Как сделать сферу на токарном станке
Как выточить шар на токарном станке
Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не имеет системы Числового Программного Управления. Однако некоторые типы деталей создать путем точения при помощи резца без вспомогательного оборудования практически невозможно. Если при этом есть необходимость наладить серийное производство с высокой точностью обработки, без вспомогательного оборудования не обойтись. Как сделать шар на токарном станке, и какое приспособление при этом используются?
Метод точения на токарном станке стандартным суппортом
Для крупносерийного производства создается специальное приспособление или используется система ЧПУ. Если есть необходимость путем точения создать всего несколько шаров, тогда можно провести работу на токарном станке, у которого есть задняя бабка.
Процесс изготовления, который является ответом на вопрос, как выточить шар на токарном станке, можно разделить на следующие этапы:
- Выбор заготовки.
 Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам. - Создаем проточку на заданном расстоянии от торца. Диаметр проточки – диаметр шара.
- Затем при помощи специального подготовленного прутка и задней бабки проводим фиксацию (ранее сделанная проточка необходима для крепления при помощи этого прутка).
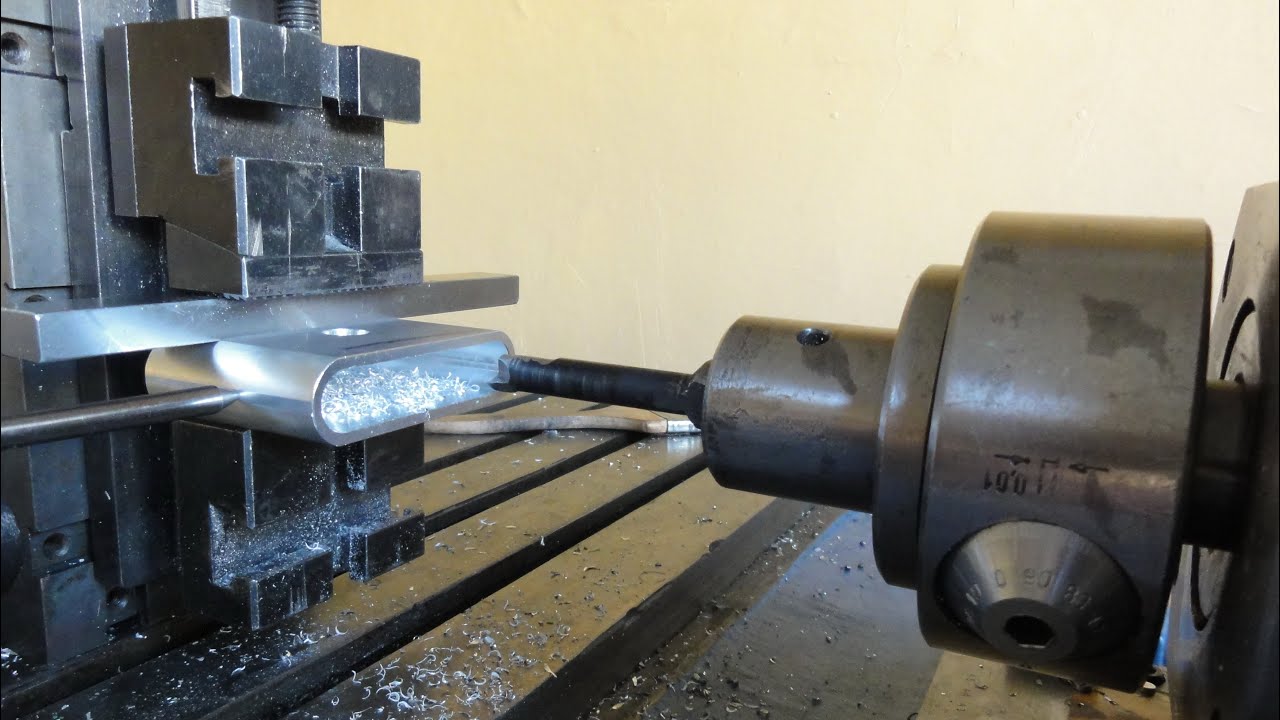
- Для изготовления шара нужно расположить резец под углом к поверхности и провести точение лишнего металла. Удаление проводится до проделанной проточки. Точение происходит отрезным резцом.
- Точение происходит поперечной подачей, в результате которой образуется поверхность в виде лесенки. Затем совмещая поперечную и продольную подачу, она также убирается.
- После этого напильником во время вращения шпинделя делается поверхность, напоминающая шар. Также используется шлифовальная шкурка для получения гладкой поверхности.
- Необработанные концы, которые использовались для крепления, стачиваются на наждаке.
 Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
При подобном методе дополнительное приспособление не используется. Созданная проточка является своего родом индикатором, который используется при поперечной подаче. Работа требует хороших навыков обращения с продольной и поперечной подачей. Как выточить шар на токарном станке без столь большого количества операций – следует использовать приспособление, предназначенное для точения по заданному диаметру.
Использование специальной конструкции
Значительно упростить процесс можно путем использование специальной конструкции. Приспособление, при помощи которого можно провести рассматриваемую работу, позволяет поворачивать резец по заданной окружности. При этом можно отметить следующие нюансы:
- Конструкция должна быть жестко закреплено, для чего придется проделывать отверстия в станине для его крепления.
- Предварительно металла также обрабатывается стандартным способом при помощи продольно-поперечной подачи.
- Конструктивные особенности конструкции обуславливают ограничение минимального и максимального диаметра получаемого шара.
- Использовать наждак для удаления металла в месте крепления также придется и в этом случае.
- Обработка всей поверхности, кроме места крепления, проводится за один раз. Предварительная обработка для снятия металла необходима по причине того, что в этом случае поперечная подача не регулируется (диаметр детали регулируется расстоянием, на котором находится режущая кромка от места крепления).
- Достигается правильная форма, при этом особых навыков обработки не нужно иметь.
- Можно получить партию деталей шарообразной формы, которые будут иметь одинаковые размеры.

В заключение отметим, что подобное приспособление зачастую создается своими руками. Токарные станки старых моделей не приспособлены для автоматизации процесса производства получения шарообразных тел.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Точение деревянного шара.
Искал информацию по домашним токарным станкам, и наткнулся на это видео. Меня прям заворожила красота и простота исполнения.
Дубликаты не найдены
Красиво, но о технике безопасности он не слышал
Долго работает, опытный. Страх пропадает уже. У нас так в цеху уже несколько человек пальцев лишились. Кто на ленточной пиле, кто на фрезе, кто кромочник решил почистить, не отключая станка. А станок что, фотоэлементы увидали что то, фрезой чик. Они же не думают, что там в щель во время работы кроме кромки что то могут сунуть. За 7 лет человек 5 пальцы себе так порезали. Один погрузчика не боялся. Сел вместе с грузом на вилы и даже не держится. Груз упал. грузчик тоже. Ноги по частям собирали, ходить уже не будет, пацану лет 25. Ох уж это игнорирование техники безопасности.
Парень рассказывал. На заводе электриком работал в штамповочном цехе. Надо если мусор стряхнуть с пресса, рабочие многие прямо рукой сметают. Щеточками специальными не пользуются, не отключают пресс предварительно, ни ногу с педальки не убирают. Нажать только и все. Руки не будет. Пара сотен тонн расплющит. У половины по одному пальцу как минимум нет.И продолжают же лезть.
Надо если мусор стряхнуть с пресса, рабочие многие прямо рукой сметают. Щеточками специальными не пользуются, не отключают пресс предварительно, ни ногу с педальки не убирают. Нажать только и все. Руки не будет. Пара сотен тонн расплющит. У половины по одному пальцу как минимум нет.И продолжают же лезть.
Надо везде вводить защиту от долбоёбов. От дурака уже не работает ) Вот хороший пример: https://youtube.com/watch?v=dFYAt_1E-Vo
и не стоит недооценивать идиотов, они же уберут этот механизм, что бы он случайно не сломался)
В том то и дело, что нет. Многотонные барабаны останавливают вмиг, а такие пилы для них и вовсе пушинка.
Я тоже думал, что это полезное ноу-хау, пока умные люди не переубедили. Что всё давно изобретено и не одноразовое
У меня например на ЧПУшном фрезере фреза с 24к оборотов в случае чего останавливается мгновенно. Хотя не думаю, что ей это на пользу идет. Но это если станок например потерял связь с сервоприводами или с самим пантографом. Предполагает, что что то отвалилось и нужно блокировать любой ценой. А если просто зайти в рабочую зону, отработают фотоэлементы и остановка настроена на 4 секунды. Хотя можно и уменьшить.
Предполагает, что что то отвалилось и нужно блокировать любой ценой. А если просто зайти в рабочую зону, отработают фотоэлементы и остановка настроена на 4 секунды. Хотя можно и уменьшить.
Внутри типа тормозных дисков и колодок на пружинах. Включая двигатель электромагниты убирают тормоз, если внештатная ситуация, то электромагниты отключаются и пружины давят колодки на диск. Но это упрощено, там что то посложнее. Тормозные муфты или как там они правильно называются, не помню.
У этого Мастера опыта по работе на станках столько, что он знает как и где опасно, а где просто деревяшка крутится. зовут его Александр Кутузов. найди в нете, прежде чем обсуждать его умения.
Все его знания где опасно и где нет тут не причем. на фото явно видно, что там полный пзидец. Длинные манжеты возле крутящегося барабана.
Я не осуждаю его умения, я осуждаю его соблюдение техники безопасности.
Я как опытный столяр-краснодеревщик со всеми пальцами(тфу-тфу) с 17 летним стажем, а так-же инженер-технолог деревообработки, зная лично этого мастера, заявляю! на видео нет нарушения техники безопасности.
Советую по новой прослушать курс техники безопасности. А то, что все пальцы целы — это хорошо, хорошо бы что бы так и оставалось. Но несоблюдение техники безопасности не шутки. Боле спорить не намерен.
Советую не советовать людям, которые знают и умеют многое в своей стихии. Смотрим с 2.20 и видим что рукава как и положено застёгнуты, чтоб стружка не попадала. ТБ знаю наизусть и в своё время школоту учил по ТБ. Плохо что дилетанты пытаются рассуждать о том, в чем не разбираются.
Сколько я уже видел когда профи пренебрегают техникой безопасности. 12 лет назад работал на заводе, человек не застегнул спецовку на пуговицы. Жарко ведь, а он столько лет работает, профи. Край одежды попал под ленту транспортера, намотало вмиг, одни ноги торчат. Смертельный случай. Другой так же профи, ограждения мешают убирать рабочее место, нафиг их. Упал в окорочный барабан, за секунды мешок с костями, шансов выжить не было. Сварщик лет 30 работал, профи, демонтировал старый транспортер, высота метров 5. Отвлексязапизделсязадумался, отрезал арматуру, на которой сидел — инвалид. В пилоточке Ваня тоже лет 30 работал, опыт так и прёт, убрал концевик на откидном козырьке, мешает, с ним мало места, а он же профи. Закусило нож и как гильотиной по пальцу, вырвало кусок, до кости. Палец удалось спасти, но почти не гнется.
Отвлексязапизделсязадумался, отрезал арматуру, на которой сидел — инвалид. В пилоточке Ваня тоже лет 30 работал, опыт так и прёт, убрал концевик на откидном козырьке, мешает, с ним мало места, а он же профи. Закусило нож и как гильотиной по пальцу, вырвало кусок, до кости. Палец удалось спасти, но почти не гнется.
На новой работе, как я уже писал выше, в основном пальцы оставляли, переломные ноги, один палец придавленный пневмозажимами. И всё из-за того, что ебали они все ТБ, профи же.
На фото явно видны манжеты рукавов и барабан, это нарушение. Я так понимаю ты просто выгораживаешь его, потому что знаком с ним. Лучше бы посоветовал ему быть повнимательнее, что бы и дальше радовал красивыми поделками.
Сфера на токарном станке видео
Не многие предприятия оказывают услуги по производству различных металлических изделий на заказ по чертежам заказчика. При необходимости выполнить токарные работы в Новосибирске лучше всего обратиться в компанию СибПромДеталь, где вам предложат не только механические способы изготовления деталей из стали, но и чугунное литье.
Технология производства изделий сложной формы из металлов способом токарной обработки достаточно сложна. При наличии станков с программным управлением задача упрощается, но оборудование это достаточно дорого и требует специализированных знаний при настройке и эксплуатации.
Токарно-винторезные станки более доступны и могут быть приобретены при необходимости даже в домашнюю мастерскую. Поэтому речь в дальнейшем пойдет о них, а именно о том, как выточить шар на токарном станке.
Среди наиболее доступных для домашних мастеров можно выделить два основных способа точения идеальной сферической поверхности – по копиру и с помощью различных приспособлений. Рассмотрим каждый из вариантов более подробно.
Точение по копиру
Для получения простейшего копировального приспособления потребуется совсем не много – шаблон шарообразной формы подходящего диаметра и два одинаковых резца, установленных в резцедержатель на одной стороне с одинаковым вылетом. Особое внимание следует уделить правильной настройке копировального приспособления – выставить режущий инструмент на одинаковое расстояние.
Сделать это очень удобно с помощью любой детали, имеющей цилиндрическую форму – образка трубы или стального стержня. Для настройки достаточно один из резцов закрепить болтами, а второй установить без крепления. Плавно подводя рукояткой поперечной подачи резцедержатель, дождитесь касания оправки обоими режущими кромками и зафиксируйте не закрепленный резец.
В качестве оправки можно использовать предварительно выточенный на станке с ЧПУ шар на стержне или шарик от подшипника подходящего диаметра. Для удобства закрепления последнего к нему необходимо приварить круглый стержень подходящего диаметра строго по центру.
Технология точения не представляет особых сложностей. Первоначально с помощью рабочего резца, как правило, отрезного с округлой режущей кромкой, выполняется грубое обтачивание. При этом копир (второй резец) движется с касанием шарообразного шаблона, закрепленного в пиноли задней бабки через переходник.
После предварительного придания обрабатываемой заготовке формы, приближенной к желаемой, выполняется чистовое точение с малой толщиной срезаемого слоя и подачей. Окончательную обработку, при необходимости, можно выполнить шлифовальной шкуркой с зерном небольшого размера. Более подробно технология продемонстрирована на предлагаемом видео:
Окончательную обработку, при необходимости, можно выполнить шлифовальной шкуркой с зерном небольшого размера. Более подробно технология продемонстрирована на предлагаемом видео:
Точение с приспособлением
Более сложным является способ выточить шар на станке с применением предварительно изготовленного приспособления. В связи с идеальностью сферической поверхности, точность изготовления механизма должна быть максимальной. На следующем предлагаемом видео приспособление является ручным, а обработка частично выполняется после предварительной обточки резцами до формы, близкой к шару:
Особенностью данного способа точения сфер является возможность применения его лишь при обработке мягких металлов. Но и такая задача является достаточно частой и при большом количестве заказов такое приспособление всегда может помочь токарю.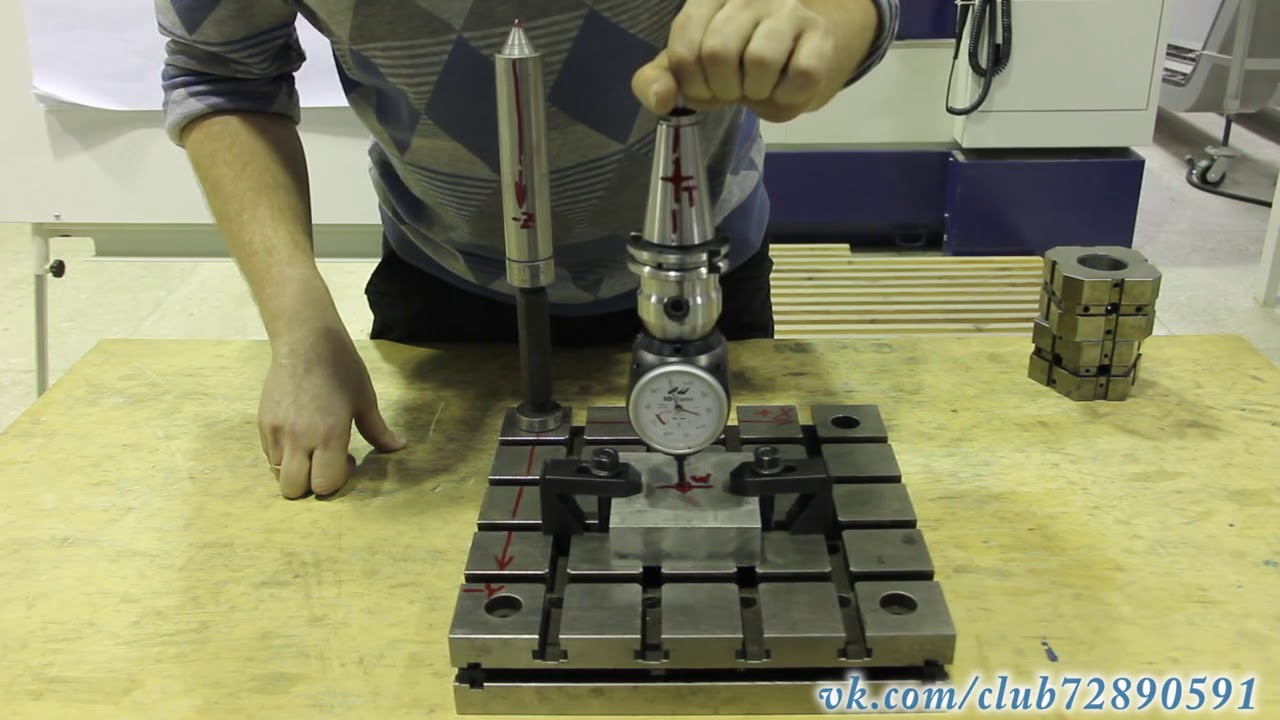
Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не имеет системы Числового Программного Управления. Однако некоторые типы деталей создать путем точения при помощи резца без вспомогательного оборудования практически невозможно. Если при этом есть необходимость наладить серийное производство с высокой точностью обработки, без вспомогательного оборудования не обойтись. Как сделать шар на токарном станке, и какое приспособление при этом используются?
Метод точения на токарном станке стандартным суппортом
Для крупносерийного производства создается специальное приспособление или используется система ЧПУ. Если есть необходимость путем точения создать всего несколько шаров, тогда можно провести работу на токарном станке, у которого есть задняя бабка.
Процесс изготовления, который является ответом на вопрос, как выточить шар на токарном станке, можно разделить на следующие этапы:
- Выбор заготовки. Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
- Создаем проточку на заданном расстоянии от торца. Диаметр проточки – диаметр шара.
- Затем при помощи специального подготовленного прутка и задней бабки проводим фиксацию (ранее сделанная проточка необходима для крепления при помощи этого прутка).
- Для изготовления шара нужно расположить резец под углом к поверхности и провести точение лишнего металла. Удаление проводится до проделанной проточки. Точение происходит отрезным резцом.
- Точение происходит поперечной подачей, в результате которой образуется поверхность в виде лесенки. Затем совмещая поперечную и продольную подачу, она также убирается.
- После этого напильником во время вращения шпинделя делается поверхность, напоминающая шар. Также используется шлифовальная шкурка для получения гладкой поверхности.
- Необработанные концы, которые использовались для крепления, стачиваются на наждаке.
 Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.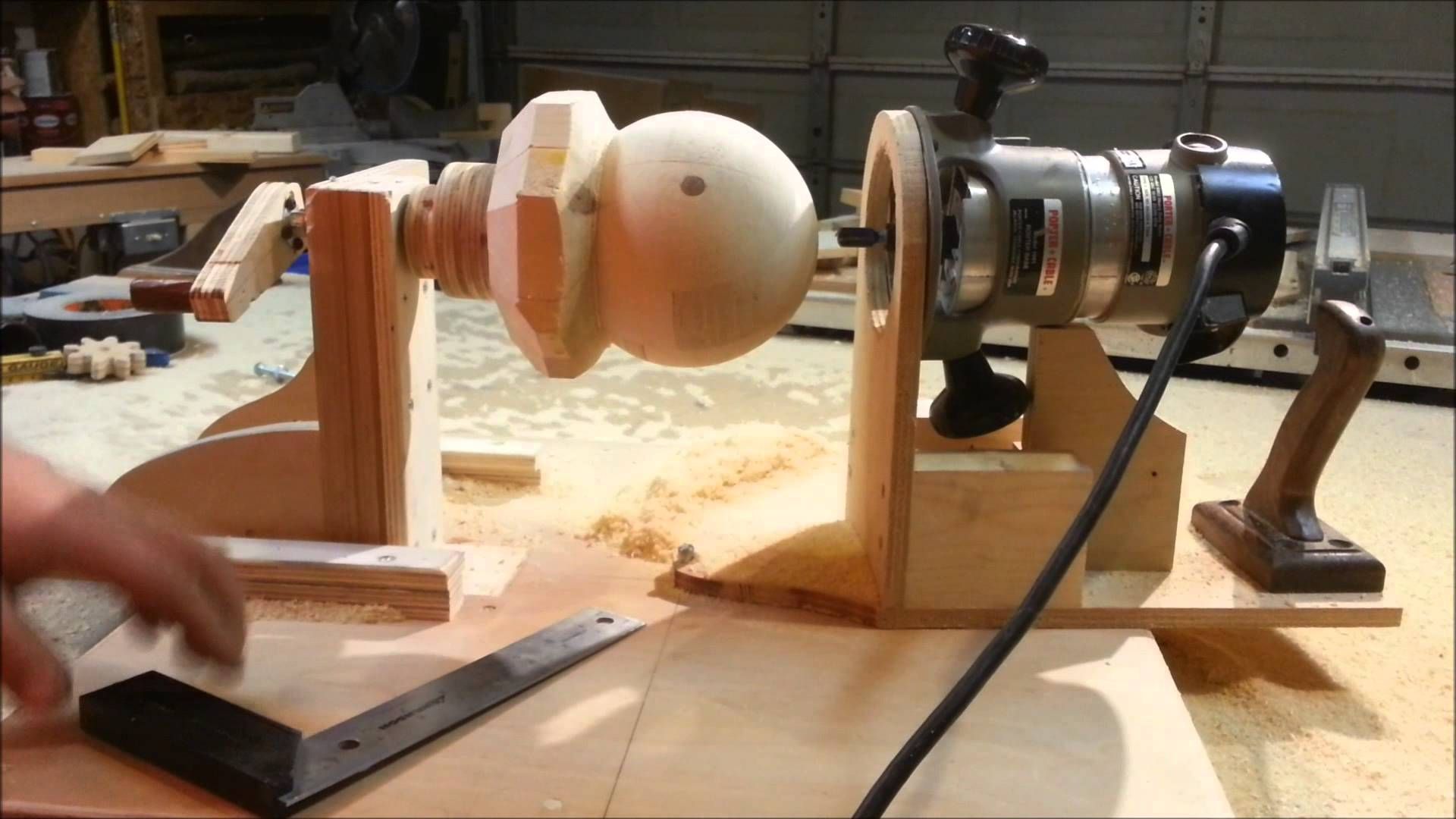
При подобном методе дополнительное приспособление не используется. Созданная проточка является своего родом индикатором, который используется при поперечной подаче. Работа требует хороших навыков обращения с продольной и поперечной подачей. Как выточить шар на токарном станке без столь большого количества операций – следует использовать приспособление, предназначенное для точения по заданному диаметру.
Использование специальной конструкции
Значительно упростить процесс можно путем использование специальной конструкции. Приспособление, при помощи которого можно провести рассматриваемую работу, позволяет поворачивать резец по заданной окружности. При этом можно отметить следующие нюансы:
- Конструкция должна быть жестко закреплено, для чего придется проделывать отверстия в станине для его крепления.
- Предварительно металла также обрабатывается стандартным способом при помощи продольно-поперечной подачи.
- Конструктивные особенности конструкции обуславливают ограничение минимального и максимального диаметра получаемого шара.
- Использовать наждак для удаления металла в месте крепления также придется и в этом случае.
- Обработка всей поверхности, кроме места крепления, проводится за один раз. Предварительная обработка для снятия металла необходима по причине того, что в этом случае поперечная подача не регулируется (диаметр детали регулируется расстоянием, на котором находится режущая кромка от места крепления).
- Достигается правильная форма, при этом особых навыков обработки не нужно иметь.
- Можно получить партию деталей шарообразной формы, которые будут иметь одинаковые размеры.
В заключение отметим, что подобное приспособление зачастую создается своими руками. Токарные станки старых моделей не приспособлены для автоматизации процесса производства получения шарообразных тел.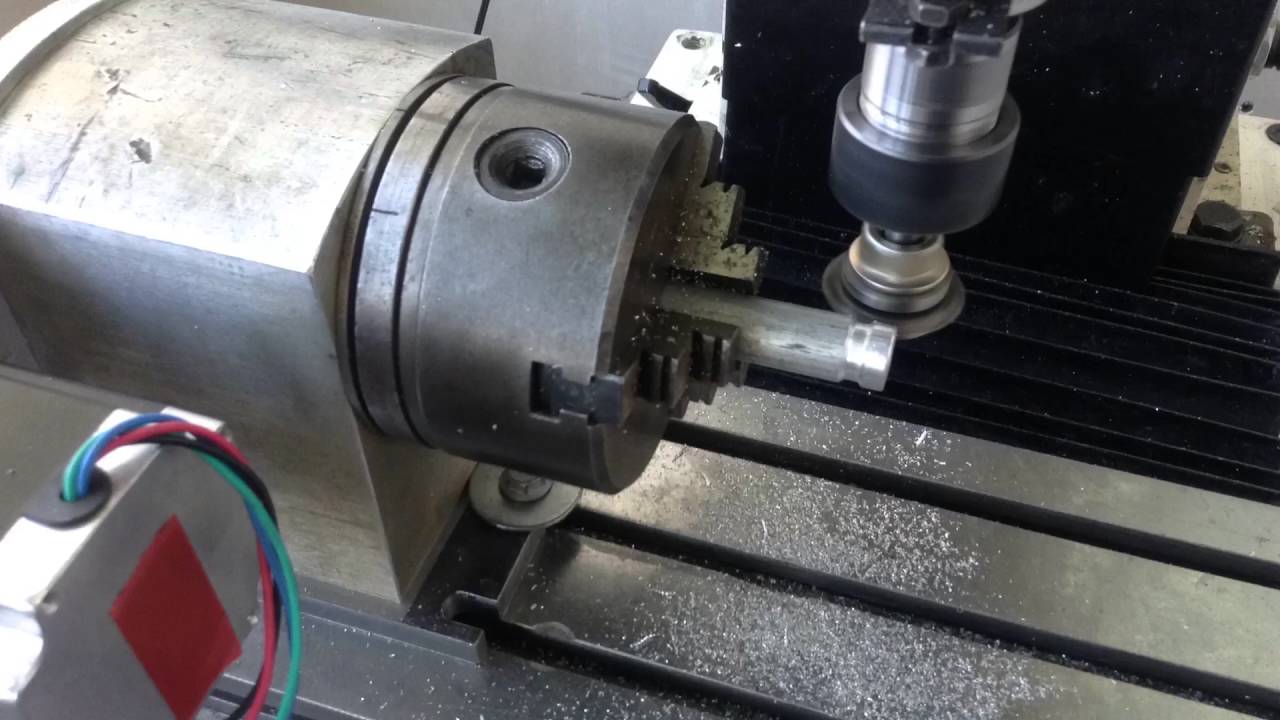
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Изготовление шаров на токарном станке
Всем привет! Нередкой работой для токаря является изготовление шаров. В основном эти изделия идут на рукоятки других станков. Иногда складывается впечатление, что эти шары- вожделенный плот для расхитителя станков.
Так вот, обычно точение шара происходит при помощи шаблона, в роли которого выступает рукоятка с шаром нужного диаметра. Заготовка обдирается до диаметра шара, после чего в резцедержатель устанавливается два отрезных резца. Режущая кромка этих резцов может быть закруглена. Левый резец подводим супортом к заготовке до касания, а правый резец двигаем руками к шаблону и крепим его в резцедержателе.
После этого левым резцом касаемся торца заготовки. Чтобы правый резец так же коснулся правой стороны шаблона, нужно подать шаблон пинолью задней бабки в нужную сторону.
Первым минусом такого способа является наличие недоступной зоны для правого резца, который далее я буду называть копиром . Это зона — место входа шпильки в шар. Как видно ниже на фото у заготовки остается необработанной небольшая окружность в центре — это и есть та самая недоступная зона. Она обрабатывается на глаз, после снятия шаблона.
Это зона — место входа шпильки в шар. Как видно ниже на фото у заготовки остается необработанной небольшая окружность в центре — это и есть та самая недоступная зона. Она обрабатывается на глаз, после снятия шаблона.
После шлифовки и полировки все же можно получить более или менее ровный шар. Речь не идет о шаре с правильной геометрической формой. Для «правильных» шаров делаются специальные, достаточно точные и непростые в изготовлении, приспособления — шароточки. Вторым минусом описанного способа является потребность в шаблоне, который не всегда просто найти.
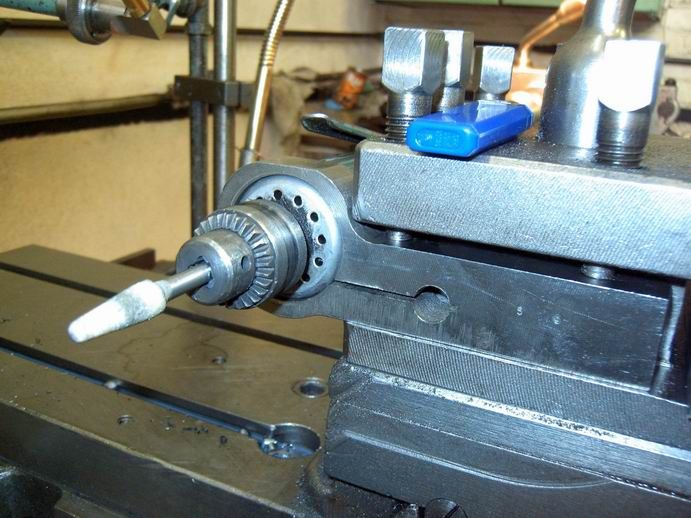
Я же решил сделать более простое приспособление, которое лишено минусов первого способа. Конструкцию этого девайса я впервые увидел на канале блогера из Одессы, Дмитрия Бербраера. Приспособление также зажимается в патрон задней бабки и выполняет роль держателя шаблона.
В роли шаблона может выступать любая шайба с нужным наружным диаметром и отверстием по центру от 6 до 8 мм. Ка видно ниже на фото, у копира есть доступ к окружности с обоих сторон, так как крепление расположено снизу, а кронштейн подходит с задней стороны.
Шаблоны можно как подобрать так и изготовить на том же токарном станке, а после работы складывать их в одно место. Так можно со временем накопить множество шаблонов с разными диаметрами. Спасибо Дмитрию за идею, Вам за внимание, а держатель занимает свое место на полке с оснасткой.
Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не имеет системы Числового Программного Управления. Однако некоторые типы деталей создать путем точения при помощи резца без вспомогательного оборудования практически невозможно. Если при этом есть необходимость наладить серийное производство с высокой точностью обработки, без вспомогательного оборудования не обойтись. Как сделать шар на токарном станке, и какое приспособление при этом используются?
Метод точения на токарном станке стандартным суппортом
Для крупносерийного производства создается специальное приспособление или используется система ЧПУ. Если есть необходимость путем точения создать всего несколько шаров, тогда можно провести работу на токарном станке, у которого есть задняя бабка.
Процесс изготовления, который является ответом на вопрос, как выточить шар на токарном станке, можно разделить на следующие этапы:
- Выбор заготовки. Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
- Создаем проточку на заданном расстоянии от торца. Диаметр проточки – диаметр шара.
- Затем при помощи специального подготовленного прутка и задней бабки проводим фиксацию (ранее сделанная проточка необходима для крепления при помощи этого прутка).
- Для изготовления шара нужно расположить резец под углом к поверхности и провести точение лишнего металла. Удаление проводится до проделанной проточки. Точение происходит отрезным резцом.
- Точение происходит поперечной подачей, в результате которой образуется поверхность в виде лесенки. Затем совмещая поперечную и продольную подачу, она также убирается.
- После этого напильником во время вращения шпинделя делается поверхность, напоминающая шар. Также используется шлифовальная шкурка для получения гладкой поверхности.
- Необработанные концы, которые использовались для крепления, стачиваются на наждаке.
 Также используется шлифовальная шкурка для получения гладкой поверхности.
Также используется шлифовальная шкурка для получения гладкой поверхности.При подобном методе дополнительное приспособление не используется. Созданная проточка является своего родом индикатором, который используется при поперечной подаче. Работа требует хороших навыков обращения с продольной и поперечной подачей. Как выточить шар на токарном станке без столь большого количества операций – следует использовать приспособление, предназначенное для точения по заданному диаметру.
Использование специальной конструкции
Значительно упростить процесс можно путем использование специальной конструкции. Приспособление, при помощи которого можно провести рассматриваемую работу, позволяет поворачивать резец по заданной окружности. При этом можно отметить следующие нюансы:
- Конструкция должна быть жестко закреплено, для чего придется проделывать отверстия в станине для его крепления.
- Предварительно металла также обрабатывается стандартным способом при помощи продольно-поперечной подачи.
- Конструктивные особенности конструкции обуславливают ограничение минимального и максимального диаметра получаемого шара.
- Использовать наждак для удаления металла в месте крепления также придется и в этом случае.
- Обработка всей поверхности, кроме места крепления, проводится за один раз. Предварительная обработка для снятия металла необходима по причине того, что в этом случае поперечная подача не регулируется (диаметр детали регулируется расстоянием, на котором находится режущая кромка от места крепления).
- Достигается правильная форма, при этом особых навыков обработки не нужно иметь.
- Можно получить партию деталей шарообразной формы, которые будут иметь одинаковые размеры.
В заключение отметим, что подобное приспособление зачастую создается своими руками. Токарные станки старых моделей не приспособлены для автоматизации процесса производства получения шарообразных тел.
Токарные станки старых моделей не приспособлены для автоматизации процесса производства получения шарообразных тел.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Рекомендованные сообщения
Создайте аккаунт или войдите в него для комментирования
Вы должны быть пользователем, чтобы оставить комментарий
Создать аккаунт
Зарегистрируйтесь для получения аккаунта. Это просто!
Войти
Уже зарегистрированы? Войдите здесь.
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
Как работать на токарном станке по металлу и дереву
Работа на токарных станках, технология проведения работ. Разновидности и характеристики станков для обработки дерева и металла. Техника безопасности.
Токарные станки предназначены для обработки тел вращения. При работе на токарном станке производится точение цилиндрических, конических и фасонных поверхностей, как внутренних, так и наружных, а также нарезание резьбы и накатку рифления. Помимо этого, на них можно производить операцию сверления, однако это возможно только в том случае, если отверстие находится в оси детали или же с некоторым смещение от нее.
Помимо этого, на них можно производить операцию сверления, однако это возможно только в том случае, если отверстие находится в оси детали или же с некоторым смещение от нее.
Разновидности и характеристики станков для обработки дерева
Разнообразие типов, размеров и форм деревянных деталей предполагает многообразие оборудования, на котором происходит обработка.
В перечень разновидностей станков для деревообработки входят:
Пилильные
Данная группа используется для распиловки заготовок и целых древен, а также для придания формы плоским элементам. Пилильные в свою очередь следует разделить на следующие подгруппы:
- Пилорамы, при помощи которых осуществляется продольная и поперечная распиловка материала при помощи линейных пил, которые совершают возвратно-поступательные движения относительно заготовок. Данное оборудование не относится к экономичному оборудованию, к тому же оно достаточно громоздкое, поэтому встречается довольно редко.
- Круглопильные, которые представляют собой автоматические и ручные, выполняющие распиловку древесины в наклонной и вертикальной плоскостях при помощи круглых пил. Такое оборудование нашло применение при формовке. Классифицируется по количеству пил, их диаметру, мощности и производительности.
- Ленточные, функционирующие автоматически и с ручным управлением. Разрезание дерева происходит при линейном движении ленты. Используется как во время заготовки, так и при дальнейшей обработке. Достоинством данного оборудования можно назвать простоту обслуживания и экономичность, однако более низкую точность, если сравнивать с круглопильными.

Строгальные
Предназначены для снятия верхнего слоя материала при перемещении режущего инструмента. К основным разновидностям станков этого типа относятся:
- Рейсмусовые, одно и двухсторонние. Односторонние способны обрабатывать только верхнюю плоскость, так что их используют только при обработке только крупных заготовок. Получили большое распространение благодаря простоте своей конструкции, а значит простоте управления и обслуживания. Двухсторонние могут одновременно обработать нижнюю и верхнюю плоскость. Их достоинством является большая производительность, однако одновременно с этим с ними сложнее при обслуживании.
- Фуговальные, которые не только производят обработку плоскостей, но и способны снять фаски под определенных углом.
 Получили большое распространение благодаря простоте своей конструкции, а значит простоте управления и обслуживания. Двухсторонние могут одновременно обработать нижнюю и верхнюю плоскость. Их достоинством является большая производительность, однако одновременно с этим с ними сложнее при обслуживании.
Получили большое распространение благодаря простоте своей конструкции, а значит простоте управления и обслуживания. Двухсторонние могут одновременно обработать нижнюю и верхнюю плоскость. Их достоинством является большая производительность, однако одновременно с этим с ними сложнее при обслуживании.Токарные
Токарные станки подразделяются на большое количество разновидностей, исходя из точности, габаритов самих станков и обрабатываемых деталей и т.д. Деревообрабатывающие разновидности токарных станков используются при точении декоративных элементов, корпусных деталей и элементов крепежа. Основным параметром классификации является степень автоматизации и универсальности. По степени автоматизации существуют следующие разновидности:
- Станки с ручным управлением предполагают регулирование скорости вращения шпинделя, подачу деталей и прочие параметры рабочим.
- Автоматизированное оборудование оснащаются копированными устройствами, благодаря которым сокращается время обработки детали, однако все процессы по-прежнему под контролем человека.
- Автоматические процессы предполагают выполнение всех переходов в автоматическом режиме. Все параметры контролируются компьютером станка. Токарные станки с ЧПУ стали особо популярны в последнее время.
Если говорить об универсальности, то стоит выделить:
- Универсальное оборудование, которое позволяет выполнять детали различной формы, размеров и сложности.
- Специализированное, которое предоставляет выполнять обработку деталей в определенной диапазоне размеров.
- Специальное, предназначенное для изготовления только одной определенной детали.
Сверлильные
Они необходимы для просверливания отверстий, которые находятся в оси или не в оси деталей, а также обработки отверстий. Классифицируются по многим параметром, однако основным можно назвать конфигурацию, по которому они разделяются на:
- Вертикально-сверлильные, которые выполняют работу только в вертикальной плоскости;
- Горизонтально-сверлильные, выполняющие обработку только в горизонтальной плоскости;
- Радиально-сверлильные, позволяющие изменять угол наклона инструмента.
Фрезерные
Такие станки используются для обработки плоских и фасонных поверхностей. Как и сверлильные, они разделяются по плоскостям, в которых работает фреза. По конфигурации их следует разделить:
- Горизонтально-фрезерные, у которых шпиндель расположен горизонтально относительно поверхности стола;
- Вертикально-фрезерные, инструмент которых расположен перпендикулярно относительно стола и закрепленной на нем детали;
- Универсальные, позволяющие менять расположение заготовки без ее переустановки.
Шлифовальные
Данные станки предназначены для чистовой обработки и предполагают снятие верхнего слоя небольшой толщины инструментом с абразивным покрытием. Различают:
- Плоскошлифовальные, на которых выполняется обработка плоских поверхностей;
- Круглошлифовальные, предназначенные для тел вращения;
- Специальные шлифовальные станки, которые предназначены для обработки сложных поверхностей;
- Кромкошлифовальные. Используются для окончательной обработки фигурных элементов.
Гнутарные
Представляют собой гидравлические прессы со специальными зажимами. Используются для придания элементом особой формы.
Сборочные
Чаще всего это автоматические устройства для сборки отдельных элементов в полуфабрикат или готовое изделие.
Технология проведения работ
Токарные станки предназначены для обработки тел вращения. На данном оборудовании выполняются следующие работы:
- Подрезка торцов;
- Точение наружных поверхностей;
- Нарезание резьбы любого типа;
- Отрезание деталей;
- Нанесение рифлений;
- Сверление и растачивание внутренних отверстий.
Однако это не единственное, что можно делать на данном станке. Помимо этого на нем можно выполнять полирование и притирку отверстия. Полирование может выполнять при помощи специального войлочного круга и пасты ГОИ. С их помощью изделие приобретает зеркальную поверхность, однако точность поверхности не обеспечивается. Доводка поверхности отверстия выполняется при помощи притира. Данная операция позволяет получить точное отверстие с низким показателем шероховатости.
Обработка на токарном станке обеспечивается путем вращения детали относительно закрепленного инструмента.
Инструмент может быть закреплен в шпинделе или в центрах. Центра – это специальные приспособления, которые закреплены в шпинделе и в задней бабке. Для ее обеспечения необходимо предварительно зацентровать (просверлить специальным сверлом отверстие в оси) заготовку с двух сторон. Установка для обработки в центрах позволяет выполнить все переходы за один установ.
Виды станков для выполнения токарных работ по металлу
По степени точности оборудование следует разделить на: нормальной точности; точные; особо точные; повышенной точности; сверхточности.
По типу подразделяются на:
- лоботокарные;
- карусельные;
- токарно-винторезные;
- токарно-револьверные.
Первые две разновидности предназначены для обработки крупногабаритных деталей, от полуметра до нескольких метров. Токарно-винторезные являются самыми распространенными, поскольку являются универсальными и предназначены для обработки деталей до пятисот миллиметров. Токарно-револьверные относятся к полуавтоматическим станка. Обработка на таком оборудовании осуществляется по упорам.
Методы выполнения токарных работ
На токарном станке производится точение деталей и сверление отверстий. Также выполняются комплексные работы, которая представляют собой выполнение точение и шлифование только на токарном станке. Для выполнения операции шлифования в этом случае может использоваться резцы высокой точности и притиры, если это отверстие. Подобная мера позволяет сократить время изготовления, а значит, и уменьшить стоимость деталей.
Проточки внутреннего диаметра выполняются при помощи сверла, зенкера и развертки, а также резцов. Помимо этого могут использовать метчики, которые нарезают резьбу внутри отверстия (для наружных поверхностей используется плашка).
Выверка размеров деталей происходит при помощи лимба (измерительной шкалы на суппорте), а также при помощи измерительных приборов (штангенциркулей, микрометров и т.д.).
Виды используемых резцов
Резцы для обработки на токарном стенке бывают:
- проходными, предназначенными для обработки плоских поверхностей торцов детали;
- подрезными, используемыми для точения цилиндрических поверхностей;
- отрезными, которые отрезают готовую деталь от заготовки;
- фасонные и галтельные, которые используются для точения фасонных поверхностей и скруглений;
- резьбовые, которые подразделяются на наружные и внутренние;
- расточные резцы, которые используются для обработки внутренних поверхностей;
- канавочные, похожие на отрезные, применяемые для точения канавок.
Помимо этого резцы подразделяются на:
- цельные, чаще всего изготовленные из быстрорежущей стали;
- составные с напаянными пластинами из твердого сплава, державка в этом случае изготовлена из углеродистой стали;
- ставные со съемной пластиной, которую можно заменить в случае износа или образования скола.
Техника безопасности
В ходе выполнения работ на токарном станке необходимо использовать защитный кожух, который закрывает зону вращения детали. Таким образом, рабочий защищен от отлетающией стружки.
Работник должен стоять на специальном деревянном настиле, это обеспечивает защиту от поражения током.
Одежда должна закрывать тело, оставляя открытыми только кисти рук, голову и шею. Обувь должна быть закрытой. Все это необходимо для защиты от стружки. Одежда не должна быть прилегающей или чересчур свободной. В первом случае она будет стеснять движения, а во втором может стать причиной травмы при затягивании одежды в шпиндель.
Рабочего перед началом работы должны выдать специальные очки, которые защищают органы зрения от попадания стружки или пыли. Если производится точение сыпучего материала (к примеру, графит или дерево), то помимо очков должны быть выданы респираторы для защиты органов зрения. Также при работе с сыпучими материала необходима вытяжка, которая позволит защитить не только того, что непосредственно точит, но и других работников цеха.
Перед снятием детали следует не только выключить вращение шпинделя, но и притупить острые кромки.
Самое главное: к работе на токарном станке человек допускается только после прохождения инструктажа.
Приспособления для токарного станка – как сделать агрегат более функциональным?
Разные приспособления для токарных станков, известные в настоящее время, позволяют расширить функциональный потенциал таких агрегатов и упростить выполнение некоторых работ на них.
1 Дополнительная оснастка – какой бывает и зачем нужна?
Все приспособления для токарных станков причисляют к одной из трех разновидностей. Первый вариант оснастки – специальный, обеспечивает увеличение эксплуатационных возможностей оборудования, второй применяется для фиксации инструмента, третий используется для закрепления деталей, которые обрабатываются на агрегатах. Установка разных типов оснастки обеспечивает:
- уменьшение времени, требуемого на монтаж детали на токарное станочное оборудование, что гарантирует увеличение производительности обработки металлических изделий;
- повышение точности металлообработки;
- возможность выполнения фрезерных операций;
- качественное крепление заготовок.
Оснастка для станков может выпускаться на заводах. Подобные приспособления обычно эксплуатируются на предприятиях. Малые фирмы и частные пользователи нередко используют самодельную оснастку. Большое распространение среди последних получило фрезерное приспособление – специальная приставка, которая дает возможность выполнять:
- выборку пазов и канавок;
- контурную обработку разнообразных изделий;
- фрезерование плоскостей;
- обработку торцевыми и концевыми фрезами.
Найти чертежи такой приставки несложно в интернете и в специализированных журналах.
2 Кулачковые патроны – самые распространенные виды приспособлений
Патроны на токарные станки могут иметь 2–4 кулачка. Когда максимально точное центрование не требуется, рекомендуется применять двухкулачковые патроны. В них, как правило, фиксируют небольшие детали, поковки и отливки. В большинстве случаев такие приспособления для токарных станков предназначены для фиксации деталей со строго определенными геометрическими параметрами.
Четырехкулачковые патроны используются при обработке произвольных по конфигурации заготовок.
Кулачки в них можно без затруднений центрировать за счет того, что они располагают индивидуальным приводом. Если применяются патроны с таким «персональным» приводом, на станке можно обрабатывать несимметричные и прямоугольные детали. А вот самоцентрирующиеся приспособления с четырьмя кулачкам больше годятся для квадратных прутков.
Самое широкое распространение получили трехкулачковые патроны. Они обеспечивают качественные работы с большими по сечению круглыми прутками, деталями шестигранной и круглой формы. Подобная оснастка для работ по металлу характеризуется высоким усилием зажима и элементарной конструкцией, а также простой переналадкой для обработки заготовок с разными размерами. Кулачки могут быть сборными или цельными. К «минусам» трехкулачковых патронов относят то, что они быстро теряют точность при активной эксплуатации.
3 Вращающийся и упорный центр – что это?
Описанные выше патроны используют для фиксации деталей, у которых соотношение длины и сечения составляет не более 4 единиц. В остальных случаях используются специальные центры. Они дают возможность эффективно производить работы по металлу. При этом важно помнить, что в центр (вращающийся либо упорный) заготовка может быть помещена только после ее зацентровки. Под таковой понимают выполнение с торцов вала заготовки центровых отверстий. При их наличии деталь получает от шпинделя крутящий момент за счет применения хомутика и специального поводкового патрона.
Под патроном поводкового типа понимают небольшой корпус, который устанавливается на шпиндель токарного агрегата. На торцевой части данного приспособления имеется запрессованный палец. Он отправляет требуемый крутящий момент на хомутик. Последний при помощи болта фиксируется на обрабатываемой детали.
Поводковый патрон не применяется, когда необходимо выполнить обработку изделий, у которых центровое отверстие характеризуется относительно большой величиной. В данном случае используется вращающийся центр особого вида. У него рабочая часть имеет выраженную рифленую поверхность.
Если производится обработка заготовок с большой толщиной срезаемого слоя и процесс должен происходить на высоких скоростях резания, на станок устанавливают вращающийся задний центр. А вот при работе с деталями, у которых оси вращения шпинделя и самих заготовок не совпадают, специалисты советуют эксплуатировать вращающийся центр с рабочей поверхностью в форме сферы (специальная конусная оснастка).
Упорный центр, отличающийся высокой долговечностью, изготавливается с наконечником из твердосплавных материалов. Его установка возможна исключительно в пиноль задней бабки. Упорные центры могут быть срезанными. В этом случае с их помощью подрезают концы детали.
4 Другие виды оснастки для токарного оборудования
Револьверная головка значительно увеличивает производительность агрегатов для выполнения работ по металлу. Она может быть шестигранной или круглой (по Госстандарту 3859–83). Круглая револьверная головка выпускается с двумя разновидностями центрирующих отверстий – с конусными и с цилиндрическими.
ГОСТ 3859 содержит общие рекомендации по изготовлению оснастки для токарных агрегатов. Заказчик может описать производителю, какая именно револьверная головка ему нужна и каких размеров. Другими словами, подобная оснастка выпускается индивидуально. Револьверная головка используется в сменных резцовых блоках. Она обеспечивает быструю и максимально точную регулировку режущих инструментов. Револьверная оснастка может устанавливаться на станки с ЧПУ и на агрегаты универсального типа, которые имеют салазки крестовой формы.
Обработка тонких (в профессиональной среде говорят – нежестких) валов осуществляется при помощи подвижных либо неподвижных люнетов для токарных станков. Неподвижная оснастка устанавливается и фиксируется на направляющих агрегата, подвижная может монтироваться на суппорте (а именно на его каретке). Люнеты подвижного вида считаются более современными и эффективными. Данные приспособления для токарных станков идеально подходят для обтачивания (чистового) заготовок большой длины.
Для обработки заготовок с поверхностями в виде конусов используется специальная конусная линейка. Ее размещают параллельно конической образующей поверхности. При этом суппорт агрегата поворачивают на 90 градусов. Линейка располагает делениями для отсчета углов ее поворота. Деления бывают угловыми либо миллиметровыми. На многих предприятиях конусная линейка эксплуатируется весьма активно (как и описанная выше револьверная головка), так как она проста в применении.
Также существует и далее указанная оснастка: шлифовальная головка для токарного станка, четырехпозиционные резцедержатели, планшайбы, картриджные держатели резцов, приспособления для выполнения отверстий и нарезания резьбы.
по дереву или металлу, методы точения
Сферические изделия выполняют функцию рукояток на различном оборудовании, либо в мебельной фурнитуре. Обычно для изготовления подобных элементов прибегают к использованию системы ЧПУ, однако опытным токарям и столярам подобная задача не в новинку. В следующей статье поэтапно разберемся в процессе создания шарообразной детали на токарном станке.
Можно ли это сделать?
Создание сферической детали на токарном оборудовании более простой процесс, чем это кажется на первый взгляд. При этом можно воспользоваться, как вспомогательным оборудованием, если предусматривается производство небольшой партии, так и стандартной оснасткой станка в случае штучного изготовления. Самым доступным способом является точение по ранее заготовленному шаблону.
По металлу
Работа с металлом на порядок сложнее в сравнении с другими материалами ввиду более высокой твердости, однако более знакома и не имеет непривычных особенностей. Точение шара же займет не менее двух проходов и потребует работы на высоких оборотах для получения удовлетворительного результата. В целом процесс мало отличим от прочих токарных операций и не имеет определенной специфики.
По дереву
По сравнению с металлической, деревянная заготовка более податлива обработке, ввиду чего имеется возможность проводить обработку не только резцом токарного станка, но и ручными стамесками и коронками, предназначенными для этой операции.
При точении вместо привычной стружки остается древесная пыль, поэтому работать нужно строго в респираторе, включив вытяжку. Нелишним будет заранее убрать подтеки масла на станке и установить пылесос на резцедержатель, что упростит уборку после работы.
Пошаговая инструкция
Данный способ изготовления подходит как при работе с металлом, так и с деревом. Дополнительное станочное оборудование и нестандартные конструкции не требуются. Понадобиться лишь образец. В качестве такового можно применить выточенный на станке шар со стержнем либо шарик от подшипника требуемого диаметра.
Для возможности установки последнего, к нему нужно жестко присоединить стержень-хвостовик нужного диаметра ровно по центру. Сделать это можно при помощи сварки либо резьбового соединения.
Выбор заготовки
В обоих случаях заготовка детали должна иметь цилиндрическую форму с запасом (примерно 1/10) длины для крепления в патроне и небольшим припуском на обработку по ширине. Если стальной пруток — это стандартизированный материал в металлургии, то для столярных работ чаще всего сырье поставляется в виде бруса. Прежде чем приступить к работе нужно придать материалу форму цилиндра, закрепив в поводковом патроне и обточить.
Важно!
Прежде чем приступить к работе, визуально проверьте заготовку на предмет кривизны, прокрутив в кулачковом патроне.
Создаем проточку
Диаметр шара равняется диаметру проточек и расстоянию между ними. Зажав заготовку в трех-кулачковом патроне, проточите будущую деталь на заданном расстоянии от торца. Созданная проточка послужит своеобразной меткой при обработке с использованием поперечной подачи. Также необходимо зенковать отверстие для последующей фиксации в жестком центре при обработке заготовки абразивом.
Провести фиксацию
Теперь, при помощи жесткого центра, установленного в заднюю бабку и патрона, проводим фиксацию. Расслабив патрон ключом, помещаем в него заготовку. Теперь нужно сделать отступ от проточки и надежно закрепить деталь в патроне. В задней бабке необходимо закрепить шаблон. Выверив необходимое расстояние и положение заготовки относительно образца можно приступать к следующему шагу.
Провести точение с помощью передней подачи
Для придания формы шара заготовке, необходимо использовать два одинаковых отрезных резца, как правило с округлой режущей кромкой. Закрепите резцы в держателе суппорта на одной стороне с одинаковым вылетом.
Суть способа заключается в ведении резца-копира касаясь окружности шарообразного образца, в то время как зеркально закрепленный проходной резец производит обтачивание заготовки повторяя вектор движения второго.
Точение производится прямой и поперечной подачей, в результате которой образуется поверхность в виде лесенки. После придания формы шара материалу, производится чистовой проход с малой толщиной снимаемого слоя и подачей. Снятие слоев материала производится в пределах проточки. После чего ее нужно убрать, совместив поперечную и переднюю подачу.
Сделать форму с помощью напильника
После обработки резцом образуется ступенчатая поверхность, которую необходимо обработать напильником. Для металла следует выбрать напильник с насечкой номер 0 или 1. Для дерева с простой одинарной насечкой. Инструмент с полукруглой формой рабочей части значительно упростит процесс, однако не является обязательным условием. В качестве упора желательно использовать суппорт без резца, он послужит надежной опорой и уменьшит вероятность травмирования.
Устанавливаем площадку суппорта на уровне детали перед операцией. Убрав образец, подводим жесткий центр к ранее созданному зенкером отверстию, переместив бабку вперед и фиксируем. Запускаем станок на минимальной скорости дожидаясь момента когда шпиндель наберет обороты. Упираем хвостовик или рукоять напильника в суппорт и плавным движением сверху вниз опускаем рабочую часть напильника к заготовке.
При этом нужно крепко держать его двумя руками по оба конца инструмента, чтобы исключить удар инструмента. В случае использования напильника плоского сечения необходимо плавно водить им от края до края для равномерной обработки.
Важно!
Ведите напильник противоположно движению шпинделя, чтобы не допустить отскок инструмента.
Провести чистку наждачной бумагой
При чистовой обработке воспользуйтесь наждачной бумагой. Для каждого материала понадобится различное зерно абразива. Для металла в районе Р800-Р1000, для дерева Р400-Р600. Существует два способа полировки поверхности с помощью абразивной ленты. В первом случае полотно растягивается двумя руками и натягивается на обрабатываемую поверхность, во втором наждачная бумага крепится в специальном бруске.
Необработанные концы, использованные для крепления, удаляются вручную. Как вы можете заметить изготовление детали в виде шара является вполне легкой и выполнимой задачей, не требуя при этом сверхсложных надстроек на текущем оборудовании.
Поделиться в социальных сетях
Как сделать шар на фрезерном станке
Как изготовить шар из дерева на фрезерном станкеHow
Подробное изготовление и обработка шара из дерева 300 ммна фрезерном станке
Get Price
Шар из дерева на фрезерном станке Vidéo Dailymotion
02/02/2018 подписывайтесь на канал: В этом видео я показываю технологию изготовления большого деревянного шара своими руками Шар маленького размера — задача совсем легкая: его можно сделать на любом токарном станке по дереву
Get Price
Как изготовить шар из дерева на фрезерном станкеHow
13/10/2017 Как изготовить шар из дерева на фрезерном станкеHow to make a en ball on the miller Fanixo Подписаться 3 года назад 0 просмотр Подробное изготовление и обработка шара из дерева 300 мм\r на фрезерном станке Сообщить Просматривать
Get Price
как сделать шар на фрезерном станке
как сделать шар фрезерный станок Как сделать шар на фрезерном станке Как сделать шар на токарном станке(метод копира) Doovi Фрезерный станок с ЧПУ своими руками: чертежи, видео, Jun 15 >> более
Get Price
Как сделать литофанию на фрезерном станке с ЧПУ
02/01/2021 В данном видео расскажем, что такое литофания и как сделать её на фрезерном станке с ЧПУСтанок в видео: https
Get Price ЧПУ Технологии
Как сделать 7 ДОДЕКАЭДРОВ в шаре на ФРЕЗЕРНОМ
Подробно рассказано и показано, как сделать 7 додекаэдров в шаре на фрезерном станке Додекаэдры в шаре выполнены по принципу матрёшки Диаметр сферы, вписанной с самый маленький додекаэдр, равен 5 мм
Get Price
Как выточить шар на токарном станке ЕЩЕ ОДИН
17/05/2015 ТОКАРНЫЕ РАБОТЫ КЕМЕРОВО звоните 8 904 990 68 56 Как сделать шар на токарном станке по методу секущей проточки
Get Price Жека Мастер
На токарном станке шар в шаре Супер метод Как
Как выточить шар на токарном станке: видео, фото, инструкция Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не
Get Price
Как изготовить шар из дерева на фрезерном
22 ответов на “Как изготовить шар из дерева на фрезерном станкеHow to make a en ball on the miller” Puryear Eaker: 14062017 в 00:07 I made it by myself I used Woodprix ing plans for that Ответить Aleksandr Melnik: 14062017 в
Get Price
Как изготовить шар из дерева на фрезерном
13/10/2017 Как изготовить шар из дерева на фрезерном станкеHow to make a en ball on the miller Fanixo Подписаться 3 года назад 0 просмотр Подробное изготовление и обработка шара из дерева 300 мм\r на фрезерном станке Сообщить Просматривать
Get Price
Как изготовить шар из дерева на фрезерном
12032016 Подробное изготовление и обработка шара из дерева 300 мм на фрезерном станке
Get Price
измельчения на фрезерном станке
Как изготовить шар из дерева на фрезерном станкеHow to make a en ball on the miller Duration: 13:17 Владимир Жиленко 34,418 views 13:17 Как сделать деревянные шарики, просто(how to make balls) Duration: 1:59 Возможно всё 5,812 views 1:59 Как изготовить
Get Price
Как заработать на фрезерном станке с ЧПУ? Новый
В качестве материалов для изготовления одежды обычно используются мягкие неметаллические материалы, такие как хлопок, мешковина, шелк, кожа и т Д Все эти материалы можно легко разрезать на фрезерном станке с ЧПУ
Get Price
Лучшие программы для станков с ЧПУ Top3DShopRu
Aspire предоставляет мощное, но интуитивно понятное программное решение для создания и резки деталей на фрезерном станке с ЧПУ Существуют инструменты для 2Dпроектирования и расчета 2Dтраекторий, таких как
Get Price
Как собрать самодельный фрезерный станок с ЧПУ +
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ это обработка алюминиевых деталей Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет
Get Price
Оптимальные режимы для обработки стали на
Оптимальные режимы для обработки стали на фрезерном станке Инфофрезер Купить фрезерные станки ЧПУ от официального дилера Гарантия на оборудование и
Get Price
9 советов по выбору режима резания на фрезерном
Простые методы повышения эффективности работы на фрезерном станке Фрезерной обработке на станках с ЧПУ лучше всего подвергать пластики полученные литьем, тк у них более высокая температура плавления
Get Price
Как выточить шар на токарном станке: по дереву или
Можно ли выточить шар на токарном станке по металлу или дереву? Как выточить шар на токарном станке и какое приспособление при этом используется, а также, пошаговая инструкция и полезные советы
Get Price
Как изготовить шар из дерева на фрезерном
22 ответов на “Как изготовить шар из дерева на фрезерном станкеHow to make a en ball on the miller” Puryear Eaker: 14062017 в 00:07 I made it by myself I used Woodprix ing plans for that Ответить Aleksandr Melnik: 14062017 в
Get Price
Фрезерный станок своими руками: чертежи и схемы
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ — это обработка алюминиевых деталей Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет
Get Price
Как заработать на фрезерном станке с ЧПУ? Новый
В качестве материалов для изготовления одежды обычно используются мягкие неметаллические материалы, такие как хлопок, мешковина, шелк, кожа и т Д Все эти материалы можно легко разрезать на фрезерном станке с ЧПУ
Get Price
Фрезерная, токарная обработка металла на станках ЧПУ
Затем на фрезерном станке делаются канавки, углубления, проводится торцевание Токарный станок обрабатывает заготовку не только снаружи, но и изнутри, фреза обеспечивает выполнение условий по фигурности при
Get Price
Как собрать самодельный фрезерный станок с ЧПУ +
Основная задача, которую я планировал решать на своем фрезерном станке с ЧПУ это обработка алюминиевых деталей Поскольку максимальная толщина подходящих мне алюминиевых заготовок 60 мм, я решил сделать просвет
Get Price
Как сделать кубик на фрезерном станке
Как сделать Куб в Кубе из металла How to Make a Cube In a Cube Куб в кубе на токарном станке с ЧПУ Кубик в кубе и еще раз в кубе Кубик в кубе и еще раз в кубе Куб в кубе и ещё раз в кубе Металлический форум Страница 3 Куб в кубе и е�
Get Price
Лучшие программы для станков с ЧПУ Top3DShopRu
Aspire предоставляет мощное, но интуитивно понятное программное решение для создания и резки деталей на фрезерном станке с ЧПУ Существуют инструменты для 2Dпроектирования и расчета 2Dтраекторий, таких как
Get Price
шар на токарном станке Из Германии
Как выточить шар на токарном станке Токарный станок предназначен для обработки вращающихся заготовок из самого разного материала Надо обработать деталь на токарном станке с ЧПУ Парни, может у меня в магазе такой п�
Get Price
Как выточить шар на токарном станке: по дереву или
Можно ли выточить шар на токарном станке по металлу или дереву? Как выточить шар на токарном станке и какое приспособление при этом используется, а также, пошаговая инструкция и полезные советы
Get Price
Как сделать фасад из МДФ на вертикально фрезерном
Есть третий вариант, так как вопрос не совсем понятно задан, то есть и сборные фасады из МДФ, но их только на вертикальнофрезерном станке вы
Get Price
Как изготовить шар из дерева на фрезерном станке
Шар из дерева можно использовать для разных потех и серьезных дел. Это и игрушка для детей и основа для массажера для взрослых и детишек. А большой деревянный шар, который можно изготовить из довольно большой чурки, является уже готовым массажером.
Его можно положить на мягкую поверхность, например, на ковер, и катаясь по нему спиной, разминать суставы, давая крови возможность вновь разгуляться в прилегающих сосудах. Деревянный шар после изготовления можно обработать специальными составами, протравами, лаком и др. для придания благородного вида. Такая вещь будет интересно смотреться на вашем столе, если сделать под нее подставку, чтобы шар не скатывался. Большой шар как элемент декора можно положить на пол, также с подставкой, подвесить его и др.
Как же сделать шар из деревянной заготовки?
В этом видео показаны несколько способов такой работы в каждом случае от черновой обработки до шлифовки.
Как расточить деревянный шар с помощь специального устройства
Комментарии
Иван Баев
Год назад
Спасибо, Гриша, за двойной позитив.Прекрасное муз. сопровождение и за приспособу. Пока смотрел на её работу, в голове целый рой мыслей о том как я буду себе делать. Жалко видео короткое, не успел додумать.
Вячеслав Башмаков
Год назад
Гриша,классно! Золотые руки, хоть и побитые. Получил истинное наслаждение от просмотра ролика. Пусть молодые поучатся делать настоящие ролики, а то задолбали ихние “бум-бум”.Если ни хрена не понимаешь в музыке, то делай без нее.
Леонид Пустовойтов
Год назад
Григорий все здорово, практически качественно и очень интересная приспособа.А можно узнать как такую изготовить, буду благодарен за помощь. Заранее спасибо.
Как сделать футбольный мяч из дерева
Комментарии
Михаил Садовников
Отличный мяч для нашей сборной! Деревянным футболистам – деревянный мяч! Владимир Иванович, респект! Титанический труд.
Grigorii Grgoriy
Никогда не писал комментариев, но тут не могу удержаться: Дедушка, Володя! Это великолепно! Ярчайший пример когда руки дружат с головой, СПАСИБО, вдохновляете!!!
Как выточить шар на токарном станке: видео, фото, инструкция
Степень точности и качество обработанной поверхности зависят от умения мастера работать на токарном станке, который не имеет системы Числового Программного Управления. Однако некоторые типы деталей создать путем точения при помощи резца без вспомогательного оборудования практически невозможно. Если при этом есть необходимость наладить серийное производство с высокой точностью обработки, без вспомогательного оборудования не обойтись. Как сделать шар на токарном станке, и какое приспособление при этом используются?
Шары, выточенные на токарном станке
Метод точения на токарном станке стандартным суппортом
Для крупносерийного производства создается специальное приспособление или используется система ЧПУ. Если есть необходимость путем точения создать всего несколько шаров, тогда можно провести работу на токарном станке, у которого есть задняя бабка.
Процесс изготовления, который является ответом на вопрос, как выточить шар на токарном станке, можно разделить на следующие этапы:
- Выбор заготовки. Она должна быть цилиндрической формы, дина и ширина которой превышает нужного диаметрам шара. Изготовление происходит путем базирования цилиндрического тела по торцам.
- Создаем проточку на заданном расстоянии от торца. Диаметр проточки – диаметр шара.
- Затем при помощи специального подготовленного прутка и задней бабки проводим фиксацию (ранее сделанная проточка необходима для крепления при помощи этого прутка).
- Для изготовления шара нужно расположить резец под углом к поверхности и провести точение лишнего металла. Удаление проводится до проделанной проточки. Точение происходит отрезным резцом.
- Точение происходит поперечной подачей, в результате которой образуется поверхность в виде лесенки. Затем совмещая поперечную и продольную подачу, она также убирается.
- После этого напильником во время вращения шпинделя делается поверхность, напоминающая шар. Также используется шлифовальная шкурка для получения гладкой поверхности.
- Необработанные концы, которые использовались для крепления, стачиваются на наждаке.
При подобном методе дополнительное приспособление не используется. Созданная проточка является своего родом индикатором, который используется при поперечной подаче. Работа требует хороших навыков обращения с продольной и поперечной подачей. Как выточить шар на токарном станке без столь большого количества операций – следует использовать приспособление, предназначенное для точения по заданному диаметру.
Использование специальной конструкции
Значительно упростить процесс можно путем использование специальной конструкции. Приспособление, при помощи которого можно провести рассматриваемую работу, позволяет поворачивать резец по заданной окружности. При этом можно отметить следующие нюансы:
- Конструкция должна быть жестко закреплено, для чего придется проделывать отверстия в станине для его крепления.
- Предварительно металла также обрабатывается стандартным способом при помощи продольно-поперечной подачи.
- Конструктивные особенности конструкции обуславливают ограничение минимального и максимального диаметра получаемого шара.
- Использовать наждак для удаления металла в месте крепления также придется и в этом случае.
- Обработка всей поверхности, кроме места крепления, проводится за один раз. Предварительная обработка для снятия металла необходима по причине того, что в этом случае поперечная подача не регулируется (диаметр детали регулируется расстоянием, на котором находится режущая кромка от места крепления).
- Достигается правильная форма, при этом особых навыков обработки не нужно иметь.
- Можно получить партию деталей шарообразной формы, которые будут иметь одинаковые размеры.
В заключение отметим, что подобное приспособление зачастую создается своими руками. Токарные станки старых моделей не приспособлены для автоматизации процесса производства получения шарообразных тел.
Фрезерный станок: особенности и сфера применения
Ручная обработка металла и дерева уходит в прошлое. Сегодня для изготовления сложных деталей из таких материалов можно применить 3д фрезерный станок с ЧПУ. Такая техника используется как на крупных производствах, так и в небольших домашних мастерских.
Люди, желающие приобрести такое оборудование, задумываются над тем, по каким критериям выбирают станок. Это зависит от целей его применения. Обрабатываемых материалов, типа работ, требуемых скорости и точности. Также надо учитывать конструктивные особенности станков. Рассмотрим самые главные.
Шпиндель
Основная часть станка. От него зависит, какие фрезы можно с ним использовать, под какими углами закрепить. От качества шпинделя тоже многое зависит – если он качественный, то прослужит долго, от плохого же можно ждать что угодно, как минимум – загубит изделие, а может и само оборудование повредить при аварии.
Область фрезеровки
Одна из главных характеристик станка – это размеры его области фрезеровки. От них зависит, каких габаритов заготовки можно обрабатывать на таком станке. Есть универсальные модели – у них область фрезеровки большая, при этом ее размеры регулируются.
Не должно быть никаких проблем с закреплением и позиционированием заготовок – в противном случае можно столкнуться с браком.
В каких сферах применяются фрезерные станки
Такие станки с ЧПУ используются в разных отраслях:
- Фрезерные работы по дереву. Фрезеры успешно выполняют разные операции – позволяют пилить, сверлить, выполнять торцовку краев и создание пазов. Такие устройства незаменимы при изготовлении самых разных деревянных предметов – балясин, дверей, разных элементов корпусной мебели.
- Обработка металлов. Сверление, фрезеровка, иные операции эффективно выполняются на фрезерах.
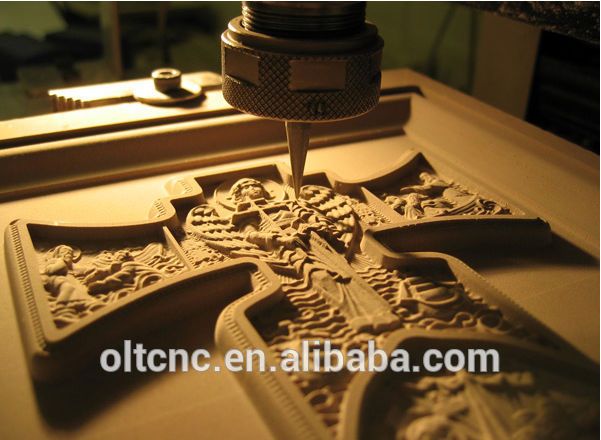
- Ритуальный бизнес. В работе над скульптурными памятниками и надгробиями часто прибегают к фрезеровке.
- Универсальные фрезеры незаменимы при обработке драгоценных и полудрагоценных камней, потому они нашли применение в ювелирном деле. Если нужна гравировка на изделии из благородного металла – ее можно сделать на станке.
- Производство рекламной продукции. Когда, к примеру, необходимо выполнить фигурные буквы – такую работу легко сделать на станке с ЧПУ.
Сфера применения станков очень велика – на описываемом оборудовании можно делать все – от небольших сувениров до больших скульптурных композиций.
Важно покупать такие устройства у проверенных производителей. Компания MULTICUT – именно из таких. Приобрести станок можно на сайте https://www.multicut.ru/.
Установка нулевой точки на фрезерном станке с ЧПУ
Установка нулевой точки на фрезерном станке с ЧПУ
При разработке технологического процесса обработки детали на станке с ЧПУ необходимо определить исходную точку перемещений, с которой начинается выполнение команд управляющей программы.
Немного теории из учебника…
Фактически, при работе на станке приходится иметь дело не с одной, а одновременно с несколькими системами координат, важнейшими из которых являются следующие три:
1. Координатная система станка. Система координат станка является главной расчетной системой, в рамках которой определяются предельные перемещения исполнительных органов станка, а также их исходные и текущие положения. У различных станков с чпу в зависимости от их типа и модели координатные системы располагаются по-разному. Начало отсчета этой системы координат находится в определенной производителем станка точке и не подлежит изменению пользователем. Точка, представляющая собой начало отсчета координатной системы станка, называется нулем станка или нулевой точкой станка.
2. Координатная система детали. Система координат детали является главной системой для программирования обработки и назначается чертежом или эскизом технологической документации. Она имеет свои оси координат и свое начало отсчета, относительно которого определены все размеры детали и задаются координаты всех опорных точек контуров детали. Опорными точками в этом случае считаются точки начала, конца и пересечения или касания геометрических элементов детали, которые образуют ее контур и влияют на траекторию инструмента на технологических переходах. Точка начала отсчета координатной системы детали называется нулем детали или нулевой точкой детали(заготовки).
3. Координатная система инструмента. Система координат инструмента предназначена для задания положения его режущей части относительно державки в момент обработки. Началом отсчета координатной системы инструмента является точка, от которой начинается запрограммированное перемещение рабочего инструмента. Эта точка называется нулем инструмента или нулем обработки. Как правило, координаты нуля обработки задаются в координатной системе детали, но при этом координаты нуля обработки могут не совпадать с нулем детали.
Нулевая точка станка является исходной точкой системы координат, относящейся к данному станку. Положение этой точки на станке устанавливается производителем и не подлежит изменению
Зачастую при разработке управляющих программ не учитывает положение ноля станка, т.к. это потребовало бы обеспечить точное положение детали относительно Координатной системы станка, что значительно затрудняет процесс подготовки обработки детали.
Наиболее простым способом является задание нулевой точки детали. Ее расположение в системе координат станка назначается свободно, исходя из особенностей процесса обработки данной заготовки. Из практических соображений обычно стремятся к совмещению точки с началом отсчета размеров на чертеже. Как правило, такой точкой в плоскости XY являются угол заготовки. По оси Z – это либо верхняя плоскость детали, либо её нижняя плоскость, она же плоскость основания стола.
Установка нулевой точки заготовки
-
Убедиться, что нижний торец рабочего инструмента гарантированно расположен выше верхней поверхности заготовки.
-
При помощи ручного управления или соответствующих клавиш на пульте станка переместить инструмент в плоскости XY над заготовкой в точку начала обработки.
-
Осторожно подвести рабочий инструмент к верхней плоскости заготовки, коснуться поверхности заготовки вершиной режущей части инструмента до появления заметного визуально следа и остановить перемещение инструмента.
-
нажать клавиши обнуления системы отсчета координат по осям Zero X, Zero Y и Zero Z.
Фрезерование — как сделать — сферические поверхности
перейти на домашнюю страницу
перейдите на страницу над этой — «Фрезерование — как сделать…»
Фрезерование — изготовление — сферические поверхности
Если заготовка установлена на поворотном столе, а головка фрезерного станка наклонена, можно обрабатывать различные вогнутые и выпуклые поверхности с помощью расточной головки. Это можно было бы сделать с помощью мухореза, но его проще настроить с помощью буровой головки.
Во всех этих случаях важно, чтобы ось поворотного стола находилась в той же плоскости, что и ось шпинделя в плоскости x / z. Ось сферы, частью которой является разрезаемая поверхность, будет соосна оси поворотного стола. Движение фрезы к заготовке изменяется, поскольку фрезерный стол поднимается.
Резка выпуклых поверхностей
С помощью этого метода можно создать любую сферическую поверхность вплоть до целого полушария. Можно фрезеровать еще большую часть сферы, но другим методом, который будет рассмотрен позже.
Геометрия типичной установки для выпуклой поверхности показана на рис. ххх.
Фиг. Геометрия для обработки выпуклой поверхности 1003
Если
радиус поверхности = r
радиус сферы =
R
наклон вертикальной головки =?
диаметр фрезы = d
высота поверхности = x
, затем:
грех? = (d / 2) / R
грех? = х / Д
Если ось расточной головки копланарна оси вращающегося стола, тогда, если расточная головка вращается по окружности, каждая точка на этой окружности находится на одинаковом расстоянии от точки пересечения оси расточной головки и оси станка. вращающийся стол независимо от вращения вращающегося стола.
Поверхность от A до CB и C является частью сферы радиусом R.
Диаметр сферы определяется исключительно диаметром режущего круга, то есть диаметром расточной головки и расстоянием от верха (или низа) режущего круга и точки, где ось, если расточная головка и ось поворотного стола. Это определяется углом наклона вертикальной головки.
Фиг.
8 Фрезерование выпуклой поверхности 1
Обработка выпуклой поверхности — 8
Ключевой особенностью этого является то, что расточная головка режет внешнюю часть круга при каждом обороте головки.Режущая кромка находится на внешней стороне круга. При использовании обычного расточного инструмента это означает, что инструмент вращается в «неправильном» направлении. Это будет резать только при обратном вращении буровой головки. Конечно, есть только одна режущая кромка, но она показана как вверху, так и внизу.
Если острие фрезы в верхнем положении не совпадает с осью поворотного стола, полученная поверхность не является частью тороида, как можно было бы ожидать.
572 законченная выпуклая поверхность
Фиг.готовая поверхность 572
Примером такой части полусферы может быть дверь дымового ящика. Это часть сферы. Как это работает, легко увидеть из рисунка.
Стоит обточить (на токарном станке) заготовку нужного диаметра и толщины. Больше пытаться удалить металл, например, на токарном станке, наверное, не стоит.
Обычно невозможно закрепить заготовку непосредственно на поворотном столе. В показанном примере в заготовке просверлено несколько отверстий с резьбой в задней части.Они используются для крепления заготовки на пластине, которая затем зажимается на поворотном столе.
Может потребоваться какая-то распорка между заготовкой и пластиной, которая прикреплена к ней и прикручена к фрезерному столу.
Фрезерование полусферы
Примером всего полушария может быть купол, закрывающий регулятор на котле. Это действительно частный случай фрезерования выпуклой поверхности.
Фиг.449 — геометрия для фрезерования полусферы — 1004
Если высота поверхности равна радиусу, т.е.е., X = R, то поверхность — полусфера. В таком случае ? будет 45º.
695 разрезание полусферы
Фиг. Фрезерование полусферы 695
см.
Заготовка центрируется на поворотном столе
Головка наклонена на 45 °.
В этом случае не очевидно, где резец находится относительно оси вращения заготовки. Но возможно перемещение заготовки к расточной головке до тех пор, пока не будет обрезано достаточно, чтобы увидеть, когда фреза приблизится к оси вращения.
Фрезерование выпуклой поверхности — центровка
Расточная головка установлена на диаметр D.
см. Установка наружного диаметра буровой головки
Поворотный стол устанавливается на фрезерный стол. Он совмещен с осью вертикальной головки.
см. Центрирование поворотного стола
Оси x и y заблокированы.
Пластина с заготовкой устанавливается на поворотный стол. Заготовка выравнивается по шпинделю с помощью DTI на рычаге.
см центрирующий круглой формы
Вертикальная головка наклонена на необходимый угол.
Ось x разблокирована.
Фрезерный стол перемещается по оси x до тех пор, пока вершина расточной головки в своей наивысшей точке не окажется над серединой заготовки.
Ось x заблокирована.
Шпиндель включен. Заготовка поднята. Фреза сначала коснется заготовки в точке Z в одном месте на краю заготовки.Но если заготовку немного приподнять, а затем повернуть, тонкое кольцо будет обрезано по всему краю.
После каждого полного поворота заготовки она снова поднимается, а кольцо расширяется.
Наконец, ширина кольца покрывает весь радиус заготовки.
Следует отметить, что диаметр расточной головки был значительно больше необходимого диаметра, но это показывает характер последовательных разрезов.
Вся резка выполняется с заблокированными движениями по осям x и y.Заготовка поднимается до разреза. При этом заготовка вращается, пока не совершит полный круг.
На краю заготовки надрез образует кольцо. При каждом подъеме заготовки это кольцо будет расширяться. Резка завершена, когда фреза наконец разрезает до середины заготовки.
103 Нечетный футляр
Странный случай возникает, если диаметр расточной головки превышает ось поворотного стола.
В этом случае то, что разрезается, остается частью сферы, но это поверхность между высотами A и B.Это легко увидеть, если учесть, что высота A — самая высокая, которую когда-либо достигает резак, а B — самая низкая.
Рис. Нечетный регистр — 1057
Может показаться, что если вертикальная головка наклонена меньше, форма будет иметь форму круглой поверхности от A до B. Но легко увидеть, что если головка вертикальна, она не срезает поверхность круглой от A до B.
Что происходит, так это то, что срез поверхности — это поверхность между вертикальной высотой A и вертикальной высотой B.
Резка вогнутой поверхности
Это во многом похоже на вогнутый корпус. Он установлен так, чтобы указатель касался точек A и B. Разница в том, что используется положение резака, начиная с положения A, тире и b, тире
Фиговое фрезерование вогнутой поверхности — геометрия
632 Обработка вогнутой поверхности
Рис. Фрезерование вогнутой поверхности 632
Нравится:
Нравится Загрузка …
Создание сферических поверхностей | Разработка режущего инструмента
Для создания геометрически точных сферических поверхностей доступен уникальный метод ручного фрезерования.Этот метод можно использовать для обработки выпуклых и вогнутых сферических поверхностей. Помимо фрезерного станка, единственные необходимые инструменты — это расточная головка и поворотный стол.
Если у вас есть токарный или фрезерный станок с ЧПУ, это действительно просто академическое упражнение. Техника интересна тем, что она самокорректирующаяся и самопроверяющаяся, чего нельзя сказать о оборудовании с ЧПУ. Если у вас нет станков с ЧПУ, вы можете добавить изящный трюк в свой набор инструментов.
Я научился этой технике много лет назад от моего старого друга-мастера по инструментам Чарли.Когда он впервые рассказал мне об этом, я был настроен скептически, пока не попробовал. Если у вас есть компьютерная программа для черчения, вы можете быстро разобраться с математикой и настройкой угла. Этот метод намного лучше подходит для формования инструментов и позволяет избавиться от штанов с поворотной дуговой арматурой, поскольку сферическая поверхность представляет собой истинное геометрическое поколение. Сферическая форма ограничена только точностью шпинделя станка и поворотного стола — двух пересекающихся круговых траекторий, которые создают истинную сферическую поверхность.
Предоставлено всеми изображениями: Т.Липтон
При работе с выпуклой поверхностью режущая кромка обращена внутрь.
Представьте себе режущий инструмент, который режет только полый круг, вроде кольцевой пилы. Когда инструмент установлен под углом, отличным от оси поворотного стола, и деталь вращается под инструментом, образуется сферическая поверхность.
Расточная головка наклонена под углом, который соответствует хорде желаемого сферического сегмента. Применяется одноточечный режущий инструмент, и, в зависимости от того, является ли форма вогнутой или выпуклой, режущая кромка меняет направление.Для выпуклых поверхностей режущая кромка обращена внутрь. На вогнутых поверхностях режущая кромка обращена наружу, как и при работе с обычной расточной головкой.
По мере продвижения инструмента в заготовку поворотный стол поворачивается на 360 °. Поворотный стол также подается в инструмент по оси X.
Когда вы впервые попробуете этот метод, используйте пластик, чтобы вы могли быстро увидеть, что именно происходит, прежде чем пробовать его на важных частях. Чтобы получить контролируемые результаты, необходимо понимать три переменные.Первый включает в себя базовые расчеты. Второе — это установка, а третье — выполнение — собственно выполнение.
Графическая установка для вырезания полной полусферы диаметром 2 дюйма.
При работе с вогнутой поверхностью режущая кромка обращена наружу, как и при работе с обычной расточной головкой.
Метод создания сферической поверхности позволяет получить полную сферу.
Одноточечный режущий инструмент проходит по окружности, не имеющей толщины с одной стороны режущей кромки.Если вы подумаете о том, как кольцо любого размера, меньшего, чем сферическая поверхность, может лежать в полном контакте со сферой, вы можете визуализировать, как происходит режущее действие.
Материал, который выступает в кольцо, режется по мере вращения детали под режущим инструментом. Это оставляет сферическую поверхность размером с кольцо. Любая плоскость, пересекающая сферу, образует истинный круг, независимо от угла.
На иллюстрации полусферы мы видим базовую графическую установку для резки полного полушария диаметром 2 дюйма.Хорда в данном случае составляет 1,414 дюйма. Это диаметр, на который должна быть установлена буровая головка (1,414 дюйма) или немного больше, чтобы резать диаметр 2 дюйма. Шпиндель будет наклонен на 45 ° относительно оси поворотного стола для резки. полное полушарие. Из рисунка видно, что никакой другой угол не приведет к созданию полного полушария. Эта ось шпинделя должна быть перпендикулярна хорде сегмента. Центральная линия шпинделя является средней точкой хорды. Хорда также является гипотенузой прямоугольный треугольник, который представляет собой максимальное увеличение радиуса и расстояние от центральной линии до конечной точки дуги.
Для других радиусов и частичных сегментов требуется небольшая математика, чтобы получить хорду и угол. Мы можем использовать наш пример рисунка, чтобы проиллюстрировать математику. Официального названия диаметра, на который установлена буровая головка, не существует, поэтому я называю его «диаметр развертки» (SD). Для работы OD необходимо установить SD на размер хорды или больше. Для работы с ID SD должен быть меньше или равен аккорду.
Углы меньше 45 ° дают меньше, чем полное полушарие. Углы больше 45 ° создают все большие и большие части сферы, пока вы не достигнете максимума 180 ° для полной сферы.После того, как вы превысите 45 °, расточная головка должна быть точно настроена на длину хорды, прежде чем вы достигнете чистового диаметра. Вы можете регулировать это по мере черновой обработки детали, делая измерения по ходу.
На практике невозможно вырезать всю сферу за одну установку. Вам все равно придется удерживать деталь и как-то ее вращать. Чтобы создать полную сферу, вы должны использовать две отдельные схемы удержания. CTE
Об авторе: Том Липтон — карьерный слесарь, который работал в различных мастерских, производящих детали для разработки потребительских товаров, лабораторное оборудование, медицинские услуги и проектирование машин на заказ.Он получил шесть патентов США и живет в Аламо, Калифорния. Колонка Липтона адаптирована на основе информации из его книги «Металлообработка раковина или плавание: советы и хитрости для машинистов, сварщиков и производителей», опубликованной Industrial Press Inc., Нью-Йорк. С издателем можно связаться по телефону (888) 528-7852 или на сайте www.industrialpress.com. Указав код CTE-2013 при заказе, читатели CTE получат 20-процентную скидку от прейскурантной цены книги в размере 44,95 доллара США.
Turner’s Cube (Ручной станок): 10 шагов (с изображениями)
Теперь вам нужно сделать свои насадки для токарного станка.Возьмите немного быстрорежущей стали, кусок меньшего размера (у меня был держатель инструмента из быстрорежущей стали 3/8, поэтому я использовал из быстрорежущей стали 3/8. Это был хороший размер) и кусок побольше, 1/2 — хороший размер для большей части. .
Чтобы сделать инструменты, нам сначала нужно знать некоторые термины. Я быстро их рассмотрю здесь, вы можете найти дополнительную информацию о токарных инструментах в Google. Вот небольшой красивый видеоролик: http://www.youtube.com/watch?v=Mn9jpqI8rao
Боковые грабли: в верхней части инструмента — угол, под которым стружка скользит вниз после того, как они прошли через режущую кромку.Вы хотите, чтобы он был меньше, потому что, если он будет слишком большим, режущая кромка станет слишком острой и сломается. 8-12 градусов для этого хорошо.
Задний грабли: аналогичен боковым граблям, за исключением того, что он идет назад к корпусу инструмента, а не в сторону. Опять же, 8-12 градусов — это хорошо.
Угол зарезки кромки: это угол под режущим наконечником, он нужен для того, чтобы передняя поверхность инструмента не трулась о поверхность резки. 10-15 градусов — это хорошо.
Боковой угол наклона: угол со стороны режущего наконечника, который гарантирует, что сторона инструмента не натирается при подаче инструмента в материал.10-15 градусов — это хорошо.
Конечный угол режущей кромки: Конечный угол, на котором острие остается острие вашего инструмента.
Угол боковой режущей кромки: боковой угол, который образует острие вашего инструмента.
Радиус при вершине: радиус при вершине определяет, насколько хорошая отделка остается позади. Это сочетание бокового и торцевого рельефа.
Теперь взгляните на рисунок 1. На нем показан инструмент для снятия фаски под углом 90 градусов и инструмент для растачивания. Я знаю, что этот скучный инструмент не самый красивый, но он работает.Вы можете увидеть на рисунках краской, как бы он выглядел, если бы он был идеальным (или настолько идеальным, насколько это возможно для рисунков краской …)
При шлифовании битов из быстрорежущей стали сначала выполните грубую шлифовку всех углов, а затем завершите их на финишный круг. Вы не хотите обесцвечивания металла и теоретически не должны, если вы правильно используете шлифовальный круг, но на всякий случай отшлифуйте все грубо, а затем окончательно отшлифуйте последние маленькие кусочки, чтобы удалить обесцвечивание (если оно есть) в конце. Также хорошо использовать чистовой круг, а в конце, может быть, даже шлифовальный камень.
Сначала мы рассмотрим инструмент для снятия фаски. Все очень просто. Возьмите HSS и поместите его под углом 45 градусов. Наклоните заднюю часть вниз, чтобы кончик приподнялся. Это одновременно создаст боковой, торцевой и боковой режущий угол. Посмотрите на рисунок 2, вы можете увидеть, как нужно наклонять HSS. Отшлифуйте 2 штуки на 45 градусов (черные линии на красной HSS), чтобы получить 90 градусов. И этот инструмент готов! У него нет ни заднего, ни бокового выступа, ни радиуса при вершине. Держите кончик острым!
Во-вторых, сделаем расточный инструмент.Этому инструменту требуется зарезание торца, боковой зазор, угол режущей кромки, угол боковой режущей кромки, задний передний передний, боковой передний и радиус вершины! Но не волнуйтесь, мы сделаем это. Для этого было бы неплохо установить опору для инструмента на шлифовальном станке примерно на 10 градусов, это значительно облегчит радиус при вершине. Рисунок краской может выглядеть не совсем так, как инструмент в реальной жизни, потому что мой инструмент выглядит немного странно. Просто следуйте картинкам, поймите концепции, и все будет в порядке. Честно говоря, поскольку это не должен быть ваш первый проект токарного станка, вы уже должны знать об инструментах, так что то, что я вам говорю, должно быть тем, что вы уже знаете.
В любом случае, поехали. Посмотрите картинку №3. Здесь мы шлифуем угол наклона торца и угол режущей кромки. Держите инструмент справа от себя и положите его на опору для инструмента.
На рисунке №4 показано, как обрезать угол боковой режущей кромки и угол бокового зазора. Поместите инструмент на опору для инструмента, чтобы вырезать боковой зазор, и наклоните его влево, чтобы сократить угол боковой режущей кромки.
Теперь, чтобы обрезать радиус при вершине, просто быстро проведите пальцем от угла на рисунке 3 к рисунку 4 (вид сверху), чтобы скруглить кончик.Здесь приятно, когда подставка для инструмента установлена под углом, потому что вы можете положить инструмент туда (кто бы мог его щелкнуть ?!) и получить гладкий радиус. Трудно сделать ровный радиус при вершине, когда вы держите инструмент в воздухе и пытаетесь удерживать его устойчиво.
И последнее, но не менее важное: задний и боковой передний углы. Снова посмотрите картинку №4. Положение, в котором вы держите инструмент, очень похоже, но вы поворачиваете инструмент на 90 градусов, наклоняя его к колесу, поэтому вы работаете так, чтобы правая сторона была обращена к вам, а верхняя часть была обращена к колесу, а не левой стороной. лицом к колесу, а верх — к вам.
Наконец, посмотрите на рисунок 5, чтобы увидеть готовый инструмент спереди, сбоку и сверху. Черные кривые хорошо бы стачивать, потому что мы работаем над вырезанием круга, и мы не хотим тереться снизу. Это немного усадит инструмент и сделает его слабее, но мы режем алюминий, так что все должно быть в порядке. Если вы делаете куб из стали, просто не сходите с ума и делайте сверхтяжелые разрезы. До 0,015 (0,030 по диаметру) разрезов должно хватить.
На рисунке №6 мы можем увидеть инструмент в реальной жизни со всеми его следами от шлифовального станка и вмятинками.
Последний инструмент, который нам нужен, — это инструмент для подрезки. Это похоже на картинку №7. По сути, это инструмент для отрезки на конце палки. Итак, первый шаг — возьмите 1/2 HSS и измельчите тонкий кусок посередине так, чтобы с одной стороны было большое жирное сечение, а с другой — небольшое. Давайте уточним это, чтобы мы знали, насколько он большой. Длина от кончика инструмента до большой толстой насадки должна быть не меньше длины самого глубокого отверстия (6). Мой инструмент действительно длинный, немного лишний.Выступ инструмента должен составлять не менее половины диаметра самого большого выреза (5) (например, самая глубокая подрезка на этом кубе составляет 0,300, поэтому инструмент должен выступать не менее 0,150 мм. Моя — около 0,250, так что достаточно места.) И весь конец должен быть достаточно маленьким, чтобы поместиться в вашем самом маленьком отверстии (это не должно быть проблемой, если вы не сделаете действительно маленькое отверстие). Посмотрите на картинку № 9
Вместо повторяя все, что я написал для скучного инструмента, я просто скажу вам, что шлифовать, и, надеюсь, вы узнали, как это сделать, когда вы сделали скучный инструмент.
1) Начните со шлифовки самой передней части инструмента, отшлифуйте заделку конца и угол режущей кромки. (2)
2) Затем отшлифуйте заднюю рейку (4)
3) Отшлифуйте концевой заделанный угол (3)
4) Отшлифуйте задний угол напротив первого (около 5 на виде сверху, 2 на справа на виде сбоку) Между этим и первым шагом установите ширину инструмента (1)
5) Отшлифуйте радиус снизу (7)
6) Отшлифуйте крошечный радиус вершины на кончике.Вам просто нужно маленькое, потому что от его размера зависит, насколько глубоко вам нужно подрезать. Если это идеально острый угол, вам нужно подрезать всего на несколько тысячных дюйма больше, чем расстояние от угла до угла, но если у вас есть радиус, который, скажем, 0,050, вам нужно вырезать более 0,050, когда вы ‘ повторная подрезка, то есть поднутрение должно быть на 0,100 больше диаметра. Если вы проверите наши расчеты, поднутрения примерно на 0,070-0,090 больше, чем расстояние от угла до угла, поэтому мы можем позволить себе 0.030 (~ 1/32 дюйма). Но даже меньше, тем лучше. Попробуйте радиус 1/64.
И вуаля! Это был очень долгий шаг, но теперь у вас есть три инструмента. Мы можем приступить к кубу!
Hybrid Sphere Токарный станок с ЧПУ SBL-100T
Характерная черта
- Серия SBL — идеальное решение для изготовления компонентов системы рулевого управления, таких как шаровая ось и стяжка для внутреннего шарового шарнира и внешнего шарового шарнира, медицинского оборудования, такого как бедренная головка для тазобедренного сустава, поршневая головка для поршневых насосов и т. Д…
- Серия SBL разработана для обработки шаровых головок, что является лучшим решением для получения сфер высокого качества круглой формы и шероховатости поверхности.
- Серия SBL включает черновую токарную обработку, чистовую токарную обработку, полировку твердосплавных роликов, вытягивание деталей и отрезание.
- Процесс полировки — идеальный способ повысить твердость поверхности, продлить срок службы и увеличить допуск на истирание.
- Что касается разнообразия осей управления, серия SBL использует ось B для обработки шаровых головок и полировки.Ось B обрабатывает круговое движение, так что круглость может быть достигнута до ± 0,005 мм. С другой стороны, для традиционных токарных станков с ЧПУ обработка сфер управляется одновременно осями X и Y, что в конечном итоге приводит к овальной форме.
- За исключением стандартного преимущества системы управления ЧПУ, серия SBL использует конструкцию шпинделя со скользящей головкой и квадратную направляющую при перемещении по оси Z, что обеспечивает точность и стабильность.
- Серия SBL может быть оснащена гидравлической револьверной головкой (6 позиций) и механической револьверной головкой (8 позиций) для обеспечения многократного применения.
Особенность шпинделя
- Мотор шпинделя оснащен BiI8 / 10000 (7,5 кВт), который выдерживает большие нагрузки и стабильность при выполнении процесса полировки.
- Шпиндель высокой жесткости и высокоскоростной подшипник поддерживают скорость шпинделя до 6000 об / мин с высокой стабильностью.
- При обработке специального угла или с использованием специального инструмента тормозная пластина поддерживает точное положение шпинделя.
- Привод ременного типа обеспечивает мощную загрузку, стабильную работу и низкую стоимость обслуживания.
Материалы
- Червячная передача: Специальная высокопрочная алюминиевая латунь, по прочности равная стальному сплаву.
- Червячный вал: закаленная легированная сталь
Высокий крутящий момент
Комбинация латуни и легированной стали обеспечивает меньшее трение.Крутящий момент двигателя передается эффективно. Червячная система высокого класса гарантирует передачу высокого крутящего момента.
Большая червячная передача
Червячная передача с большим делительным диаметром создает большую площадь зацепления и меньшее давление на контактную поверхность, что приводит к износостойкости.
| Модель | Ед. изм | СБЛ-100Т | СБЛ-180Т | СБЛ-250Т |
|---|---|---|---|---|
| Качаться над кроватью | мм | Ø350 | Ø500 | Ø520 |
| Максимум.диаметр поворота (шаровая головка) | мм | Ø100 | Ø180 | Ø250 |
| Максимум. диаметр поворота (шаровой кран) | дюйм | Ø1 / 2 «~ 2-1 / 2» | Ø2 «~ 4,5» | Ø3 «~ 6» |
| Тип носа шпинделя | КАК | A2-4 | A2-5 | A2-6 |
| Тип патрона шпинделя | Цанговый патрон 5C Цанговый патрон 16C (опция.) 5-дюймовый 3-кулачковый патрон (опция) | Цанговый патрон 16C 6-дюймовый 3-кулачковый патрон (опция) | Цанговый патрон 16C 8-дюймовый 3-кулачковый патрон (опция) | |
| Отверстие шпинделя | мм | Ø45 | Ø56 | Ø62 |
| Скорость вращения шпинделя | об / мин | 4000 (Станд.) 6000 (опция) | 3000 (Станд.) 4500 (опция) | 2000 (Станд.) 4000 (опция) |
| Мощность шпинделя | кВт | 5,5 кВт (стандарт) 7,5 кВт (опция) | 7,5 кВт (стандарт) 10 кВт (опция) | 11кВт (стандарт.) |
| Мощность двигателя оси X | кВт | 1.2 | 1.2 | 1,8 |
| Мощность двигателя по оси Z | кВт | 1,8 | 2,5 | 2.5 |
| Мощность двигателя оси B | кВт | 3 | 3 | 3 |
| Перемещение по оси X | мм | 90 | 90 | 90 |
| Перемещение по оси Z | мм | 90 | 90 | 90 |
| Перемещение по оси B | степень | -60 ° / + 95 ° | -60 ° / + 95 ° | -60 ° / + 95 ° |
| Скорость ускоренного хода по оси Z | мм / мин | 15000 | 15000 | 15000 |
| Скорость ускоренного хода по оси X | мм / мин | 15000 | 15000 | 15000 |
| Скорость ускоренного хода оси B | мм / мин | 6000 | 6000 | 6000 |
| Количество инструментальных станций | Т | 6 (гидравлическая револьверная головка) | 6 (гидравлическая револьверная головка) | 6 (гидравлическая револьверная головка) |
| Размер инструмента | мм | 20×20 | 20×20 | 20×20 |
| Размеры машины (ДхШхВ) | м | 2.5×1,9×1,8 | 2,8×2,2×1,9 | 3,1×2,3×1,9 |
| Напряжение | 220 В / 60 Гц / 3 полюса | 220 В / 60 Гц / 3 полюса | 220 В / 60 Гц / 3P | |
| Требуемая мощность | ква | 20 | 25 | 28 год |
| Масса | кг | 3000 | 3300 | 3800 |
Стандартные аксессуары
● Цанговый патрон
● Гидравлический цилиндр
● Гидравлическая револьверная головка 6-позиционная
● Блок питания
● Пневматический системный блок
● Полная защита
● База станка
● Теплообменник
● Автоматическая система смазки
● Трехцветная сигнальная лампа
● Рабочая лампа
● Система охлаждения
● Инструмент и ящик для инструментов
● Блок клиновой
● Регулировочные болты и блоки
● Руководство по эксплуатации
● Напряжение машины: 220 В переменного тока / 60 Гц / 3 фазы
дополнительные аксессуары
● Обновление двигателя шпинделя
● Повышение скорости шпинделя
● Ось X удлиняется до 150 мм
● Ось Z удлиняется до 150 мм (для длинной детали)
● Модернизация револьверной головки с сервоприводом (8T)
● Модернизация револьверной головки с сервоприводом (8T) с осью C
● Пневматическая тормозная система оси C
● Цанговый патрон и цанга 16C (диаметр детали менее Ø40 мм)
● Цанговый патрон и цанговый патрон (шаровой клапан) с удлиненным носиком и ориентирующим штифтом
● 3-х кулачковый патрон
● Воздушный патрон
● Полировка алмазного держателя инструмента и инструмента
● Алмазный инструмент для полировки
● Транспортер и тележка для стружки
● Трансформатор
● Стабилизатор напряжения
● Знак CE
Бесплатная доставка только в континентальные США !! | |
Машина для малых сфер | |
Машина малых сфер делает сферы размером от 1/4 дюйма до 1 дюйма.Используемый для обеспечения точности, этот прибор превратит вашу заготовку из грубой круглой формы в идеально отполированную сферу. Наклон режущих чашек и валов вниз направляет сферу в непрерывную ванну с песком, что устраняет необходимость постоянно наносить песок щеткой и заставляет суспензию песка стекать с подшипников. Угол режущих чашек может быть увеличен по мере того, как неровные углы сферы стачиваются, а подпружиненная головка делает ненужной постоянную регулировку. Устройство поставляется в комплекте с одной (1) чашей для песка, инструкциями, гарантией на продукт и одной парой резаков размером 1/4 дюйма, 3/8 дюйма, 5/8 дюйма и 7/8 дюйма.Эта установка — отличный выбор для восстановления первоначального состояния мрамора. Модель № 382ssm — Вес в упаковке 26 фунтов FedEx $ 545,00 | |
Двухскоростная бисерная мельница | |
Бисерная мельница делает бусины диаметром от 5/16 «до 3/4».Алюминиевая головка размером 4-1 / 2 x 1/2 дюйма имеет в потолке утопленное кольцо диаметром 3/8 дюйма, которое обеспечивает желоб для прохождения бусинок. Действие фрезерования достигается за счет вращения камеры, в то время как головка контролирует положение бусинок . Головка камеры снимается быстро для легкой очистки. Эта машина лучше всего подходит для изготовления бусин из твердых материалов, таких как агат, яшма и нефрит. * Обратите внимание, что бисерная мельница НЕ рекомендуется для драгоценных камней мягче, чем 5 на шкала Мооса, так как эта машина очень агрессивна. Двухскоростная бисерная мельница работает со скоростью 380 и 250 об / мин. Более высокая скорость лучше всего подходит для чистовой обработки бисера после первоначальной шлифовки. Более низкая скорость снижает абразивное действие и должна использоваться при фрезеровании более мягких материалов, таких как малахит, родохрозит и бирюза. Эти материалы требуют небольшого давления головки и более мелкого абразивного зерна. К этому устройству прилагаются инструкции и гарантия. Модель № 1040bm — вес в упаковке 75 фунтов FedEx 898 долларов.00 | |
Односкоростная бисерная мельница | |
Бисерная мельница делает бусины диаметром от 5/16 «до 3/4». Алюминиевая головка размером 4-1 / 2 x 1/2 дюйма имеет утопленное кольцо на 3/8 дюйма в потолке, которое обеспечивает желоб для прохождения бусинок.Действие измельчения достигается за счет вращения камеры, в то время как головка контролирует положение шариков. Головка камеры снимается быстро, что упрощает очистку. Эта машина лучше всего подходит для изготовления бусин из твердых материалов, таких как агат, яшма и нефрит. * Обратите внимание, что бисерная мельница НЕ рекомендуется для драгоценных камней мягче, чем 5 по шкале Мооса, поскольку эта машина очень агрессивна. Модель № 1039bm — вес в упаковке 75 фунтов от FedEx 735 долларов.00 | |
Перечисленные ниже машины Sphere не доставляются бесплатно — свяжитесь с нами, чтобы узнать стоимость доставки — 541-954-0039 | |
Трехголовая сферическая машина | |
Место груза! Отправим обычным перевозчиком! |
Трехголовая сферическая машина Ковингтона способна изготавливать сферы размером от 2-1 / 2 до 10 дюймов.Подача воды и дозатор песка установлены таким образом, чтобы сфера могла постоянно работать с свежей подачей песка и воды. Все три головки подпружинены, работают независимо друг от друга и могут быстро регулироваться с помощью больших вращающихся рукояток. Устройство поставляется в комплекте с одной (1) чашей для улавливания песка, инструкциями, гарантией на продукт и выбором одного набора из трех (3) чугунных режущих чашек. * При заказе указывайте размер чашки. Доступные размеры чашек: 1 дюйм, 1 3/8 дюйма, 2 3/8 дюйма, 3 3/8 дюйма и 4 3/8 дюйма. Модель №383tsm — вес в упаковке 255 фунтов, перевозчик $ 2,523,00 |
Машина для больших сфер | |
Место груза! Отправим обычным перевозчиком! |
Машина для изготовления больших сфер создает сферы размером от 1-1 / 4 дюйма до 9 дюймов.Наклон валов вниз приводит к перемещению сферы в ванне с песком, устраняя необходимость постоянно наносить песок щеткой и заставляя суспензию песка стекать с подшипников. Угол режущих чашек можно увеличивать по мере стачивания острых углов сферы. Обе головки подпружинены, поэтому постоянная регулировка не требуется. Это устройство поставляется в комплекте с двумя (2) спиральными полировальными кругами 8 дюймов x 1/4 дюйма x 1 дюйм, двумя (2) чашами для песка, инструкциями, гарантией на продукт и возможностью выбора одной пары (2) чашек для резака. * При заказе указывайте размер чашки. Доступные размеры чашек: 1 дюйм, 1 3/8 дюйма, 2 3/8 дюйма, 3 3/8 дюйма и 4 3/8 дюйма. Модель № 381lsm — вес в упаковке 250 фунтов грузовым перевозчиком $ 1,721,00 |
Геометрический подход к диаметру рабочего инструмента при 3-осевом шаровом фрезеровании
Шаровое фрезерование поверхностей произвольной формы — одна из наиболее часто используемых технологий при чистовой обработке. В основном, вращающаяся фреза следует по поверхности с определенной скоростью (скорость подачи, v f ), и в конце поверхности она отходит в сторону и поворачивается назад.Эта стратегия подходит для предварительной и чистовой обработки неглубоких поверхностей без поднутрений на фрезерном станке с ЧПУ. Для стратегии требуется контроллер ЧПУ, и программа ЧПУ может быть сгенерирована с помощью программного обеспечения CAM на основе модели поверхности CAD.
В случае фрезерования произвольной формы шаровой фрезой качество шероховатости поверхности зависит от нескольких факторов и параметров, таких как диаметр инструмента, рабочий диаметр, параметры резания, материал инструмента, характер поверхности, инструмент. путь, направление фрезерования и т. д.
Fan [1] исследует изменение скорости резания при 3-осевом фрезеровании со сферическим концом и указывает, что скорость резания является фактором скорости, который влияет на качество обработанной поверхности и срок службы инструмента. de Souza et al. [2] показывают влияние рабочего диаметра на удаление стружки, силу резания и шероховатость поверхности, где более высокая скорость резания снижает шероховатость поверхности. Wojciechowski et al. В [3] анализируется сферическое фрезерование при разном наклоне инструмента, что приводит к разному рабочему диаметру.В случае большого рабочего диаметра шероховатость поверхности меньше, а увеличение скорости резания снижает качество шероховатости поверхности.
Vopát et al. [4] представляют влияние материала инструмента и направления фрезерования. Твердосплавная концевая фреза обеспечивает лучшую шероховатость поверхности и более длительный срок службы инструмента, чем HSS Co, а в случае обоих материалов инструментальное фрезерование приводит к лучшей шероховатости поверхности. Wojciechowski et al. [5] представляют динамическую модель шаровой фрезы, которая может быть основой для прогноза текстуры.Выбойщик [6] представляет геометрическую модель топологии поверхности в случае плоской поверхности, выпуклой и вогнутой криволинейной поверхности. Исходя из этого, важную роль играет угол наклона — характер поверхности.
Beno et al. [7] анализирует основные характеристики поверхностей произвольной формы и предлагает процесс определения наиболее подходящей стратегии фрезерования. В статье сделан вывод, что скорость резания, помимо других геометрических параметров и параметров инструмента, оказывает основное влияние на качество поверхности. Pena et al. [8] представляют 5 различных стратегий инструмента и анализируют их с точки зрения шероховатости поверхности в случае алюминия 6061.Из-за различных параметров R a вводится поправочный коэффициент, который изменяет скорость подачи, чтобы обеспечить лучшую шероховатость поверхности. de Souza et al. [9] представляют влияние стратегии траектории инструмента на качество поверхности. Различные стратегии приводят к разному времени обработки и качеству поверхности, что влияет на время полировки поверхности. Различные стратегии траектории приводят к разному времени обработки, как было проанализировано Sales et al. [10]. Ижол и др.[11] представляют важность стратегий фрезерования, где делается вывод, что применяемые стратегии имеют большее влияние на шероховатость поверхности, чем ширина резания ( a e ) « r ». Pena et al. [12] исследуют 6 различных траекторий при фрезеровании наклонных поверхностей. Они обнаружили, что расчетная высота выступа меньше, чем реальное отклонение поверхности, и предлагает поправочный коэффициент для изменения ширины пропила (, , , , , ).Redonnet et al. В [13] представлена оптимизация направления обработки поверхности произвольной формы с помощью торцевой фрезы, минимизирующая время обработки и учитывающая высоту гребешка. Zhang et al. В [14] представлена геометрическая модель топографии обработанной поверхности в процессе шаровой фрезерования, и на основе этой модели была разработана оптимизация для трехмерного среднего арифметического отклонения ( Sba ) и скорости съема материала (MRR). Учитывалось влияние подачи на зуб ( f z ) и радиальной глубины резания ( a e ).Кроме того, вибрация также может влиять на топографию поверхности [15].
Одновременное 5-осевое фрезерование может решить проблему изменения рабочего диаметра; однако одновременное 5-осевое фрезерование — очень сложный процесс, а станок намного дороже, чем 3-осевой.
В промышленности наиболее широко используемым процессом является неодновременное 5-осевое (или 3 + 2-осевое) фрезерование для общей обработки, при котором обработка выполняется по трем осям, а позиционирование выполняется с двумя индексами. оси, (пока обработка приостановлена).Это более точный и простой процесс, чем одновременная 5-осевая обработка, а станки и их контроллеры проще в обращении и программировании. Эти процессы широко используются при обработке блоков цилиндров, зубчатых передач или для изготовления неаэродинамических деталей самолетов. Вот почему трехкоординатная обработка (в основном 3 + 2-осевая) в основной отрасли долгое время будет важным процессом. Это подтверждено серьезными промышленными дизайнерами и производителями, такими как отдел разработок FFG MAG в Эсслингене.Хотя исследование в статье проводится для трехосной задачи, это все еще (и будет в будущем) важный вопрос в отрасли.
Xu et al. [16] разработали метод скользящей поверхности для моделирования топографии обработанной поверхности в случае шаровой фрезерования. В исследовании резец с шаровой головкой движется по траектории инструмента для непрерывного удаления материала с гладких поверхностей режущих кромок. Лю и др. [17] представляют метод сегментации поверхности, чтобы определить лучшие области для стратегии 3 + 2-осевого фрезерования, поскольку статическая поворотная ось допускает более высокую скорость подачи.
Качество поверхности согласно геометрической модели зависит от диаметра инструмента ( D ), параметра шага ( a e ) и наклона поверхности, а также от параметров резания, таких как подача скорость ( v f ) и скорость резания ( v c ). При обработке поверхностей произвольной формы наклон поверхности меняется; следовательно, рабочий диаметр режущего инструмента изменяется, следовательно, изменяется и скорость резания.Скорость резания определяет минимальное значение толщины стружки. Основываясь на наших предыдущих исследованиях ([18,19,20]), если толщина стружки слишком мала из-за малой скорости резания, инструмент не может удалить какой-либо материал.
В этой статье освещаются инженерные аспекты с точки зрения поддержки работы CAM-программиста. Ранее было определено, что, помимо других параметров, скорость резания оказывает важное влияние на шероховатость поверхности. В случае сферического фрезерования рабочий диаметр может быть ключевым элементом исследования.
Отличие нашего подхода от обычных методов заключается в чисто геометрическом описании рабочего диаметра. Разработанная математическая модель представляет собой фрезерование плоской наклонной поверхности (шаровидной фрезой) (рис. 1), где траектории движения инструментов параллельны друг другу (рис. 2). Наклонная плоскость — это упрощенная модель расположения поверхности произвольной формы. Эту плоскость можно рассматривать как касательную плоскость к поверхности в данной точке.
Рис. 1
Шариковое фрезерование наклонной испытательной поверхности
Рис.2
Шариковое фрезерование плоской наклонной поверхности
Программирование моделирования выполнялось в программной среде Maple.
Как создать сферу в SOLIDWORKS
Исторически сложилось так, что всякий раз, когда я проводил наш учебный курс по SOLIDWORKS Essentials, я давал следующий совет: давайте начнем с простого, а давайте начнем с основ. О, но вы проектируете самолеты? Системы дноуглубительных работ? Планировка этажей? Для меня это не имеет значения. Вы не можете пропустить шаги. Если вы начнете с малого, вы сможете быстро расширить свои навыки.
Образно говоря, начинать нужно с примитивов. В компьютерном программировании это в первую очередь означает понимание таких типов данных, как целые числа (1, 5, 17 и т. Д.) И строки («Hello world!»). В 3D-моделировании в САПР это означает изучение примитивных форм, таких как моделирование кубов и сфер в SOLIDWORKS.
Моделирование сферы относительно просто, и это отличный урок того, как эффективно использовать инструмент Revolve Boss / Bass в SOLIDWORKS.
В курсе SOLIDWORKS Essentials мы довольно рано во время уроков рассказываем, как создавать осевые вращающиеся формы.Мы дошли до изготовления полноценного маховика с ручкой, ступицей и спицами.
Но опять же, не с этого начинать. Начнем с примитива.
Циклический GIF-файл ниже показывает, как легко сделать сферу.
В изложенном виде вот наши шаги:
- Выберите плоскость эскиза (например, переднюю плоскость)
- Нарисуйте полукруг
- Перейдите на вкладку «Функции» в CommandManager. Выберите «Revolve Boss / Bass»
- Выберите линию в полукруге в качестве оси вращения.Укажите количество оборотов, затем нажмите зеленую галочку, чтобы создать сферу
.
.
Вот что я думаю о вращающихся формах. Давайте возьмем поперечное сечение концевой части желаемой формы, а затем разрежем поперечное сечение пополам. Вот ваш профиль скетча.
В соответствии с передовой практикой вам, вероятно, следует добавить некоторые параметры, чтобы выразить то, что мы называем вашим «дизайнерским замыслом». В этом примере это в основном означает: «Если предполагаемый диаметр / радиус этой сферы составляет 100 мм, сделайте это на уровне эскиза.”
Пока мы сосредоточены на сферах, давайте продолжим рассмотрение еще одной фундаментальной концепции моделирования САПР в SOLIDWORKS. Часто у нас есть полые формы; часто у нас есть полные формы. Итак, как мы сообщаем SOLIDWORKS, что мы хотим, когда рисуем наши формы и выполняем операции вращения?
В приведенном выше примере у нас есть полная сфера. Внутри он не полый. Есть несколько способов выдолбить форму после того, как она была создана (см., Например, функцию Shell).Однако вы можете контролировать это при создании формы.
Если мы обозначим ось — в данном случае линию, завершающую полукруг, — как «строительную геометрию», мы узнаем, что предстоящая форма будет полой. Параметры толщины, показанные ниже, задают толщину стенки полученной сферы.
Для проверки результатов вы можете использовать такие инструменты, как «Анализ толщины» (на вкладке «Оценить» в диспетчере команд). Если вы просто хотите визуально увидеть полую сферу, не стесняйтесь использовать инструмент «Вид сечения», чтобы увидеть сечение вашей новой формы.