Сварка полиэтиленовых труб. Особенности сварки ПЭ труб муфтами
Различают два способа сварки полиэтиленовых труб — стыковая сварка и сварка при помощи электросварных муфт. О сварке встык мы писали в другой статье. Муфтовая же или электрофузионная сварка труб ПНД осуществляется при помощи специальных фитингов с закладным электронагревателем. Это могут быть — муфты, отводы, тройники, седелки, заглушки.
Диапазон диаметров труб, которые можно соединить при помощи элетросварных фитингов — от 20 до 1200 мм.
При монтаже труб диаметром до 110 мм соединение труб при помощи элетрофузионной сварки экономически выгоднее стыковой сварки, так как стоимость муфтового оборудования в несколько раз ниже стоимости стыкового сварочного оборудования.
Трудно обойтись без муфтовой сварки при монтаже труб большого диаметра, как при строительстве нового трубопровода, так и при ремонте аварийного участка, т. к. в большинстве случаев это связано с работой в довольно стесненных условиях, например, внутри водопроводного колодца, где громоздкое стыковое оборудование не может быть использовано.
к. в большинстве случаев это связано с работой в довольно стесненных условиях, например, внутри водопроводного колодца, где громоздкое стыковое оборудование не может быть использовано.
- Подготовка
Концы свариваемых труб должны быть чистыми и визуально ровными в торцах. Если торцы неровные, то их необходимо обработать специальным обрезным инструментом.
Далее белым маркером на обеих трубах отмечается глубина половины муфты, после чего специальным скребком или любым строительным ножом счищается верхний оксидный слой трубы (трубы ПНД под воздействием кислорода окисляются и этот слой снижает качество сварки). Зачищенные участки труб обрабатываются специальными обезжиривающими салфетками.
Далее, не прикасаясь к зачищенным участкам трубы руками, на трубу надвигается фитинг до отметки маркером. - Сварка
Сварочный аппарат подключается к сети. В зависимости от модели аппарата и его комплектации данные сварки (температура и время нагрева, а также время остывания) вводятся в систему при помощи сканера, считывающего карандаша или вручную.
В зависимости от модели аппарата и его комплектации данные сварки (температура и время нагрева, а также время остывания) вводятся в систему при помощи сканера, считывающего карандаша или вручную.
После того, как данные отсканированы, муфтовые аппарат готов к запуску процесса сварки, остается только нажать кнопку старт и оборудование само подаст напряжение на фитинг в течение необходимого времени. - Остывание
После того, как аппарат для муфтовой сварки подаст сигнал об окончании нагрева, необходимо дать остыть фитингу в течение положенного времени.
Трогать или перемещать свариваемые трубы в это время не рекомендуется.
После того, как фитинг остыл, можно переходить к следующему участку. Таким образом, как мы видим, сварка полиэтиленовых труб, с одной стороны, требует внимательного выполнения определенных правил, с другой, ничего сложного в этом процессе нет и если у Вас в руках современное оборудование, то совершить ошибку практически невозможно.
Муфтовая сварка труб ПНД
 В зависимости от модели аппарата и его комплектации данные сварки (температура и время нагрева, а также время остывания) вводятся в систему при помощи сканера, считывающего карандаша или вручную.
В зависимости от модели аппарата и его комплектации данные сварки (температура и время нагрева, а также время остывания) вводятся в систему при помощи сканера, считывающего карандаша или вручную.

СВЕЖИЙ ОТЗЫВ О КОМПАНИИ ИНЖПЛАСТ
Прочитать другие отзывы или оставить свой
Электромуфтовая сварка, электромуфтовая сварка полиэтиленовых труб, электромуфтовая сварка пнд, технология электромуфтовой сварки, электрофузионная сварка, сварка полиэтиленовых труб, технология сварки полиэтиленовых труб
Сварочный метод
При таком соединении трубы и фитинги свариваются посредством нагревательного элемента, провода расположенного непосредственно в электрофузионной (электросварной) муфте. Электропитание на нагревательный элемент подается от специального трансформатора. Поверхности свариваемых деталей оплавляются, а возникающее при охлаждении напряжение усадки создает необходимое сварочное давление, которое гарантирует оптимальную сварку. Метод отличается своей безопасностью, т.к. используется очень низкое напряжение, а также высокой степенью автоматизации.
Общая сварочная пригодность
Сваривать между собой можно только детали, изготовленные из одного и того же материала. Значение MFR электрофитингов из PE (ПЭ) находится в диапазоне от 0,3 до 1,7 г/10мин. Они могут быть сварены с трубами и фитингами из PE 80 и PE 100 со значением MFR между 0,30 и 1,70 г/10мин. Сварочная пригодность, SDR и максимально допустимая овальность указаны в следующей таблице.
| Диаметр | SDR17 | SDR11 | SDR7.4 | Овальность |
| 20 | — | + | + | 1,5 % |
| 25 | — | + | + | 1,5 % |
| 32 | — | + | + | 1,5 % |
| 40 | + | + | + | 1,5 % |
| 50 | + | + | + | 1,5 % |
| 63 | + | + | +1) | 1,5 % |
| 75 | + | + | +1) | 1,5 % |
| 90 | + | + | +1) | 1,5 % |
| 110 | + | + | +1) | 1,5 % |
| 125 | + | + | +1) | 1,5 % |
| 140 | + | + | +1) | 1,5 % |
| 160 | + | + | +1) | 1,5 % |
| 180 | + | + | +1) | 1,5 % |
| 200 | + | + | +1) | 1,5 % |
| 225 | + | + | +1) | 1,5 % |
| 250 | + | + | + | 1,5 % |
| 280 | + | + | + | 1,5 % |
| 315 | + | + | + | 1,5 % |
| 355 | + | + | + | 1,5 % |
| 400 | + | + | + | 1,5 % |
+ Трубы для сварки пригодны.
+1) Трубы пригодны; фитинги коды 077, 078 и 079 не пригодны для сварки с трубами.
— Трубы для сварки не пригодны.
Место сварки должно быть защищено от неблагоприятных погодных условий (дождь, снег, интенсивная УФ-радиация или ветер), допустимый температурный диапазон для PE (ПЭ): от -10°С до + 50°С. Кроме того, должны выполняться установленные местные нормы и правила. Сварочные параметры определяются штриховым кодом, который непосредственно прикреплен на сварочном фитинге.
Подготовка места сварки
|
Соберите сварочное оборудование (подготовьте инструменты и машины), проверьте управление сварочного устройства. Установите сварочную палатку или подобное устройство.
| |
|
Подготовка сварного шва (Непосредственно перед началом процесса сварки)
| |
|
| Обрезать торец трубы под правильными углами с помощью соответствующего инструмента и отметить вставную длину. Вставная длина = половина длины муфты.Сухой тканью очистить трубу от грязи, осторожно вставить в специальное приспособление и по всей вставной длине снять стружку на глубину минимум 0,2 мм, при этом режущий инструмент должен перемещаться только в осевом направлении. Удалить стружку внутри и снаружи трубы. Если свариваются 2 трубы с помощью муфты, конец 2-й трубы должен быть подготовлен таким же образом. Вставная длина = половина длины муфты.Сухой тканью очистить трубу от грязи, осторожно вставить в специальное приспособление и по всей вставной длине снять стружку на глубину минимум 0,2 мм, при этом режущий инструмент должен перемещаться только в осевом направлении. Удалить стружку внутри и снаружи трубы. Если свариваются 2 трубы с помощью муфты, конец 2-й трубы должен быть подготовлен таким же образом.
|
|
Подготовка перед сваркой
| |
|
|
Распакуйте нужную электромуфту или фитинг непосредственно перед сваркой. Никогда не касайтесь внутренней части муфты и подготовленного конца трубы. При необходимости сварочные области труб из РЕ или РР можно очистить ацетоном (или подобным растворителем) и без ворсистой бумагой. Места сварки должны быть сухими перед надвиганием муфты на трубу. Во всяком случае, удалите остатки чистящих агентов или капельки воды без ворсистой абсорбирующей бумагой.
|
|
Вторая деталь, которая должна быть сварена с муфтой (труба или фитинг), должна быть подготовлена таким же образом. Вставьте конец второй трубы (или фитинга) в муфту, и зажмите обе трубы в зажимном устройстве так, чтобы не было выступающих частей между сварочной областью и трубой (фитингом) и чтобы муфта могла свободно вращаться.
Проверьте: Если метка вставной длины не совпадает с концом муфты, то труба вставлена не до центра муфты. Зажимное устройство должно быть ослаблено и концы труб должны быть вставлены, пока метки точно не совпадут с концами муфты.
| |
| Выполнение сварочного процесса | |
|
Строго выполняйте инструкции по работе со сварочным устройством. Ниже описаны только наиболее существенные моменты процесса сварки.
Поверните муфту так, чтобы обе клеммы были направлены вверх (при этом муфта не должна сдвигаться в осевом направлении), и подсоедините сварочный кабель к клеммам. Сварочный кабель должен быть расположен так, чтобы его вес не создавал крутящего усилия на муфту. Если сварочное оборудование подключено правильно, это показывается на дисплее. Сварочные параметры вводятся посредством считающего карандаша или сканера. Звуковой сигнал подтвердит ввод данных. После того, как сварочные параметры введены, на дисплее высвечивается торговая марка материала, размеры трубы и окружающая температура. Эти значения надо подтвердить. После этого, с целью контроля, машина спросит, можно ли начать работу.
| |
|
На электросварные муфты и фитинги AGRU наносятся параметры сварки в виде штрихкода, который может быть легко прочитан сварочной машиной. При этом машина автоматически устанавливает нужные параметры, что гарантирует качество сварки. Сварочный процесс начинается нажатием клавиши старта.
| |
 Надвиньте муфту на подготовленный конец трубы до центра муфты, пока край муфты не достигнет отметки вставной длины.
Надвиньте муфту на подготовленный конец трубы до центра муфты, пока край муфты не достигнет отметки вставной длины. 
 На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо.
На дисплее должно показываться сварочное время, а также сварочное напряжение. Во время всего сварочного процесса (включая охлаждение) зажимное устройство должно оставаться смонтированным. Об окончании сварочного процесса предупреждает звуковой сигнал. Зажимное устройство удаляется после полного времени охлаждения. Это время должно обязательно соблюдаться! При прерывании сварочного процесса (например, из-за нарушения электроснабжения) вторичное использование муфты недопустимо.
| Минимальное время охлаждения: | ||
| d 20 | — 63 мм | — 6 мин. |
| d 75 | — 125 мм | — 10 мин. |
| d 140 | — 160 мм | — 15 мин. |
| d 160 | — 180 мм | — 20 мин. |
| d 200 | — 250 мм | — 30 мин. |
| d 280 | — 355 мм | — 45 мин. |
Правильность сварочного процесса может контролироваться по дисплею и визуально по муфте. При этом все параметры процесса сварки запоминаются и хранятся во внутреннем устройстве машины (при наличии возможности протоколирования сварочных процессов). Эти данные могут быть перенесены на ПК или распечатаны непосредственно сразу после окончания работы на дополнительно подключаемом в сварочному аппарату принтере.
Электромуфта против стыковой сварки — сварка полиэтиленовых труб
Наткнувшись на интересную статью о новом мировом рекорде по доставке более 3 км полиэтиленовых (ПЭ) труб из Норвегии в Малайзию¹, я решил поделиться своим опытом работы с полиэтиленом. трубы в разных сценариях.
ПЭ труба используется во всем мире в различных частях гражданской инфраструктуры. В водопроводных, канализационных и газораспределительных сетях это может быть предпочтительным материалом, потому что он легкий, прочный, гибкий и дешевый.
Вы можете получить его во всем диапазоне диаметров труб, и когда он прибывает на место, он, как правило, прибывает в стержнях длиной 6 или 12 метров, в значительной степени в зависимости от размера бортового грузовика, который вы можете доставить на место. Чтобы сформировать ваш трубопровод, каждый стержень трубы необходимо сварить вместе, и есть два основных способа сделать это: электросварка или сварка встык.
Какая разница? — Сварка встык
Сварка встык, вероятно, является наиболее распространенным методом сварки полиэтиленовых труб. Концы каждого отрезка трубы нагревают, чтобы начать плавить полиэтилен, затем сжимают вместе так, чтобы при охлаждении они образовывали прочную связь.
Для стыковой сварки плавлением требуется установка, чтобы убедиться, что трубы выровнены и их поверхности плоские, когда они прижимаются друг к другу, образуя непрерывное уплотнение по окружности соединения.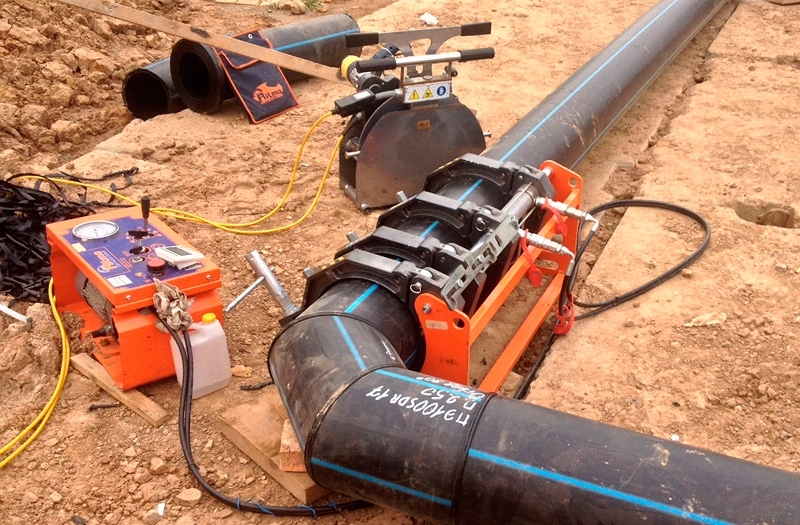 Буровые установки различаются по размеру в зависимости от диаметра используемой трубы, сварка встык обычно доступна для труб диаметром от 50 мм до 2 м. Ниже я включил фотографию из проекта, в котором использовалось стыковое соединение для сварки трубы диаметром 710 мм, так как она была заделана через существующую заброшенную трубу.
Буровые установки различаются по размеру в зависимости от диаметра используемой трубы, сварка встык обычно доступна для труб диаметром от 50 мм до 2 м. Ниже я включил фотографию из проекта, в котором использовалось стыковое соединение для сварки трубы диаметром 710 мм, так как она была заделана через существующую заброшенную трубу.
Какая разница? — Электромуфта
Электромуфта, с другой стороны, использует муфту, в которой сидят два конца трубы, электрический ток проходит через муфту, которая плавит наружную часть трубы и образует соединение с муфтой, как показано на рисунке. ниже. После этого муфта остается на трубе и образует часть трубопровода. Для труб диаметром от 16 мм до 710 мм применима электромуфта².
Из-за того, что электромуфтовые соединения остаются с надетой манжетой, они не подходят для «бестраншейных» технологий, таких как шнековое бурение или наклонно-направленное бурение. Как вы понимаете, из-за воротника очень трудно толкать или тянуть сварную трубу через землю.
Оба метода сварки при правильном выполнении образуют соединение, которое прочнее, чем используемый отрезок трубы. То есть, в маловероятном случае провала воронки (например, 20-футовой, которая привела к эвакуации 12 домов в Рипоне, Северный Йоркшир, в 2016 году³) и ваша труба осталась перекрытой воронкой в новостях в прайм-тайм, если если труба выйдет из строя из-за того, что она изгибается и провисает, она не выйдет из строя в одном из стыков.
Я видел электросварные соединения, но никогда ими не пользовался?
Электромуфта имеет плохую репутацию в отрасли, и это, вероятно, связано с тем, что она часто имеет негерметичные соединения (не идеально подходит для транспортировки жидкостей). Любой поставщик скажет вам, что «при правильной установке» в электромуфтовых соединениях нет ничего плохого, что правильно и вызывает вопрос: «Как же тогда их правильно установить?»
Ниже я перечислил несколько мер, обеспечивающих надежность электромуфтового соединения. Их можно увидеть на фотографии ниже, сделанной при строительстве канализационной трубы диаметром 225 мм:
Их можно увидеть на фотографии ниже, сделанной при строительстве канализационной трубы диаметром 225 мм:
- Зачистить концы трубы, чтобы открыть ‘ свежий полиэтиленовый материал на воротнике.
- Использование хомутов на концах труб для уменьшения овальности труб.
- Очистите концы трубы перед тем, как вставить их в муфту.
- Используйте заземляющий лист, чтобы избежать попадания грязи и грязи на конец трубы до того, как она будет вставлена в муфту.
Для такого дизайнера, как я, легко критиковать бригаду строителей за некачественный монтаж, но в дождливый день в Великобритании, в грязной траншее, поддерживать чистоту трубы может быть почти невозможно.
Существуют системы, которые дают вам как проектировщику уверенность в том, что соединения будут установлены правильно. Я лично работал с компанией Control Point⁴, которая использует технологию смартфона для проверки правильности установки каждого соединения. Они ответят в течение 2 часов после получения фотографий с указанием «пройдено или не пройдено» для каждого стыка и предоставят гарантию на пройденные стыки, что даст вам, проектировщику, больше уверенности в качестве конструкции. Именно использование таких технологий стимулирует использование электромуфтовых соединений в промышленности.
Именно использование таких технологий стимулирует использование электромуфтовых соединений в промышленности.
Во время нынешней пандемии подобные удаленные инструменты окажутся очень полезными. Возможность удаленной проверки качества означает, что на строительной площадке находится меньше людей, что помогает поддерживать социальное дистанцирование во время работы на строительной площадке.
Почему бы просто не использовать стыковые соединения, чтобы избежать хлопот?
Использование стыковых соединений имеет много преимуществ, и простота конструкции является одним из них. Одним из больших недостатков является пространство, необходимое для создания соединений.
Тогда как для электромуфтовых соединений требуется хомут, маленькая синяя коробка и генератор. Стыковые сварные соединения требуют места для сварочной установки, генератора и навеса на случай дождя, как это часто бывает в этой стране.
Для проектировщика это может показаться важным для подрядчика, однако подобная информация может существенно повлиять на тип соединения, который вы укажете. Меньшее оборудование для электромуфтовых соединений означает, что их можно изготовить на месте. Если у вас плохие условия доступа, установка установки для стыковой сварки там, где она вам нужна, может быть нецелесообразной, а протягивание полной длины сварной полиэтиленовой трубы на место может оказаться невозможным.
Меньшее оборудование для электромуфтовых соединений означает, что их можно изготовить на месте. Если у вас плохие условия доступа, установка установки для стыковой сварки там, где она вам нужна, может быть нецелесообразной, а протягивание полной длины сварной полиэтиленовой трубы на место может оказаться невозможным.
По моему опыту, электромуфтовые соединения спасли меня в таком случае, когда при замене канализации на крутом склоне подъем установки для стыковой сварки вверх по склону или протаскивание трубы на всю длину потребовали бы временных работ, которые просто сделали бы работа непомерно дорогая.
Электромуфтовые соединения позволили нам сваривать каждое соединение на месте, а трубы длиной 6 м можно было перемещать на место по отдельности с помощью небольшого оборудования.
Понимание ограничений площадки и того, как они влияют на проектирование, являются аспектами гражданского строительства, которые я понял, работая в проектных и строительных организациях и совместных предприятиях.
Резюме
Полиэтиленовые трубы являются популярным материалом в гражданской инфраструктуре Великобритании, а сварка встык и электромуфта являются двумя популярными методами их сварки. Для проектировщика тип сварного соединения может показаться небольшой деталью конструкции, но он может оказать огромное влияние на метод строительства.
Подробное рассмотрение метода электромуфтового соединения и того, как его можно сделать надежно, чтобы избежать его плохой репутации, позволило мне успешно завершить проект и избежать его откладывания на полку.
Как любил подмечать мой начальник участка: «Еще один пример того, как временные работы и методы строительства могут влиять на постоянный дизайн».
Обратите внимание, я не имею никакого отношения к Control Point и не получу выгоды от одобрения. Я использовал их услуги для большого эффекта в проекте, и я надеюсь, что они продолжат помогать другим инженерам проектировать трубопроводы с учетом метода строительства.
Ссылки
1. «Новый мировой рекорд по доставке труб из полиэтилена высокой плотности длиной 3,3 км в Малайзию». Трубопровод. www.pipelife.com/com/news/6234-new-world-record-with-a-3-3-km-hdpe-pipe-delivery-to-malaysia.php. По состоянию на 9 июня 2020 г.
2. «Сварка встык или электромуфтовая сварка для соединения полиэтиленовых труб?» TWI-Global . www.twi-global.com/technical-knowledge/faqs/faq-what-factors-affect-whether-i-should-choose-butt-fusion-or-electrofusion-welding-for-joint-pe-трубы. По состоянию на 9 июня 2020 г.
3. «Опасения, связанные с воронкой, останавливают планы строительства муниципальных домов Харрогейта». Новости Би-би-си. , 3 октября 2019 г. https://www.bbc.co.uk/news/uk-england-york-north-yorkshire-49922467. По состоянию на 11 июня 2016 г.
4. «Электрослияние». Контрольная точка . www.controlpoint.co.uk/for-electrofusion. По состоянию на 09 июня 2020 г.
Сварка полиэтиленовых труб | Торудеаби 24
Для образования прочных неподвижных соединений при монтаже трубопроводных систем применяют сварку с оплавлением торцов труб-эстакад или цилиндрических поверхностей полиэтиленовых труб.
Выбор оптимального способа соединения труб ПЭМ
Способ сварки концевого типа связан с необходимостью особо тщательного выполнения ряда технических условий. Способ соединения, основанный на использовании дополнительных деталей (фитингов), отличается оптимальным сочетанием простоты технологических операций и высокой надежности соединений. Применение муфтового метода позволяет производить сварку тонкостенных полимерных деталей без повреждений и деформационных нарушений. Муфтовая технология может применяться для сварки труб в жилых домах, коммерческих помещениях и на промышленных объектах. Разновидностей метода сцепки:
- Сварка с использованием специального паяльника для нагрева;
- Электромуфтовая сварка трубопроводов
Электромуфтовый метод сварки позволяет получать высокопрочные соединения полиэтиленовых труб, устойчивые к изменяющимся нагрузкам. Для выполнения сварных соединений применяется специализированная электроплавка, снабженная нагревательными закладными элементами. Сварку труб можно выполнять с помощью электросварных фитингов ПНД, оснащенных встроенными нагревательными змеевиками. Формирование высокопрочных монолитных соединений основано на нагреве материала фурнитуры до состояния частичного плавления.
Сварку труб можно выполнять с помощью электросварных фитингов ПНД, оснащенных встроенными нагревательными змеевиками. Формирование высокопрочных монолитных соединений основано на нагреве материала фурнитуры до состояния частичного плавления.
Технология электромуфтовой сварки
Важнейшим преимуществом электромуфтовой сварки является отсутствие грата, нарушающего норму газопроницаемости труб. Применение электромуфтовой технологии особенно актуально в условиях ограниченного пространства, когда невозможно использовать крупногабаритное сварочное оборудование. Последовательность операций электромуфтовой сварки:
- Для нарезки полиэтиленовых труб нужной длины используется специальный инструмент.
- Электромуфта и сварные участки труб тщательно очищаются от мусора, пыли и стойких загрязнений;
- Для контроля глубины погружения в муфту на трубы наносят метки;
- На дальних концах труб устанавливаются заглушки, исключающие риск потери тепла;
- Муфта электрическая подключается проводами к сварочному аппарату;
- Процесс сварки начинается после нажатия кнопки пуск;
- Сварочный аппарат автоматически отключается по завершении процесса;
- Сварное соединение пригодно к эксплуатации после охлаждения и полного затвердевания.
