поскольку оснащены датчиками, предохранителями, оповещениями и регулировкой температуры.
Припои
Припой на основе свинца
Большинство проектов по пайке обычно выполняется с использованием свинцового припоя, состоящего из олова и свинца в соотношении 60-40. Этот припой плавится в диапазоне от 180 до 190°C и обычно является лучшим выбором для пайки электрических соединений.
Этот припой плавится в диапазоне от 180 до 190°C и обычно является лучшим выбором для пайки электрических соединений.
Бессвинцовый припой
Для уменьшения использования вредных элементов были разработаны бессвинцовые припои. Обычно они представляют собой припои и состоят из металлов с более высокой температурой плавления: олова, меди, висмута, серебра, латуни, индия и сурьмы.
Припой с флюсовым сердечником
Эти присадочные металлы поставляются в виде пасты или проволоки для пайки, которые содержат сердечник из флюсового припоя. Флюс образует защитный слой вокруг заготовки по мере его расходования, что обеспечивает более чистые электронные соединения и лучшие свойства смачивания.
Флюс
Канифольный флюс (также называемый пассивным флюсом) используется для электроники, так как оставляет осадок, не вызывающий коррозии.
Кислотный флюс Припой обладает агрессивными свойствами, которые эффективно удаляют оксиды с поверхности металла. Это приводит к более прочным и чистым металлическим соединениям по сравнению с канифолью.
Это приводит к более прочным и чистым металлическим соединениям по сравнению с канифолью.
Тип флюса можно разделить на две группы в зависимости от его применения. Флюс No-Clean изготовлен из натуральной канифоли или других синтетических материалов, не требующих дополнительной очистки, а водорастворимый флюс содержит водорастворимую смолу, которая легко удаляется промыванием.
Методы нагрева
Хотя концепция пайки довольно проста, существуют различные методы нагрева, которые зависят от области применения или проекта. Примитивные методы включают нагревательный элемент огня через бутан, но теперь он превратился в более продвинутые методы.
Лазер
Обычно используемые в тонкой электронике, лазеры мощностью 30-50 Вт могут точно создавать паяные соединения, предотвращая нагрев окружающей среды. Он обычно используется на печатных платах, где компоненты компактны.
Индукция
Медные катушки нагревают припой с помощью колеблющегося высокочастотного переменного тока. Индукция позволяет равномерно распределять тепловую энергию для нагрева припоя, что отлично подходит для цилиндров и труб, сводя к минимуму количество отверстий и сохраняя однородность.
Индукция позволяет равномерно распределять тепловую энергию для нагрева припоя, что отлично подходит для цилиндров и труб, сводя к минимуму количество отверстий и сохраняя однородность.
Сопротивление
Эта форма для пайки вырабатывает тепло за счет подачи электрического тока на припой и паяльник. Тепло генерируется в небольшом пространстве и быстро рассеивается, что снижает риск повреждения компонентов.
Инфракрасный свет
Этот метод использует инфракрасный (ИК) свет как способ передачи тепла в целевую область. Это занимает всего несколько секунд, сокращая время воздействия тепла на окружающее пространство.
Типы пайки
Вот три типа пайки, которые используются при различных уровнях температуры, что приводит к разной прочности соединения:
Мягкая пайка (90 °C – 450 °C)
Припой плавит сплавы, содержащие свинец, который имеет низкую температуру плавления.
Благодаря более низкой температуре плавления этот тип пайки сводит к минимуму термическую нагрузку, которой подвергаются основные металлы.Твердая пайка (выше 450 °C)
Латунь и серебро обычно припаиваются твердым припоем с использованием пламени паяльной лампы для расплавления присадочного металла. Твердая пайка имеет лучшую механическую прочность, чем мягкая пайка, которая применяется при изготовлении ювелирных изделий и некоторых операциях механической обработки.
Пайка (выше 450 °C)
В пайке
используются металлы с гораздо более высокой температурой плавления по сравнению с твердой и мягкой пайкой. Он дает самый прочный результат, который идеально подходит для ремонта металла и соединения труб.
 Благодаря более низкой температуре плавления этот тип пайки сводит к минимуму термическую нагрузку, которой подвергаются основные металлы.
Благодаря более низкой температуре плавления этот тип пайки сводит к минимуму термическую нагрузку, которой подвергаются основные металлы.Преимущества пайки
Пайка выполняется при более низких температурах по сравнению с обычными методами сварки.
Большинство металлов и неметаллов можно паять.
Простой процесс облегчает обучение.
Основной металл не плавится в процессе, в отличие от таких методов сварки, как сварка электродом, сварка порошковой проволокой и т. д.
Мягкая пайка может быть удалена с помощью инструмента для удаления припоя без повреждения основных материалов.

Недостатки пайки
Более слабые соединения по сравнению с другими методами сварки, такими как MIG и TIG.
Пайка не подходит при высоких температурах, так как припой имеет низкую температуру плавления.
Тяжелые металлы не подходят для пайки.
Расплавленный припой может оставить токсичный остаток флюса.
Неправильный нагрев может привести к деформации или образованию пустот в припое.
Области применения
Электронная промышленность
Наиболее популярным применением этого процесса плавления является пайка электроники, при которой провода соединяются, а электронные компоненты вплавляются в печатную плату. Этот метод позволяет припаивать компоненты вместе с роскошью отпайки, когда это необходимо.
Этот метод позволяет припаивать компоненты вместе с роскошью отпайки, когда это необходимо.
Кровля
Пайка может использоваться для создания герметичных крыш, в которых оцинкованная сталь пропитана припоем. Жало паяльника намного шире при использовании в этом приложении по сравнению с другими применениями.
Профили
Пайка применяется в производстве труб и сантехники для создания стыковочных секций. Это простой процесс и надежное решение, например, для герметизации соединений в медных трубах.
Искусство
Пайка может быть использована для создания витражей, лепки из проволоки, скульптур, украшений и других творческих работ.
Металлоконструкции
Материал для пайки можно использовать для заполнения полостей и выравнивания шероховатых поверхностей. Этот процесс практикуется для сплавления металлических листов, труб и других изделий, где металлы не подвергаются воздействию высоких температур.
Автоматизация
Технология позволяет нам автоматизировать процесс пайки с помощью запрограммированных роботов.